Спосіб термічної обробки сталі для гарячого пресування
Номер патенту: 94746
Опубліковано: 25.11.2014
Автори: Гогаєв Казбек Олександрович, Радченко Олександр Кузьмич, Сидорчук Олег Миколайович, Лук'янчук Василь Володимирович

Формула / Реферат
Спосіб термічної обробки сталі для гарячого пресування, що включає відпал, гартування в інтервалі температур 1020-1030 °C, який відрізняється тим, що заготовки одержують електрошлаковим литтям, а відпал виконується в інтервалі температур 730-770 °C.
Текст
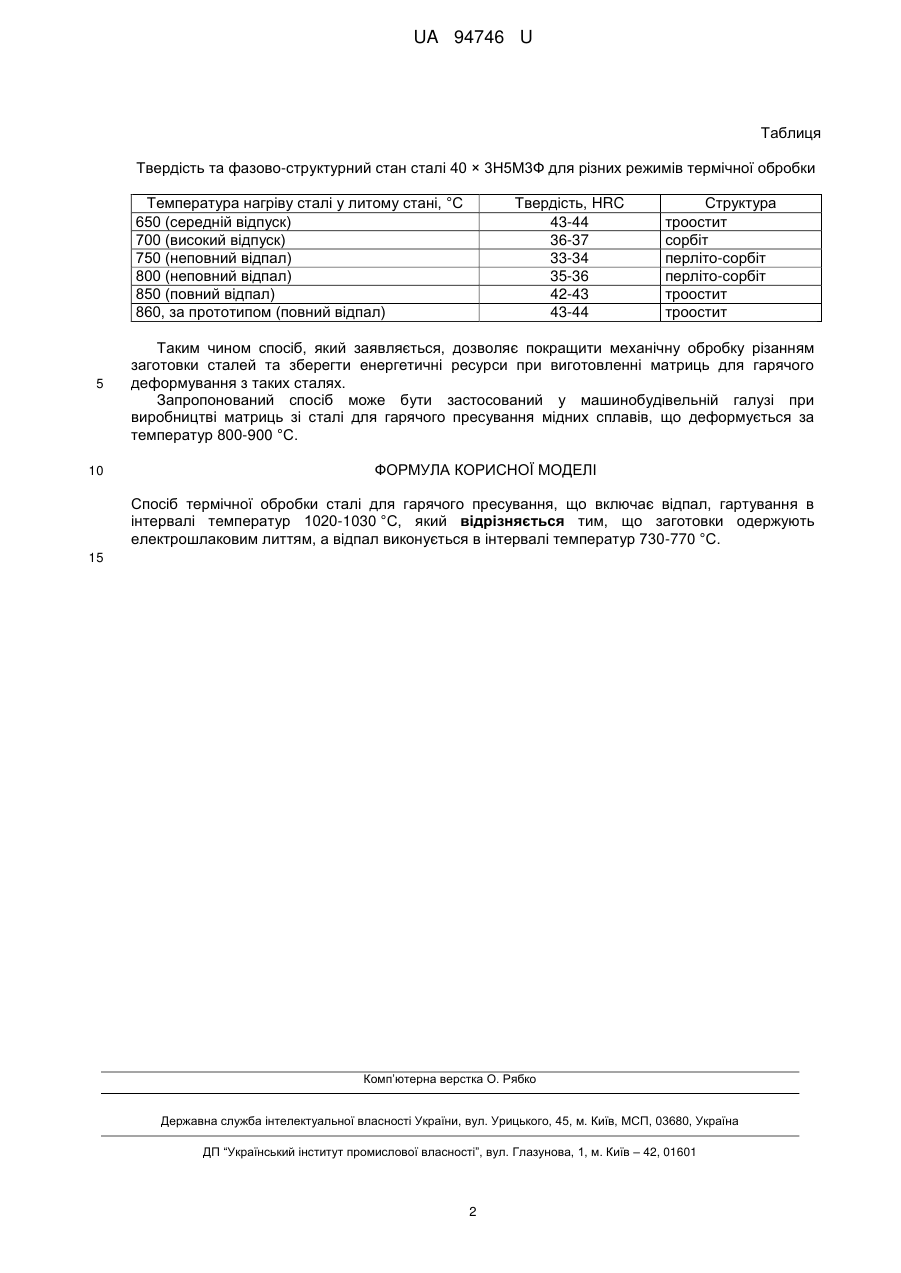
Реферат: Спосіб термічної обробки сталі для гарячого пресування включає відпал, гартування в інтервалі температур 1020-1030 °C. Заготовки одержують електрошлаковим литтям, а відпал виконується в інтервалі температур 730-770 °C. UA 94746 U (54) СПОСІБ ТЕРМІЧНОЇ ОБРОБКИ СТАЛІ ДЛЯ ГАРЯЧОГО ПРЕСУВАННЯ UA 94746 U UA 94746 U 5 10 15 20 25 30 35 40 45 50 55 Корисна модель належить до металургії, зокрема до способів термічної обробки штампової сталі для гарячого пресування. Відомий спосіб зміцнюючої обробки інструменту з штампових сталей (а.с. СССР, № 1013500, МПК 3, С21D8/00, опубл. 23.04.83, бюл. № 15), що включає нагрів до температури аустенізації, витримку та багаторазову пластичну деформацію зі ступеня 0,1-3,0 % за температури 300-500 °C для першого циклу, з підвищенням температури на 20-100 °C для кожного наступного циклу, до досягнення температури аустенізації. Недоліком наведеного способу є те, що технологічний процес є досить енергоємний, за рахунок проведення термо-деформаційної обробки. За прототип корисної моделі вибрано спосіб термічної обробки сталі для матриць гарячого пресування мідних сплавів (А.Д. Озерский, А.А. Кругляков, А.Н. Данилов "О выборе стали для матриц горячего прессования медных сплавов". Цветные металлы, 1981. - № 8. - С. 83-84), що включає виплавлення сталі в електричній печі, розливку в кокіль, відпал зливків з нагрівом 850900 °C та охолодженням з піччю до 400 °C. Після цього механічно-оброблені заготовки кували в інтервалі температур 1180-850 °C. Ковані заготовки гартувались при температурі 1020-1030 °C з охолодженням в оливі та проводили відпуск за температури нижче критичної точки А 1. Твердість матеріалу після зміцнюючої термічної обробки становила 48-50 HRC. Недоліками цього способу є те, що в наслідок перекристалізації сталі в процесі відпалу, заготовки важко механічно обробляти (для виготовлення матриць) тому, що матеріал має несприятливу структуру (пластинчаста карбідна складова) та підвищену твердість (більше 44 HRC). Задачею корисною моделі "Спосіб термічної обробки сталі для гарячого пресування" є усунення зазначених недоліків, а саме покращення механічної обробки після відпалу за рахунок того, що для одержання зливків використовують технологію, яка дозволяє реалізувати високу швидкість охолодження розплаву та неповного відпалу, який дозволяє одержати структуру та твердість сталі сприятливі для механічної обробки. Суть способу термічної обробки сталі для гарячого пресування, що заявляється, полягає у відпалі, гартуванні в інтервалі температур 1020-1030 °C, згідно з корисною моделлю, заготовки одержують електрошлаковим литтям, а відпал виконується в інтервалі температур 730-770 °C. Це унеможливлює утворення грубої форми карбідної евтектики і, не потребує подальшого її подрібнення з використанням термо-деформаційної обробки, а також одержання при відпалі сфероїдизуючої карбідної складової в структурі металу та зниження твердості сталі за рахунок часткової перекристалізації і утворення перліто-сорбідної структури. Відмінність корисної моделі від найближчого аналога полягає в тому, що у способі, що заявляється, відпадає потреба у проведенні наступних технологічних операцій при виготовленні виробів (матриць) зі сталі для гарячого пресування: відпал за температури 850-900 °C, багаторазова ковка за температур 1180-850 °C та відпуск за температур 560-610 °C. Враховуючи утворення дисперсної структури у литому стані, після швидкого охолодження рідкого металу, достатньо проведення операції неповного відпалу за температури 750±20 °C для одержання стану сприятливого для механічної обробки при виготовленні виробів. Для встановлення оптимального режиму відпалу сталі 40 × 3Н5М3Ф, були визначені критичні точки (А1=700 °C та А3=850 °C) методом дилатометричного та високотемпературного рентгенофазового аналізу. Рекомендовано проводити відпал сталі за температури 750±20 °C для проходження часткової перекристалізації. В залежності від розміру зразка (заготовки) штампової сталі 40 × 3Н5М3Ф вибирається різний час ізотермічної витримки за температури 750 °C. Так, для зразка товщиною 10 мм достатньо відпалу протягом 1,5 години, а для великого зразка типу матриці діаметром 170 мм загальна витримка повинна складати близько 5 годин. Приклад здійснення способу. Штампову сталь 40 × 3Н5М3Ф для гарячого деформування виплавляли в електрошлаковій печі, розливали у кокіль матричної форми зі знаками масою 50 кг (в матричній формі містилося 4 заготовки). Заготовки були піддані термічній обробці за режимом 750±20 °C (неповний відпал). Твердість сталі становила 33-34 HRC. Після цього заготовки механічно обробляли з метою одержання матриць для гарячого пресування мідних сплавів за температури не вище 900 °C. Оброблені заготовки термічно зміцнювались шляхом гартування при температурі 1020±10 °C. Твердість сталі становила 48-49 HRC. Інші приклади наведені в таблиці. 1 UA 94746 U Таблиця Твердість та фазово-структурний стан сталі 40 × 3Н5М3Ф для різних режимів термічної обробки Температура нагріву сталі у литому стані, °C 650 (середній відпуск) 700 (високий відпуск) 750 (неповний відпал) 800 (неповний відпал) 850 (повний відпал) 860, за прототипом (повний відпал) 5 10 Твердість, HRC 43-44 36-37 33-34 35-36 42-43 43-44 Структура троостит сорбіт перліто-сорбіт перліто-сорбіт троостит троостит Таким чином спосіб, який заявляється, дозволяє покращити механічну обробку різанням заготовки сталей та зберегти енергетичні ресурси при виготовленні матриць для гарячого деформування з таких сталях. Запропонований спосіб може бути застосований у машинобудівельній галузі при виробництві матриць зі сталі для гарячого пресування мідних сплавів, що деформується за температур 800-900 °C. ФОРМУЛА КОРИСНОЇ МОДЕЛІ Спосіб термічної обробки сталі для гарячого пресування, що включає відпал, гартування в інтервалі температур 1020-1030 °C, який відрізняється тим, що заготовки одержують електрошлаковим литтям, а відпал виконується в інтервалі температур 730-770 °C. 15 Комп’ютерна верстка О. Рябко Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 2
ДивитисяДодаткова інформація
Автори англійськоюHohaev Kazbek Oleksandrovych, Radchenko Oleksandr Kuzmych
Автори російськоюГогаев Казбек Александрович, Радченко Александр Кузьмич
МПК / Мітки
МПК: C21D 8/00
Мітки: обробки, сталі, пресування, гарячого, термічної, спосіб
Код посилання
<a href="https://ua.patents.su/4-94746-sposib-termichno-obrobki-stali-dlya-garyachogo-presuvannya.html" target="_blank" rel="follow" title="База патентів України">Спосіб термічної обробки сталі для гарячого пресування</a>
Спосіб термічної обробки молольних куль зі сталі

Номер патенту: 34291
Опубліковано: 15.07.2003
Автор: Зелікович Олександр Якович
МПК: B21H 1/00, C21D 1/18, C21D 9/36
Мітки: молольних, куль, спосіб, обробки, сталі, термічної
Формула / Реферат:
Спосіб термічної обробки молольних куль зі сталі, що містить прокатування, післядеформаційне підстуджування на повітрі, гартування і самовідпуск, який відрізняється тим, що гартування починають виконувати після підстуджування на повітрі доевтектоїдної сталі при температурі від Аr3 до температури нижче Аr3 на 30°С, заевтектоїдної сталі - при температурі від Аr1 до температури нижче Аr1 на 30°С .
Спосіб термічної обробки сталі
Номер патенту: 57152
Опубліковано: 16.06.2003
Автор: КОТРЕЧКО ОЛЕКСІЙ ОЛЕКСІЙОВИЧ
МПК: C21D 1/78
Мітки: сталі, обробки, спосіб, термічної
Формула / Реферат:
Спосіб термічної обробки сталі, що включає проведення термоциклування, гартування і відпуск, який відрізняється тим, що термоциклування проводиться нагрівом сталі до температури вище точки Ас3 на 30...50°С і охолодженням нижче точки Аr3 на 30...50°С, а в подальшому здійснюють охолодження до температур 600, 400, 200°С і до кімнатної температури з нагрівом вище точки Ас3, на 30...50°С перед кожним із охолоджень, а потім виконують гартування...
Спосіб термічної обробки інструментальної сталі
Номер патенту: 81166
Опубліковано: 25.06.2013
Автори: Мітяєв Олександр Анатолійович, Тумко Олександр Миколайович, Пересаденко Ольга Віталіївна, Волчок Іван Петрович
МПК: C21D 6/00
Мітки: термічної, інструментальної, обробки, сталі, спосіб
Формула / Реферат:
Спосіб термічної обробки інструментальної сталі, що включає охолодження сталі за допомогою вентилятора на повітрі, який відрізняється тим, що початкова температура термічної обробки сталі починається з температури кінця гарячого деформування, причому охолодження до 1000 °C здійснюється з неконтрольованою швидкістю, а охолодження з 1000 °C до 700 °C здійснюється з контрольованою середньою швидкістю 50±5 °C/хв., далі від...
Спосіб термічної обробки сталі
Номер патенту: 76658
Опубліковано: 15.08.2006
Автори: Лопатько Костянтин Георгійович, Зазимко Оксана Володимирівна, КОТРЕЧКО ОЛЕКСІЙ ОЛЕКСІЙОВИЧ, Опальчук Андрій Савович
МПК: C21D 1/78
Мітки: спосіб, термічної, сталі, обробки
Формула / Реферат:
Спосіб термічної обробки сталі, що включає термоциклювання, гартування і відпуск, який відрізняється тим, що термоциклювання проводять триразовим нагрівом сталі відповідно до температур 250, 450, 650°С з охолодженням у воді після кожного циклу, а в подальшому здійснюють нагрів до температури вище точки Ас3 на 30-50°С з наступним охолодженням на повітрі, а потім виконують гартування з нагрівом до температури вище точки Ас3 на 30-50°С і відпуск...
Спосіб термічної обробки сталі
Номер патенту: 76659
Опубліковано: 15.08.2006
Автори: КОТРЕЧКО ОЛЕКСІЙ ОЛЕКСІЙОВИЧ, Лопатько Костянтин Георгійович, Опальчук Андрій Савович, Зазимко Оксана Володимирівна
Мітки: термічної, сталі, спосіб, обробки
Формула / Реферат:
Спосіб термічної обробки сталі, що включає проведення попереднього термоциклювання перед гартуванням, який відрізняється тим, що термоциклювання проводять триразовим нагрівом сталі відповідно до температур 350, 550, 750°С з охолодженням у воді після кожного циклу, а після цього здійснюють нагрів до температури вище точки Ас1, на 30-50°С з наступним охолодженням на повітрі, а потім виконують гартування з нагрівом до температури вище точки Ас3...
Попередній патент: Спосіб виготовлення смуг з порошків алюмінієвого сплаву
Наступний патент: Спосіб прогнозування перебігу антифосфоліпідного синдрому
Випадковий патент: П'єзометричний щільномір