Форма для лиття валків відцентровим способом
Номер патенту: 21316
Опубліковано: 15.06.2001
Автори: Дяченко Юрій Васильович, Балаклієць Ігор Альбінович, Саушкін Василь Петрович, Кондратенко Віктор Іванович, Сирота Олександр Олексійович, Філіпов Валентин Семенович, Будаг'янц Микола Абрамович, Гольдштейн Леонід Борисович
Формула / Реферат
Форма для литья валков центробежным способом, содержащая кокиль с теплоизоляционным покрытием внутренней поверхности для формирования бочки валка, опок верха и низа, для формирования шеек валка, двух теплоизолирующих вставок, оформляющих переход от шейки к бочки и крепление шеек к кокилю, отличающаяся тем, что между шейкой и бочкой выполнен переход под углом 50 - 60° к горизонтальной плоскости.
Текст
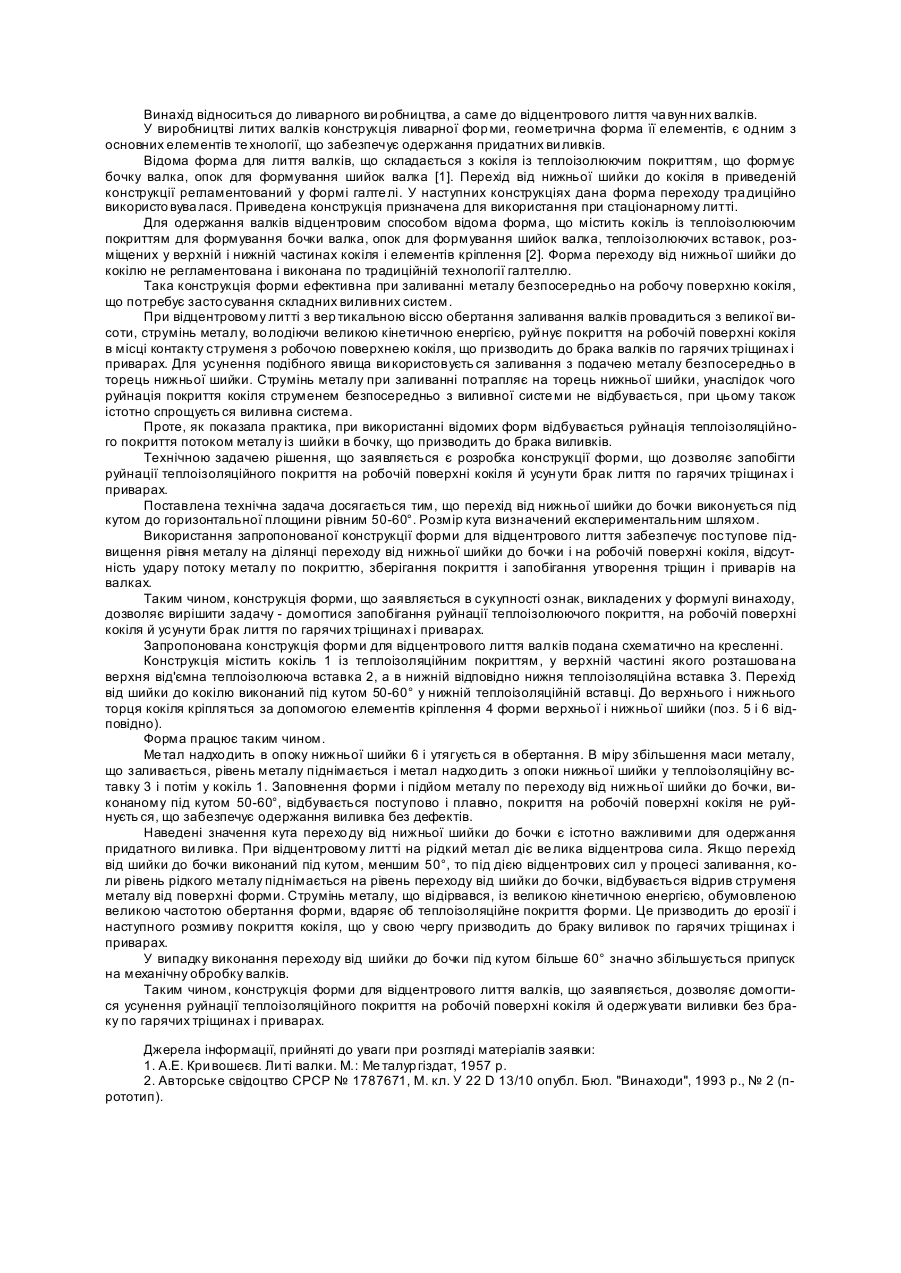
Винахід відноситься до ливарного ви робництва, а саме до відцентрового лиття ча вун них валків. У виробництві литих валків конструкція ливарної фор ми, геометрична форма її елементів, є одним з основних елементів те хнології, що забезпечує одержання придатних ви ливків. Відома форма для лиття валків, що складається з кокіля із теплоізолюючим покриттям, що формує бочку валка, опок для формування шийок валка [1]. Перехід від нижньої шийки до кокіля в приведеній конструкції регламентований у формі галте лі. У наступних конструкціях дана форма переходу тра диційно використо вува лася. Приведена конструкція призначена для використання при стаціонарному литті. Для одержання валків відцентровим способом відома форма, що містить кокіль із теплоізолюючим покриттям для формування бочки валка, опок для формування шийок валка, теплоізолюючих вставок, розміщених у верхній і нижній частинах кокіля і елементів кріплення [2]. Форма переходу від нижньої шийки до кокілю не регламентована і виконана по традиційній технології галтеллю. Така конструкція форми ефективна при заливанні металу безпосередньо на робочу поверхню кокіля, що потребує засто сування складних виливних систем. При відцентровому литті з вер тикальною віссю обертання заливання валків провадиться з великої висоти, струмінь металу, во лодіючи великою кінетичною енергією, руй нує покриття на робочій поверхні кокіля в місці контакту струменя з робочою поверхнею кокіля, що призводить до брака валків по гарячих тріщинах і приварах. Для усунення подібного явища ви користовуєть ся заливання з подачею металу безпосередньо в торець нижньої шийки. Струмінь металу при заливанні потрапляє на торець нижньої шийки, унаслідок чого руйнація покриття кокіля струменем безпосередньо з виливної систе ми не відбувається, при цьому також істотно спрощуєть ся виливна система. Проте, як показала практика, при використанні відомих форм відбувається руйнація теплоізоляційного покриття потоком металу із шийки в бочку, що призводить до брака виливків. Технічною задачею рішення, що заявляється є розробка конструкції форми, що дозволяє запобігти руйнації теплоізоляційного покриття на робочій поверхні кокіля й усун ути брак лиття по гарячих тріщинах і приварах. Поставлена технічна задача досягається тим, що перехід від нижньої шийки до бочки виконується під кутом до горизонтальної площини рівним 50-60°. Розмір кута визначений експериментальним шляхом. Використання запропонованої конструкції форми для відцентрового лиття забезпечує поступове підвищення рівня металу на ділянці переходу від нижньої шийки до бочки і на робочій поверхні кокіля, відсутність удару потоку металу по покриттю, зберігання покриття і запобігання утворення тріщин і приварів на валках. Таким чином, конструкція форми, що заявляється в сукупності ознак, викладених у формулі винаходу, дозволяє вирішити задачу - домогтися запобігання руйнації теплоізолюючого покриття, на робочій поверхні кокіля й усунути брак лиття по гарячих тріщинах і приварах. Запропонована конструкція форми для відцентрового лиття валків подана схематично на кресленні. Конструкція містить кокіль 1 із теплоізоляційним покриттям, у верхній частині якого розташова на верхня від'ємна теплоізолююча вставка 2, а в нижній відповідно нижня теплоізоляційна вставка 3. Перехід від шийки до кокілю виконаний під кутом 50-60° у нижній теплоізоляційній вставці. До верхнього і нижнього торця кокіля кріпляться за допомогою елементів кріплення 4 форми верхньої і нижньої шийки (поз. 5 і 6 відповідно). Форма працює таким чином. Ме тал надхо дить в опоку нижньої шийки 6 і утягуєть ся в обертання. В міру збільшення маси металу, що заливається, рівень металу піднімається і метал надхо дить з опоки нижньої шийки у теплоізоляційну вставку 3 і потім у кокіль 1. Заповнення форми і підйом металу по переходу від нижньої шийки до бочки, виконаному під кутом 50-60°, відбувається поступово і плавно, покриття на робочій поверхні кокіля не руйнуєть ся, що забезпечує одержання виливка без дефектів. Наведені значення кута перехо ду від нижньої шийки до бочки є істотно важливими для одержання придатного ви ливка. При відцентровому литті на рідкий метал діє ве лика відцентрова сила. Якщо перехід від шийки до бочки виконаний під кутом, меншим 50°, то під дією відцентрових сил у процесі заливання, коли рівень рідкого металу піднімається на рівень переходу від шийки до бочки, відбувається відрив струменя металу від поверхні форми. Струмінь металу, що ві дірвався, із великою кінетичною енергією, обумовленою великою частотою обертання форми, вдаряє об теплоізоляційне покриття форми. Це призводить до ерозії і наступного розмиву покриття кокіля, що у свою чергу призводить до браку виливок по гарячих тріщинах і приварах. У випадку виконання переходу від шийки до бочки під кутом більше 60° значно збільшується припуск на механічну обробку валків. Таким чином, конструкція форми для відцентрового лиття валків, що заявляється, дозволяє домогтися усунення руйнації теплоізоляційного покриття на робочій поверхні кокіля й одержувати виливки без браку по гарячих тріщинах і приварах. Джерела інформації, прийняті до уваги при розгляді матеріалів заявки: 1. А.Е. Кри вошеєв. Ли ті валки. М.: Ме талур гіздат, 1957 р. 2. Авторське свідоцтво СРСР № 1787671, М. кл. У 22 D 13/10 опубл. Бюл. "Винаходи", 1993 р., № 2 (прототип). Тираж 50 екз. Відкрите акціонерне товариство «Патент» Україна, 88000, м. Ужгород, вул. Гагаріна, 101 (03122) 3 – 72 – 89 (03122) 2 – 57 – 03
ДивитисяДодаткова інформація
Назва патенту англійськоюMold for casting of rolls by centrifugal method
Автори англійськоюBudahiants Mykola Abramovych, Budah'iants Mykola Abramovych, Budahiantz Mykola Abramovych, Holdshtein Leonid Borysovych, Balakliiets Ihor Albinovych, Filipov Valentyn Semenovych, Syrota Oleksandr Oleksiiovych, Kondratenko Viktor Ivanovych, Saushkin Vasyl' Petrovych, Diachenko Yurii Vasyliovych
Назва патенту російськоюФорма для литья валков центробежным способом
Автори російськоюБудагьянц Николай Абрамович, Гольдштейн Леонид Борисович, Балаклеец Игорь Альбинович, Филипов Валентин Семенович, Сирота Александр Алексеевич, Кондратенко Виктор Иванович, Саушкин Василий Петрович, Дяченко Юрий Васильевич
МПК / Мітки
МПК: B22D 13/10
Мітки: форма, способом, лиття, відцентровим, валків
Код посилання
<a href="https://ua.patents.su/2-21316-forma-dlya-littya-valkiv-vidcentrovim-sposobom.html" target="_blank" rel="follow" title="База патентів України">Форма для лиття валків відцентровим способом</a>
Спосіб нанесення теплоізоляційного покриття на кокілі для лиття чавунних прокатних валків
Номер патенту: 21317
Опубліковано: 15.11.2000
Автори: Сирота Олександр Олексійович, Філіпов Валентин Семенович, Балаклієць Ігор Альбінович, Будаг'янц Микола Абрамович, Гольдштейн Леонід Борисович
МПК: B22D 25/00, C23C 20/00, B22C 23/00, C23C 18/00
Мітки: валків, чавунних, кокілі, теплоізоляційного, прокатних, нанесення, спосіб, покриття, лиття
Формула / Реферат:
Способ нанесения теплоизолирующих покрытий на кокили при литье чугунных прокатных валков, включающий его подогрев до 50 - 90°C и нанесение на его рабочую поверхность теплоизолирующего покрытия с помощью центробежного распылителя, перемещаемого в вертикальной плоскости, отличающийся тем, что подогрев кокиля осуществляется до 50 - 90°, а расход теплоизолирующего покрытия составляет 0,257 - 0,78л/с при частоте вращения распылителя определяемой...
Спосіб відцентрового лиття прокатних валків

Номер патенту: 1640
Опубліковано: 25.10.1994
Автори: Свистунов Ігор Олександрович, Гольдштейн Леонід Борисович, Долуда Анатолій Олександрович, Токар Галина Миколаївна, Темніков Едуард Михайлович, Воронцов Микола Михайлович
МПК: B22D 13/02
Мітки: валків, відцентрового, спосіб, лиття, прокатних
Формула / Реферат:
Способ центробежного литья прокатных валков, включающий заливку жидкого металла в литейную форму, скорость вращения которой соответствует значениям гравитационного коэффициента 50—150, для формообразования рабочего слоя валка и последующую заливку жидкого металла для формообразования сердцевины и шеек валков на затвердевший рабочий слой валка, отличающийся тем, что, с целью улучшения качества литых валков за счет уменьшения разрушения...
Форма для гарячого лиття під тиском керамічних матеріалів
Номер патенту: 33855
Опубліковано: 15.02.2001
Автори: Рибарук Василь Якимович, Городецький Іван Миколайович, Василенко Ігор Іванович
МПК: B28B 1/26
Мітки: форма, лиття, гарячого, матеріалів, тиском, керамічних
Текст:
...знімається і форму відкривають наступним чином. За допомогою пневмоциліндра 17 через шток 18 рухома плита 12 піднімається, ковзаючи по напрямних стояках 14 і розкриває формувальні порожнини 3. На кінцевій стадії переміщення рухома плита через тяги 19 і тарілку 20 діє на виштовхувальні втулки 16, котрі відрізають ливарники та виштовхують готові вироби; одночасно шток 18 кронштейном 24 діє на упор 24 штовхача 7, спричинюючи через конус 8...
Прес-форма для лиття під тиском полімерів
Номер патенту: 37745
Опубліковано: 15.05.2001
Автори: Злотенко Борис Миколайович, Бурмістенков Олександр Петрович, Костенко Петро Миколайович
МПК: B29C 45/26
Мітки: прес-форма, лиття, тиском, полімерів
Текст:
...по трапляє у перепускний литниковий канал 4, після чого датчик 9 стану розплаву дає команду па ЕОМ, яка керує через виконавчий механізм 10 частотою обертання черв'яка засобу для дроселювання 5 потоку полімеру, що забезпечує перетік розплаву полімеру в рециркуляційний канал 6 із необхідними об'ємними витратами розплаву, що забезпечує вирівнювання тиску розплаву по всій довжині виробу, що відливається, після чого надлишок розплаву...
Спосіб відцентрового лиття прокатних валків
Номер патенту: 1737
Опубліковано: 25.10.1994
Автори: Сирота Олександр Олексійович, Свистунов Ігор Олександрович, Філіпченко Микола Сергійович, Кондратенко Віктор Іванович, Будаг'янц Микола Абрамович, Комляков Володимир Іванович, Слюсарь Анатолій Миколайович, Рудюк Сергій Ілларіонович
МПК: B22D 13/00
Мітки: лиття, валків, відцентрового, прокатних, спосіб
Формула / Реферат:
1. Способ центробежного литья прокатных валков, включающий последовательную заливку расплава наружного и внутреннего слоев во вращаемую изложницу и ввод расчетного количества легирующего материала в расплав, отличающийся тем, что, с целью повышения качества валков и упрощения процесса литья, в качестве легирующего материала берут трехкальциевый борат, при этом 70—75 % его вводят в расплав до начала его заливки во вращаемую изложницу, а...