Спосіб високошвидкісного холодного прокатування штаб
Номер патенту: 94769
Опубліковано: 10.06.2011
Автори: Васекін Андрій Валерійович, Шемякін Олександр Васильович, Лєпорська Наталя Василівна, Капланова Олена Василівна, Присяжний Андрій Григорович, Капланов Василь Ілліч
Формула / Реферат
Спосіб високошвидкісного холодного прокатування штаб, що включає зміни відносного обтискання по клітях прокатного стана, який відрізняється тим, що прокатування здійснюють на безперервному 7-клітьовому стані з наступним розподілом відносного обтискання по клітях: в перших трьох клітях обтискання штаби збільшують від 25 %÷30 % до 40 % за пропуск, в четвертій кліті величину обтискання встановлюють рівною обтисканню в першій кліті, а в подальших трьох клітях величину обтискання поступово зменшують до 7 %÷10 %.
Текст
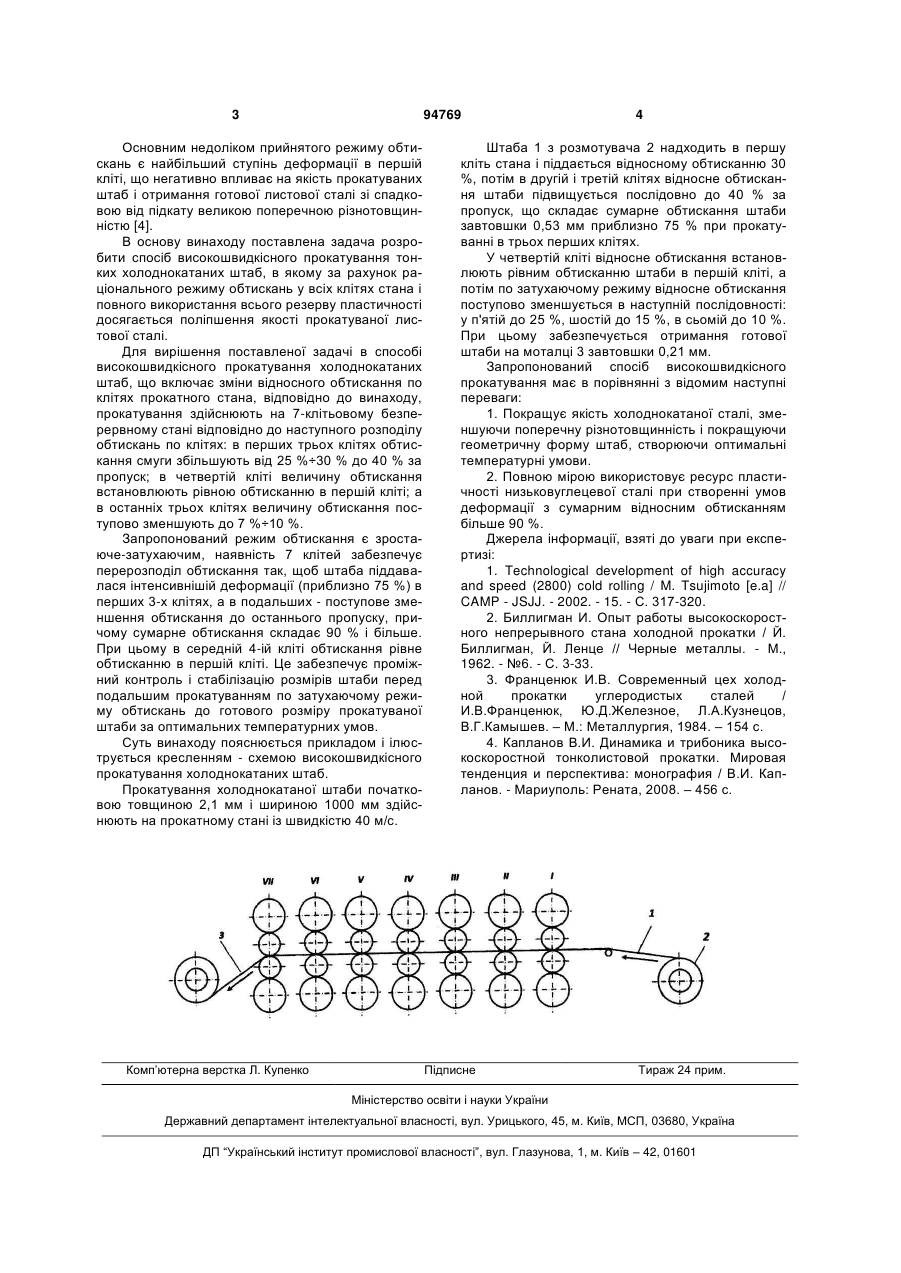
Спосіб високошвидкісного холодного прокатування штаб, що включає зміни відносного обтискання по клітях прокатного стана, який відрізняється тим, що прокатування здійснюють на безперервному 7-клітьовому стані з наступним розподілом відносного обтискання по клітях: в перших трьох клітях обтискання штаби збільшують від 25 %÷30 % до 40 % за пропуск, в четвертій кліті величину обтискання встановлюють рівною обтисканню в першій кліті, а в подальших трьох клітях величину обтискання поступово зменшують до 7 %÷10 %. (19) (21) a200904441 (22) 05.05.2009 (24) 10.06.2011 (46) 10.06.2011, Бюл.№ 11, 2011 р. (72) КАПЛАНОВ ВАСИЛЬ ІЛЛІЧ, ПРИСЯЖНИЙ АНДРІЙ ГРИГОРОВИЧ, ЛЄПОРСЬКА НАТАЛЯ ВАСИЛІВНА, КАПЛАНОВА ОЛЕНА ВАСИЛІВНА, ШЕМЯКІН ОЛЕКСАНДР ВАСИЛЬОВИЧ, ВАСЕКІН АНДРІЙ ВАЛЕРІЙОВИЧ (73) ПРИАЗОВСЬКИЙ ДЕРЖАВНИЙ ТЕХНІЧНИЙ УНІВЕРСИТЕТ (56) UA 80233 C2; 27.08.2007 RU 2008140068 A; 20.03.2009 EP 0987065 A1; 22.03.2000 3 94769 Основним недоліком прийнятого режиму обтискань є найбільший ступінь деформації в першій кліті, що негативно впливає на якість прокатуваних штаб і отримання готової листової сталі зі спадковою від підкату великою поперечною різнотовщинністю [4]. В основу винаходу поставлена задача розробити спосіб високошвидкісного прокатування тонких холоднокатаних штаб, в якому за рахунок раціонального режиму обтискань у всіх клітях стана і повного використання всього резерву пластичності досягається поліпшення якості прокатуваної листової сталі. Для вирішення поставленої задачі в способі високошвидкісного прокатування холоднокатаних штаб, що включає зміни відносного обтискання по клітях прокатного стана, відповідно до винаходу, прокатування здійснюють на 7-клітьовому безперервному стані відповідно до наступного розподілу обтискань по клітях: в перших трьох клітях обтискання смуги збільшують від 25 %÷30 % до 40 % за пропуск; в четвертій кліті величину обтискання встановлюють рівною обтисканню в першій кліті; а в останніх трьох клітях величину обтискання поступово зменшують до 7 %÷10 %. Запропонований режим обтискання є зростаюче-затухаючим, наявність 7 клітей забезпечує перерозподіл обтискання так, щоб штаба піддавалася інтенсивнішій деформації (приблизно 75 %) в перших 3-х клітях, а в подальших - поступове зменшення обтискання до останнього пропуску, причому сумарне обтискання складає 90 % і більше. При цьому в середній 4-ій кліті обтискання рівне обтисканню в першій кліті. Це забезпечує проміжний контроль і стабілізацію розмірів штаби перед подальшим прокатуванням по затухаючому режиму обтискань до готового розміру прокатуваної штаби за оптимальних температурних умов. Суть винаходу пояснюється прикладом і ілюструється кресленням - схемою високошвидкісного прокатування холоднокатаних штаб. Прокатування холоднокатаної штаби початковою товщиною 2,1 мм і шириною 1000 мм здійснюють на прокатному стані із швидкістю 40 м/с. Комп’ютерна верстка Л. Купенко 4 Штаба 1 з розмотувача 2 надходить в першу кліть стана і піддається відносному обтисканню 30 %, потім в другій і третій клітях відносне обтискання штаби підвищується послідовно до 40 % за пропуск, що складає сумарне обтискання штаби завтовшки 0,53 мм приблизно 75 % при прокатуванні в трьох перших клітях. У четвертій кліті відносне обтискання встановлюють рівним обтисканню штаби в першій кліті, а потім по затухаючому режиму відносне обтискання поступово зменшується в наступній послідовності: у п'ятій до 25 %, шостій до 15 %, в сьомій до 10 %. При цьому забезпечується отримання готової штаби на моталці 3 завтовшки 0,21 мм. Запропонований спосіб високошвидкісного прокатування має в порівнянні з відомим наступні переваги: 1. Покращує якість холоднокатаної сталі, зменшуючи поперечну різнотовщинність і покращуючи геометричну форму штаб, створюючи оптимальні температурні умови. 2. Повною мірою використовує ресурс пластичності низьковуглецевої сталі при створенні умов деформації з сумарним відносним обтисканням більше 90 %. Джерела інформації, взяті до уваги при експертизі: 1. Technological development of high accuracy and speed (2800) cold rolling / M. Tsujimoto [e.a] // CAMP - JSJJ. - 2002. - 15. - С. 317-320. 2. Биллигман И. Опыт работы высокоскоростного непрерывного стана холодной прокатки / Й. Биллигман, Й. Ленце // Черные металлы. - М., 1962. - №6. - С. 3-33. 3. Франценюк И.В. Современный цех холодной прокатки углеродистых сталей / И.В.Франценюк, Ю.Д.Железное, Л.А.Кузнецов, В.Г.Камышев. – М.: Металлургия, 1984. – 154 с. 4. Капланов В.И. Динамика и трибоника высокоскоростной тонколистовой прокатки. Мировая тенденция и перспектива: монография / В.И. Капланов. - Мариуполь: Рената, 2008. – 456 с. Підписне Тираж 24 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of high-speed cold rolling strips
Автори англійськоюKaplanov Vasyl Illich, Prysiazhnyi Andrii Hryhorovych, Lieporska Natalia Vasylivna, Kaplanova Olena Vasylivna, Shemiakin Oleksandr Vasyliovych, Vasekin Andrii Valeriiovych
Назва патенту російськоюСпособ высокоскоростной холодной прокатки полос
Автори російськоюКапланов Василий Ильич, Присяжный Андрей Григорьевич, Лепорская Наталья Васильевна, Капланова Елена Васильевна, Шемякин Александр Васильевич, Васекин Андрей Валерьевич
МПК / Мітки
МПК: B21B 1/28
Мітки: холодного, спосіб, високошвидкісного, штаб, прокатування
Код посилання
<a href="https://ua.patents.su/2-94769-sposib-visokoshvidkisnogo-kholodnogo-prokatuvannya-shtab.html" target="_blank" rel="follow" title="База патентів України">Спосіб високошвидкісного холодного прокатування штаб</a>
Стан для високошвидкісного холодного прокатування тонких штаб
Номер патенту: 45010
Опубліковано: 26.10.2009
Автори: Шемякін Олександр Васильович, Васекін Андрій Валерійович, Лєпорська Наталя Василівна, Присяжний Андрій Григорович, Капланова Олена Василівна, Капланов Василь Ілліч
МПК: B21B 1/00
Мітки: штаб, холодного, тонких, прокатування, високошвидкісного, стан
Формула / Реферат:
Стан для високошвидкісного холодного прокатування тонких штаб, що складається з п'яти послідовно розташованих робочих клітей кварто, в першій і останній (чистовій) з яких робочі валки виготовлені з насіченою поверхнею, а в другій і третій - з шліфованою поверхнею, який відрізняється тим, що в передостанній (передчистовій) кліті кварто один робочий валок виконаний насіченим, а інший - шліфованим.
Спосіб безперервного прокатування штаб

Номер патенту: 36976
Опубліковано: 16.04.2001
Автори: Мовшович Вілорд Соломонович, Штехно Олег Миколайович, Ніколаєв Віктор Олександрович, Тилик Василь Трохимович, Васильєв Олександр Геннадійович, Кудрин Володимир Іванович, Телюк Віктор Григорович
МПК: B21B 1/22
Мітки: спосіб, прокатування, безперервного, штаб
Текст:
...що переміщення натискних гвинтів по продуктиметрах у кожній кліті для додаткового обтиснення потовщених ділянок установлюють відповідно до формули: h V Si = K i Δh i ( n0 + n1 + n2 ш + H0 V B dh + 0,8 n 4 + n5 ), (1) L h де Si - додаткове переміщення натискних гвинтів у кліті; Кі – коефіцієнт, який ураховує розташування потовщеної ділянки штаби (передній кінець - Кп; шов - К ш; задній кінець - Кз); Dhi - абсолютне обтиснення; Н0 та h -...
Багатоклітьовий безперервний стан холодного прокатування тонких штаб та жерсті
Номер патенту: 56585
Опубліковано: 25.01.2011
Автори: Капланов Василь Ілліч, Лепорська Наталя Василівна, Васекін Андрій Валерійович, Присяжний Андрій Григорович, Шемякін Олександр Васильович, Капланова Олена Василівна
Мітки: стан, жерсті, багатоклітьовий, штаб, прокатування, тонких, безперервний, холодного
Формула / Реферат:
Багатоклітьовий безперервний стан холодного прокатування тонких штаб та жерсті, що вміщує сім клітей, утворених робочими та опорними валками, розташованими послідовно по ходу прокатування, який відрізняється тим, що третя та четверта кліті, а також п'ята, шоста та сьома утворюють два монолітних блоки (станини), відповідно встановлених на окремих фундаментах.
Спосіб гарячого прокатування штаб
Номер патенту: 36975
Опубліковано: 16.04.2001
Автори: Ніколаєв Віктор Олександрович, Піховкін Микола Миколайович, Лівшиц Леонід Аркадійович, Путнокі Олександр Юліусович, Клочков Володимир Васильович, Пінчук Віталій Іосифович, Васильєв Олександр Геннадійович, Качан Олександр Михайлович, Трофімов Віталій Олександрович, Штехно Олег Миколайович, Мовшович Вілорд Соломонович, Тилик Василь Трохимович, Фішкін Ісаак Борисович
МПК: B21B 1/22
Мітки: штаб, прокатування, гарячого, спосіб
Текст:
...датчика відповідно до формули: після виходу переднього кінця з останньої кліті чистової гр упи натискні гвинти піднімають у кожній кліті на величини DSі, продовжують процес прокатки у стабілізованому процесі при номінальному розчині валків, а після виходу заднього кінця штаби з останньої кліті чистової групи, натискні гвинти виставляють на величини Sі; для прийому переднього кінця наступної штаби, де h - товщина готової штаби , мм, n -...
Спосіб прокатки штаб

Номер патенту: 39689
Опубліковано: 10.03.2009
Автори: Ніколаєв Віктор Олександрович, Васильєв Андрій Олександрович, Васильєв Олександр Геннадійович
МПК: B21B 1/22
Формула / Реферат:
Спосіб прокатки штаб в робочих валках клітей стана з індивідуальним приводом, що включає зменшення швидкості прокатування стовщених ділянок штаби, який відрізняється тим, що при прокатуванні стовщених ділянок штаби вимикають електродвигун одного із робочих валків, а штабу прокатують у клітях з одним привідним валком.
Попередній патент: Капілярний генератор аерозолю
Наступний патент: Спосіб перетворення теплової енергії в механічну роботу в тепловому двигуні
Випадковий патент: Спосіб зашивання перфоративної виразки шлунка і дванадцятипалої кишки