Компонент кристалізатора для безперервного розливання та спосіб його виготовлення
Номер патенту: 93885
Опубліковано: 25.03.2011
Автори: Тамке Олаф, Тіпельманн Фолькер, Гіргензон Альбрехт
Формула / Реферат
1. Компонент (1) кристалізатора для безперервного розливання, на якому закріплена мідна плита, який відрізняється тим, що виконаний як перехідна плита, щонайменше з двох окремих елементів (2, 3, 4, 6, 7) з різних матеріалів, при цьому один з матеріалів є магнітним, а інший – немагнітним, причому перехідна плита забезпечена крізними отворами або нарізними отворами для закріплення мідної плити.
2. Компонент (1) за п. 1, який відрізняється тим, що один окремий елемент (2, 3, 4, 6, 7) виконаний з феромагнітної вуглецевої сталі, а інший окремий елемент (2, 3, 4, 6, 7) - з немагнітної аустенітної сталі.
3. Компонент (1) за п. 2, який відрізняється тим, що один окремий елемент (2, 3, 4, 6, 7) виконаний з матеріалу X6CrNiMoTi17-12-2, а інший окремий елемент (2, 3, 4, 6, 7) - з матеріалу S355.
4. Компонент (1) за будь-яким з пп. 1-3, який відрізняється тим, що магнітний окремий елемент (2, 3, 4, 6, 7) встановлений на висоті дзеркала ванни рідкого металу, якщо дивитися в напрямку розливання (12).
5. Компонент (1) за будь-яким з пп. 1-3, який відрізняється тим, що компонент (1) виконаний за допомогою зварювання окремих елементів (2, 3, 4, 6, 7).
6. Спосіб виготовлення компонента кристалізатора для безперервного розливання, зокрема компонента за будь-яким з пп. 1-5, який відрізняється тим, що компонент (1) виконують у вигляді перехідної плити, щонайменше з двох окремих елементів (2, 3, 4, 6, 7) з різних матеріалів, при цьому один з матеріалів є магнітним, а інший - немагнітним, причому компонент (1) виготовляють зварюванням двох окремих елементів (2, 3, 4, 6, 7), при цьому перехідну плиту забезпечують крізними отворами або нарізними отворами для закріплення мідної плити.
7. Спосіб за п. 6, який відрізняється тим, що компонент (1) виготовляють електрошлаковим зварюванням.
8. Спосіб за п. 6 або 7, який відрізняється тим, що зварювання здійснюють в подовжньому напрямку шва.
Текст
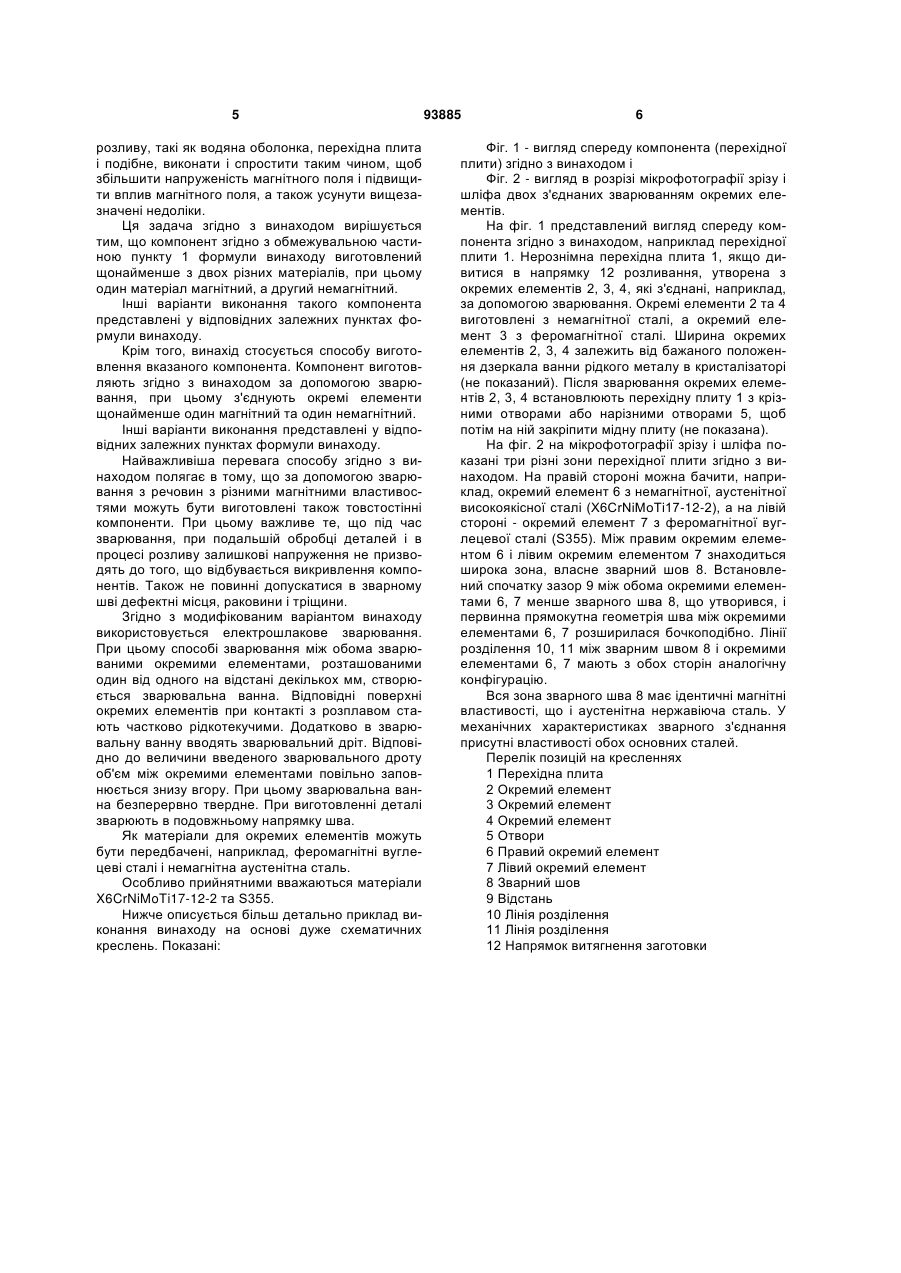
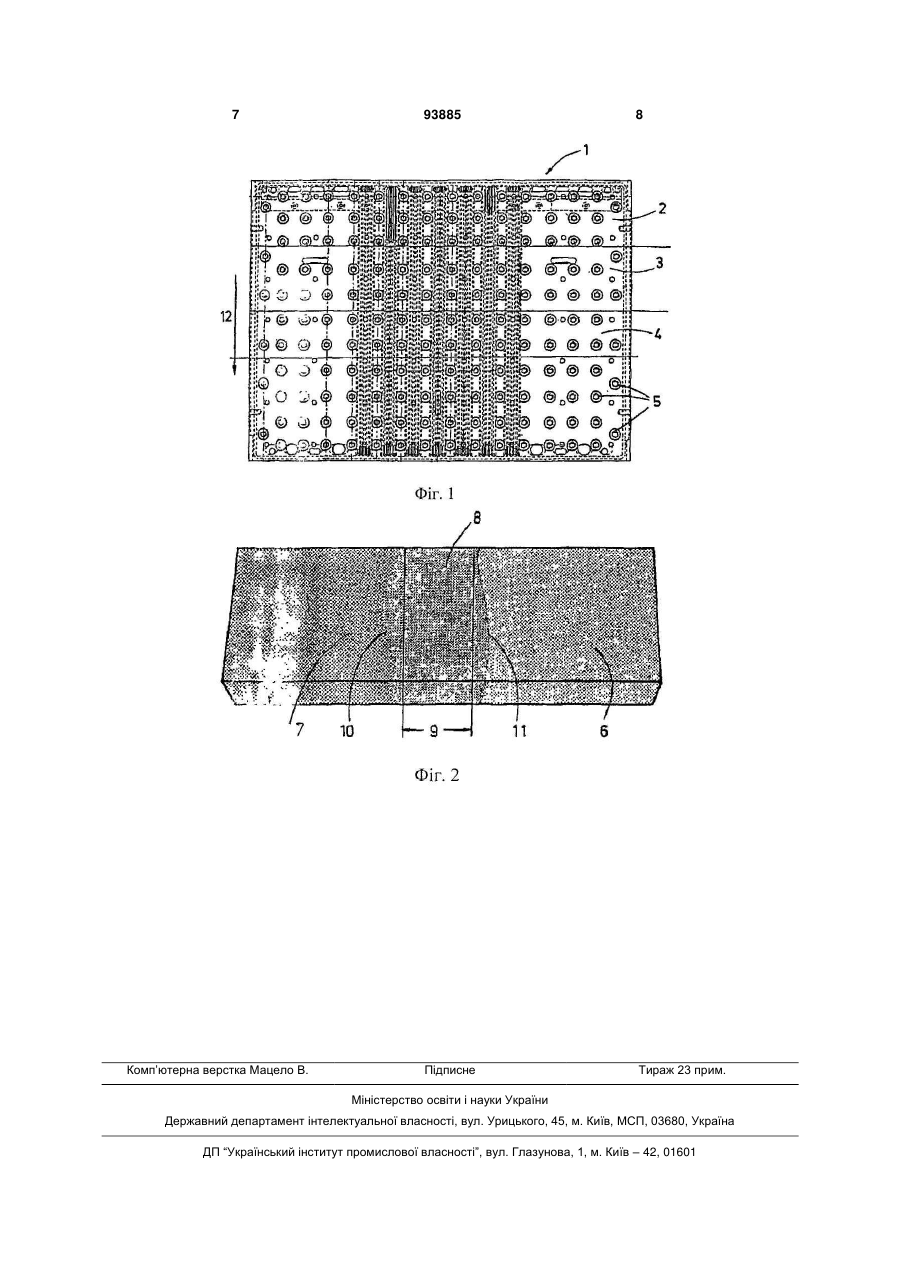
1. Компонент (1) кристалізатора для безперервного розливання, на якому закріплена мідна плита, який відрізняється тим, що виконаний як перехідна плита, щонайменше з двох окремих елементів (2, 3, 4, 6, 7) з різних матеріалів, при цьому один з матеріалів є магнітним, а інший – немагнітним, причому перехідна плита забезпечена крізними отворами або нарізними отворами для закріплення мідної плити. 2. Компонент (1) за п. 1, який відрізняється тим, що один окремий елемент (2, 3, 4, 6, 7) виконаний з феромагнітної вуглецевої сталі, а інший окремий елемент (2, 3, 4, 6, 7) - з немагнітної аустенітної сталі. C2 2 (11) 1 3 тного поля. Це відбувається зокрема тоді, коли магнітний потік повинен впливати лише в окремих зонах кристалізатора. Крім того, в кристалізаторі необхідно підтримувати мінімально можливу відстань між феромагнітним осердям і розплавом, оскільки напруженість магнітного поля зменшується непропорційно відстані. З документа WO 2004/022 264 А1 відомий, наприклад, електромагнітний гальмуючий пристрій для розплавленої рідкої сталі, що надходить в кристалізатор при безперервному розливанні. Він містить щонайменше одну магнітну котушку із феромагнітним осердям, яке сполучається з широкими сторонами кристалізатора. При цьому осердя складається, з одного боку, з основної частини, що приймає магнітну котушку і переміщається на відстані відносно стінок широких сторін, і, з іншого боку, з нерухомо встановлених у водяних оболонках додаткових частин, при цьому частини осердя в зсунутому робочому положенні утворюють Uподібні ярма для формування закритого магнітного потоку, а в розсунутому положенні переривають магнітний потік. Пристрій для безперервного або напівбезперервного розливання металів з електромагнітним гальмом відомий з публікації ЕР 1124165 В1. При цьому гальмо містить щонайменше два магнітних осердя, які розташовані з одного боку форми і закріплені на ній, і ярмо, яке з'єднане роз'ємно з обома магнітними осердями і з'єднує їх, причому ярмо містить щонайменше одну обмотку по суті між з'єднаним ярмом двома магнітними осердями. Обмотка навколо ярма намотана таким чином, що центральна вісь обмотки по суті паралельна подовжній осі форми, при цьому центральна вісь обмотки по суті тягнеться у формі під прямим кутом відносно напрямку витягнення заготовки, а магнітні осердя постійно прикріплені до форми і магнітні осердя по суті покривають всю ширину форми, за винятком центральної ділянки форми. У цих відомих конструктивних варіантах феромагнітні осердя встановлені у водяній оболонці таким чином, що по ширині кристалізатора створюється магнітне поле різної напруженості. У публікації ЕР 0679115 В2 описаний спосіб безперервного розливання розплавленого рідкого металу в сортові заготовки і блюми за допомогою пристрою, що має ливарну форму, в яку розплавлений метал подається в процесі розливання рідкого металу відкритим струменем. Здійснення індукційного перемішування у ванні рідкого металу включає електромагнітне індукування перемішування розплавленого рідкого металу з інтенсивністю, яка звичайно призводить до турбулентності в розплавленому металі, в тому числі на його вільній поверхні, за рахунок накладення обертового магнітного поля на ванну рідкого металу, і накладення другого обертового магнітного поля, яке створюється джерелом, окремим від джерела, що живить перше магнітне поле, і на місці, розташованому вище перемішування, при цьому друге обертове магнітне поле обертається в тому ж напрямку, що і напрямок обертання першого поля, з метою посилення перемішуючого руху в зоні віль 93885 4 ної поверхні, але створює обертальний момент на ванну рідкого металу, який нижчий, ніж обертальний момент, що створюється першим полем. Цей документ описує різні магнітні поля по висоті кристалізатора для здійснення електромагнітного перемішування. З документа ЕР 0 820 824 В1 відома установка безперервного розливання з магнітним полем, створеним в зоні кристалізатора, при цьому кожне центральне осердя магніту оточене котушковими обмотками і центральні осердя з'єднані між собою оточуючим кристалізатор ярмом. При цьому кожний магніт з використовуваних магнітів має центральне осердя, яке поділяється з боку кристалізатора щонайменше на одне верхнє осердя для верхнього магнітного поля і одне нижнє осердя для нижнього магнітного поля, внаслідок чого виникаюче під час роботи магнітне поле поділяється відносно кристалізатора щонайменше на одне верхнє і одне нижнє магнітне поле. Аналогічний пристрій з розташованими на відстані магнітами відомий з документа ЕР 0 922 512 А1. У всіх цих конструктивних варіантах рідка сталь загальмовується магнітним полем в напрямку витягнення заготовки лише в окремих зонах. Як для звичайних слябових установок, так і для УБРС для відливання тонких слябів існують конструктивні рішення, в яких мідні плити кристалізатора кріпляться не безпосередньо на водяній оболонці, а закріплені на перехідній плиті. Для лійкових кристалізаторів CSP це описане в публікації DE 195 81 604 ТІ. У цьому випадку мідна плита і перехідна плита можуть бути складені разом і виконані у вигляді касети. У будь-якому випадку, перехідна плита повинна мати визначену товщину, щоб бути достатньо стійкою і не дуже деформуватися мідною плитою. Передбачувана товщина перехідної плити збільшує відстань між магнітним осердям і рідкою сталлю. Для установок з електромагнітним гальмом відомі перехідні плити виготовлені з немагнітної, аустенітної нержавіючої сталі. З рівня техніки також відомий документ ЕР 1214165, який розкриває компонент кристалізатора для безперервного розливання, на якому закріплюється мідна плита, при цьому у відомому документі передбачені мідні осердя, які вставляються у прорізи так званої опорної плити і приварюються до неї. Опорна плита виготовляється з нержавіючої сталі і утворює опору для мідних стінок кристалізатора. При відомості рішення ЕР 1214165, в основу даного винаходу покладене завдання спрощення і оптимізації конструкції кристалізатора для безперервного розливання шляхом створення компонента кристалізатора у вигляді перехідної плити, яка може бути легко замінена, а також легко і просто може бути з'єднана з мідною плитою кристалізатора. За рахунок можливості швидкої заміни і використання різних перехідних плит забезпечується можливість впливу на напруженість і ефективність магнітного поля. Також задача винаходу полягає в тому, щоб відомі компоненти кристалізатора безперервного 5 розливу, такі як водяна оболонка, перехідна плита і подібне, виконати і спростити таким чином, щоб збільшити напруженість магнітного поля і підвищити вплив магнітного поля, а також усунути вищезазначені недоліки. Ця задача згідно з винаходом вирішується тим, що компонент згідно з обмежувальною частиною пункту 1 формули винаходу виготовлений щонайменше з двох різних матеріалів, при цьому один матеріал магнітний, а другий немагнітний. Інші варіанти виконання такого компонента представлені у відповідних залежних пунктах формули винаходу. Крім того, винахід стосується способу виготовлення вказаного компонента. Компонент виготовляють згідно з винаходом за допомогою зварювання, при цьому з'єднують окремі елементи щонайменше один магнітний та один немагнітний. Інші варіанти виконання представлені у відповідних залежних пунктах формули винаходу. Найважливіша перевага способу згідно з винаходом полягає в тому, що за допомогою зварювання з речовин з різними магнітними властивостями можуть бути виготовлені також товстостінні компоненти. При цьому важливе те, що під час зварювання, при подальшій обробці деталей і в процесі розливу залишкові напруження не призводять до того, що відбувається викривлення компонентів. Також не повинні допускатися в зварному шві дефектні місця, раковини і тріщини. Згідно з модифікованим варіантом винаходу використовується електрошлакове зварювання. При цьому способі зварювання між обома зварюваними окремими елементами, розташованими один від одного на відстані декількох мм, створюється зварювальна ванна. Відповідні поверхні окремих елементів при контакті з розплавом стають частково рідкотекучими. Додатково в зварювальну ванну вводять зварювальний дріт. Відповідно до величини введеного зварювального дроту об'єм між окремими елементами повільно заповнюється знизу вгору. При цьому зварювальна ванна безперервно твердне. При виготовленні деталі зварюють в подовжньому напрямку шва. Як матеріали для окремих елементів можуть бути передбачені, наприклад, феромагнітні вуглецеві сталі і немагнітна аустенітна сталь. Особливо прийнятними вважаються матеріали X6CrNiMoTi17-12-2 та S355. Нижче описується більш детально приклад виконання винаходу на основі дуже схематичних креслень. Показані: 93885 6 Фіг. 1 - вигляд спереду компонента (перехідної плити) згідно з винаходом і Фіг. 2 - вигляд в розрізі мікрофотографії зрізу і шліфа двох з'єднаних зварюванням окремих елементів. На фіг. 1 представлений вигляд спереду компонента згідно з винаходом, наприклад перехідної плити 1. Нерознімна перехідна плита 1, якщо дивитися в напрямку 12 розливання, утворена з окремих елементів 2, 3, 4, які з'єднані, наприклад, за допомогою зварювання. Окремі елементи 2 та 4 виготовлені з немагнітної сталі, а окремий елемент 3 з феромагнітної сталі. Ширина окремих елементів 2, 3, 4 залежить від бажаного положення дзеркала ванни рідкого металу в кристалізаторі (не показаний). Після зварювання окремих елементів 2, 3, 4 встановлюють перехідну плиту 1 з крізними отворами або нарізними отворами 5, щоб потім на ній закріпити мідну плиту (не показана). На фіг. 2 на мікрофотографії зрізу і шліфа показані три різні зони перехідної плити згідно з винаходом. На правій стороні можна бачити, наприклад, окремий елемент 6 з немагнітної, аустенітної високоякісної сталі (X6CrNiMoTi17-12-2), а на лівій стороні - окремий елемент 7 з феромагнітної вуглецевої сталі (S355). Між правим окремим елементом 6 і лівим окремим елементом 7 знаходиться широка зона, власне зварний шов 8. Встановлений спочатку зазор 9 між обома окремими елементами 6, 7 менше зварного шва 8, що утворився, і первинна прямокутна геометрія шва між окремими елементами 6, 7 розширилася бочкоподібно. Лінії розділення 10, 11 між зварним швом 8 і окремими елементами 6, 7 мають з обох сторін аналогічну конфігурацію. Вся зона зварного шва 8 має ідентичні магнітні властивості, що і аустенітна нержавіюча сталь. У механічних характеристиках зварного з'єднання присутні властивості обох основних сталей. Перелік позицій на кресленнях 1 Перехідна плита 2 Окремий елемент 3 Окремий елемент 4 Окремий елемент 5 Отвори 6 Правий окремий елемент 7 Лівий окремий елемент 8 Зварний шов 9 Відстань 10 Лінія розділення 11 Лінія розділення 12 Напрямок витягнення заготовки 7 Комп’ютерна верстка Мацело В. 93885 8 Підписне Тираж 23 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюComponent for continuous casting mould and method of its manufacture
Автори англійськоюGirgensohn, Albrecht, Thamke Olaf, Tiepelmann Volker
Назва патенту російськоюКомпонент кристаллизатора для непрерывной разливки и способ его изготовления
Автори російськоюГиргензон Альбрехт, Тамке Олаф, Типельманн Фолькер
МПК / Мітки
МПК: B22D 11/115, B22D 11/055, B22D 11/00, B22D 11/059
Мітки: компонент, виготовлення, розливання, спосіб, кристалізатора, безперервного
Код посилання
<a href="https://ua.patents.su/4-93885-komponent-kristalizatora-dlya-bezperervnogo-rozlivannya-ta-sposib-jjogo-vigotovlennya.html" target="_blank" rel="follow" title="База патентів України">Компонент кристалізатора для безперервного розливання та спосіб його виготовлення</a>
Спосіб виготовлення кристалізатора для установки безперервного розливання сталі
Номер патенту: 78732
Опубліковано: 25.04.2007
Автори: Новіков Євген Іванович, Полєщук Петро Миколайович, Павленко Олександр Анатольйович, Попов Анатолій Васильович, Аріх Володимир Спиридонович, Родякін Ігор Олександрович, Шмуклер Йосип Срулевіч, Соломович Віталій Моісейович
МПК: B22D 11/057
Мітки: розливання, безперервного, установки, виготовлення, сталі, спосіб, кристалізатора
Формула / Реферат:
1. Спосіб виготовлення кристалізатора для установки безперервного розливання сталі, що включає відливання мідних стінок кристалізатора, виготовлення в них каналів для охолоджуючої рідини, виготовлення на одній із стінок місця під датчик контролю рівня рідкого металу, який відрізняється тим, що відливання мідних стінок кристалізатора здійснюють шляхом заливання міді в каркас з тонкого листового металу, при цьому виготовлення в них каналів для...
Пристрій для опори та хитання кристалізатора для безперервного розливання рідких металів, зокрема рідких сталевих матеріалів, і спосіб монтажу або демонтажу, а також його технічного обслуговування
Номер патенту: 89498
Опубліковано: 10.02.2010
Автори: Хофмайстер Йорн, Штафенов Аксель, Беккер Мартін, Вейєр Аксель, Хофестедт Еріх
МПК: B22D 11/053, B22D 11/16, B22D 11/043, B22D 11/04
Мітки: сталевих, монтажу, безперервного, розливання, опори, технічного, демонтажу, також, спосіб, рідких, хитання, пристрій, зокрема, кристалізатора, обслуговування, матеріалів, металів
Формула / Реферат:
1. Пристрій для опори та хитання кристалізатора (1) для безперервного розливання рідких металів, який містить симетрично розташований по обох сторонах середньої подовжньої осі (2) заготовки вузол (7), що містить парні опорні блоки (9) з напрямними елементами (4) і з'єднаний з опорними блоками (9) несучий короб (7а) для опори кристалізатора, нерухомий нижній вузол (7b), на який рознімно встановлений вузол (7), при цьому всередині нерухомого...
Кристалізатор для формування зливка на установках безперервного розливання сталі

Номер патенту: 38489
Опубліковано: 12.01.2009
Автори: Степнов Ксенофонт Ксенофонтович, Попов Анатолій Васильович, Матвієнков Сергій Анатолійович, Литвинов Дмитро Олегович
МПК: C21C 5/56
Мітки: розливання, сталі, установках, зливка, безперервного, формування, кристалізатор
Формула / Реферат:
1. Кристалізатор для формування зливка на установках безперервного розливання сталі, що складається з мідних стінок з каналами для охолодження, який відрізняється тим, що кожна мідна стінка додатково містить ребра з тугоплавкого зносостійкого матеріалу, які розташовано між каналами охолодження у нижній частині мідної стінки на відстані 250-300 мм від її основи.2. Кристалізатор за п. 1, який відрізняється тим, що ребра...
Живильний стакан для безперервного розливання сталі
Номер патенту: 66891
Опубліковано: 15.06.2004
Автори: МАХМУДОВ Олександр Гафарович, КРАВЦОВ Владлен Васильович
МПК: B22D 41/50, B22D 11/10
Мітки: живильний, розливання, стакан, безперервного, сталі
Формула / Реферат:
1. Живильний стакан для безперервного розливання сталі, що включає корпус з металопровідним каналом і антиклоггінгове покриття, виконане в каналі, який відрізняється тим, що додатково включає індуктор, розташований на корпусі, а антиклоггінгове покриття виконано на поверхні металопровідного каналу з матеріалу, температура плавлення якого перевищує температуру розливання сталі.2. Живильний стакан за п.1, який відрізняється тим, що...
Спосіб безперервного розливання різних марок сталі

Номер патенту: 77933
Опубліковано: 15.01.2007
Автори: Замуруєв Валерій Михайлович, Риженков Олександр Миколайович, Аношин Роман Олександрович, Медведенко Валерій Іванович, Богославський Юрій Анатолійович, Дюдкін Дмитро Олександрович
МПК: B22D 11/00
Мітки: сталі, різних, спосіб, безперервного, розливання, марок
Формула / Реферат:
Спосіб безперервного розливання різних марок сталі, який включає подачу сталі з чергового сталерозливного ковша в проміжний ківш і далі в кристалізатор, витягання зливка, який кристалізують, а при зміні розливної марки сталі, перед зануренням в кристалізатор розділового елементу в меніск сталі здійснюють паузу у витяганні зливка, який відрізняється тим, що занурюють розділовий елемент в меніск сталі в кристалізатор на глибину 0,40 - 0,65...
Попередній патент: Полімеризація силоксану в стінових плитах
Наступний патент: Похідні четвертинного альфа-амінокарбоксаміду як модулятори потенціалозалежних натрієвих каналів
Випадковий патент: Спосіб лікування пневмоентеритів телят