Спосіб зварювання вузлів металевої сітки
Номер патенту: 99193
Опубліковано: 25.07.2012
Автори: Пилипчук Євгеній Михайлович, Алексєєнко Анатолій Павлович, Шевченко Василь Петрович, Калеко Давид Михайлович
Формула / Реферат
1. Спосіб зварювання вузлів металевої сітки, при якому сітку деформують гарячою прокаткою, який відрізняється тим, що один чи обидва валки мають температуру 0,6-0,7 температури плавлення матеріалу сітки.
2. Спосіб за п. 1, який відрізняється тим, що валки виготовляють з матеріалу, який не має гарячої адгезії до матеріалу сітки.
3. Спосіб за п. 1 або 2, який відрізняється тим, що відстань між валками вибирають рівною товщині дроту або такою, що перевищує її не більш ніж на 20 %.
Текст
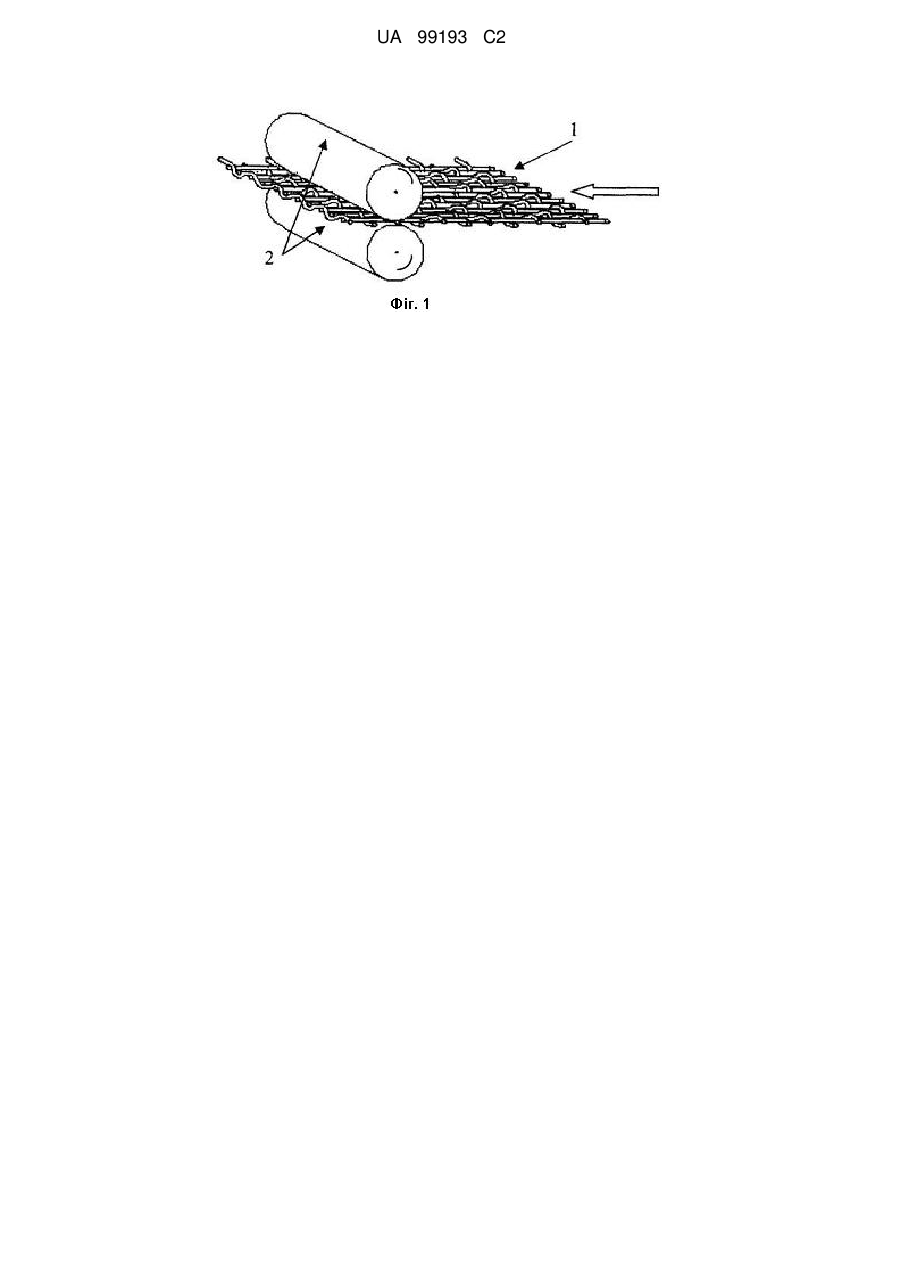
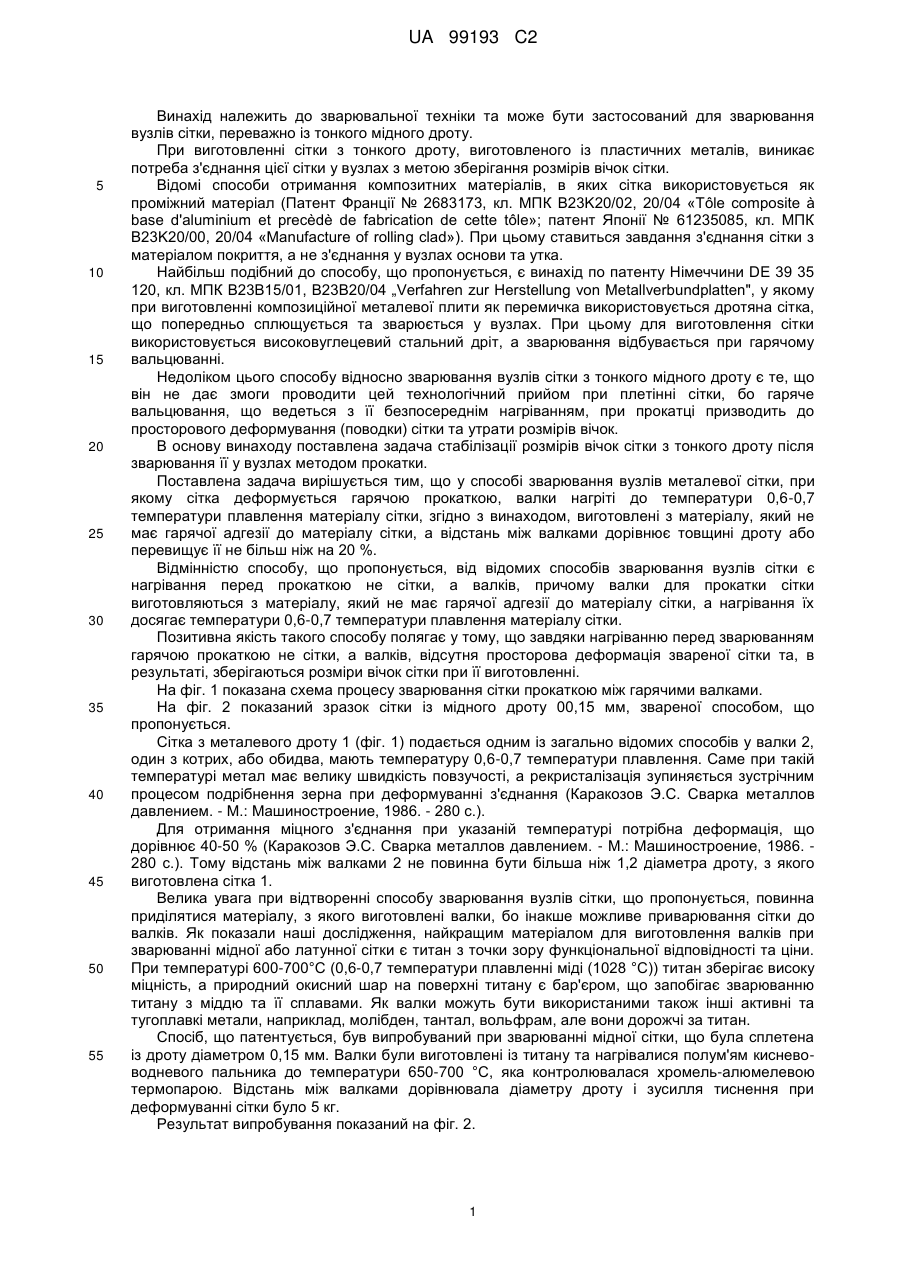
Реферат: Винахід належить до зварювальної техніки та може бути застосований для зварювання вузлів сітки, переважно із тонкого мідного дроту. З метою стабілізації розмірів вічок сітки з тонкого дроту після зварювання її у вузлах методом прокатки валки нагрівають до температури 0,6-0,7 температури плавлення матеріалу сітки та виготовляють з матеріалу, який не має гарячої адгезії до матеріалу сітки, а відстань між валками дорівнює товщині дроту або перевищує її не більш ніж на 20 %. UA 99193 C2 (12) UA 99193 C2 UA 99193 C2 5 10 15 20 25 30 35 40 45 50 55 Винахід належить до зварювальної техніки та може бути застосований для зварювання вузлів сітки, переважно із тонкого мідного дроту. При виготовленні сітки з тонкого дроту, виготовленого із пластичних металів, виникає потреба з'єднання цієї сітки у вузлах з метою зберігання розмірів вічок сітки. Відомі способи отримання композитних матеріалів, в яких сітка використовується як проміжний матеріал (Патент Франції № 2683173, кл. МПК В23K20/02, 20/04 «Тôle composite à base d'aluminium et precèdè de fabrication de cette tôle»; патент Японії № 61235085, кл. МПК В23K20/00, 20/04 «Manufacture of rolling clad»). При цьому ставиться завдання з'єднання сітки з матеріалом покриття, а не з'єднання у вузлах основи та утка. Найбільш подібний до способу, що пропонується, є винахід по патенту Німеччини DE 39 35 120, кл. МПК В23В15/01, В23В20/04 „Verfahren zur Herstellung von Metallverbundplatten", у якому при виготовленні композиційної металевої плити як перемичка використовується дротяна сітка, що попередньо сплющується та зварюється у вузлах. При цьому для виготовлення сітки використовується високовуглецевий стальний дріт, а зварювання відбувається при гарячому вальцюванні. Недоліком цього способу відносно зварювання вузлів сітки з тонкого мідного дроту є те, що він не дає змоги проводити цей технологічний прийом при плетінні сітки, бо гаряче вальцювання, що ведеться з її безпосереднім нагріванням, при прокатці призводить до просторового деформування (поводки) сітки та утрати розмірів вічок. В основу винаходу поставлена задача стабілізації розмірів вічок сітки з тонкого дроту після зварювання її у вузлах методом прокатки. Поставлена задача вирішується тим, що у способі зварювання вузлів металевої сітки, при якому сітка деформується гарячою прокаткою, валки нагріті до температури 0,6-0,7 температури плавлення матеріалу сітки, згідно з винаходом, виготовлені з матеріалу, який не має гарячої адгезії до матеріалу сітки, а відстань між валками дорівнює товщині дроту або перевищує її не більш ніж на 20 %. Відмінністю способу, що пропонується, від відомих способів зварювання вузлів сітки є нагрівання перед прокаткою не сітки, а валків, причому валки для прокатки сітки виготовляються з матеріалу, який не має гарячої адгезії до матеріалу сітки, а нагрівання їх досягає температури 0,6-0,7 температури плавлення матеріалу сітки. Позитивна якість такого способу полягає у тому, що завдяки нагріванню перед зварюванням гарячою прокаткою не сітки, а валків, відсутня просторова деформація звареної сітки та, в результаті, зберігаються розміри вічок сітки при її виготовленні. На фіг. 1 показана схема процесу зварювання сітки прокаткою між гарячими валками. На фіг. 2 показаний зразок сітки із мідного дроту 00,15 мм, звареної способом, що пропонується. Сітка з металевого дроту 1 (фіг. 1) подається одним із загально відомих способів у валки 2, один з котрих, або обидва, мають температуру 0,6-0,7 температури плавлення. Саме при такій температурі метал має велику швидкість повзучості, а рекристалізація зупиняється зустрічним процесом подрібнення зерна при деформуванні з'єднання (Каракозов Э.С. Сварка металлов давлением. - М.: Машиностроение, 1986. - 280 с.). Для отримання міцного з'єднання при указаній температурі потрібна деформація, що дорівнює 40-50 % (Каракозов Э.С. Сварка металлов давлением. - М.: Машиностроение, 1986. 280 с.). Тому відстань між валками 2 не повинна бути більша ніж 1,2 діаметра дроту, з якого виготовлена сітка 1. Велика увага при відтворенні способу зварювання вузлів сітки, що пропонується, повинна приділятися матеріалу, з якого виготовлені валки, бо інакше можливе приварювання сітки до валків. Як показали наші дослідження, найкращим матеріалом для виготовлення валків при зварюванні мідної або латунної сітки є титан з точки зору функціональної відповідності та ціни. При температурі 600-700°С (0,6-0,7 температури плавленні міді (1028 °С)) титан зберігає високу міцність, а природний окисний шар на поверхні титану є бар'єром, що запобігає зварюванню титану з міддю та її сплавами. Як валки можуть бути використаними також інші активні та тугоплавкі метали, наприклад, молібден, тантал, вольфрам, але вони дорожчі за титан. Спосіб, що патентується, був випробуваний при зварюванні мідної сітки, що була сплетена із дроту діаметром 0,15 мм. Валки були виготовлені із титану та нагрівалися полум'ям кисневоводневого пальника до температури 650-700 °С, яка контролювалася хромель-алюмелевою термопарою. Відстань між валками дорівнювала діаметру дроту і зусилля тиснення при деформуванні сітки було 5 кг. Результат випробування показаний на фіг. 2. 1 UA 99193 C2 Треба зауважити, що форма плетіння сітки не має значення при використанні способу, що патентується. ФОРМУЛА ВИНАХОДУ 5 10 1. Спосіб зварювання вузлів металевої сітки, при якому сітку деформують гарячою прокаткою, який відрізняється тим, що один чи обидва валки мають температуру 0,6-0,7 температури плавлення матеріалу сітки. 2. Спосіб за п. 1, який відрізняється тим, що валки виготовляють з матеріалу, який не має гарячої адгезії до матеріалу сітки. 3. Спосіб за п. 1 або 2, який відрізняється тим, що відстань між валками вибирають рівною товщині дроту або такою, що перевищує її не більш ніж на 20 %. Комп’ютерна верстка В. Мацело Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 2
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for welding metal mesh nodes
Автори англійськоюAleksieienko Anatolii Pavlovych, Kaleko Davyd Mykhailovych, Pylypchuk Yevhenii Mykhailovych, Shevhenko Vasyl Petrovych
Назва патенту російськоюСпособ сварки узлов металлической сетки
Автори російськоюАлексеенко Анатолий Павлович, Калеко Давид Михайлович, Пилипчук Евгений Михайлович, Шевченко Василий Петрович
МПК / Мітки
МПК: B23K 20/04
Мітки: металевої, спосіб, зварювання, сітки, вузлів
Код посилання
<a href="https://ua.patents.su/4-99193-sposib-zvaryuvannya-vuzliv-metalevo-sitki.html" target="_blank" rel="follow" title="База патентів України">Спосіб зварювання вузлів металевої сітки</a>
Пристрій для виготовлення крученої металевої сітки
Номер патенту: 3375
Опубліковано: 15.11.2004
Автори: Гавриш Володимир Степанович, Медвідь Олександр Сергійович, Медвідь Сергій Хомович
МПК: B21F 27/00
Мітки: крученої, металевої, виготовлення, пристрій, сітки
Формула / Реферат:
Пристрій для виготовлення крученої металевої сітки, що включає вузол подачі дротів, вузол формування їх у вічка, вузол введення дротин в пази шестерень і виведення готових скрутнів, який складається з верхньої і нижньої штанг та пластини з трапецієподібними вікнами, що закріплені на двох каретках, вузол скручування дротів, вузол протягнення готової сітки та пружинних компенсаторів, що розміщені на станині, який відрізняється тим, що верхня...
Побутовий верстат для виготовлення металевої сітки
Номер патенту: 38480
Опубліковано: 15.07.2003
Автор: Важненко Олександр Борисович
МПК: B21F 27/00
Мітки: верстат, побутовий, виготовлення, сітки, металевої
Формула / Реферат:
1. Побутовий верстат для виготовлення металевої сітки, який містить станину, на якій встановлені механізм формування спіралі, що включає навивальний ніж та шнек і датчик обертів, електропривід, який з'єднаний з механізмом формування спіралі, який відрізняється тим, що на станині додатково встановлений електронний пристрій управління, який через магнітний пускач зв’язаний з електроприводом, а датчик обертів зв’язаний з електронним пристроєм...
Станок для виготовлення плетеної металевої сітки

Номер патенту: 923
Опубліковано: 15.12.1993
Автори: Ляш Сергій Іванович, Балабат Любов Миколаївна, Ляш Іван Сергійович, Черненко Олександр Романович, Кульбіда Євген Пантелейович, Фатєєв Сергій Михайлович, Носик Микола Іванович
МПК: B21F 27/00
Мітки: виготовлення, сітки, металевої, плетеної, станок
Формула / Реферат:
Станок для изготовления плетеной металлической сетки, содержащий смонтированные на станине механизм формирования спирали прядей сетки с полым цилиндром, имеющим винтовой сквозной паз с размещенным в полом цилиндре с возможностью вращения вокруг оси навивки спирали навивочным ножом, задний конец которого соединен посредством вала с приводом вращения, и механизм резки сформированных прядей сетки, отличающийся тем, что он снабжен закрепленным на...
Спосіб пайки петель трикотажної сітки з мідного дроту
Номер патенту: 50188
Опубліковано: 25.05.2010
Автори: Коханий Валерій Олексійович, Кохана Ірина Миколаївна, Нешпор Олексій Вячеславович, Вішняков Леон Романович
МПК: B21F 15/00, B64D 45/00
Мітки: трикотажної, мідного, пайки, петель, дроту, сітки, спосіб
Формула / Реферат:
1. Спосіб пайки петель трикотажної сітки з мідного дроту, покритого легкоплавким припоєм на основі олова, що включає пайку місць контактів дроту, послідовним пресуванням із утворенням в місцях дотику петель суміжних рядів сітки нерознімних контактів між дротами, який відрізняється тим, що послідовне пресування сітки здійснюють при температурі на 40-60 °С вище температури плавлення припою прикладанням тиску від 10 до 20 кПа на площі сітки від...
Спосіб зварювання термічним олівцем

Номер патенту: 13200
Опубліковано: 15.03.2006
Автор: Набок Микола Романович
МПК: B23K 9/00
Мітки: зварювання, термічним, спосіб, олівцем
Формула / Реферат:
Спосіб зварювання термічним олівцем, що провоlдять за допомогою електрода, який виготовляють з стального дроту та покривають дрібною крейдою на силікатному клею, при цьому термічний олівець також виготовляють з стального дроту та покривають алюмінієвими і залізними ошурками на силікатному клею, а на кінці олівця виконана затравка з бертолетової солі на силікатному клею, яка ініціює реакцію горіння та зварювання металів.
Попередній патент: Спосіб очищення монооксиду азоту
Наступний патент: Антитіло, яке специфічно зв’язується з людським flt3
Випадковий патент: Спосіб оцінки захисної функції кальцію в умовах свинцевої інтоксикації