Автоклав для тепловологісної обробки виробів із ніздрюватого бетону
Формула / Реферат
Автоклав для тепловологісної обробки виробів із ніздрюватого бетону, що містить горизонтально розташований циліндричний корпус з колією усередині, обладнаний торцевими кришками з пристроями для їх закривання, який відрізняється тим, що корпус виконаний збірним із двох чи більше частин, з'єднаних, наприклад, за допомогою фланців, а його внутрішній діаметр становить 2,8-3,0 м.
Текст
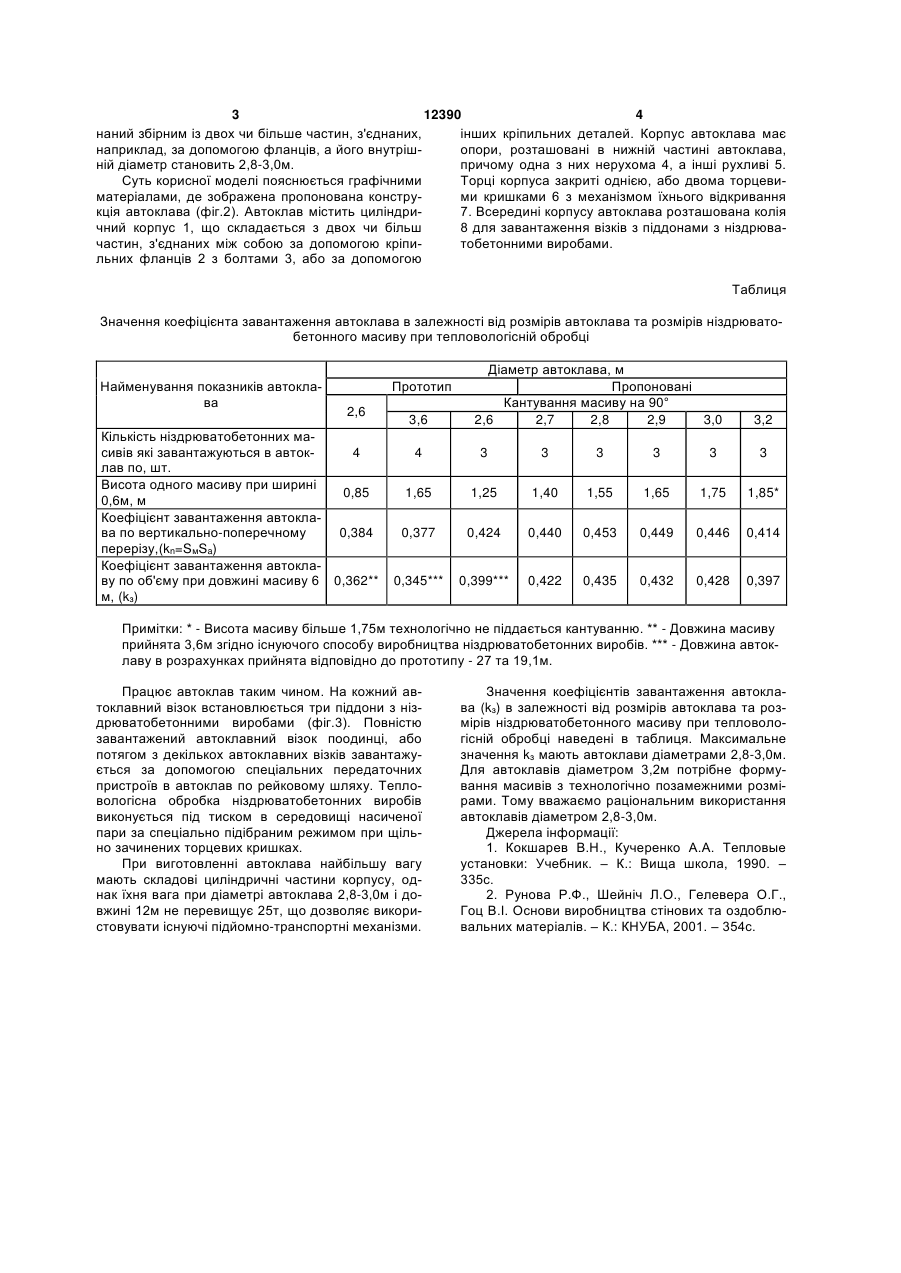
Автоклав для тепловологісної обробки виробів із ніздрюватого бетону, що містить горизонтально розташований циліндричний корпус з колією усередині, обладнаний торцевими кришками з пристроями для їх закривання, який відрізняється тим, що корпус виконаний збірним із двох чи більше частин, з'єднаних, наприклад, за допомогою фланців, а його внутрішній діаметр становить 2,83,0м. (19) (21) u200505032 (22) 27.05.2005 (24) 15.02.2006 (46) 15.02.2006, Бюл. № 2, 2006 р. (72) Мартиненко Володимир Олександрович (73) ПРИДНІПРОВСЬКА ДЕРЖАВНА АКАДЕМІЯ БУДІВНИЦТВА ТА АРХІТЕКТУРИ, МІЖГАЛУЗЕВИЙ НАУКОВО-ДОСЛІДНИЙ ІНСТИТУТ БУДІВЕЛЬНИХ МАТЕРІАЛІВ 3 12390 4 наний збірним із двох чи більше частин, з'єднаних, інших кріпильних деталей. Корпус автоклава має наприклад, за допомогою фланців, а його внутрішопори, розташовані в нижній частині автоклава, ній діаметр становить 2,8-3,0м. причому одна з них нерухома 4, а інші рухливі 5. Суть корисної моделі пояснюється графічними Торці корпуса закриті однією, або двома торцевиматеріалами, де зображена пропонована конструми кришками 6 з механізмом їхнього відкривання кція автоклава (фіг.2). Автоклав містить циліндри7. Всередині корпусу автоклава розташована колія чний корпус 1, що складається з двох чи більш 8 для завантаження візків з піддонами з ніздрювачастин, з'єднаних між собою за допомогою кріпитобетонними виробами. льних фланців 2 з болтами 3, або за допомогою Таблиця Значення коефіцієнта завантаження автоклава в залежності від розмірів автоклава та розмірів ніздрюватобетонного масиву при тепловологісній обробці Найменування показників автоклава Прототип 2,6 Кількість ніздрюватобетонних масивів які завантажуються в авток4 лав по, шт. Висота одного масиву при ширині 0,85 0,6м, м Коефіцієнт завантаження автоклава по вертикально-поперечному 0,384 перерізу,(kn=SмSa) Коефіцієнт завантаження автоклаву по об'єму при довжині масиву 6 0,362** м, (kз) 3,6 Діаметр автоклава, м Пропоновані Кантування масиву на 90° 2,6 2,7 2,8 2,9 3,0 3,2 4 3 3 3 3 3 3 1,65 1,25 1,40 1,55 1,65 1,75 1,85* 0,377 0,424 0,440 0,453 0,449 0,446 0,414 0,345*** 0,399*** 0,422 0,435 0,432 0,428 0,397 Примітки: * - Висота масиву більше 1,75м технологічно не піддається кантуванню. ** - Довжина масиву прийнята 3,6м згідно існуючого способу виробництва ніздрюватобетонних виробів. *** - Довжина автоклаву в розрахунках прийнята відповідно до прототипу - 27 та 19,1м. Працює автоклав таким чином. На кожний автоклавний візок встановлюється три піддони з ніздрюватобетонними виробами (фіг.3). Повністю завантажений автоклавний візок поодинці, або потягом з декількох автоклавних візків завантажується за допомогою спеціальних передаточних пристроїв в автоклав по рейковому шляху. Тепловологісна обробка ніздрюватобетонних виробів виконується під тиском в середовищі насиченої пари за спеціально підібраним режимом при щільно зачинених торцевих кришках. При виготовленні автоклава найбільшу вагу мають складові циліндричні частини корпусу, однак їхня вага при діаметрі автоклава 2,8-3,0м і довжині 12м не перевищує 25т, що дозволяє використовувати існуючі підйомно-транспортні механізми. Значення коефіцієнтів завантаження автоклава (kз) в залежності від розмірів автоклава та розмірів ніздрюватобетонного масиву при тепловологісній обробці наведені в таблиця. Максимальне значення kз мають автоклави діаметрами 2,8-3,0м. Для автоклавів діаметром 3,2м потрібне формування масивів з технологічно позамежними розмірами. Тому вважаємо раціональним використання автоклавів діаметром 2,8-3,0м. Джерела інформації: 1. Кокшарев В.Н., Кучеренко А.А. Тепловые установки: Учебник. – К.: Вища школа, 1990. – 335с. 2. Рунова Р.Ф., Шейніч Л.О., Гелевера О.Г., Гоц В.І. Основи виробництва стінових та оздоблювальних матеріалів. – К.: КНУБА, 2001. – 354с. 5 Комп’ютерна верстка А. Рябко 12390 6 Підписне Тираж 26 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюAutoclave for thermomoist curing of articles made of porous concrete
Автори англійськоюMartynenko Volodymyr Oleksandrovych
Назва патенту російськоюАвтоклав для тепловлажностной обработки изделий из ноздреватого бетона
Автори російськоюМартыненко Владимир Александрович
МПК / Мітки
МПК: B01J 3/04, C04B 38/00
Мітки: тепловологісної, бетону, ніздрюватого, обробки, виробів, автоклав
Код посилання
<a href="https://ua.patents.su/3-12390-avtoklav-dlya-teplovologisno-obrobki-virobiv-iz-nizdryuvatogo-betonu.html" target="_blank" rel="follow" title="База патентів України">Автоклав для тепловологісної обробки виробів із ніздрюватого бетону</a>
Автоклав

Номер патенту: 279
Опубліковано: 25.12.1998
Автори: Колінчук Сергій Петрович, Колінчук Петро Іванович
Мітки: автоклав
Формула / Реферат:
Автоклав, що містить циліндричний корпус, кришку І дно, який відрізняється тим, що в середині автоклава розміщені теплоелектронагрівачі.
Пристрій для різання сирцю ніздрюватого бетону
Номер патенту: 51116
Опубліковано: 15.11.2002
Автори: Бурейко Сергій Володимирович, Мартиненко Володимир Олександрович, Большаков Володимир Іванович, Ястребцов Владислав Вікторович, Клименко Владислава Юріївна, Подпальний Анатолій Федорович
МПК: B28B 11/14
Мітки: бетону, ніздрюватого, різання, пристрій, сирцю
Формула / Реферат:
Пристрій для різання сирцю ніздрюватого бетону, що містить привід, рухому раму з різальними струнами, привідні троси і направляючі пристосування для них, який відрізняється тим, що направляючі пристосування в нижній частині рами виконані у вигляді двоступінчастих барабанів, при цьому привідні троси шляхом обмотування закріплені на ступенях меншого діаметра Д1, а різальні струни жорстко зафіксовані на ступенях більшого діаметра Д2 з сектором...
Трубчастий автоклав

Номер патенту: 10171
Опубліковано: 30.09.1996
Автори: Копитов Гєннадій Грігорьєвіч, Зайцев Анатолій Лаврєнтьєвіч, Кузьміна Галіна Пєтровна
МПК: B01J 3/04
Мітки: трубчастий, автоклав
Формула / Реферат:
Применение парлифтного насоса, содержащего корпус, электроды и электропроводные вставки, в качестве трубчатого автоклава.
Сировинна суміш для виготовлення ніздрюватого бетону
Номер патенту: 11396
Опубліковано: 25.12.1996
Автори: Кривенко Павло Васильович, Старинська Надія Муріевна, Мельник Тамара Борисівна
МПК: C04B 38/02
Мітки: бетону, сировинна, виготовлення, суміш, ніздрюватого
Формула / Реферат:
Сырьевая смесь для изготовления ячеистого бетона, включающая шлаковый компонент, жидкое стекло, кальцийсодержащий компонент и алюминиевую пудру, отличающаяся тем, что, с целью повышения коэффициента конструктивного качества снижения теплопроводности и повышения пластической прочности, она содержит в качестве шлакового компонента гранулированный молотый шлак силикомарганца, жидкое стекло с силикатным модулем Мс = 0,7-1,2 в качестве...
Автоклав

Номер патенту: 65058
Опубліковано: 15.03.2004
Автори: Харченко Алла Петрівна, Степанішина Любов Григорівна, Попій Олексій Васильович, Полетун Леонід Юхимович, Рєзніков Микола Іванович
МПК: B01J 3/04
Мітки: автоклав
Формула / Реферат:
1. Автоклав, який містить горизонтально розташований теплоізоляційний корпус, що складається з циліндричної і двох торцевих частин, одна з яких - герметична кришка, закріплену уздовж корпусу рейкову колію з візком для переміщення виробів, що оброблюються, а також нагрівальні елементи, тепловий екран, теплообмінник і вентилятор, який відрізняється тим, що нагрівальні елементи складаються з секцій, кожна з яких включає раму, яка виконана дутою,...
Попередній патент: Різальний комплекс для виготовлення ніздрюватобетонних виробів
Наступний патент: Спосіб лікування некротомних ран, обумовлених глибоким опіком
Випадковий патент: Спосіб керування параметрами систем радіоакустичного зондування атмосфери