Правильний інструмент
Номер патенту: 99265
Опубліковано: 25.05.2015
Автори: Севідова Олена Костянтинівна, Пижов Іван Миколайович, Гуцаленко Юрій Григорійович, Степанова Ірина Ігоревна


Формула / Реферат
Правильний інструмент, що складається із корпуса та закріпленого на ньому металевою зв'язкою робочого елемента із надтвердих матеріалів з поверхневим алмазоподібним шаром, який відрізняється тим, що на поверхні металевої зв'язки сформоване зносостійке композиційне покриття.
Текст
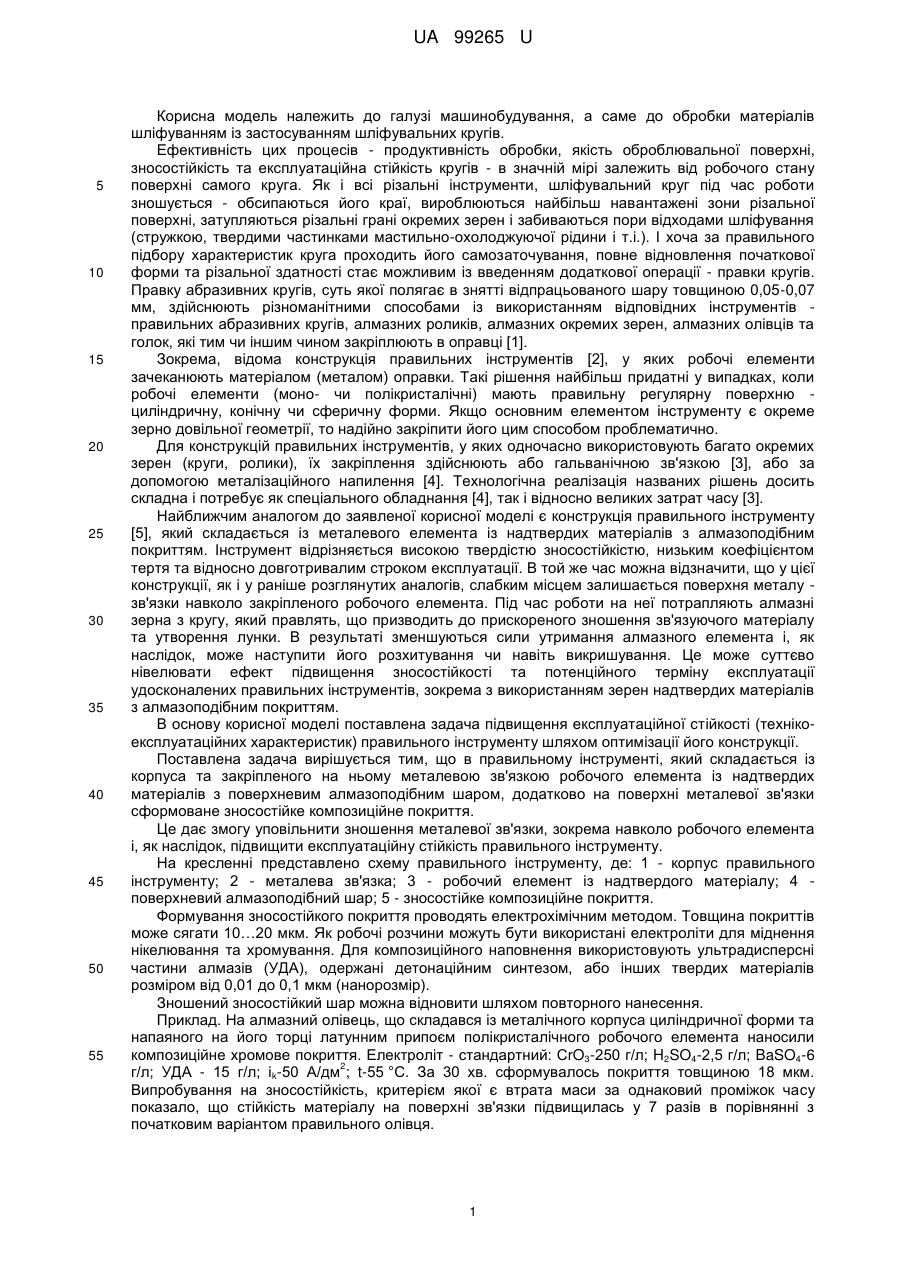
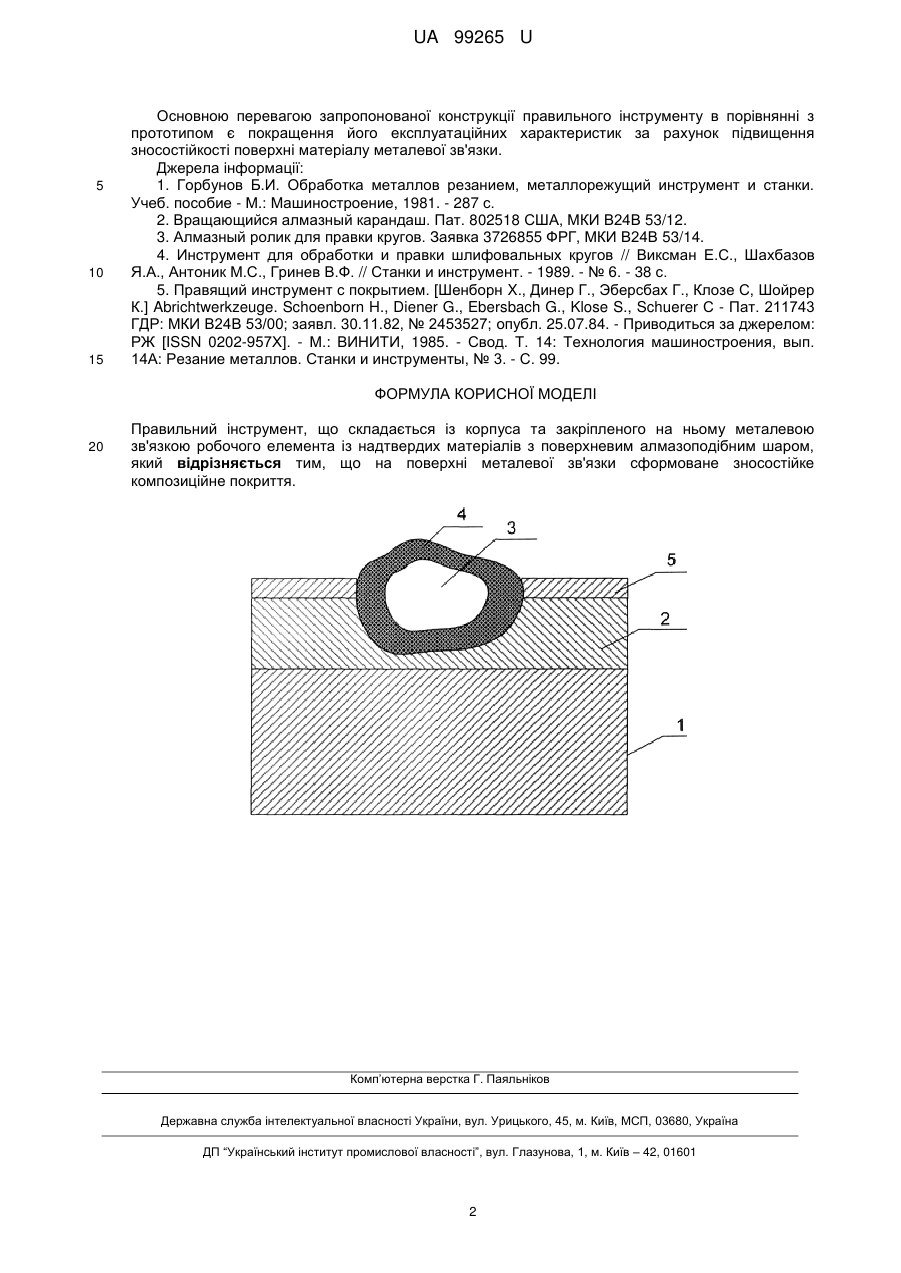
Реферат: Правильний інструмент складається із корпуса та закріпленого на ньому металевою зв'язкою робочого елемента із надтвердих матеріалів з поверхневим алмазоподібним шаром. На поверхні металевої зв'язки сформоване зносостійке композиційне покриття. UA 99265 U (54) ПРАВИЛЬНИЙ ІНСТРУМЕНТ UA 99265 U UA 99265 U 5 10 15 20 25 30 35 40 45 50 55 Корисна модель належить до галузі машинобудування, а саме до обробки матеріалів шліфуванням із застосуванням шліфувальних кругів. Ефективність цих процесів - продуктивність обробки, якість оброблювальної поверхні, зносостійкість та експлуатаційна стійкість кругів - в значній мірі залежить від робочого стану поверхні самого круга. Як і всі різальні інструменти, шліфувальний круг під час роботи зношується - обсипаються його краї, вироблюються найбільш навантажені зони різальної поверхні, затупляються різальні грані окремих зерен і забиваються пори відходами шліфування (стружкою, твердими частинками мастильно-охолоджуючої рідини і т.і.). І хоча за правильного підбору характеристик круга проходить його самозаточування, повне відновлення початкової форми та різальної здатності стає можливим із введенням додаткової операції - правки кругів. Правку абразивних кругів, суть якої полягає в знятті відпрацьованого шару товщиною 0,05-0,07 мм, здійснюють різноманітними способами із використанням відповідних інструментів правильних абразивних кругів, алмазних роликів, алмазних окремих зерен, алмазних олівців та голок, які тим чи іншим чином закріплюють в оправці [1]. Зокрема, відома конструкція правильних інструментів [2], у яких робочі елементи зачеканюють матеріалом (металом) оправки. Такі рішення найбільш придатні у випадках, коли робочі елементи (моно- чи полікристалічні) мають правильну регулярну поверхню циліндричну, конічну чи сферичну форми. Якщо основним елементом інструменту є окреме зерно довільної геометрії, то надійно закріпити його цим способом проблематично. Для конструкцій правильних інструментів, у яких одночасно використовують багато окремих зерен (круги, ролики), їх закріплення здійснюють або гальванічною зв'язкою [3], або за допомогою металізаційного напилення [4]. Технологічна реалізація названих рішень досить складна і потребує як спеціального обладнання [4], так і відносно великих затрат часу [3]. Найближчим аналогом до заявленої корисної моделі є конструкція правильного інструменту [5], який складається із металевого елемента із надтвердих матеріалів з алмазоподібним покриттям. Інструмент відрізняється високою твердістю зносостійкістю, низьким коефіцієнтом тертя та відносно довготривалим строком експлуатації. В той же час можна відзначити, що у цієї конструкції, як і у раніше розглянутих аналогів, слабким місцем залишається поверхня металу зв'язки навколо закріпленого робочого елемента. Під час роботи на неї потрапляють алмазні зерна з кругу, який правлять, що призводить до прискореного зношення зв'язуючого матеріалу та утворення лунки. В результаті зменшуються сили утримання алмазного елемента і, як наслідок, може наступити його розхитування чи навіть викришування. Це може суттєво нівелювати ефект підвищення зносостійкості та потенційного терміну експлуатації удосконалених правильних інструментів, зокрема з використанням зерен надтвердих матеріалів з алмазоподібним покриттям. В основу корисної моделі поставлена задача підвищення експлуатаційної стійкості (технікоексплуатаційних характеристик) правильного інструменту шляхом оптимізації його конструкції. Поставлена задача вирішується тим, що в правильному інструменті, який складається із корпуса та закріпленого на ньому металевою зв'язкою робочого елемента із надтвердих матеріалів з поверхневим алмазоподібним шаром, додатково на поверхні металевої зв'язки сформоване зносостійке композиційне покриття. Це дає змогу уповільнити зношення металевої зв'язки, зокрема навколо робочого елемента і, як наслідок, підвищити експлуатаційну стійкість правильного інструменту. На кресленні представлено схему правильного інструменту, де: 1 - корпус правильного інструменту; 2 - металева зв'язка; 3 - робочий елемент із надтвердого матеріалу; 4 поверхневий алмазоподібний шар; 5 - зносостійке композиційне покриття. Формування зносостійкого покриття проводять електрохімічним методом. Товщина покриттів може сягати 10…20 мкм. Як робочі розчини можуть бути використані електроліти для міднення нікелювання та хромування. Для композиційного наповнення використовують ультрадисперсні частини алмазів (УДА), одержані детонаційним синтезом, або інших твердих матеріалів розміром від 0,01 до 0,1 мкм (нанорозмір). Зношений зносостійкий шар можна відновити шляхом повторного нанесення. Приклад. На алмазний олівець, що складався із металічного корпуса циліндричної форми та напаяного на його торці латунним припоєм полікристалічного робочого елемента наносили композиційне хромове покриття. Електроліт - стандартний: СrO3-250 г/л; H2SO4-2,5 г/л; BaSO4-6 2 г/л; УДА - 15 г/л; іk-50 А/дм ; t-55 °C. За 30 хв. сформувалось покриття товщиною 18 мкм. Випробування на зносостійкість, критерієм якої є втрата маси за однаковий проміжок часу показало, що стійкість матеріалу на поверхні зв'язки підвищилась у 7 разів в порівнянні з початковим варіантом правильного олівця. 1 UA 99265 U 5 10 15 Основною перевагою запропонованої конструкції правильного інструменту в порівнянні з прототипом є покращення його експлуатаційних характеристик за рахунок підвищення зносостійкості поверхні матеріалу металевої зв'язки. Джерела інформації: 1. Горбунов Б.И. Обработка металлов резанием, металлорежущий инструмент и станки. Учеб. пособие - М.: Машиностроение, 1981. - 287 с. 2. Вращающийся алмазный карандаш. Пат. 802518 США, МКИ В24В 53/12. 3. Алмазный ролик для правки кругов. Заявка 3726855 ФРГ, МКИ В24В 53/14. 4. Инструмент для обработки и правки шлифовальных кругов // Виксман Е.С., Шахбазов Я.А., Антоник М.С., Гринев В.Ф. // Станки и инструмент. - 1989. - № 6. - 38 с. 5. Правящий инструмент с покрытием. [Шенборн X., Динер Г., Эберсбах Г., Клозе С, Шойрер К.] Abrichtwerkzeuge. Schoenborn H., Diener G., Ebersbach G., Klose S., Schuerer С - Пат. 211743 ГДР: МКИ В24В 53/00; заявл. 30.11.82, № 2453527; опубл. 25.07.84. - Приводиться за джерелом: РЖ [ISSN 0202-957Х]. - М.: ВИНИТИ, 1985. - Свод. Т. 14: Технология машиностроения, вып. 14А: Резание металлов. Станки и инструменты, № 3. - С. 99. ФОРМУЛА КОРИСНОЇ МОДЕЛІ 20 Правильний інструмент, що складається із корпуса та закріпленого на ньому металевою зв'язкою робочого елемента із надтвердих матеріалів з поверхневим алмазоподібним шаром, який відрізняється тим, що на поверхні металевої зв'язки сформоване зносостійке композиційне покриття. Комп’ютерна верстка Г. Паяльніков Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 2
ДивитисяДодаткова інформація
Автори англійськоюSevydova Olena Kostiantynivna, Pyzhov Ivan Mykolaiovych, Hutsalenko Yurii Hryhoriiovych
Автори російськоюСевидова Елена Константиновна, Пыжов Иван Николаевич, Гуцаленко Юрий Григорьевич
МПК / Мітки
МПК: B24B 53/00
Мітки: інструмент, правильний
Код посилання
<a href="https://ua.patents.su/4-99265-pravilnijj-instrument.html" target="_blank" rel="follow" title="База патентів України">Правильний інструмент</a>
Правильний олівець
Номер патенту: 81377
Опубліковано: 25.12.2007
Автор: Черенов Олексій Борисович
МПК: B24B 53/12, B24D 18/00
Мітки: олівець, правильний
Формула / Реферат:
1. Правильний олівець, що містить корпус, у глухому центральному отворі якого запресована вставка з рівномірно розташованими по колу або співвісно корпусу різальними елементами, довжина яких перевищує найбільший розмір поперечного перерізу, який відрізняється тим, що він оснащений шайбою з отворами, співвісними різальним елементам, надітою на них, жорстко прикріпленою до корпуса і вставки, а робочі крайки різальних елементів розташовані в...
Інструмент для фінішної обробки сферичних поверхонь
Номер патенту: 56986
Опубліковано: 10.02.2011
Автори: Філатов Юрій Данилович, Сирота Ольга Олегівна
МПК: B24D 7/00
Мітки: інструмент, сферичних, фінішної, обробки, поверхонь
Формула / Реферат:
Інструмент для фінішної обробки сферичних поверхонь, що містить корпус сферичної форми з закріпленим на ньому робочим елементом, в центрі якого виконано отвір, який відрізняється тим, що отвір виконано циліндричної форми, причому відношення діаметра d отвору на поверхні робочого елемента до діаметра D інструменту вибрано, виходячи із відношення 0,3≤d/D≤0,6.
Різальний інструмент
Номер патенту: 57353
Опубліковано: 25.02.2011
Автори: Осадчий Олександр Анатолійович, Девін Леонід Миколайович
МПК: B23B 27/16
Мітки: інструмент, різальний
Формула / Реферат:
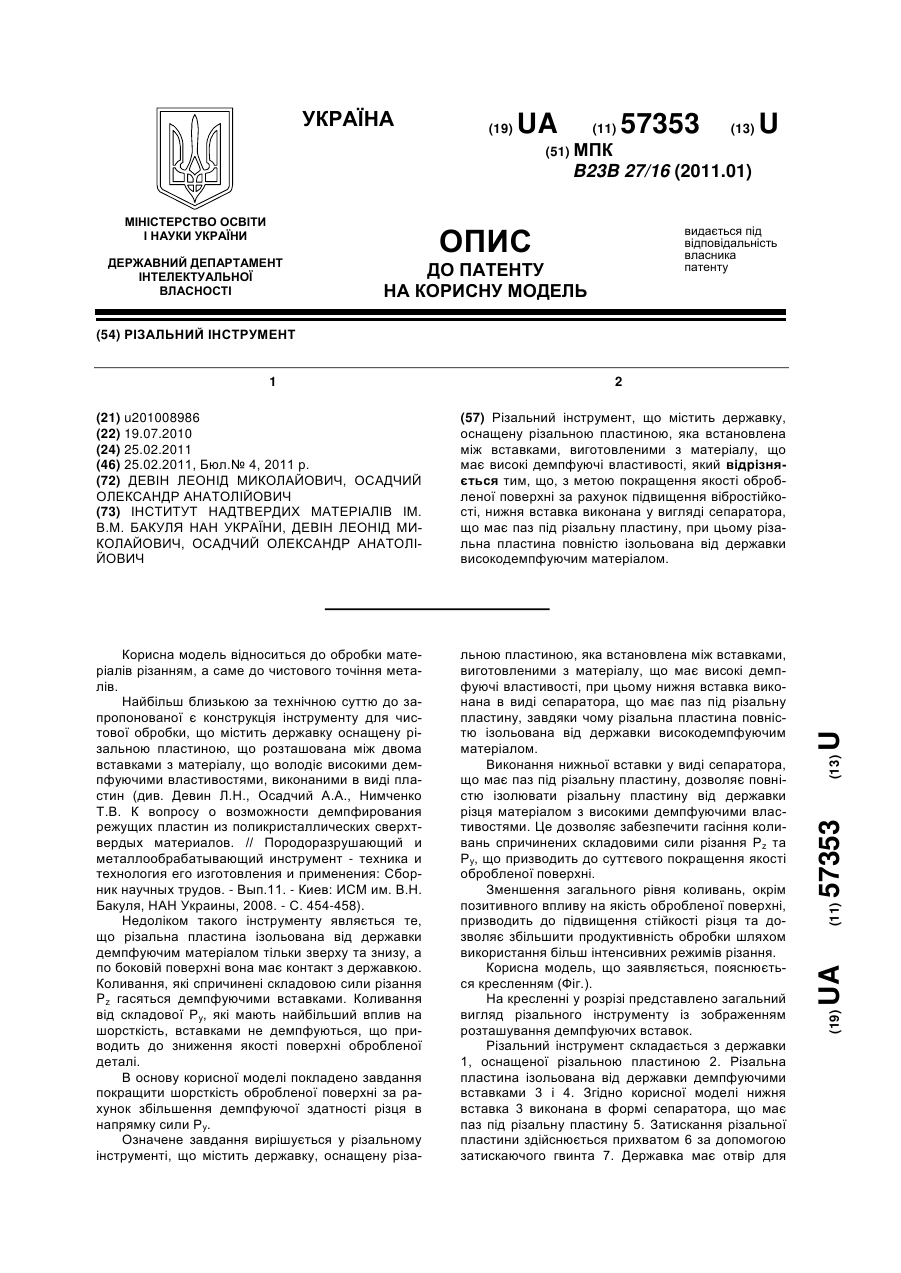
Різальний інструмент, що містить державку, оснащену різальною пластиною, яка встановлена між вставками, виготовленими з матеріалу, що має високі демпфуючі властивості, який відрізняється тим, що, з метою покращення якості обробленої поверхні за рахунок підвищення вібростійкості, нижня вставка виконана у вигляді сепаратора, що має паз під різальну пластину, при цьому різальна пластина повністю ізольована від державки високодемпфуючим...
Шліфувально-полірувальний інструмент для обробки плоских поверхонь
Номер патенту: 62530
Опубліковано: 25.08.2011
Автори: Руденко Марія Андріївна, Філатов Юрій Данилович, Філатов Олександр Юрієвич
МПК: B24D 7/00
Мітки: інструмент, шліфувально-полірувальний, обробки, поверхонь, плоских
Формула / Реферат:
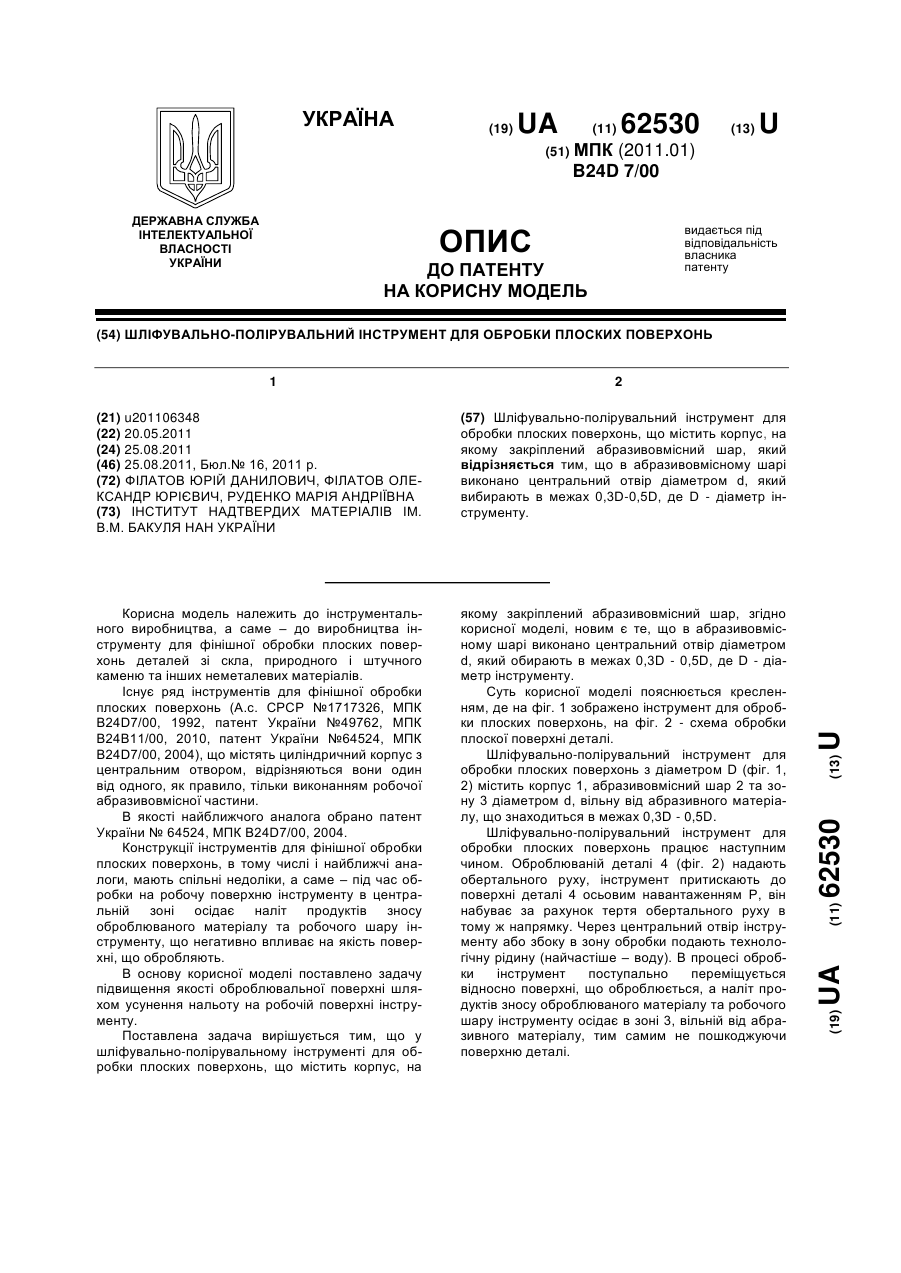
Шліфувально-полірувальний інструмент для обробки плоских поверхонь, що містить корпус, на якому закріплений абразивовмісний шар, який відрізняється тим, що в абразивовмісному шарі виконано центральний отвір діаметром d, який вибирають в межах 0,3D-0,5D, де D - діаметр інструменту.
Правильний комплекс правлення круглого прокату

Номер патенту: 77420
Опубліковано: 15.12.2006
Автори: Алексєєнко Богдан Георгійович, Алексієнко Георгій Якович, Хацкелян Ігор Павлович, Остапенко Георгій Леонідович, Федосов Володимир Гарольдович
МПК: B21D 3/00
Мітки: прокату, комплекс, круглого, правлення, правильний
Формула / Реферат:
1.Правильний комплекс правлення круглого прокату, що містить вхідний і вихідний рольганги, механізм утримання прокату від обертання і примусового його переміщення уздовж лінії подачі в правильний пристрій (механізм подачі прокату), що являє собою розподільний корпус обертання (РКО) з розміщеними в ньому правильними касетами, зміщеними щодо його осі обертання і нахиленими до неї під кутом із заданою схемою нахилу, механізм утримання прокату...
Попередній патент: Змішувач сипких матеріалів
Наступний патент: Паштет м’ясний з грибним пюре
Випадковий патент: Буферний каскад