Форма для лиття прокатних валків відцентровим способом
Номер патенту: 93845
Опубліковано: 10.03.2011
Автори: Сирота Олександр Олексійович, Гришаєв Володимир Іванович, Авєрін Володимир Іванович, Чебаненко Юрій Броніславович, Жегур Олександр Анатолійович, Філіпов Валентин Семенович, Погорєлов Юрій Володимирович, Єфанін Олег Анатолійович

Формула / Реферат
Форма для лиття прокатних валків і роликів відцентровим способом, яка містить виливницю, торцеві кришки, встановлену у виливницю вставку, кільцеву прокладку, виконану з теплоізоляційного матеріалу, яка відрізняється тим, що кільцеву прокладку при зборці форми встановлено з деформацією, що складає 10-30 % її товщини, а лінійний розмір вставки витримано з урахуванням цієї деформації і визначають по співвідношенню:
lB=L-K1·Δ,
де lВ - лінійний розмір вставки, мм;
L - лінійний розмір під установку вставки і кільцевої прокладки, мм;
K1 - коефіцієнт лінійної деформації теплоізолюючої кільцевої прокладки, який дорівнює 0,7÷10,9;
Δ - товщина кільцевої прокладки, мм.
Текст
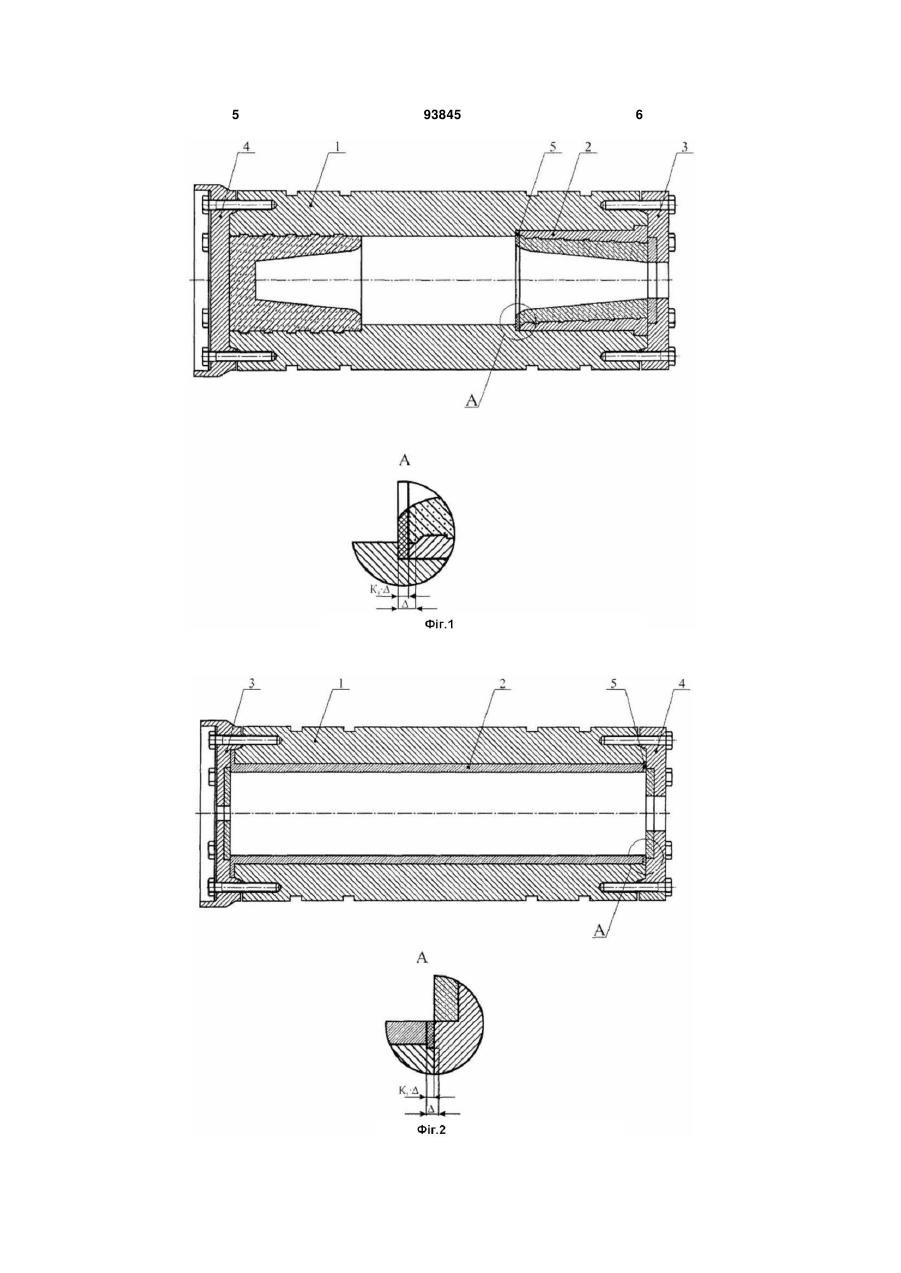
Форма для лиття прокатних валків і роликів відцентровим способом, яка містить виливницю, торцеві кришки, встановлену у виливницю вставку, кільцеву прокладку, виконану з теплоізоляційного матеріалу, яка відрізняється тим, що кільцеву прокладку при зборці форми встановлено з деформацією, що складає 10-30 % її товщини, а лінійний розмір вставки витримано з урахуванням цієї деформації і визначають по співвідношенню: lB=L-K1·Δ, де lВ - лінійний розмір вставки, мм; L - лінійний розмір під установку вставки і кільцевої прокладки, мм; K1 - коефіцієнт лінійної деформації теплоізолюючої кільцевої прокладки, який дорівнює 0,7÷10,9; Δ - товщина кільцевої прокладки, мм. Винахід відноситься до ливарного виробництва, зокрема, до форм для відцентрового лиття і може бути використаний для отримання відцентроволитих чавунних прокатних валків і роликів. Відома форма для відцентрового лиття прокатних валків, яка містить гільзу (виливницю), в яку встановлений кокіль для формування бочки валка і двошарові вставки для формування шийок валка, внутрішній шар яких виконаний з чавуну [1]. Недоліком описаної форми є те, що в запропонованій ливарній формі відсутнє достатнє ущільнення між її елементами, що призводить до утворення облоя, ускладненої усадки і, як наслідок, утворенню гарячих тріщин на бочках заготовок, що заливаються. Найбільш близькою по технічній суті до форми, що заявляється, є металева форма для відцентрового лиття чавунних прокатних валків, що містить встановлені в гільзу (виливницю) кокіль для формування бочки валка і вставки для формування верхньої і нижньої шийок валка. Між кокілем і вставками встановлені кільцеві прокладення, виконані з теплоізоляційного матеріалу [2]. Недоліком прототипу є те, що кільцеві прокладення встановлюються у форму без їх деформації по товщині. Така установка кільцевих прокладень не дозволяє достатньою мірою ущільнити стики між кокілем і вставками, що призводить до виникнення проміжку в цьому місці. При заливанні металу у форму, що обертається, під дією відцентрових сил станеться заповнення проміжку, що призведе до утворення облоя, виникнення ускладненої усадки і, як наслідок, утворення гарячих подовжніх тріщин на бочці. Технічним завданням рішення, що заявляється, є розробка конструкції форми, яка дозволяє запобігти утворенню облоя на заготовках, які відливаються, і усунути брак по гарячих тріщинах в них. Поставлене технічне завдання досягається тим, що кільцеве прокладення при зборці форми встановлюють з деформацією складової 10...30 % її товщини, а лінійний розмір вставки витримують з урахуванням цієї деформації і визначають по співвідношенню: lB=L-K1·Δ (1) де lB - лінійний розмір вставки, мм; L - лінійний розмір під установку вставки і кільцевого прокладення, мм; (19) UA (11) 93845 (13) C2 (21) a201008532 (22) 08.07.2010 (24) 10.03.2011 (46) 10.03.2011, Бюл.№ 5, 2011 р. (72) ФІЛІПОВ ВАЛЕНТИН СЕМЕНОВИЧ, АВЄРІН ВОЛОДИМИР ІВАНОВИЧ, ЖЕГУР ОЛЕКСАНДР АНАТОЛІЙОВИЧ, ЧЕБАНЕНКО ЮРІЙ БРОНІСЛАВОВИЧ, СИРОТА ОЛЕКСАНДР ОЛЕКСІЙОВИЧ, ПОГОРЄЛОВ ЮРІЙ ВОЛОДИМИРОВИЧ, ЄФАНІН ОЛЕГ АНАТОЛІЙОВИЧ, ГРИШАЄВ ВОЛОДИМИР ІВАНОВИЧ (73) ТОВАРИСТВО З ОБМЕЖЕНОЮ ВІДПОВІДАЛЬНІСТЮ "НАУКОВО-ТЕХНІЧНЕ ПІДПРИЄМСТВО "НОВІ МАШИНИ ТА ТЕХНОЛОГІЇ" (56) SU 1245406 A1, 23.07.1986 SU 1364392 A1, 07.01.1988 SU 1759540 A1, 07.09.1992 SU 1787672 A1, 15.01.1993 3 K1 - коефіцієнт лінійної деформації теплоізолюючого кільцевого прокладення дорівнює 0,7...0,9; Δ - товщина теплоізолюючого кільця, мм. Межі деформації теплоізоляційного кільцевого прокладення обумовлені тим, що при деформації менше 10 % її товщини не відбувається достатнє ущільнення стиків між елементами ливарної форми, що призводить до утворення облоя на відливаних заготовках валків і роликів і, як наслідок, виникнення поперечних тріщин на їх бочках. При деформації понад 30 % товщина кільцевого прокладення відбувається її граничне ущільнення, і руйнування при тепловому розширенні ливарної форми, що веде до утворення облоя на відливаних заготовках валків і роликів в цьому місці. K1 - коефіцієнт отриманий емпіричним шляхом. Вибір граничних значень коефіцієнта К1, отриманого експериментальним шляхом, обумовлено тим, що при значенні К1 більше 0,9 (менше 10 % деформації товщини кільцевого прокладення) не відбувається достатнє ущільнення кільцевим прокладенням стиків між елементами ливарної форми, що призводить до утворення облоя на відливаних заготовках валків і роликів і, як наслідок, виникнення поперечних тріщин на їх бочках. При значенні цього ж коефіцієнта менше 0,7 (більше 30 % деформації товщини кільцевого прокладення) відбувається граничне ущільнення кільцевого прокладення, і її руйнування при тепловому розширенні ливарної форми, що веде до утворення облоя на відливаних заготовках валків і роликів в цьому місці. Використання запропонованої конструкції форми для відцентрового лиття прокатних валків і роликів забезпечує отримання якісної поверхні відливаної заготовки за рахунок ущільнення стиків між елементами ливарної форми, що запобіже утворенню гарячих тріщин унаслідок виникнення облоя, який створює ускладнену усадку. Таким чином, конструкція форми, що заявляється, в сукупності ознак, викладених у формулі винаходу, дозволяє вирішити нове завдання отримати придатні відливки шляхом запобігання утворенню облоя на відливаній заготовці і усунути брак литва по гарячих тріщинах. На фіг. 1 зображена форма, що заявляється, для лиття прокатних валків (подовжній переріз). Форма містить кокіль 1 для формування бочки валка діаметром 420 мм, в одній з торцевих час 93845 4 тин якого виконано закладення з піщано-глинистої суміші, що оформляє нижню шийку валка діаметром 300 мм. У протилежній стороні кокілю встановлена вставка 2, що складається з металевої обичайки і піщано-глинистої частини, яка оформляє верхню шийку валка з діаметром 300 мм. На одному торці форми кріпиться фіксувальна кришка 3 з вхідним отвором, на протилежному торці - глуходонна кришка 4. Між вставкою і кокілем встановлюється кільцеве прокладення 5 з теплоізоляційного матеріалу - листового азбесту завтовшки 6 мм, яка після деформації має товщину 4,2...5,4 мм, що дозволяє ущільнити стики і компенсувати температурне розширення форми. Згідно з формулою 1 довжина вставки складає: 480-6·0,8=475,2 мм. Заготовки, що відливаються в розроблену ливарну форму, не мають браку по гарячих тріщинах. На фіг. 2 зображена форма, що заявляється, для лиття роликів (подовжній переріз). Форма для лиття роликів відцентровим способом містить кокіль 1 в якому встановлена вставка 2 для формування тіла ролика із зовнішнім діаметром 450 мм. У торцевих частинах кокілю встановлено дві фіксувальні кришки 3 і 4, в одній з яких виконаний отвір для заливки рідкого металу 4. Між кришкою 4 і вставкою 2 встановлено кільцеве прокладення 5 з теплоізоляційного матеріалу - листового азбесту завтовшки 5 мм, яка після деформації має товщину 3,5...4,5 мм, що дозволяє ущільнити стик і компенсувати температурне розширення форми. Згідно з формулою 1 довжина вставки складає: 1850-5·0,8=1846 мм. Таким чином, конструкція форми, що заявляється, для відцентрового лиття прокатних валків і роликів дозволяє виключити утворення облоя на поверхні відливаної заготовки і отримувати відливки без браку по гарячих тріщинах. Джерела інформації, які взяті до відома при розгляді матеріалів заявки: 1. І.А. Свистунов, В.А. Рямов, В.В. Граматчиков та ін. Патент РФ № 2003431, В22D 13/10, 1993, Бюл. № 43-44. 2. І.А. Свистунов, Е.Н. Вишнякова, В.К. Парфенюк та ін. Авторське свідоцтво СРСР № 1779461, В22D 13/10, 1992, Бюл. № 45. 5 93845 6 7 Комп’ютерна верстка А. Крулевський 93845 8 Підписне Тираж 23 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMold for casting rolls by centrifugal method
Автори англійськоюFilipov Valentyn Semenovych, Avierin Volodymyr Ivanovych, Zhehur Oleksandr Anatoliiovych, Chebanenko Yurii Bronislavovych, Syrota Oleksandr Oleksiiovych, Pohorielov Yurii Volodymyrovych, Yefanin Oleh Anatoliiovych, Hryshaiev Volodymyr Ivanovych
Назва патенту російськоюФорма для литья прокатных валков центробежным способом
Автори російськоюФилипов Валентин Семенович, Аверин Владимир Иванович, Жегур Александр Анатольевич, Чебаненко Юрий Брониславович, Сирота Александр Алексеевич, Погорелов Юрий Владимирович, Ефанин Олег Анатольевич, Гришаев Владимир Иванович
МПК / Мітки
МПК: B22D 13/10
Мітки: форма, лиття, відцентровим, прокатних, валків, способом
Код посилання
<a href="https://ua.patents.su/4-93845-forma-dlya-littya-prokatnikh-valkiv-vidcentrovim-sposobom.html" target="_blank" rel="follow" title="База патентів України">Форма для лиття прокатних валків відцентровим способом</a>
Форма для лиття валків відцентровим способом
Номер патенту: 21316
Опубліковано: 15.06.2001
Автори: Кондратенко Віктор Іванович, Балаклієць Ігор Альбінович, Будаг'янц Микола Абрамович, Філіпов Валентин Семенович, Гольдштейн Леонід Борисович, Саушкін Василь Петрович, Дяченко Юрій Васильович, Сирота Олександр Олексійович
МПК: B22D 13/10
Мітки: лиття, валків, способом, форма, відцентровим
Формула / Реферат:
Форма для литья валков центробежным способом, содержащая кокиль с теплоизоляционным покрытием внутренней поверхности для формирования бочки валка, опок верха и низа, для формирования шеек валка, двух теплоизолирующих вставок, оформляющих переход от шейки к бочки и крепление шеек к кокилю, отличающаяся тем, что между шейкой и бочкой выполнен переход под углом 50 - 60° к горизонтальной плоскости.
Спосіб лиття двошарових чавунних прокатних валків
Номер патенту: 36314
Опубліковано: 15.07.2003
Автори: Дяченко Юрій Васильович, Гольдштейн Леонід Борисович, Сирота Дмитро Олександрович, Ревякін Олександр Миколайович, Балаклієць Ігор Альбінович, Кондратенко Віктор Іванович, Будаг'янц Микола Абрамович
МПК: B22D 19/16, B22D 27/20
Мітки: прокатних, двошарових, валків, спосіб, лиття, чавунних
Формула / Реферат:
Спосіб лиття двошарових чавунних прокатних валків, що включає заливання у форму металу робочого прошарку валка, модифікованого телуром, витримку для кристалізації робочого прошарку, наступне заливання у форму металу серцевини, який відрізняється тим, що заливання ведуть у кокіль із піщаним покриттям на робочій поверхні, а витрату телуру визначають за таким співвідношенням:Te = F · Rt · K,де Те - витрата телуру, г на тонну...
Спосіб відцентрового лиття двошарових прокатних валків
Номер патенту: 40216
Опубліковано: 16.07.2001
Автори: Кондратенко Віктор Іванович, Дяченко Юрій Васильович, Будаг'янц Микола Абрамович, Гольдштейн Леонід Борисович, Балаклієць Ігор Альбінович
МПК: B22D 13/02
Мітки: відцентрового, прокатних, валків, двошарових, спосіб, лиття
Формула / Реферат:
Спосіб відцентрового лиття двошарових прокатних валків, що включає обертання ливарної форми навколо вертикальної осі, заливання металу робочого шару через виливну систему, витримку для затвердіння робочого шару, заливання першої порції металу серцевини і подальше заливання, який відрізняється тим, що при заливанні металу робочого шару і першої порції серцевини рідкий метал при витіканні з виливної системи розділяють на частини і безупинно...
Спосіб лиття прокатних валків з чавуну з вермикулярним графітом
Номер патенту: 93800
Опубліковано: 10.03.2011
Автори: Шляпін Іван Володимирович, Хазанов Андрій Володимирович, Хричиков Валерій Євгенович, Колотило Євген Вікторович, Івонін Ілля Валерійович, Іванова Людмила Харитонівна
МПК: B22D 25/00, B22D 27/20, C21C 1/00
Мітки: спосіб, прокатних, валків, лиття, графітом, вермикулярним, чавуну
Формула / Реферат:
Спосіб лиття прокатних валків з чавуну з вермикулярним графітом, що включає первинне та вторинне модифікування чавуну, який відрізняється тим, що первинне модифікування чавуну здійснюють у розливальному ковші комплексним модифікатором на основі рідкісноземельних елементів у кількості 0,5-0,7 мас. %, а вторинне модифікування проводять на струмені чавуну при заливанні валкової форми з чавуном феросиліцієм при його витраті 0,2-0,4 мас. %.
Спосіб відцентрового лиття двошарових прокатних валків з робочим шаром з високолегованого чавуну
Номер патенту: 31164
Опубліковано: 17.12.2001
Автори: Жижкіна Наталія Олександрівна, Балаклієць Ігор Альбінович, Сирота Дмитро Олександрович, Дяченко Юрій Васильович, Кондратенко Віктор Іванович, Будаг'янц Микола Абрамович, Гольдштейн Леонід Борисович
МПК: B22D 13/02
Мітки: високолегованого, валків, робочим, прокатних, чавуну, двошарових, відцентрового, лиття, шаром, спосіб
Формула / Реферат:
Спосіб відцентрового лиття двошарових прокатних валків з робочим шаром з високолегованого чавуни, що включає обертання ливарної форми навколо вертикальної осі, заливання металу робочого шару, витримку для затвердіння робочого шару, заливання першої порції металу серцевини, витримку для затвердіння перехідної зони і заливання залишку металу серцевини, який відрізняється тим, що заливання металу робочого шару ведуть із витратою 1,1-1,3 обсягу...
Попередній патент: Рушійна установка літального апарата з рідинним ракетним двигуном
Наступний патент: Глушник шуму
Випадковий патент: Спосіб виробництва м'ясного паштету в оболонці "аматорський" із порошком цистозіри