Спосіб виготовлення широкосмугових гвинтових заготовок
Номер патенту: 95458
Опубліковано: 25.12.2014

Формула / Реферат
Спосіб виготовлення широкосмугових гвинтових заготовок, при якому із початкової смугової заготовки вирізають зубчасту заготовку, яка складається із пазів і пластин зубців, з'єднаних пазовими перемичками, причому зовнішні крайки пластин зубців зі сторони пазових перемичок виконують із радіусом, рівним радіусу зовнішньої крайки розгортки витка широкосмугової гвинтової заготовки, а протилежні внутрішні крайки пластин зубців, зі сторони пазів виконують з радіусом, рівним радіусу внутрішньої крайки розгортки витка широкосмугової гвинтової заготовки, а потім здійснюють формування гвинтової спіралі і калібрування її на крок, який відрізняється тим, що використовують початкову смугову заготовку із періодично змінною товщиною, а зубчасту заготовку вирізають із товщиною пазових перемичок, яка виконана товстішою за товщину пластин зубців.
Текст
Реферат: UA 95458 U UA 95458 U 5 10 15 20 25 30 35 40 45 50 55 60 Корисна модель належить до технології машинобудування і може використовуватись для виготовлення широкосмугових гвинтових заготовок. Відомий спосіб виготовлення широкосмугових гвинтових заготовок, при якому із початкової смугової заготовки вирізають зубчасту заготовку, яка складається із пазів і пластин зубців, з'єднаних пазовими перемичками, причому зовнішні крайки пластин зубців зі сторони пазових перемичок виконують із радіусом, рівним радіусу зовнішньої крайки розгортки витка широкосмугової гвинтової заготовки, а протилежні внутрішні крайки пластин зубців, зі сторони пазів виконують з радіусом, рівним радіусу внутрішньої крайки розгортки витка широкосмугової гвинтової заготовки, а потім здійснюють формування гвинтової спіралі і калібрування її на крок (Пат. України № 45066А, кл. В21D 11/06, заявл. 18.05.2009, опубл. 26.10.2009, бюл. № 20). Недоліком вказаного способу є низька жорсткість та складність виготовлення широкосмугових гвинтових заготовок зі значною шириною пазових перемичок через їх малу товщину, а отже і складність її деформації. В основу корисної моделі поставлена задача розширення технологічних можливостей за рахунок забезпечення одержання широкосмугових гвинтових заготовок, шляхом реалізації способу виготовлення широкосмугових гвинтових заготовок, при якому зі початкової смугової заготовки вирізають зубчасту заготовку, яка складається із пазів і пластин зубців, з'єднаних пазовими перемичками, причому зовнішні крайки пластин зубців зі сторони пазових перемичок виконують із радіусом, рівним радіусу зовнішньої крайки розгортки витка широкосмугової гвинтової заготовки, а протилежні внутрішні крайки пластин зубців, зі сторони пазів виконують з радіусом, рівним радіусу внутрішньої крайки розгортки витка широкосмугової гвинтової заготовки, а потім здійснюють формування гвинтової спіралі і калібрування її на крок, причому використовують початкову смугову заготовку із періодично змінною товщиною, а зубчасту заготовку вирізають із товщиною пазових перемичок яка виконана товстішою за товщину пластин зубців. Спосіб реалізується наступним чином. Із початкової смугової заготовки із періодично змінною товщиною вирізають зубчасту заготовку, яка складається із пазів і пластин зубців, з'єднаних пазовими перемичками. При цьому товщина пазових перемичок виконана товстішою за товщину пластин зубців, а зовнішні крайки пластин зубців зі сторони пазових перемичок виконують із радіусом Rh, рівним радіусу зовнішньої крайки розгортай витка широкосмугової гвинтової заготовки, а протилежні внутрішні крайки пластин зубців, зі сторони пазів виконують з радіусом RH, рівним радіусу внутрішньої крайки розгортки витка широкосмугової гвинтової заготовки. Вирізування може здійснюватись на лазерних розкрійних комплексах, висічних ножицях або іншими технологічними способами. Формування гвинтової спіралі здійснюють шляхом навивання зубчастої заготовки на оправу до утворення гвинтової спіралі. Завдяки тому, що товщина ділянки такої заготовки у зоні деформації виконана товстішою за товщину не деформованих ділянок підвищується стійкість процесу згину та існують можливості використання заготовок із більшою шириною пазових перемичок. Це також дозволяє одержувати гвинтові спіралі з підвищеною жорсткістю за рахунок підвищеної жорсткості пазових перемичок. Після цього одержану гвинтову спіраль розтягують на постійний крок до утворення широкосмугової гвинтової заготовки 13 із необхідними геометричними параметрами. Приклад конкретного виконання способу Здійснювали виготовлення широкосмугової гвинтової заготовки з такими параметрами: внутрішній діаметр - 60 мм; зовнішній діаметр - 180 мм; крок - 180 мм, товщина - 3 мм. Для цього використовували початкову смугову заготовку із сталі БстЗ сп2 ГОСТ535-79 із періодично змінною товщиною (товщина тоншої частини 3 мм, товстішої - 8мм, періодичність зміни товщини - 153 мм, довжина товстішої ділянки - 45 мм). Із такої заготовки вирізували зубчасту заготовку із такими параметрами: ширина зубчастої пластини 108 мм; радіуси крайок зубчастої пластини Rh=94 мм і RH=214 мм, ширина пазових перемичок - В0=35 мм, довжина - 45 мм. Вирізування здійснювали так, щоб товщина пазових перемичок перевищувала товщину пластин зубців дорівнювала 8 мм. Для вирізання зубчастої заготовки використовували лазерний розкрійний технологічний комплекс ТЛ-1,5 вітчизняного виробництва. Потім здійснювали навивання одержаної заготовки на оправу так, щоб центри радіусів крайок сусідніх пластин зубців співпадали, або лежали на одній осі, що перпендикулярна до поверхні пластин зубців. Калібрування на крок одержаної спіралі здійснювали на токарному верстаті мод. 16К20 за допомогою відомого пристосування (Пат. України № 49377). 1 UA 95458 U Таким чином, запропонований спосіб дозволяє одержувати широкосмугові гвинтові заготовки, які характеризуються підвищеною жорсткістю, незначними зусиллями їх формоутворення та розширеними технологічними можливостями через можливість одержання таких заготовок із збільшеною шириною пазових перемичок. 5 ФОРМУЛА КОРИСНОЇ МОДЕЛІ 10 15 Спосіб виготовлення широкосмугових гвинтових заготовок, при якому із початкової смугової заготовки вирізають зубчасту заготовку, яка складається із пазів і пластин зубців, з'єднаних пазовими перемичками, причому зовнішні крайки пластин зубців зі сторони пазових перемичок виконують із радіусом, рівним радіусу зовнішньої крайки розгортки витка широкосмугової гвинтової заготовки, а протилежні внутрішні крайки пластин зубців, зі сторони пазів виконують з радіусом, рівним радіусу внутрішньої крайки розгортки витка широкосмугової гвинтової заготовки, а потім здійснюють формування гвинтової спіралі і калібрування її на крок, який відрізняється тим, що використовують початкову смугову заготовку із періодично змінною товщиною, а зубчасту заготовку вирізають із товщиною пазових перемичок, яка виконана товстішою за товщину пластин зубців. Комп’ютерна верстка Л. Бурлак Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 2
ДивитисяДодаткова інформація
МПК / Мітки
МПК: B21D 11/06
Мітки: виготовлення, широкосмугових, гвинтових, заготовок, спосіб
Код посилання
<a href="https://ua.patents.su/4-95458-sposib-vigotovlennya-shirokosmugovikh-gvintovikh-zagotovok.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення широкосмугових гвинтових заготовок</a>
Спосіб виготовлення широкосмугових гвинтових заготовок
Номер патенту: 78635
Опубліковано: 25.03.2013
Автори: Васильків Василь Васильович, Радик Дмитро Леонидович
МПК: B21D 11/00
Мітки: гвинтових, заготовок, широкосмугових, спосіб, виготовлення
Формула / Реферат:
Спосіб виготовлення широкосмугових гвинтових заготовок, при якому вирізають зубчасту заготовку, яка складається із пазів і пластин зубців, з'єднаних пазовими перемичками, причому зовнішні крайки пластин зубців зі сторони пазових перемичок виконують із радіусом, рівним радіусу зовнішньої крайки розгортки витка широкосмугової гвинтової заготовки, а зовнішні крайки пазових перемичок зі сторони зовнішніх крайок пластин зубців виконують із...
Спосіб виготовлення широкосмугових гвинтових заготовок

Номер патенту: 64309
Опубліковано: 10.11.2011
Автори: Васильків Василь Васильович, Радик Дмитро Леонидович
МПК: B21D 11/06
Мітки: спосіб, широкосмугових, гвинтових, заготовок, виготовлення
Формула / Реферат:
Спосіб виготовлення широкосмугових гвинтових заготовок, при якому вирізають зубчасту заготовку, яка складається із пазів і пластин зубців, з'єднаних пазовими перемичками, причому зовнішні крайки пластин зубців зі сторони пазових перемичок виконують із радіусом, рівним радіусу зовнішньої крайки розгортки витка широкосмугової гвинтової заготовки, а протилежні внутрішні крайки пластин зубців, зі сторони пазів, виконують з радіусом, рівним...
Спосіб виготовлення широкосмугових гвинтових заготовок
Номер патенту: 58380
Опубліковано: 11.04.2011
Автори: Бобрик Віталій Володимирович, Олендер Володимир Михайлович, Васильків Василь Васильович
МПК: B21D 11/06
Мітки: гвинтових, спосіб, широкосмугових, виготовлення, заготовок
Формула / Реферат:
Спосіб виготовлення широкосмугових гвинтових заготовок, при якому вирізають зубчасту заготовку, яка складається із пазів і пластин зубців, з'єднаних пазовими перемичками, причому зовнішні крайки пластин зубців зі сторони пазових перемичок виконують із радіусом, рівним радіусу зовнішньої крайки розгортки витка широкосмугової гвинтової заготовки, а протилежні внутрішні крайки пластин зубців, зі сторони пазів, виконують з радіусом, рівним...
Спосіб виготовлення широкосмугових гвинтових заготовок
Номер патенту: 84937
Опубліковано: 11.11.2013
Автори: Радик Дмитро Леонидович, Бобрик Віталій Володимирович, Васильків Василь Васильович
МПК: B21D 11/06
Мітки: спосіб, виготовлення, широкосмугових, гвинтових, заготовок
Формула / Реферат:
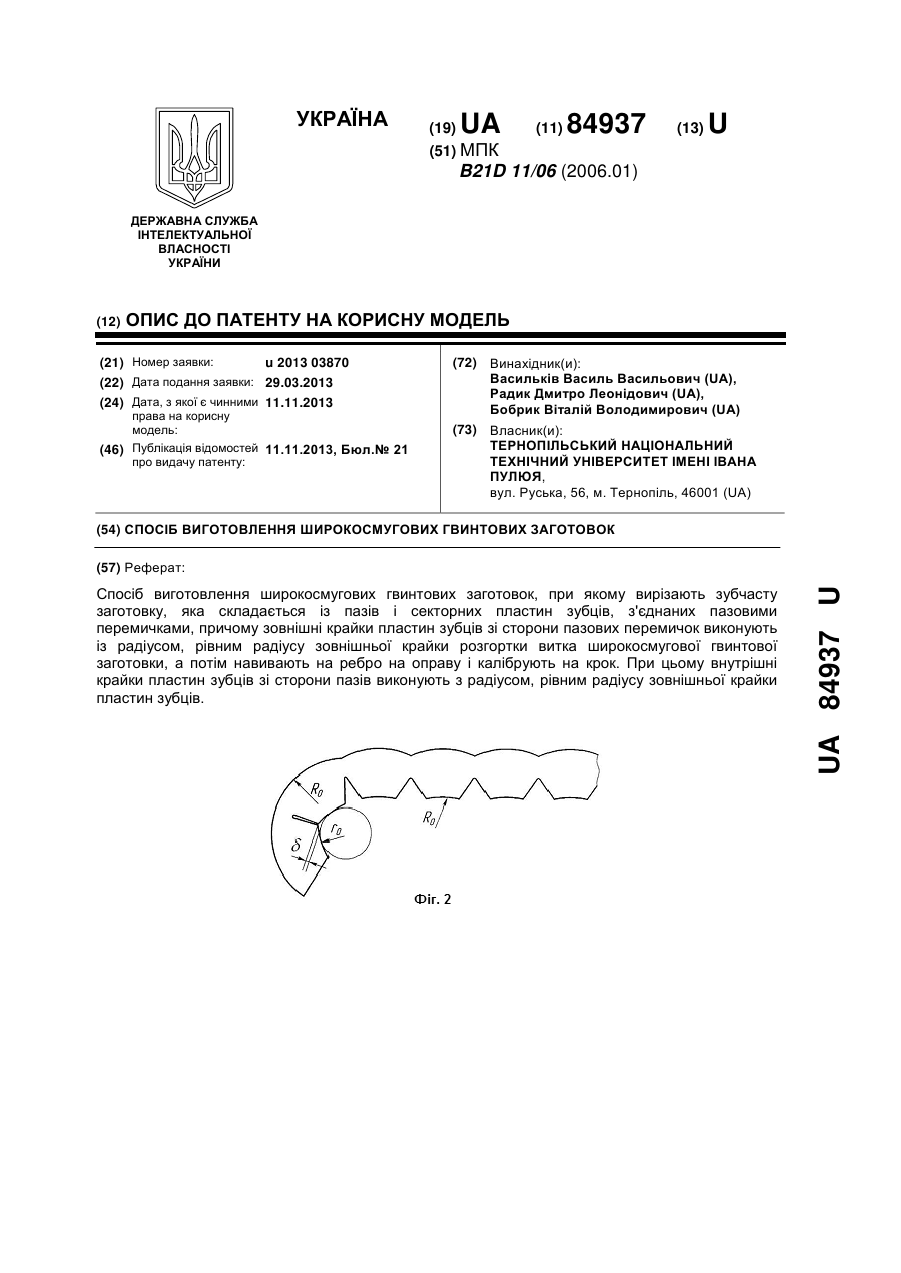
Спосіб виготовлення широкосмугових гвинтових заготовок, при якому вирізають зубчасту заготовку, яка складається із пазів і секторних пластин зубців, з'єднаних пазовими перемичками, причому зовнішні крайки пластин зубців зі сторони пазових перемичок виконують із радіусом, рівним радіусу зовнішньої крайки розгортки витка широкосмугової гвинтової заготовки, а потім навивають на ребро на оправу і калібрують на крок, який відрізняється тим, що...
Спосіб виготовлення широкосмугових гвинтових заготовок
Номер патенту: 58381
Опубліковано: 11.04.2011
Автори: Олендер Володимир Михайлович, Васильків Василь Васильович, Бобрик Віталій Володимирович
МПК: B21D 11/06
Мітки: широкосмугових, виготовлення, гвинтових, заготовок, спосіб
Формула / Реферат:
Спосіб виготовлення широкосмугових гвинтових заготовок, що включає вирізання зубчастої заготовки, яка складається із пазів і пластин зубців, з'єднаних пазовими перемичками, причому зовнішні крайки пластин зубців зі сторони пазових перемичок виконують із радіусом, рівним радіусу зовнішньої крайки розгортки витка широкосмугової гвинтової заготовки, а протилежні внутрішні крайки пластин зубців, зі сторони пазів, виконують з радіусом, рівним...
Попередній патент: Бісквітний кондитерський виріб
Наступний патент: Спосіб виготовлення кутової стінової конструкційної панелі
Випадковий патент: Плоский зрівноважувальний канат