Спосіб холодного прокатування тонких штаб
Номер патенту: 97689
Опубліковано: 12.03.2012
Автори: Капланова Олена Василівна, Васекін Андрій Валерійович, Лєпорська Наталя Василівна, Присяжний Андрій Григорович, Капланов Василь Ілліч, Шемякін Олександр Васильович

Формула / Реферат
Спосіб холодного прокатування тонких штаб зі зміною відносного обтискання по пропусках, який відрізняється тим, що прокатування здійснюють за шість пропусків, причому в трьох перших пропусках прокатування здійснюють зі зростаючим режимом відносного обтискання від 8,6 % до 14,9 %, в четвертому пропуску відносне обтискання встановлюють рівним 7,5 %, а в двох останніх пропусках відносне обтискання встановлюють рівним 11,9 % і 8,0 %, відповідно.
Текст
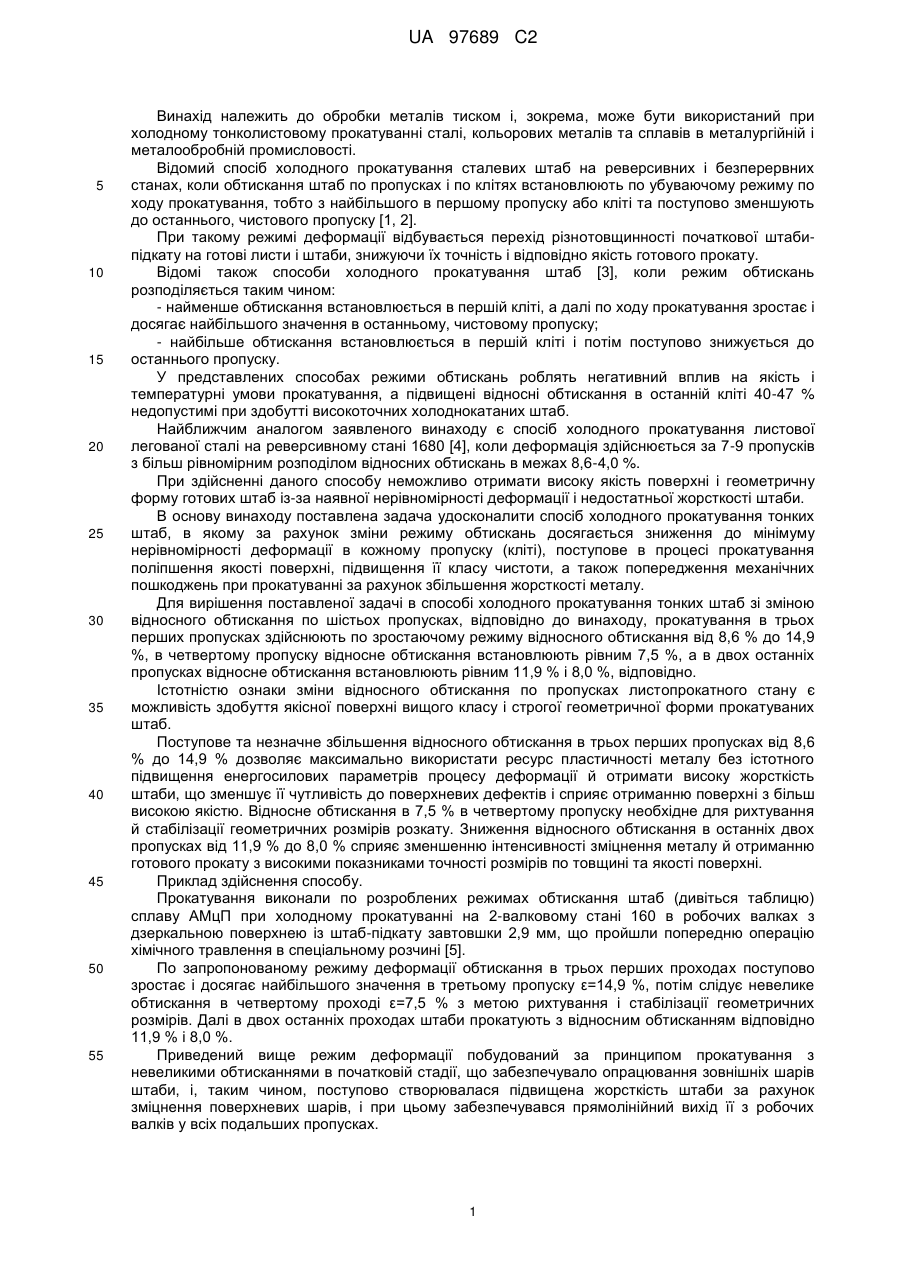
Реферат: Винахід належить до обробки металів тиском і може бути використаний при холодному тонколистовому прокатуванні сталі, кольорових металів і сплавів в металургійній і металообробній промисловості. У способі холодного прокатування тонких штаб деформацію в трьох перших пропусках здійснюють зі зростаючим режимом відносного обтискання від 8,6 % до 14,9 %, в четвертому пропуску відносне обтискання встановлюють рівним 7,5 %, а в двох останніх пропусках відносне обтискання встановлюють рівним 11,9 % і 8,0 %, відповідно. Винахід дозволяє отримати прокат строго прямолінійної форми з однорідною дзеркальною поверхнею. UA 97689 C2 (12) UA 97689 C2 UA 97689 C2 5 10 15 20 25 30 35 40 45 50 55 Винахід належить до обробки металів тиском і, зокрема, може бути використаний при холодному тонколистовому прокатуванні сталі, кольорових металів та сплавів в металургійній і металообробній промисловості. Відомий спосіб холодного прокатування сталевих штаб на реверсивних і безперервних станах, коли обтискання штаб по пропусках і по клітях встановлюють по убуваючому режиму по ходу прокатування, тобто з найбільшого в першому пропуску або кліті та поступово зменшують до останнього, чистового пропуску [1, 2]. При такому режимі деформації відбувається перехід різнотовщинності початкової штабипідкату на готові листи і штаби, знижуючи їх точність і відповідно якість готового прокату. Відомі також способи холодного прокатування штаб [3], коли режим обтискань розподіляється таким чином: - найменше обтискання встановлюється в першій кліті, а далі по ходу прокатування зростає і досягає найбільшого значення в останньому, чистовому пропуску; - найбільше обтискання встановлюється в першій кліті і потім поступово знижується до останнього пропуску. У представлених способах режими обтискань роблять негативний вплив на якість і температурні умови прокатування, а підвищені відносні обтискання в останній кліті 40-47 % недопустимі при здобутті високоточних холоднокатаних штаб. Найближчим аналогом заявленого винаходу є спосіб холодного прокатування листової легованої сталі на реверсивному стані 1680 [4], коли деформація здійснюється за 7-9 пропусків з більш рівномірним розподілом відносних обтискань в межах 8,6-4,0 %. При здійсненні даного способу неможливо отримати високу якість поверхні і геометричну форму готових штаб із-за наявної нерівномірності деформації і недостатньої жорсткості штаби. В основу винаходу поставлена задача удосконалити спосіб холодного прокатування тонких штаб, в якому за рахунок зміни режиму обтискань досягається зниження до мінімуму нерівномірності деформації в кожному пропуску (кліті), поступове в процесі прокатування поліпшення якості поверхні, підвищення її класу чистоти, а також попередження механічних пошкоджень при прокатуванні за рахунок збільшення жорсткості металу. Для вирішення поставленої задачі в способі холодного прокатування тонких штаб зі зміною відносного обтискання по шістьох пропусках, відповідно до винаходу, прокатування в трьох перших пропусках здійснюють по зростаючому режиму відносного обтискання від 8,6 % до 14,9 %, в четвертому пропуску відносне обтискання встановлюють рівним 7,5 %, а в двох останніх пропусках відносне обтискання встановлюють рівним 11,9 % і 8,0 %, відповідно. Істотністю ознаки зміни відносного обтискання по пропусках листопрокатного стану є можливість здобуття якісної поверхні вищого класу і строгої геометричної форми прокатуваних штаб. Поступове та незначне збільшення відносного обтискання в трьох перших пропусках від 8,6 % до 14,9 % дозволяє максимально використати ресурс пластичності металу без істотного підвищення енергосилових параметрів процесу деформації й отримати високу жорсткість штаби, що зменшує її чутливість до поверхневих дефектів і сприяє отриманню поверхні з більш високою якістю. Відносне обтискання в 7,5 % в четвертому пропуску необхідне для рихтування й стабілізації геометричних розмірів розкату. Зниження відносного обтискання в останніх двох пропусках від 11,9 % до 8,0 % сприяє зменшенню інтенсивності зміцнення металу й отриманню готового прокату з високими показниками точності розмірів по товщині та якості поверхні. Приклад здійснення способу. Прокатування виконали по розроблених режимах обтискання штаб (дивіться таблицю) сплаву АМцП при холодному прокатуванні на 2-валковому стані 160 в робочих валках з дзеркальною поверхнею із штаб-підкату завтовшки 2,9 мм, що пройшли попередню операцію хімічного травлення в спеціальному розчині [5]. По запропонованому режиму деформації обтискання в трьох перших проходах поступово зростає і досягає найбільшого значення в третьому пропуску ε=14,9 %, потім слідує невелике обтискання в четвертому проході ε=7,5 % з метою рихтування і стабілізації геометричних розмірів. Далі в двох останніх проходах штаби прокатують з відносним обтисканням відповідно 11,9 % і 8,0 %. Приведений вище режим деформації побудований за принципом прокатування з невеликими обтисканнями в початковій стадії, що забезпечувало опрацювання зовнішніх шарів штаби, і, таким чином, поступово створювалася підвищена жорсткість штаби за рахунок зміцнення поверхневих шарів, і при цьому забезпечувався прямолінійний вихід її з робочих валків у всіх подальших пропусках. 1 UA 97689 C2 Вживання представленого способу холодного прокатування тонких штаб дозволить отримати прокат строго прямолінійної форми і з однорідною дзеркальною поверхнею вищого класу на рівні 13-14-го по ГОСТ 2789-73. Таблиця Прокатування штаб сплаву АМцП на двовалковому стані 160 Номер пропуску 1 2 3 4 5 6 Товщина штаби, мм до після пропуску пропуску 2,90 2,65 2,65 2,35 2,35 2,00 2,00 1,85 1,85 1,63 1,63 1,50 Обтискання Абсолютне Відносне Δh, мм ε, % 0,25 8,6 0,30 11,3 0,35 14,9 0,15 7,5 0,22 11,9 0,15 8,0 Коефіцієнт обтискання за пропуск сумарний c 1,10 1,10 1,13 1,23 1,18 1,45 1,08 1,57 1,13 1,78 1,09 1,93 5 10 15 Джерела інформації: 1. Шефтель Н.И. Холодная прокатка листовой стали / Н.И. Шефтель. - М.: Металлургия, 1966. – 324 с. 2. Комановский А.З. Производство легированных холоднокатаных листов / А.З. Комановский, Н.А. Грощенков, B.C. Мовшович. - М: Металлургия, 1967. – 160 с. 3. Биллигман Й. Опыт работы высокоскоростного непрерывного стана холодной прокатки / Й. Биллигман, Й. Ленце // Черные металлы. - М.: 1962. - №6. - С. 3-33. 4. Ксензук Ф.А. Прокатка и отделка полосовой нержавеющей стали / Ф.А. Ксензук, Н.А. Грощенков. - М.: Металлургия, 1963. – 206 с. 5. SU 736622 СССР, МПК С09К13/04, C23F1/00. Раствор для химического травления алюминия и его сплавов / Д.И. Старченко, В.И. Капланов, С.И. Чернышев и др. - № 2102412; Заявлено 29.01.75; Опубл. 29.01.80, Бюл. № 29. ФОРМУЛА ВИНАХОДУ 20 25 Спосіб холодного прокатування тонких штаб зі зміною відносного обтискання по пропусках, який відрізняється тим, що прокатування здійснюють за шість пропусків, причому в трьох перших пропусках прокатування здійснюють зі зростаючим режимом відносного обтискання від 8,6 % до 14,9 %, в четвертому пропуску відносне обтискання встановлюють рівним 7,5 %, а в двох останніх пропусках відносне обтискання встановлюють рівним 11,9 % і 8,0 %, відповідно. Комп’ютерна верстка В. Мацело Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 2
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of cold rolling thin strips
Автори англійськоюKaplanov Vasyl Illich, Prysiazhnyi Andrii Hryhorovych, Lieporska Natalia Vasylivna, Kaplanova Olena Vasylivna, Shemiakin Oleksandr Vasyliovych, Vasekin Andrii Valeriiovych
Назва патенту російськоюСпособ холодной прокатки тонких полос
Автори російськоюКапланов Василий Ильич, Присяжный Андрей Григорьевич, Лепорская Наталья Васильевна, Капланова Елена Васильевна, Шемякин Александр Васильевич, Васекин Андрей Валерьевич
МПК / Мітки
Мітки: тонких, спосіб, холодного, штаб, прокатування
Код посилання
<a href="https://ua.patents.su/4-97689-sposib-kholodnogo-prokatuvannya-tonkikh-shtab.html" target="_blank" rel="follow" title="База патентів України">Спосіб холодного прокатування тонких штаб</a>
Спосіб високошвидкісного холодного прокатування штаб
Номер патенту: 94769
Опубліковано: 10.06.2011
Автори: Васекін Андрій Валерійович, Лєпорська Наталя Василівна, Присяжний Андрій Григорович, Капланов Василь Ілліч, Капланова Олена Василівна, Шемякін Олександр Васильович
МПК: B21B 1/28
Мітки: високошвидкісного, прокатування, холодного, штаб, спосіб
Формула / Реферат:
Спосіб високошвидкісного холодного прокатування штаб, що включає зміни відносного обтискання по клітях прокатного стана, який відрізняється тим, що прокатування здійснюють на безперервному 7-клітьовому стані з наступним розподілом відносного обтискання по клітях: в перших трьох клітях обтискання штаби збільшують від 25 %÷30 % до 40 % за пропуск, в четвертій кліті величину обтискання встановлюють рівною обтисканню в першій кліті, а в...
Багатоклітьовий безперервний стан холодного прокатування тонких штаб та жерсті
Номер патенту: 56585
Опубліковано: 25.01.2011
Автори: Шемякін Олександр Васильович, Лепорська Наталя Василівна, Присяжний Андрій Григорович, Капланов Василь Ілліч, Васекін Андрій Валерійович, Капланова Олена Василівна
Мітки: жерсті, штаб, стан, прокатування, тонких, холодного, безперервний, багатоклітьовий
Формула / Реферат:
Багатоклітьовий безперервний стан холодного прокатування тонких штаб та жерсті, що вміщує сім клітей, утворених робочими та опорними валками, розташованими послідовно по ходу прокатування, який відрізняється тим, що третя та четверта кліті, а також п'ята, шоста та сьома утворюють два монолітних блоки (станини), відповідно встановлених на окремих фундаментах.
Стан для високошвидкісного холодного прокатування тонких штаб
Номер патенту: 45010
Опубліковано: 26.10.2009
Автори: Капланова Олена Василівна, Васекін Андрій Валерійович, Капланов Василь Ілліч, Шемякін Олександр Васильович, Присяжний Андрій Григорович, Лєпорська Наталя Василівна
МПК: B21B 1/00
Мітки: штаб, прокатування, стан, тонких, холодного, високошвидкісного
Формула / Реферат:
Стан для високошвидкісного холодного прокатування тонких штаб, що складається з п'яти послідовно розташованих робочих клітей кварто, в першій і останній (чистовій) з яких робочі валки виготовлені з насіченою поверхнею, а в другій і третій - з шліфованою поверхнею, який відрізняється тим, що в передостанній (передчистовій) кліті кварто один робочий валок виконаний насіченим, а інший - шліфованим.
Спосіб холодної прокатки тонких і особливо тонких штаб на безперервних станах

Номер патенту: 21158
Опубліковано: 15.03.2007
Автори: Бойко Володимир Семенович, Норка Сергій Петрович, Бочаров Віталій Федорович, Бочаров Володимир Віталійович
МПК: B21B 1/04
Мітки: тонких, станах, безперервних, холодної, спосіб, прокатки, штаб, особливої
Формула / Реферат:
Спосіб холодної прокатки тонких й особливо тонких штаб на безперервних станах, який полягає в тому, що використовують робочі валки із шорсткою поверхнею бочок, який відрізняється тим, що на поверхні холоднокатаних штаб формують мікрорельєф з мікрозападинами шляхом прокатки в передостанній робочій кліті між бочками робочих валків, що мають шорстку поверхню у вигляді мікровиступів.
Спосіб безперервного прокатування штаб

Номер патенту: 36976
Опубліковано: 16.04.2001
Автори: Штехно Олег Миколайович, Тилик Василь Трохимович, Телюк Віктор Григорович, Мовшович Вілорд Соломонович, Кудрин Володимир Іванович, Ніколаєв Віктор Олександрович, Васильєв Олександр Геннадійович
МПК: B21B 1/22
Мітки: безперервного, спосіб, прокатування, штаб
Текст:
...що переміщення натискних гвинтів по продуктиметрах у кожній кліті для додаткового обтиснення потовщених ділянок установлюють відповідно до формули: h V Si = K i Δh i ( n0 + n1 + n2 ш + H0 V B dh + 0,8 n 4 + n5 ), (1) L h де Si - додаткове переміщення натискних гвинтів у кліті; Кі – коефіцієнт, який ураховує розташування потовщеної ділянки штаби (передній кінець - Кп; шов - К ш; задній кінець - Кз); Dhi - абсолютне обтиснення; Н0 та h -...
Попередній патент: Запобіжний шпиндель привода прокатної кліті
Наступний патент: Спосіб одержання суміші простих 5-гідроксиметилфурфуралевих ефірів та паливо або паливна композиція, що містить їх
Випадковий патент: Шина для транспортного засобу