Спосіб підготовки поверхні заготовки перед обробкою тиском
Формула / Реферат
Спосіб підготовки поверхні заготовки перед обробкою тиском, що включає видалення дефектів поверхні гарячекатаної заготовки, який відрізняється тим, що поверхневий шар гарячекатаної заготовки нагрівають до температури плавлення, охолоджують в захисній атмосфері до температури початку обробки тиском в холодному стані.
Текст
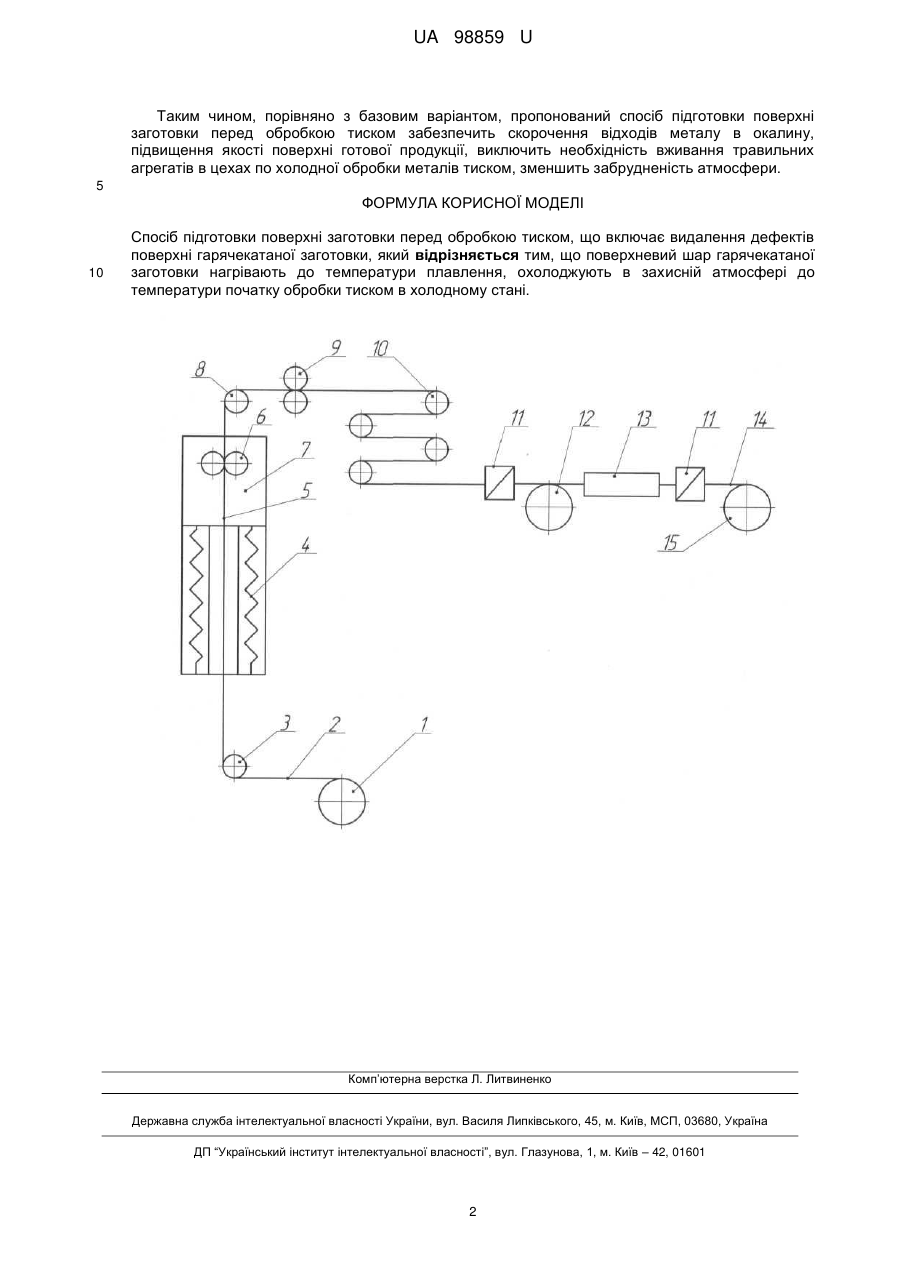
Реферат: UA 98859 U UA 98859 U 5 10 15 20 25 30 35 40 45 50 55 Корисна модель належить до волочильного та прокатного виробництв, зокрема до підготовки поверхні гарячекатаної заготовки перед холодною деформацією. Одною з проблем виробництва продукції (холоднотягнутого дроту, прутків, холоднокатаної штаби) на волочильних станах і станах холодної прокатки є наявність на поверхні гарячекатаної заготовки дефектів у вигляді вторинної окалини, дрібних тріщин і закатів, що знижують технікоекономічні показники виробництва готової продукції. Відомий спосіб підготовки поверхні заготовки перед холодною обробкою тиском, наприклад, перед волочінням у вигляді травлення гарячекатаного дроту в 18…20 %-х розчинах сірчаної або соляної кислот (В.О. Ніколаєв. Технологія волочіння металу. - Запоріжжя, ЗДІА, 2004, 46 с.). Проте цей спосіб дозволяє усунути з поверхні лише дефект у вигляді вторинної окалини і не забезпечує видалення інших дефектів. Найбільш близьким по сукупності ознак, відносно того, що заявляється є технічне рішення, сутність якого полягає в тому, що після калібрування гарячекатаного металу (прутків) дефекти механічного походження (тріщини, закати) видаляють шляхом шліфування з видаленням поверхневого шару металу на 0,1…0,3 мм. (В.О. Ніколаєв. Технологія волочіння металу. Запоріжжя, ЗДІАД004, с.с. 65, 68). Недоліком цього способу є втрати готового металу у відходи при шліфуванні і підвищення собівартості продукції. В основу корисної моделі поставлено задачу створення способу підготовки поверхні заготовки перед обробкою тиском, в якому за рахунок нагріву поверхневого шару гарячекатаної заготовки, який має дефекти, до температури плавлення металу створюються умови для видалення дефектів хімічного (окалина) і механічного (тріщини, закати) походження, для видалення дефектів структури заготовки. Для вирішення поставленої задачі, в способі підготовки поверхні заготовки перед обробкою тиском, що включає видалення дефектів поверхні гарячекатаної заготовки, відповідно до корисної моделі, поверхневий шар гарячекатаної заготовки нагрівають до температури плавлення, охолоджують в захисній атмосфері до температури початку обробки тиском в холодному стані. Використання пропонованого способу підготовки поверхні заготовки перед обробкою тиском забезпечить скорочення відходів металу в окалину, підвищення якості готової продукції, виключить необхідність вживання травильних агрегатів в цехах по холодної обробки металів тиском, зменшить забрудненість атмосфери. На кресленні представлена схема суміщеного агрегату підготовки поверхні гарячекатаної заготовки і подальшої обробки її тиском на волочильному (прокатному) стані (САПО суміщений агрегат підготовки і обробки), який включає розмотувач 1 заготовки 2, обвідний ролик 3, нагрівальну індукційну піч (або печей з розплавом рідкого металу) 4, заготовку з оплавленим поверхневим шаром 5, пристрій, що калібрує 6, камера охолодження із захисним газом (азот, аргон) 7, обвідний ролик 8, пристрій 9, що тягне, петленакопичувач 10, летючі ножиці 11, проміжна моталка 12 волочильний (прокатний) стан 13, готовий дріт (штаба) 14, моталка 15. Спосіб здійснюють таким чином. Гарячекатану заготовку 2 (катанка, штаба) з моталки 1 (або безпосередньо з останньої кліті стану гарячої прокатки) подають в індукційну піч 4, в якій заготовка переміщується, є дві температурні зони нагріву. У першій зоні заготовку нагрівають до температури плавлення металу (для маловуглецевої сталі t1565 °C) на глибину розташування дефектів, а в другій зоні температуру зменшують для забезпечення початку процесу кристалізації металу. При нагріві в першу чергу відбувається оплавлення окалини (t1230 °C), а потім тонкого поверхневого шару заготівки з мікро- і макродефектами. Оплавлення поверхневого шару дозволяє ліквідовувати дефекти заготівки 5 у вигляді мікро- і макротріщин і закатів (і інших дефектів прокатного походження), тобто створити якісну структуру перетину заготовки по всій її довжині. Подальше охолоджування заготовки 5 в камері 7 із захисним газом до температури t
ДивитисяДодаткова інформація
Автори англійськоюNikolaiev Viktor Oleksandrovych
Автори російськоюНиколаев Виктор Александрович
МПК / Мітки
МПК: B21C 1/16
Мітки: підготовки, спосіб, заготовки, поверхні, обробкою, тиском
Код посилання
<a href="https://ua.patents.su/4-98859-sposib-pidgotovki-poverkhni-zagotovki-pered-obrobkoyu-tiskom.html" target="_blank" rel="follow" title="База патентів України">Спосіб підготовки поверхні заготовки перед обробкою тиском</a>
Спосіб захисту заготівок від зварювання при нагріванні перед обробкою тиском
Номер патенту: 55703
Опубліковано: 27.12.2010
Автори: Богуславська Тетяна Миколаївна, Туяхов Анатолій Іванович
МПК: C21D 8/00, F27B 13/00
Мітки: захисту, зварювання, спосіб, заготівок, тиском, обробкою, нагріванні
Формула / Реферат:
Спосіб захисту заготівок від зварювання при нагріванні перед обробкою тиском, який включає послідовне переміщення заготівок в робочому просторі печі по зонах, їх нагрівання до температури, необхідної для обробки тиском, який відрізняється тим, що в процесі переміщення заготівок у високотемпературній зоні печі здійснюють почергове одноразове послідовне підведення поздовжніх граней заготівки на висоту від подини печі, рівну 0,15-0,20 товщини...
Спосіб видалення окалини з поверхні безперервнолитої заготовки
Номер патенту: 32580
Опубліковано: 26.05.2008
Автори: Ковура Олександр Борисович, Носоченко Олег Васильович, Буга Ілля Димитрович, Травінчев Олексій Анатолієвич, Кіба Ігор Петрович, Кислиця Вячеслав Володимирович, Галкін Володимир Валентинович
МПК: B21B 45/04
Мітки: окалини, видалення, безперервнолитої, заготовки, спосіб, поверхні
Формула / Реферат:
Спосіб видалення окалини з поверхні безперервнолитої заготовки, що включає подачу води під тиском через колектор з форсунками, направленими під кутом до поверхні переміщуваної заготовки, агрегат високого тиску з механізмами підйому-опускання колекторів, запірну і регулюючу апаратуру, який відрізняється тим, що при русі заготовки транспортним рольгангом від машини безперервного лиття заготовок, видалення окалини з поверхні заготовки проводять...
Спосіб підготовки поверхні металевих виробів перед нанесенням покриттів
Номер патенту: 80586
Опубліковано: 10.06.2013
Автор: Колесник Євген Валерійович
МПК: B05D 3/14, B23H 7/34, B23H 7/00, C25D 5/34
Мітки: металевих, нанесенням, покриттів, спосіб, підготовки, поверхні, виробів
Формула / Реферат:
Спосіб підготовки поверхні металевих виробів перед нанесенням покриттів, який включає формування підшару покриття, який відрізняється тим, що формування підшару здійснюється з електроліту, який містить сульфат заліза (II), сульфат алюмінію (III) та сульфат цинку (II) при наступному співвідношенні компонентів, г/л: FeSO4·7H2O 380-420 A12(SO4)3·18H2O 100-120 ...
Спосіб підготовки поверхні деталей перед газотермічним напиленням покриттів
Номер патенту: 67165
Опубліковано: 10.02.2012
Автори: Смаглюк Арсен Костянтинович, Роп'як Любомир Ярославович, Кустов Віктор Володимирович
МПК: B05D 3/14, B23H 7/00, B23H 7/34
Мітки: покриттів, поверхні, підготовки, напиленням, спосіб, деталей, газотермічним
Формула / Реферат:
Спосіб підготовки поверхні деталей перед газотермічним напиленням покриттів електроіскровою обробкою, що включає взаємне переміщення деталі та електрода, надання електроду коливального руху відносно деталі з періодичним дотиканням до поверхні деталі та подачу напруги на деталь та електрод від джерела живлення, який відрізняється тим, що деталь розташовують в порожнині контейнера-електрода, яка заповнена електропровідними частинками розміром...
Спосіб підключення електродугового плазмотрона для підігрівання металу перед механічною обробкою
Номер патенту: 46991
Опубліковано: 11.01.2010
Автори: Дзюба В'ячеслав Леонідович, Корсунов Костянтин Анатолійович
Мітки: плазмотрона, підключення, електродугового, механічною, обробкою, підігрівання, спосіб, металу
Формула / Реферат:
Спосіб підключення електродугового плазмотрона для підігрівання металу перед механічною обробкою, який полягає в тому, що електроди і метал, що оброблюється, підключають до джерела живлення, який відрізняється тим, що внутрішній електрод, зовнішній електрод і метал, що оброблюється, підключають до джерела живлення у режимі як прямої полярності, так і зворотної полярності.
Попередній патент: Спосіб періопераційної оцінки ступеня та стадії печінкової недостатності у хворих із доброякісною патологією гепатопанкреатобіліарної зони
Наступний патент: Композиція інгредієнтів для приготування соусу червоного основного функціонального призначення
Випадковий патент: Пристрій для формування розосередженого свердловинного заряду вибухової речовини