B21B 1/04 — при безперервному процесі прокатки
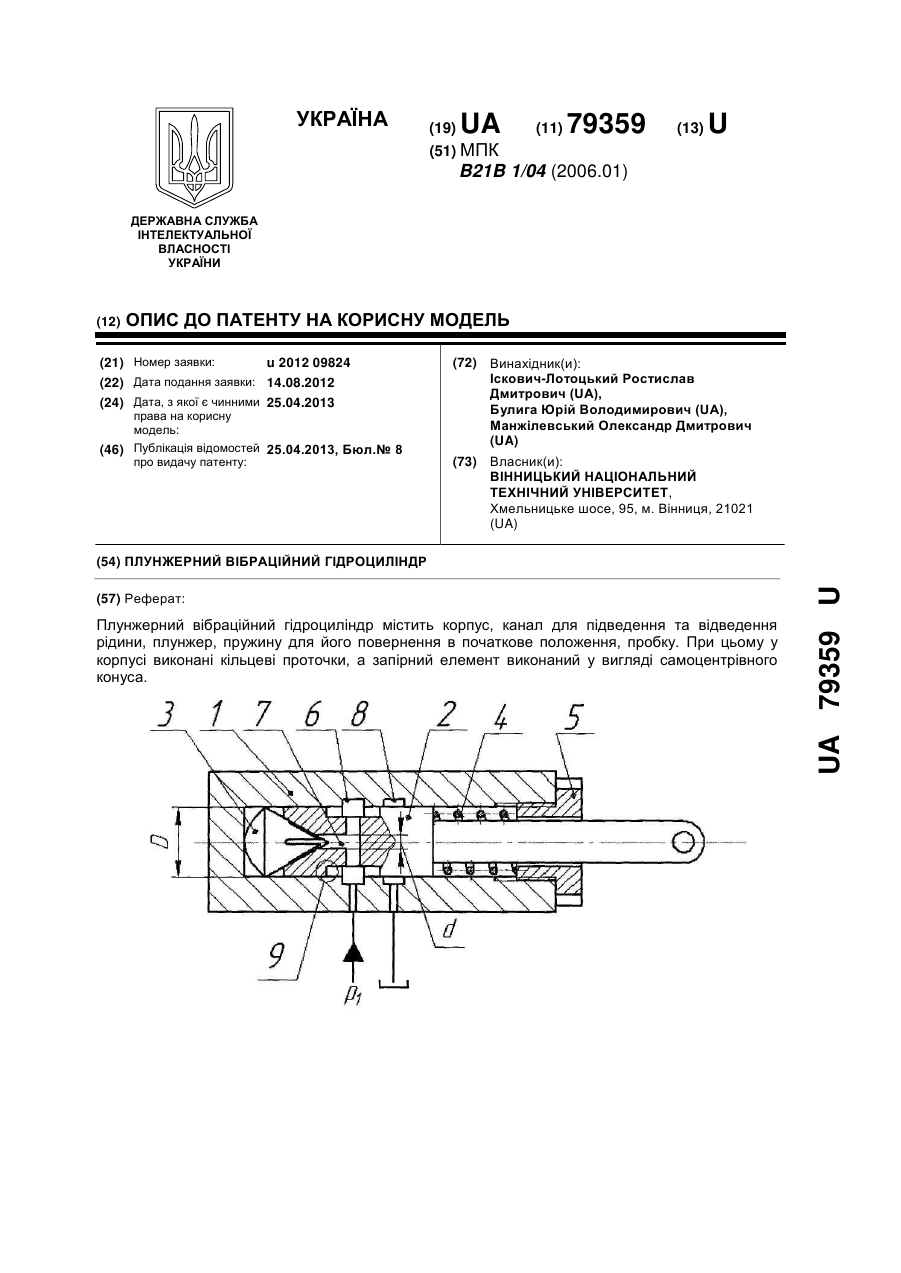
Плунжерний вібраційний гідроциліндр
Номер патенту: 79359
Опубліковано: 25.04.2013
Автори: Булига Юрій Володимирович, Манжилевський Олександр Дмитрович, Іскович-Лотоцький Ростислав Дмитрович
МПК: B21B 1/04
Мітки: плунжерний, гідроциліндр, вібраційний
Формула / Реферат:
Плунжерний вібраційний гідроциліндр, який складається з корпусу, в якому виконано канал для підведення та відведення рідини, та розміщеного в корпусі плунжера і пружини для його повернення в початкове положення, який відрізняється тим, що в корпусі виконані кільцеві проточки, з якими відповідно з'єднані канали для підведення та відведення рідини, які виконані з можливістю з'єднання між собою за допомогою кільцевої проточки, яка виконана на...
Спосіб прокатки тонких і особливо тонких смуг на станах безперервної прокатки з використанням ефекту поверхневої пластичної деформації в останніх робочих клітях
Номер патенту: 58259
Опубліковано: 11.04.2011
Автори: Бочаров Віталій Федорович, Бочаров Володимир Віталійович, Утьомова Юлія Віталійовна
МПК: B21B 1/04
Мітки: робочих, станах, ефекту, особливої, останніх, безперервної, тонких, використанням, прокатки, спосіб, смуг, пластичної, деформації, клітях, поверхневої
Формула / Реферат:
Спосіб прокатки тонких і особливо тонких смуг на станах безперервної прокатки з використанням ефекту поверхневої пластичної деформації в останніх робочих клітях, який відрізняється тим, що за рахунок зміни схеми установлення робочих валків в останніх робочих клітях стана безперервної прокатки використовуються комбінації робочих валків, бочки яких текстуровані у вигляді безлічі мікровиступів і робочих валків із гладкою бочкою, що забезпечує...
Спосіб обтиснення безперервнолитого блюма або заготовки у рідкотвердому стані
Номер патенту: 89961
Опубліковано: 25.03.2010
Автори: Моцний Віталій Валерійович, Смірнов Олексій Миколайович, Скляр Віталій Олександрович, Смирнов Євген Миколайович, Горбенко Олександр Ігорович
МПК: B21B 1/02, B21B 1/46, B21B 1/04 ...
Мітки: обтиснення, рідкотвердому, стані, блюма, заготовки, безперервнолитого, спосіб
Формула / Реферат:
Спосіб обтиснення безперервнолитого блюма або заготовки у рідкотвердому стані, при якому обтиснення блюма або заготовки здійснюють у клітях, послідовно розташованих по їх довжині в зоні остаточного затвердіння, за два етапи, який відрізняється тим, що на першому етапі блюм або заготовку обтискують зміщеними один відносно другого у горизонтальній площині на кут 2-6° валками першого ряду, причому центральні ділянки на їх ширині, яка дорівнює...
Спосіб виробництва катанки зі складнолегованих сталей на безперервному дротовому стані
Номер патенту: 88083
Опубліковано: 10.09.2009
Автори: Токмаков Павло Вадимович, Колосов Борис Миколайович, Жучков Сергій Михайлович, Горбаньов Аркадій Олексійович
МПК: B21B 1/16, B21B 1/04, B21B 1/00, B21B 1/02 ...
Мітки: сталей, дротовому, виробництва, катанки, складнолегованих, спосіб, стані, безперервному
Формула / Реферат:
Спосіб виробництва катанки зі складнолегованої сталі на безперервному дротовому стані, що включає нагрівання заготовки у методичній нагрівальній печі до температури прокатки, наступну прокатку з чергуванням напрямку її обтискання на 90° у чорновій, проміжних і чистовій групах клітей блочного типу вказаного стану, водяне охолодження поверхні одержаного розкату перед і після цієї чистової групи клітей блочного типу, додаткове двоступінчсате...
Спосіб прокатки середньосортних профілів на безперервному дрібносортному стані
Номер патенту: 82350
Опубліковано: 10.04.2008
Автори: Найдьонов Володимир Сергійович, Костюченко Михайло Іванович, Кокшаров Олександр Миколайович, Шеремет Володимир Олександрович, Хрустенко Юрій Михайлович, Жучков Сергій Михайлович, Бабенко Михайло Антонович
МПК: B21B 1/02, B21B 1/00, B21B 1/04 ...
Мітки: прокатки, дрібносортному, спосіб, профілів, стані, безперервному, середньосортних
Формула / Реферат:
Спосіб прокатки середньосортних профілів на безперервному дрібносортному стані, що включає послідовну деформацію металу в системі калібрів робочих клітей стана до одержання готового прокату з регламентованими швидкісними умовами прокатки в його робочих клітях, головні лінії приводів яких мають задані діапазони частот обертання валків, який відрізняється тим, що регламентацію швидкісних умов прокатки виконують шляхом відключення ряду клітей...
Безперервний сортопрокатний стан
Номер патенту: 78530
Опубліковано: 10.04.2007
Автори: Спіняков Віктор Костянтинович, Бабенко Михайло Антонович, Сокуренко Анатолій Валентинович, Кекух Анатолій Володимирович, Кулаков Леонід Васильович, Жучков Сергій Михайлович, Паламар Дмитро Григорович, Лохматов Олександр Павлович, Костюченко Михайло Іванович, Тряпічкін Михайло Георгійович, Шеремет Володимир Олександрович
МПК: B21B 1/04, B21B 45/00
Мітки: сортопрокатний, безперервний, стан
Формула / Реферат:
Безперервний сортопрокатний стан, що містить нагрівальні печі, робочі кліті, що утворюють лінію прокатки, установлені послідовно одна за одною і згруповані в чорнову, проміжну та дві чистові групи клітей, передатні столи, установлені співвісно з лінією прокатки у всіх міжклітьових проміжках робочих клітей, що з'єднують вихідну сторону попередньої робочої кліті з вхідною стороною наступної робочої кліті, і передатні рольганги, що...
Спосіб холодної прокатки тонких і особливо тонких штаб на безперервних станах

Номер патенту: 21158
Опубліковано: 15.03.2007
Автори: Бойко Володимир Семенович, Норка Сергій Петрович, Бочаров Володимир Віталійович, Бочаров Віталій Федорович
МПК: B21B 1/04
Мітки: станах, особливої, штаб, прокатки, холодної, безперервних, тонких, спосіб
Формула / Реферат:
Спосіб холодної прокатки тонких й особливо тонких штаб на безперервних станах, який полягає в тому, що використовують робочі валки із шорсткою поверхнею бочок, який відрізняється тим, що на поверхні холоднокатаних штаб формують мікрорельєф з мікрозападинами шляхом прокатки в передостанній робочій кліті між бочками робочих валків, що мають шорстку поверхню у вигляді мікровиступів.
Безперервний сортопрокатний стан
Номер патенту: 52823
Опубліковано: 15.01.2003
Автори: Кекух Анатолій Володимирович, Любимов Іван Михайлович, Сівак Едуард Володимирович, Лохматов Олександр Павлович, Омесь Микола Михайлович, Кулаков Леонід Васильович, Шеремет Володимир Олександрович, Жучков Сергій Михайлович, Макаров Костянтин Григорович, Ноговіцин Олексій Володимирович, Кисельов Олександр Павлович
МПК: B21B 45/00, B22D 11/12, B21B 1/04 ...
Мітки: стан, сортопрокатний, безперервний
Формула / Реферат:
(21) 2000116437 (57) 1.Безперервний сортопрокатний стан, що містить робочі кліті, які установлені послідовно одна за іншою і утворюють лінію прокатування, передатні столи, що встановлені в міжклітьових проміжках робочих клітей співвісно з лінією прокатування та з’єднують вихідну сторону попередньої робочої кліті з вхідною стороною наступної робочої кліті, кожний з яких виконаний у вигляді наскрізного тунелю , що теплоізолює,...
Спосіб одержання слябів проміжної товщини, установка для його здійснення і ємність для зберігання слябів
Номер патенту: 45316
Опубліковано: 15.04.2002
Автори: Томас Джон Е., Тіппінс Джордж В.
МПК: B21B 13/22, B21B 1/04
Мітки: зберігання, проміжної, установка, слябів, одержання, товщини, здійснення, спосіб, ємність
Формула / Реферат:
1. Способ получения слябов промежуточной толщины, включающий непрерывную отливку нити промежуточной толщины, резку нити на множество слябов заданной длины, пропуск сляба, подлежащего обработке, плашмя туда и обратно через реверсивный стан горячей прокатки для формирования промежуточного продукта с толщиной, достаточной для сматывания в рулон, сматывание в рулон промежуточного продукта в одной из печей с моталкой и пропуск смотанного в рулон...
Спосіб прокатки на блюмінзі

Номер патенту: 9021
Опубліковано: 30.09.1996
Автори: Полуновський Ісаак Євсійович, Гетьманець Веніамін Васильович, Тільга Степан Сергійович, Петрічук Валентин Дмитрович, Романченко Валерій Леонідович, Бабай Борис Федорович
МПК: B21B 1/04
Мітки: спосіб, блюмінзі, прокатки
Формула / Реферат:
Способ прокатки на блюминге, включающий обжатие слитков прямоугольного сечения валками за несколько проходов по каждой стороне и кантовки, отличающийся тем, что, с целью сокращения величины обрези путем уменьшения утяжки заднего конца, количество проходов по каждой стороне до достижения формы очага деформация lд/hcp ³ 0,5, где lд - длина дуги контакта, hch - средняя высота раската, устанавливают одинаковым, а абсолютное обжатие...