Спосіб обробки виробів із ніздрюватого бетону в автоклаві
Номер патенту: 96808
Опубліковано: 10.02.2015
Автори: Шпиг Андрій Федорович, Шпиг Федір Іванович, Шпиг Олександр Федорович, Жуков Дмитро Георгійович

Формула / Реферат
1. Спосіб обробки виробів із ніздрюватого бетону в автоклаві, що включає підвищення температури і тиску, витримку виробів у середовищі насиченої водяної пари при підвищених температурі і тиску, зменшення температури і тиску, який відрізняється тим, що обробку проводять в горизонтально орієнтованому циліндричному автоклаві, для обробки формують масиви у вигляді паралелепіпеда, розділяють масиви на блоки та встановлюють принаймні по три розділені на блоки масиви на автоклавний візок для подальшої обробки, а на масив, що розміщений між двома іншими, краном з вакуумним захватом встановлюють додатковий шар блоків, після цього розміщують вироби в автоклаві таким чином, щоб масиви були розташовані вертикально вздовж автоклава та паралельно між собою;
2. Спосіб за п. 1, який відрізняється тим, що використовують автоклавний візок висотою 190 мм;
3. Спосіб за п. 1, який відрізняється тим, що обробляють масиви висотою принаймні 1500 мм;
4. Спосіб за п. 1, який відрізняється тим, що використовують автоклав з діаметром до 2800 мм в перерізі.
Текст
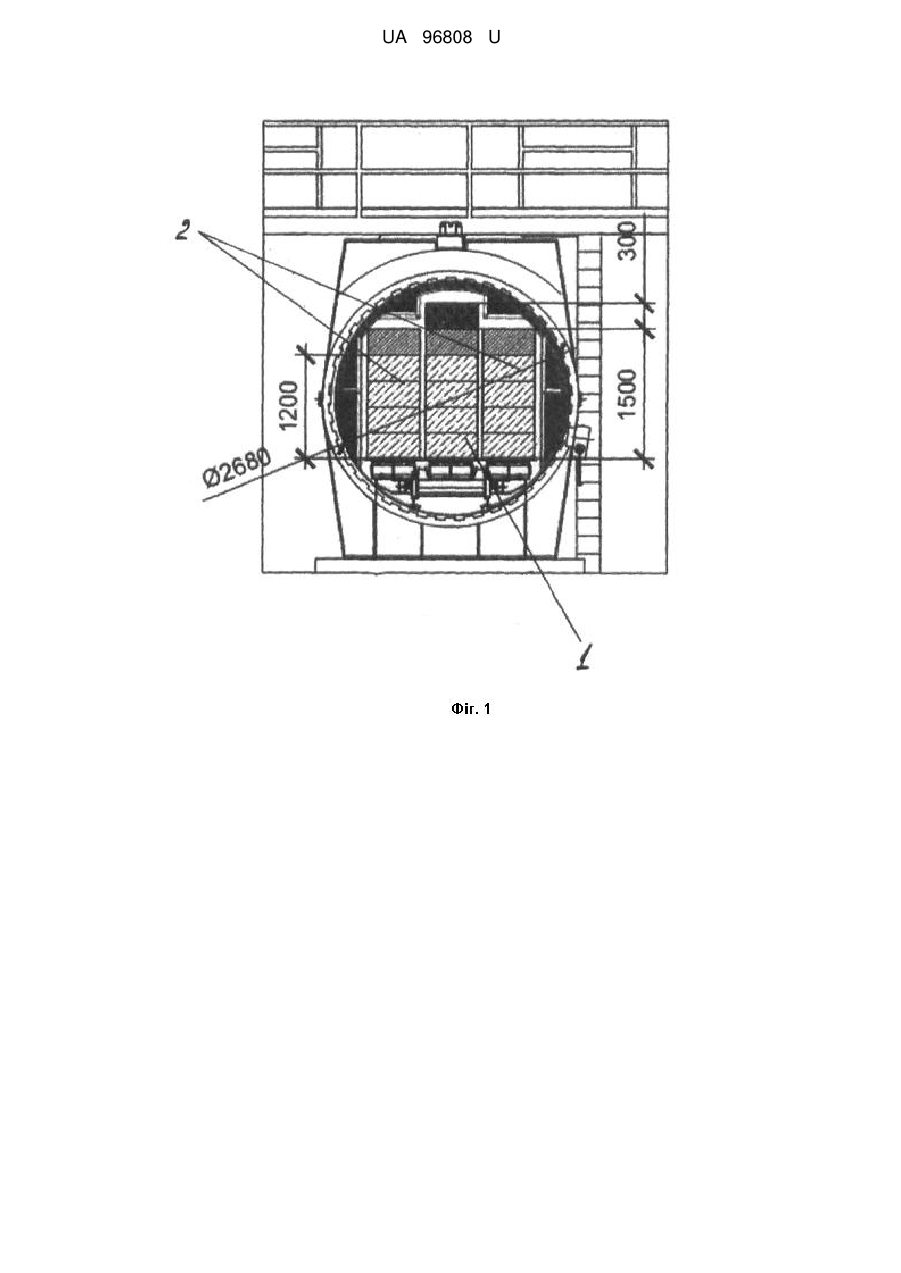
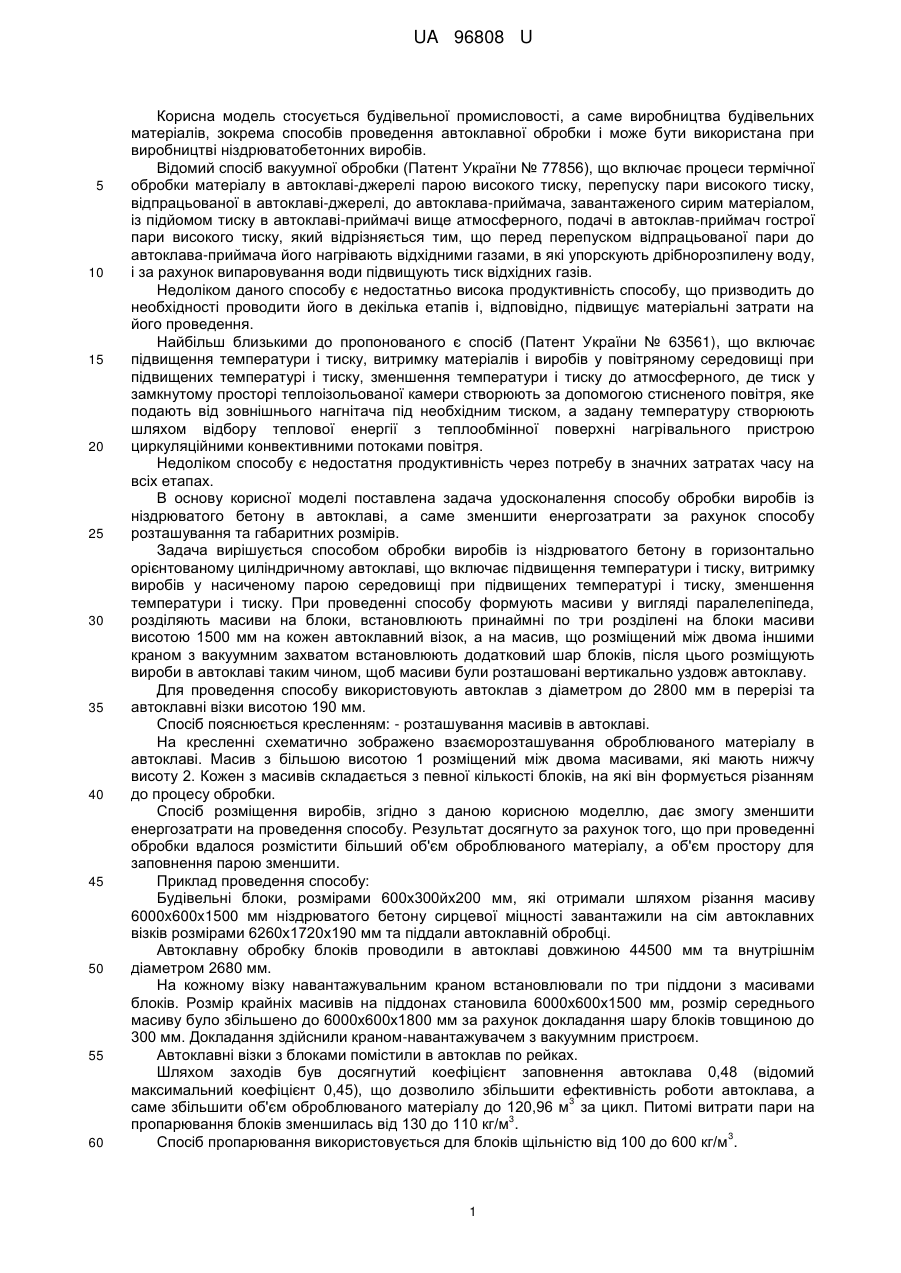
Реферат: Спосіб обробки виробів із ніздрюватого бетону в автоклаві включає підвищення температури і тиску, витримку виробів у середовищі насиченої водяної пари при підвищених температурі і тиску, зменшення температури і тиску. Обробку проводять в горизонтально орієнтованому циліндричному автоклаві, Для обробки формують масиви у вигляді паралелепіпеда, розділяють масиви на блоки та встановлюють по три розділені на блоки масиви на автоклавний візок для подальшої обробки. На масив, що розміщений між двома іншими, краном з вакуумним захватом встановлюють додатковий шар блоків. Розміщують вироби в автоклаві таким чином, щоб масиви були розташовані вертикально вздовж автоклава та паралельно між собою. UA 96808 U (12) UA 96808 U UA 96808 U 5 10 15 20 25 30 35 40 45 50 55 60 Корисна модель стосується будівельної промисловості, а саме виробництва будівельних матеріалів, зокрема способів проведення автоклавної обробки і може бути використана при виробництві ніздрюватобетонних виробів. Відомий спосіб вакуумної обробки (Патент України № 77856), що включає процеси термічної обробки матеріалу в автоклаві-джерелі парою високого тиску, перепуску пари високого тиску, відпрацьованої в автоклаві-джерелі, до автоклава-приймача, завантаженого сирим матеріалом, із підйомом тиску в автоклаві-приймачі вище атмосферного, подачі в автоклав-приймач гострої пари високого тиску, який відрізняється тим, що перед перепуском відпрацьованої пари до автоклава-приймача його нагрівають відхідними газами, в які упорскують дрібнорозпилену воду, і за рахунок випаровування води підвищують тиск відхідних газів. Недоліком даного способу є недостатньо висока продуктивність способу, що призводить до необхідності проводити його в декілька етапів і, відповідно, підвищує матеріальні затрати на його проведення. Найбільш близькими до пропонованого є спосіб (Патент України № 63561), що включає підвищення температури і тиску, витримку матеріалів і виробів у повітряному середовищі при підвищених температурі і тиску, зменшення температури і тиску до атмосферного, де тиск у замкнутому просторі теплоізольованої камери створюють за допомогою стисненого повітря, яке подають від зовнішнього нагнітача під необхідним тиском, а задану температуру створюють шляхом відбору теплової енергії з теплообмінної поверхні нагрівального пристрою циркуляційними конвективними потоками повітря. Недоліком способу є недостатня продуктивність через потребу в значних затратах часу на всіх етапах. В основу корисної моделі поставлена задача удосконалення способу обробки виробів із ніздрюватого бетону в автоклаві, а саме зменшити енергозатрати за рахунок способу розташування та габаритних розмірів. Задача вирішується способом обробки виробів із ніздрюватого бетону в горизонтально орієнтованому циліндричному автоклаві, що включає підвищення температури і тиску, витримку виробів у насиченому парою середовищі при підвищених температурі і тиску, зменшення температури і тиску. При проведенні способу формують масиви у вигляді паралелепіпеда, розділяють масиви на блоки, встановлюють принаймні по три розділені на блоки масиви висотою 1500 мм на кожен автоклавний візок, а на масив, що розміщений між двома іншими краном з вакуумним захватом встановлюють додатковий шар блоків, після цього розміщують вироби в автоклаві таким чином, щоб масиви були розташовані вертикально уздовж автоклаву. Для проведення способу використовують автоклав з діаметром до 2800 мм в перерізі та автоклавні візки висотою 190 мм. Спосіб пояснюється кресленням: - розташування масивів в автоклаві. На кресленні схематично зображено взаєморозташування оброблюваного матеріалу в автоклаві. Масив з більшою висотою 1 розміщений між двома масивами, які мають нижчу висоту 2. Кожен з масивів складається з певної кількості блоків, на які він формується різанням до процесу обробки. Спосіб розміщення виробів, згідно з даною корисною моделлю, дає змогу зменшити енергозатрати на проведення способу. Результат досягнуто за рахунок того, що при проведенні обробки вдалося розмістити більший об'єм оброблюваного матеріалу, а об'єм простору для заповнення парою зменшити. Приклад проведення способу: Будівельні блоки, розмірами 600х300йх200 мм, які отримали шляхом різання масиву 6000x600x1500 мм ніздрюватого бетону сирцевої міцності завантажили на сім автоклавних візків розмірами 6260x1720x190 мм та піддали автоклавній обробці. Автоклавну обробку блоків проводили в автоклаві довжиною 44500 мм та внутрішнім діаметром 2680 мм. На кожному візку навантажувальним краном встановлювали по три піддони з масивами блоків. Розмір крайніх масивів на піддонах становила 6000x600x1500 мм, розмір середнього масиву було збільшено до 6000x600x1800 мм за рахунок докладання шару блоків товщиною до 300 мм. Докладання здійснили краном-навантажувачем з вакуумним пристроєм. Автоклавні візки з блоками помістили в автоклав по рейках. Шляхом заходів був досягнутий коефіцієнт заповнення автоклава 0,48 (відомий максимальний коефіцієнт 0,45), що дозволило збільшити ефективність роботи автоклава, а 3 саме збільшити об'єм оброблюваного матеріалу до 120,96 м за цикл. Питомі витрати пари на 3 пропарювання блоків зменшилась від 130 до 110 кг/м . 3 Спосіб пропарювання використовується для блоків щільністю від 100 до 600 кг/м . 1 UA 96808 U Корисна модель уточнюється, але не обмежується прикладом проведення способу. ФОРМУЛА КОРИСНОЇ МОДЕЛІ 5 10 15 1. Спосіб обробки виробів із ніздрюватого бетону в автоклаві, що включає підвищення температури і тиску, витримку виробів у середовищі насиченої водяної пари при підвищених температурі і тиску, зменшення температури і тиску, який відрізняється тим, що обробку проводять в горизонтально орієнтованому циліндричному автоклаві, для обробки формують масиви у вигляді паралелепіпеда, розділяють масиви на блоки та встановлюють принаймні по три розділені на блоки масиви на автоклавний візок для подальшої обробки, а на масив, що розміщений між двома іншими, краном з вакуумним захватом встановлюють додатковий шар блоків, після цього розміщують вироби в автоклаві таким чином, щоб масиви були розташовані вертикально вздовж автоклава та паралельно між собою. 2. Спосіб за п. 1, який відрізняється тим, що використовують автоклавний візок висотою 190 мм. 3. Спосіб за п. 1, який відрізняється тим, що обробляють масиви висотою принаймні 1500 мм. 4. Спосіб за п. 1, який відрізняється тим, що використовують автоклав з діаметром до 2800 мм в перерізі. Комп’ютерна верстка Д. Шеверун Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 2
ДивитисяДодаткова інформація
Автори англійськоюShpyh Andrii Fedorovych
Автори російськоюШпиг Андрей Федорович
МПК / Мітки
МПК: B01J 3/04
Мітки: ніздрюватого, автоклаві, обробки, виробів, бетону, спосіб
Код посилання
<a href="https://ua.patents.su/4-96808-sposib-obrobki-virobiv-iz-nizdryuvatogo-betonu-v-avtoklavi.html" target="_blank" rel="follow" title="База патентів України">Спосіб обробки виробів із ніздрюватого бетону в автоклаві</a>
Автоклав для обробки виробів із ніздрюватого бетону

Номер патенту: 96807
Опубліковано: 10.02.2015
Автори: Шпиг Андрій Федорович, Шпиг Олександр Федорович, Жуков Дмитро Георгійович, Шпиг Федір Іванович
МПК: B01J 3/04
Мітки: обробки, бетону, ніздрюватого, автоклав, виробів
Формула / Реферат:
1. Автоклав для обробки виробів із ніздрюватого бетону, що містить горизонтально розташований циліндричний корпус з рейковою колією усередині, обладнаний торцевими кришками з пристроями для їх закривання, який відрізняється тим, що корпус містить вставки всередині, які розміщені вздовж автоклава та являють собою металеві каркаси, на яких встановлено баластні вкладки;2. Автоклав за п. 1, який відрізняється тим, що металеві каркаси...
Застосування обладнання для виготовлення виробів із ніздрюватого бетону автоклавного тужавлення як обладнання для виготовлення виробів із ніздрюватого бетону неавтоклавного тужавлення
Номер патенту: 26424
Опубліковано: 25.09.2007
Автор: Опєкунов Вадим Вікторович
МПК: B28C 5/00
Мітки: неавтоклавного, автоклавного, бетону, застосування, обладнання, виробів, виготовлення, ніздрюватого, тужавлення
Формула / Реферат:
Застосування обладнання для виготовлення виробів із ніздрюватого бетону автоклавного тужавлення як обладнання для виготовлення виробів із ніздрюватого бетону неавтоклавного тужавлення.
Автоклав для тепловологісної обробки виробів із ніздрюватого бетону
Номер патенту: 12390
Опубліковано: 15.02.2006
Автор: Мартиненко Володимир Олександрович
МПК: C04B 38/00, B01J 3/04
Мітки: ніздрюватого, тепловологісної, автоклав, обробки, виробів, бетону
Формула / Реферат:
Автоклав для тепловологісної обробки виробів із ніздрюватого бетону, що містить горизонтально розташований циліндричний корпус з колією усередині, обладнаний торцевими кришками з пристроями для їх закривання, який відрізняється тим, що корпус виконаний збірним із двох чи більше частин, з'єднаних, наприклад, за допомогою фланців, а його внутрішній діаметр становить 2,8-3,0 м.
Спосіб виробництва виробів із ніздрюватого бетону
Номер патенту: 44537
Опубліковано: 12.10.2009
Автори: Римар Тарас Миколайович, Лобойко Олексій Петрович
МПК: C04B 38/02, C04B 40/00
Мітки: спосіб, бетону, виробництва, ніздрюватого, виробів
Формула / Реферат:
1. Спосіб виробництва виробів із ніздрюватого бетону, що передбачає заливку ніздрюватобетонної суміші у форми, формування масиву, розпалублювання форм та їх повторне використання, який відрізняється тим, що після заливки суміші і формування ніздрюватобетонного масиву його піддають технологічному відстою шляхом витримки у формах протягом часу від 10 годин до 10 діб.2. Спосіб за п. 1, який відрізняється тим, що форми, у яких здійснюється...
Форма для виготовлення виробів з ніздрюватого бетону

Номер патенту: 40503
Опубліковано: 10.04.2009
Автори: Заборенко Григорий Володимирович, Мартиненко Володимир Александрович, Ястребцов Владислав Вікторович
МПК: B28B 7/10
Мітки: форма, виробів, виготовлення, ніздрюватого, бетону
Формула / Реферат:
Форма для виготовлення виробів з ніздрюватого бетону, що містить піддон і борти, яка відрізняється тим, що один борт знімний, а піддон і три інші борти виконані у вигляді зварного корпусу, обладнаного замковим пристроєм, виконаним у вигляді двох Г-подібних затискачів та набору тарілчастих пружин з гайкою, і встановленого на механізм переміщення.
Попередній патент: Автоклав для обробки виробів із ніздрюватого бетону
Наступний патент: Спосіб синтезу 7,8-диметокси-1,3-дигідро-2н-3-бензазепін-2-ону і застосування у синтезі івабрадину і його адитивних солей з фармацевтично прийнятною кислотою
Випадковий патент: Спосіб з'єднання полімерних матеріалів