Спосіб виготовлення широкосмугових гвинтових заготовок
Номер патенту: 84937
Опубліковано: 11.11.2013
Автори: Радик Дмитро Леонидович, Васильків Василь Васильович, Бобрик Віталій Володимирович
Формула / Реферат
Спосіб виготовлення широкосмугових гвинтових заготовок, при якому вирізають зубчасту заготовку, яка складається із пазів і секторних пластин зубців, з'єднаних пазовими перемичками, причому зовнішні крайки пластин зубців зі сторони пазових перемичок виконують із радіусом, рівним радіусу зовнішньої крайки розгортки витка широкосмугової гвинтової заготовки, а потім навивають на ребро на оправу і калібрують на крок, який відрізняється тим, що внутрішні крайки пластин зубців зі сторони пазів виконують з радіусом, рівним радіусу зовнішньої крайки пластин зубців, причому центральний кут секторних пластин зубців визначають із умови:
![]() ,
,
де ![]() - допустима максимальна величина щілини між внутрішньою крайкою гвинтової заготовки та радіусом вписаного дотичного кола до внутрішньої крайки розгортки витка;
- допустима максимальна величина щілини між внутрішньою крайкою гвинтової заготовки та радіусом вписаного дотичного кола до внутрішньої крайки розгортки витка;
![]() - радіус зовнішньої крайки розгортки витка широкосмугової гвинтової заготовки;
- радіус зовнішньої крайки розгортки витка широкосмугової гвинтової заготовки;
![]() - радіус вписаного дотичного кола до внутрішньої крайки розгортки витка широкосмугової гвинтової заготовки;
- радіус вписаного дотичного кола до внутрішньої крайки розгортки витка широкосмугової гвинтової заготовки;
![]() - центральний кут секторної пластини зубця;
- центральний кут секторної пластини зубця;
![]() - розрахункова величина максимальної щілини між внутрішньою крайкою розгортки витка широкосмугової гвинтової заготовки та радіусом вписаного дотичного кола до внутрішньої крайки розгортки витка.
- розрахункова величина максимальної щілини між внутрішньою крайкою розгортки витка широкосмугової гвинтової заготовки та радіусом вписаного дотичного кола до внутрішньої крайки розгортки витка.
Текст
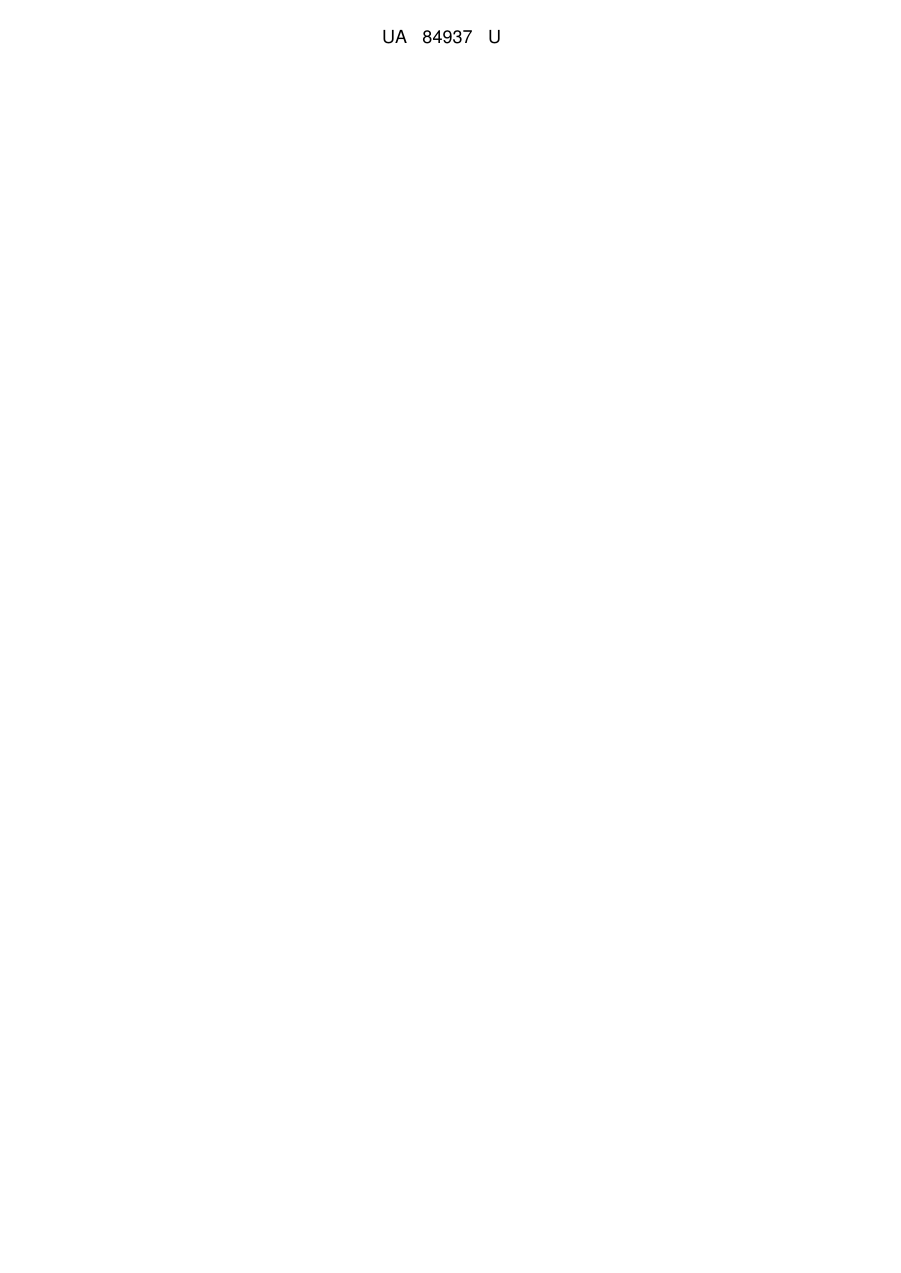
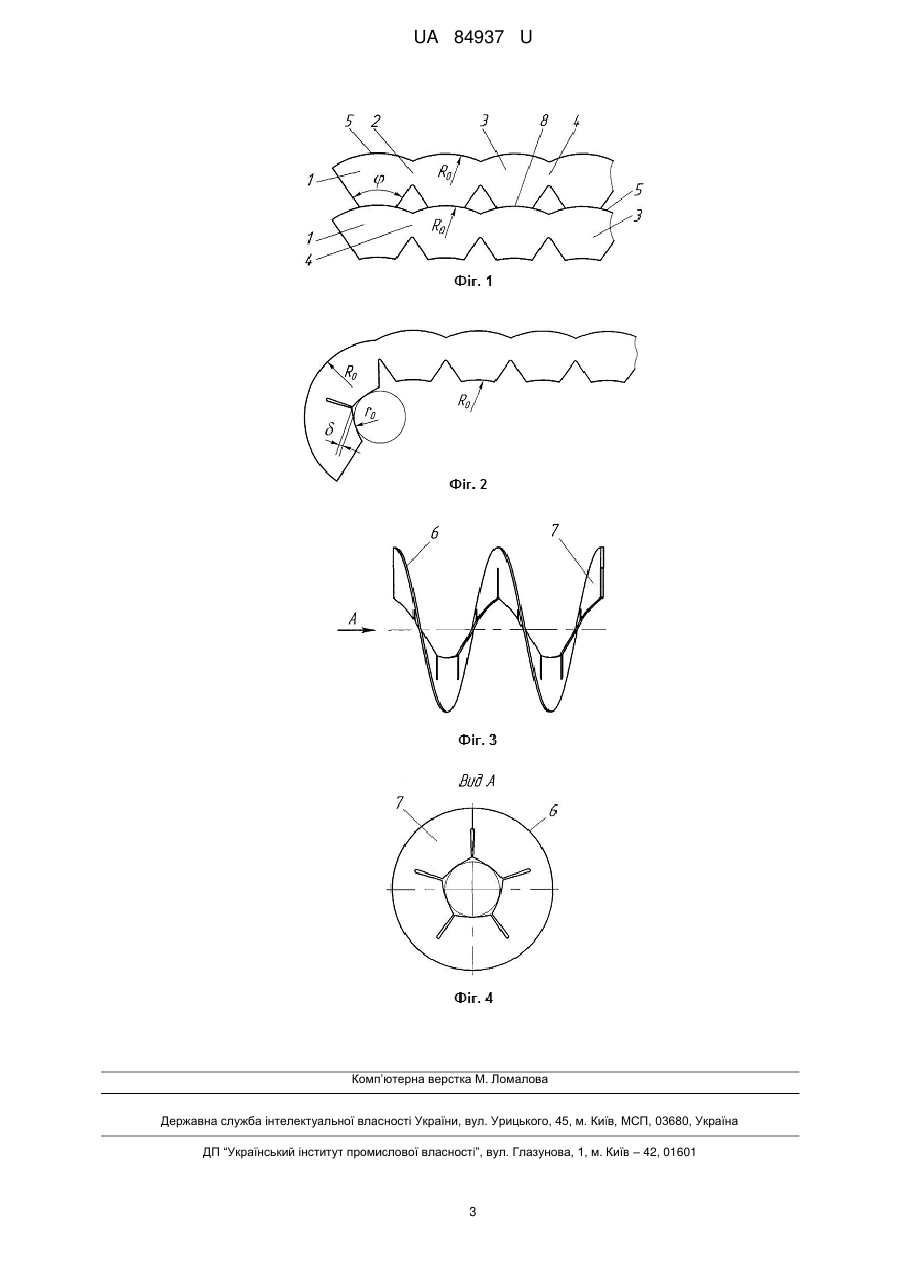
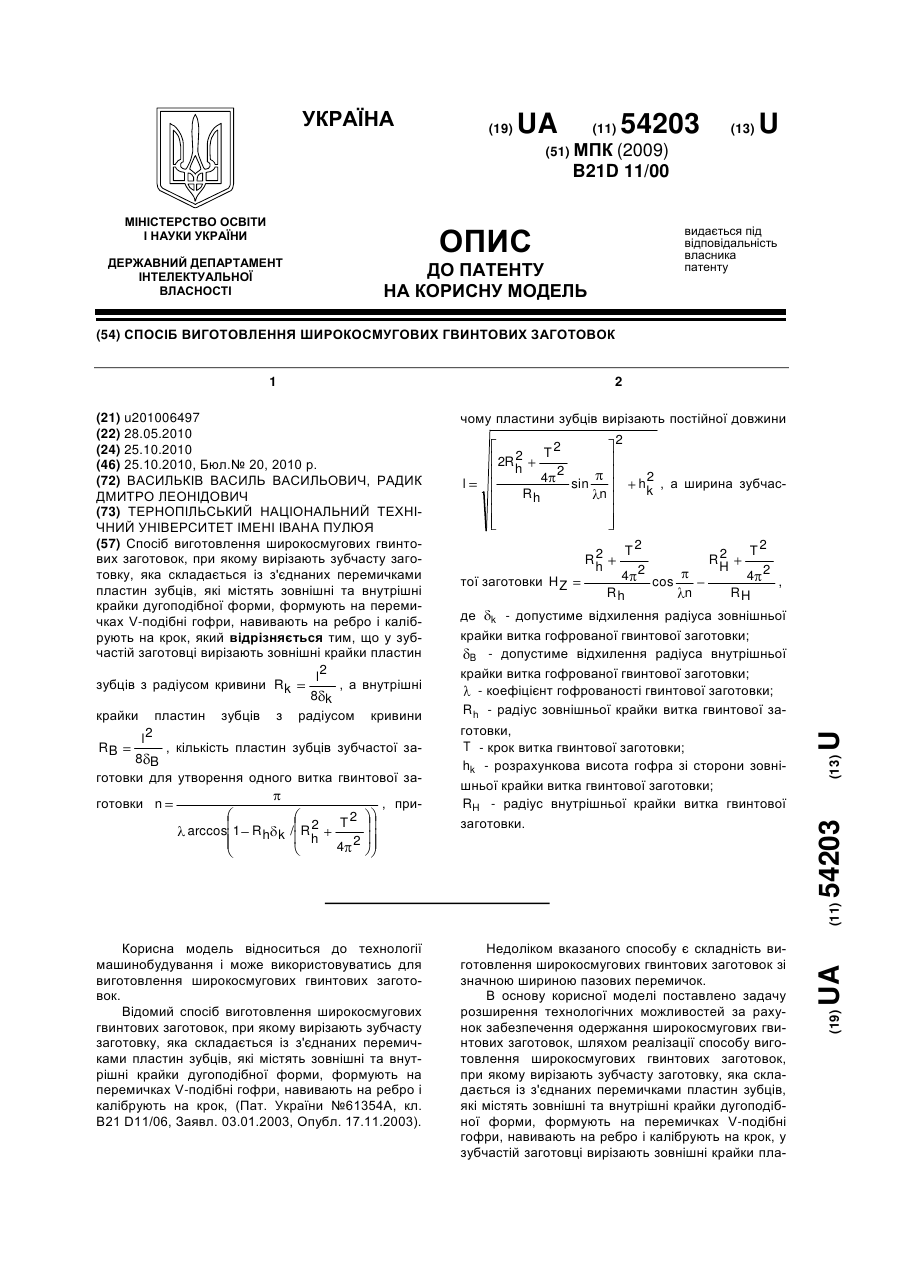
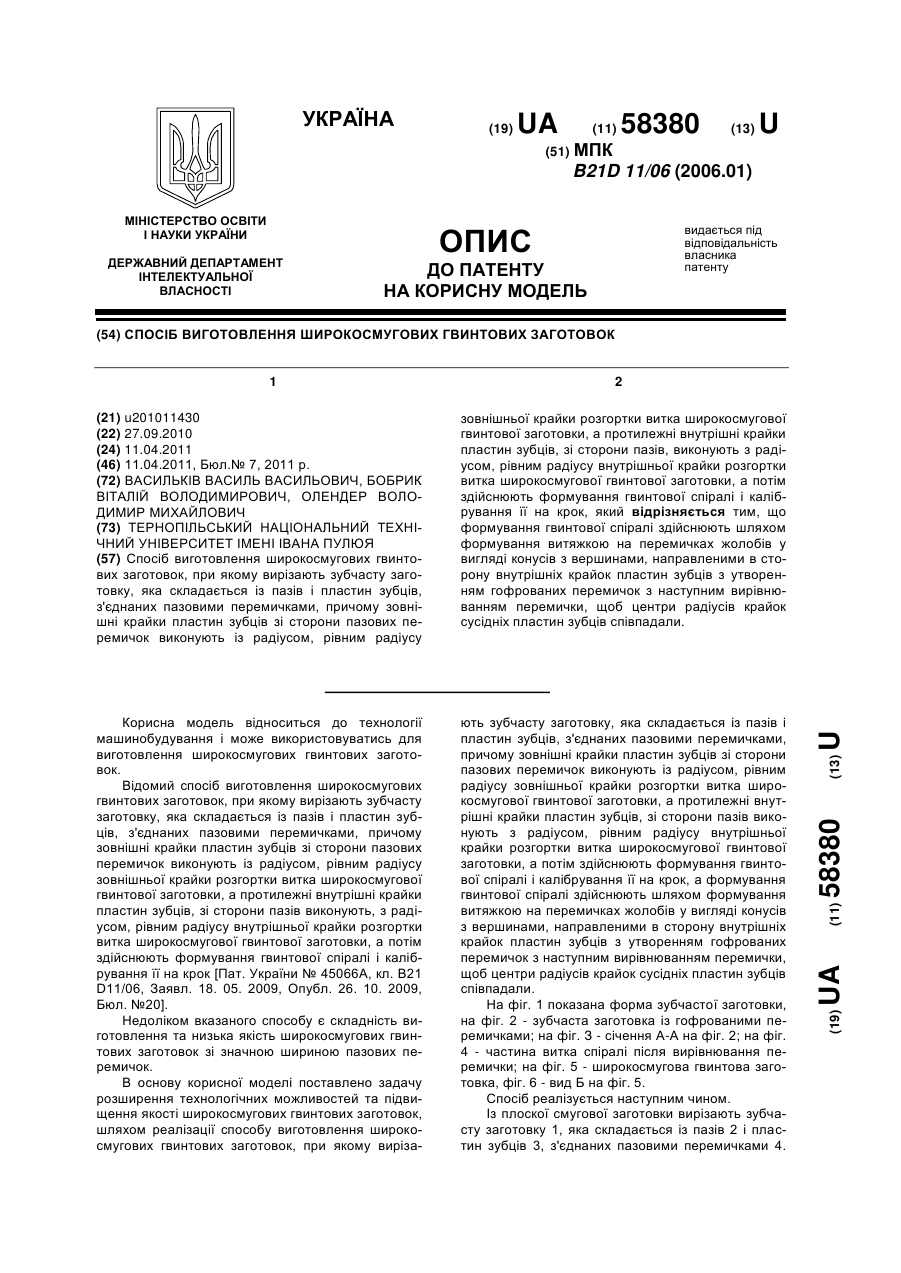
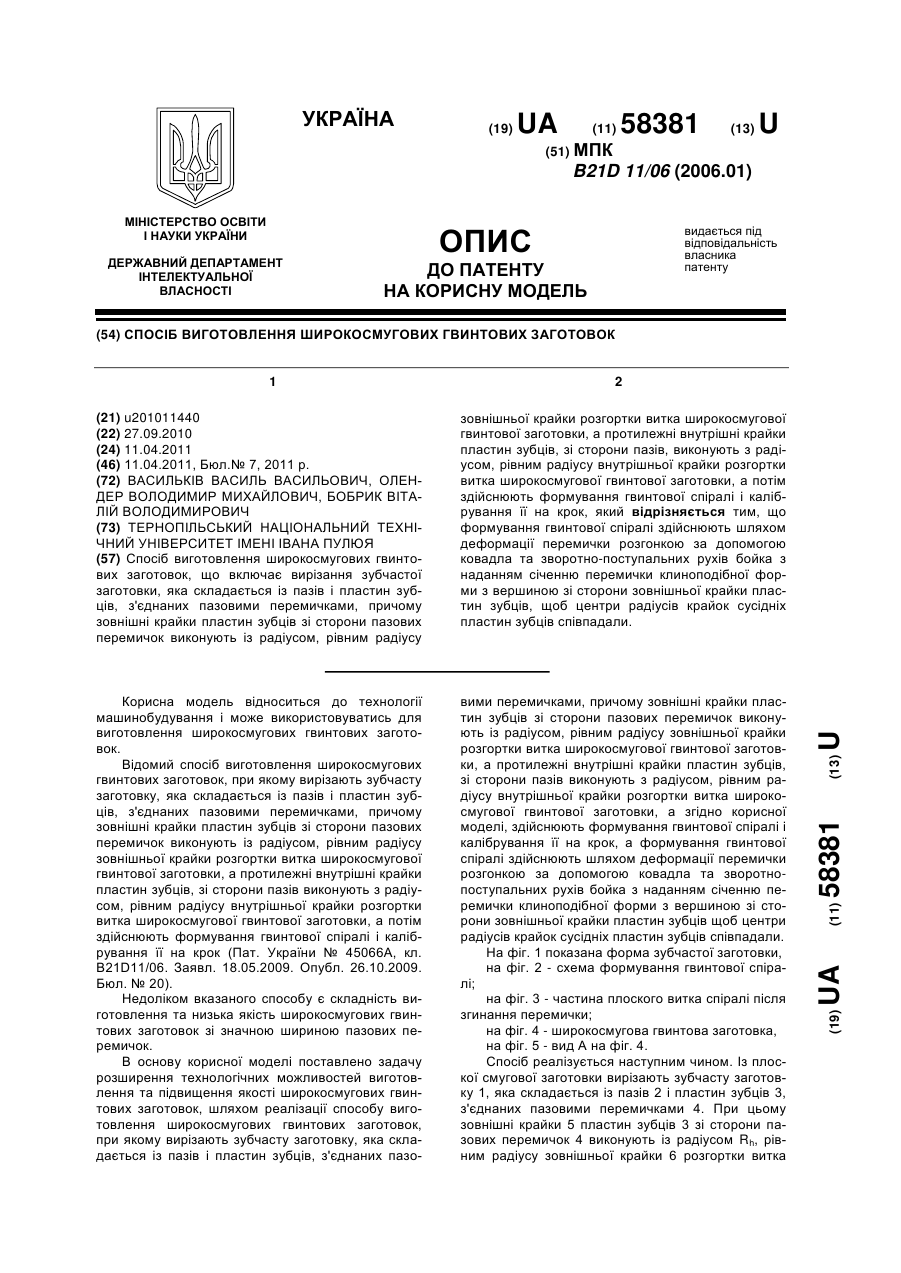
Реферат: UA 84937 U UA 84937 U 5 10 15 20 25 30 35 40 45 50 Корисна модель належить до технологій машинобудування і може використовуватись для виготовлення широкосмугових гвинтових заготовок. Відомий спосіб виготовлення широкосмугових гвинтових заготовок, при якому вирізають зубчасту заготовку, яка складається із пазів і секторних пластин зубців, з'єднаних пазовими перемичками, причому зовнішні крайки пластин зубців зі сторони пазових перемичок виконують із радіусом, рівним радіусу зовнішньої крайки розгортки витка широкосмугової гвинтової заготовки, а потім навивають на ребро на оправу і калібрують на крок (Пат. України № 64309А, кл. В21D 11/06, Заявл. 02.03.2011, Опубл. 10.11.2011, Бюл. № 21). Недоліком вказаного способу є низький коефіцієнт використання матеріалу при виготовленні широкосмугових гвинтових заготовок. В основу корисної моделі поставлено задачу розширення технологічних можливостей та підвищення коефіцієнта використання матеріалу, шляхом реалізації способу виготовлення широкосмугових гвинтових заготовок, при якому вирізають зубчасту заготовку, яка складається із пазів і секторних пластин зубців, з'єднаних пазовими перемичками, причому зовнішні крайки пластин зубців зі сторони пазових перемичок виконують із радіусом, рівним радіусу зовнішньої крайки розгортки витка широкосмугової гвинтової заготовки, а потім навивають на ребро на оправу і калібрують на крок, при цьому внутрішні крайки пластин зубців зі сторони пазів виконують з радіусом, рівним радіусу зовнішньої крайки пластин зубців, причому центральний кут секторних пластин зубців визначають із умови: 2 max (R0 r0 ) cos(0,5 ) (R0 r0 )2 cos2 (0,5 ) R0r0 r0 r0 , де max - допустима максимальна величина щілини між внутрішньою крайкою гвинтової заготовки та радіусом вписаного дотичного кола до внутрішньої крайки розгортки витка; R 0 - радіус зовнішньої крайки розгортки витка широкосмугової гвинтової заготовки; r0 - радіус вписаного дотичного кола до внутрішньої крайки розгортки витка широкосмугової гвинтової заготовки; - центральний кут секторної пластини зубця; - розрахункова величина максимальної щілини між внутрішньою крайкою розгортки витка широкосмугової гвинтової заготовки та радіусом вписаного дотичного кола до внутрішньої крайки розгортки витка. На фіг. 1 показана форма розкрою зубчастої заготовки, на фіг. 2 - схема навивання на ребро на оправу зубчастої заготовки; на фіг. 3 - широкосмугова гвинтова заготовка, фіг. 4 - вид А на фіг. 3. Спосіб реалізується наступним чином. Із плоскої смугової заготовки вирізають зубчасту заготовку 1, яка складається із пазів 2 і секторних пластин зубців 3, з'єднаних пазовими перемичками 4. При цьому зовнішні крайки 5 пластин зубців 3 зі сторони пазових перемичок 4 виконують із радіусом R 0 , рівним радіусу зовнішньої крайки 6 розгортки витка широкосмугової гвинтової заготовки 7, а протилежні внутрішні крайки 8 пластин зубців 3 зі сторони пазів 2 виконують з радіусом, рівним радіусу R 0 зовнішньої крайки 5 пластин зубців 3. Вирізування може здійснюватись на лазерних розкрійних комплексах висічними ножицями або іншими технологічними способами. Центральний кут секторних пластин зубців визначають із умови: 2 max (R0 r0 ) cos(0,5 ) (R0 r0 )2 cos2 (0,5 ) R0r0 r0 r0 , де max - допустима максимальна величина щілини між внутрішньою крайкою гвинтової заготовки та радіусом вписаного дотичного кола до внутрішньої крайки розгортки витка; R 0 - радіус зовнішньої крайки розгортки витка широкосмугової гвинтової заготовки; r0 - радіус вписаного дотичного кола до внутрішньої крайки розгортки витка широкосмугової гвинтової заготовки; - центральний кут секторної пластини зубця; - розрахункова величина максимальної щілини між внутрішньою крайкою розгортки витка широкосмугової гвинтової заготовки та радіусом вписаного дотичного кола до внутрішньої крайки розгортки витка. Радіус r0 відповідає випадку щільного прилягання внутрішньої крайки гвинтової заготовки до оправи. 1 UA 84937 U 5 10 15 20 25 Потім одержану заготовку навивають на ребро на оправу та калібрують на крок за відомими технологічними способами до утворення широкосмугової гвинтової заготовки 7 із необхідними геометричними параметрами. Приклад конкретного виконання способу. Необхідно виготовити широкосмугову гвинтову заготовку для одержання шнекового транспортера змішувача. Геометричні параметри витків такої заготовки наступні: внутрішній діаметр d=305 мм, зовнішній D=605 мм, крок Т=600 мм, товщина витка Н0=3,4 мм. Матеріал спіралі - сталь 08 кп. Приклад виконання способу. Здійснювали виготовлення гвинтової заготовки зі сплаву АМг6М ГОСТ 4784-74 з параметрами D=100 мм, d=50 мм, Т=100 мм, допустима максимальна величина щілини між внутрішньою крайкою гвинтової заготовки та радіусом вписаного дотичного кола до внутрішньої крайки розгортки витка δmaх=5 мм. Радіус зовнішньої крайки розгортки витка R0=57,44 мм, радіус огинаючого циліндра г0=32,44 мм. Розрахункова величина максимальної щілини між внутрішньою крайкою розгортки витка широкосмугової гвинтової заготовки та радіусом вписаного дотичного кола до внутрішньої крайки розгортки витка для різних значень центральних кутів секторних пластин зубців є такими: для 2 , для 4,53 мм, для 197 мм, для 19,27 мм, для 2 , 3 5 2 3 2,86 мм. Із умови max видно, що для виготовлення такої заготовки доцільно використовувати зубчасту заготовку з центральним кутом секторних пластин зубців . Тому 2 із плоскої смугової заготовки вирізали зубчасту заготовку, центральний кут секторних пластин зубців якої становив , а зовнішній і внутрішній радіуси крайок пластин зубців становив 3 R0=57,44 мм. Потім одержану заготовку навивали на ребро на оправу та калібрували на крок за відомими технологічними способами до утворення широкосмугової гвинтової заготовки. Використання запропонованого способу дозволяє одночасно вирізати дві заготовки, що зменшує витрати матеріалу в зоні внутрішніх і зовнішніх крайок пластин зубців. ФОРМУЛА КОРИСНОЇ МОДЕЛІ 30 35 Спосіб виготовлення широкосмугових гвинтових заготовок, при якому вирізають зубчасту заготовку, яка складається із пазів і секторних пластин зубців, з'єднаних пазовими перемичками, причому зовнішні крайки пластин зубців зі сторони пазових перемичок виконують із радіусом, рівним радіусу зовнішньої крайки розгортки витка широкосмугової гвинтової заготовки, а потім навивають на ребро на оправу і калібрують на крок, який відрізняється тим, що внутрішні крайки пластин зубців зі сторони пазів виконують з радіусом, рівним радіусу зовнішньої крайки пластин зубців, причому центральний кут секторних пластин зубців визначають із умови: 2 max (R 0 r0 ) cos(0,5 ) (R 0 r0 ) 2 cos 2 (0,5 ) R 0r0 r0 r0 , 40 45 де max - допустима максимальна величина щілини між внутрішньою крайкою гвинтової заготовки та радіусом вписаного дотичного кола до внутрішньої крайки розгортки витка; R 0 - радіус зовнішньої крайки розгортки витка широкосмугової гвинтової заготовки; r0 - радіус вписаного дотичного кола до внутрішньої крайки розгортки витка широкосмугової гвинтової заготовки; - центральний кут секторної пластини зубця; - розрахункова величина максимальної щілини між внутрішньою крайкою розгортки витка широкосмугової гвинтової заготовки та радіусом вписаного дотичного кола до внутрішньої крайки розгортки витка. 2 UA 84937 U Комп’ютерна верстка М. Ломалова Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 3
ДивитисяДодаткова інформація
Автори англійськоюVasylkiv Vasyl Vasyliovych, Radyk Dmytro Leonidovych, Bobryk Vitalii Volodymyrovych
Автори російськоюВасилькив Василий Васильевич, Радик Дмитрий Леонидович, Бобрик Виталий Владимирович
МПК / Мітки
МПК: B21D 11/06
Мітки: широкосмугових, спосіб, гвинтових, заготовок, виготовлення
Код посилання
<a href="https://ua.patents.su/5-84937-sposib-vigotovlennya-shirokosmugovikh-gvintovikh-zagotovok.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення широкосмугових гвинтових заготовок</a>
Спосіб виготовлення широкосмугових гвинтових заготовок
Номер патенту: 54203
Опубліковано: 25.10.2010
Автори: Васильків Василь Васильович, Радик Дмитро Леонидович
МПК: B21D 11/00
Мітки: широкосмугових, заготовок, виготовлення, спосіб, гвинтових
Формула / Реферат:
Спосіб виготовлення широкосмугових гвинтових заготовок, при якому вирізають зубчасту заготовку, яка складається із з'єднаних перемичками пластин зубців, які містять зовнішні та внутрішні крайки дугоподібної форми, формують на перемичках V-подібні гофри, навивають на ребро і калібрують на крок, який відрізняється тим, що у зубчастій заготовці вирізають зовнішні крайки пластин зубців з радіусом кривини
Спосіб виготовлення широкосмугових гвинтових заготовок

Номер патенту: 64309
Опубліковано: 10.11.2011
Автори: Радик Дмитро Леонидович, Васильків Василь Васильович
МПК: B21D 11/06
Мітки: гвинтових, виготовлення, широкосмугових, заготовок, спосіб
Формула / Реферат:
Спосіб виготовлення широкосмугових гвинтових заготовок, при якому вирізають зубчасту заготовку, яка складається із пазів і пластин зубців, з'єднаних пазовими перемичками, причому зовнішні крайки пластин зубців зі сторони пазових перемичок виконують із радіусом, рівним радіусу зовнішньої крайки розгортки витка широкосмугової гвинтової заготовки, а протилежні внутрішні крайки пластин зубців, зі сторони пазів, виконують з радіусом, рівним...
Спосіб виготовлення широкосмугових гвинтових заготовок
Номер патенту: 58380
Опубліковано: 11.04.2011
Автори: Олендер Володимир Михайлович, Бобрик Віталій Володимирович, Васильків Василь Васильович
МПК: B21D 11/06
Мітки: заготовок, спосіб, гвинтових, виготовлення, широкосмугових
Формула / Реферат:
Спосіб виготовлення широкосмугових гвинтових заготовок, при якому вирізають зубчасту заготовку, яка складається із пазів і пластин зубців, з'єднаних пазовими перемичками, причому зовнішні крайки пластин зубців зі сторони пазових перемичок виконують із радіусом, рівним радіусу зовнішньої крайки розгортки витка широкосмугової гвинтової заготовки, а протилежні внутрішні крайки пластин зубців, зі сторони пазів, виконують з радіусом, рівним...
Спосіб виготовлення широкосмугових гвинтових заготовок
Номер патенту: 58381
Опубліковано: 11.04.2011
Автори: Олендер Володимир Михайлович, Васильків Василь Васильович, Бобрик Віталій Володимирович
МПК: B21D 11/06
Мітки: заготовок, широкосмугових, виготовлення, гвинтових, спосіб
Формула / Реферат:
Спосіб виготовлення широкосмугових гвинтових заготовок, що включає вирізання зубчастої заготовки, яка складається із пазів і пластин зубців, з'єднаних пазовими перемичками, причому зовнішні крайки пластин зубців зі сторони пазових перемичок виконують із радіусом, рівним радіусу зовнішньої крайки розгортки витка широкосмугової гвинтової заготовки, а протилежні внутрішні крайки пластин зубців, зі сторони пазів, виконують з радіусом, рівним...
Спосіб виготовлення широкосмугових гвинтових заготовок
Номер патенту: 78635
Опубліковано: 25.03.2013
Автори: Васильків Василь Васильович, Радик Дмитро Леонидович
МПК: B21D 11/00
Мітки: заготовок, гвинтових, спосіб, виготовлення, широкосмугових
Формула / Реферат:
Спосіб виготовлення широкосмугових гвинтових заготовок, при якому вирізають зубчасту заготовку, яка складається із пазів і пластин зубців, з'єднаних пазовими перемичками, причому зовнішні крайки пластин зубців зі сторони пазових перемичок виконують із радіусом, рівним радіусу зовнішньої крайки розгортки витка широкосмугової гвинтової заготовки, а зовнішні крайки пазових перемичок зі сторони зовнішніх крайок пластин зубців виконують із...
Попередній патент: Спосіб проведення відеоспостережень
Наступний патент: Подрібнювач зернових кормів
Випадковий патент: Підвісна канатна дорога