Спосіб алмазної обробки алмазних твердосплавних пластинок
Номер патенту: 22566
Опубліковано: 17.03.1998
Формула / Реферат
Способ алмазной обработки алмазных твердосплавных пластин, включающий установку обрабатываемой пластины с возможностью перемещения, шлифование торцом алмазного круга, полировку, отличающийся тем, что при шлифовании и полировке производят подачу на алмазную твердосплавную пластинку ультразвуковых колебаний частотой 18-28 кГц с амплитудой колебаний 20-80 мкм.
Текст
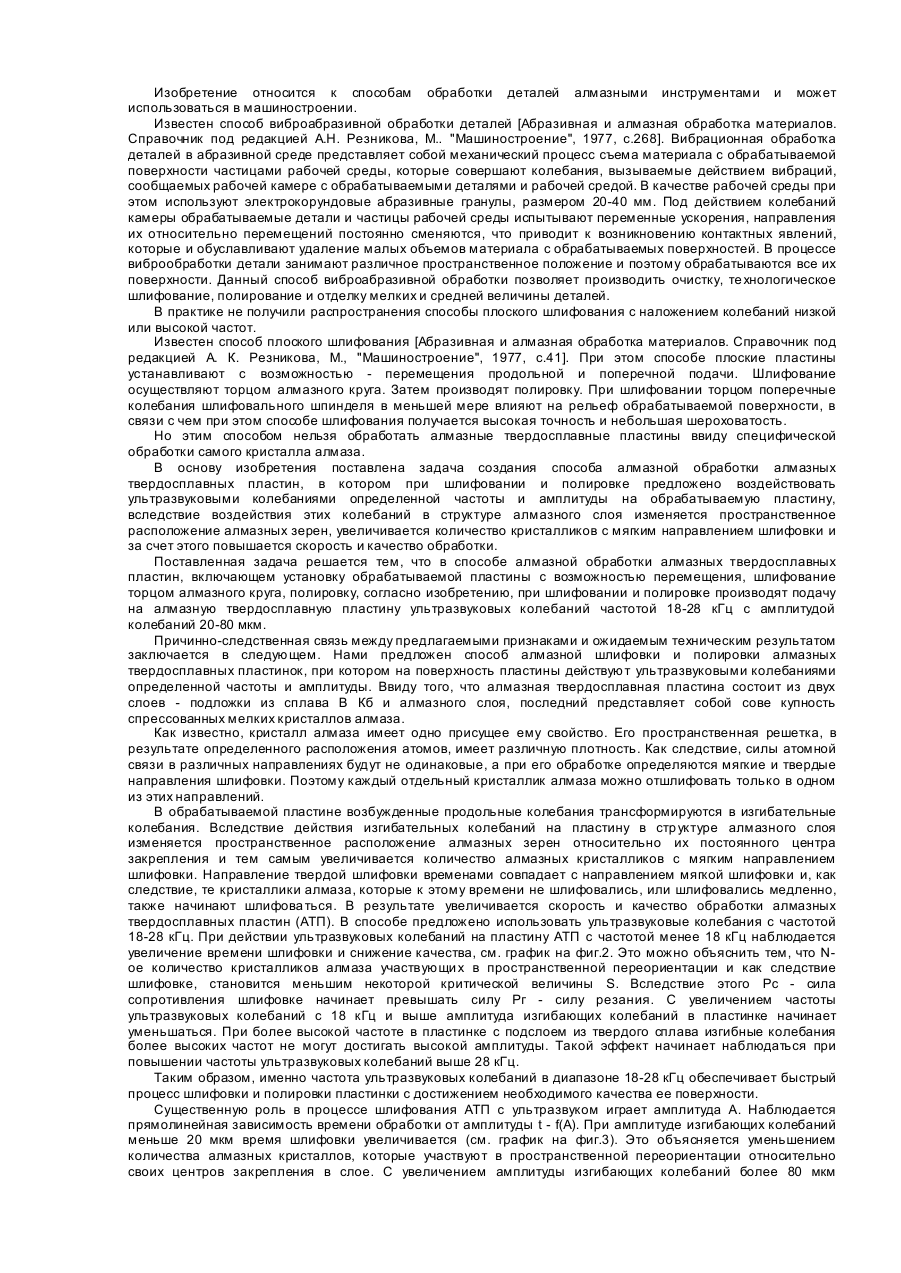
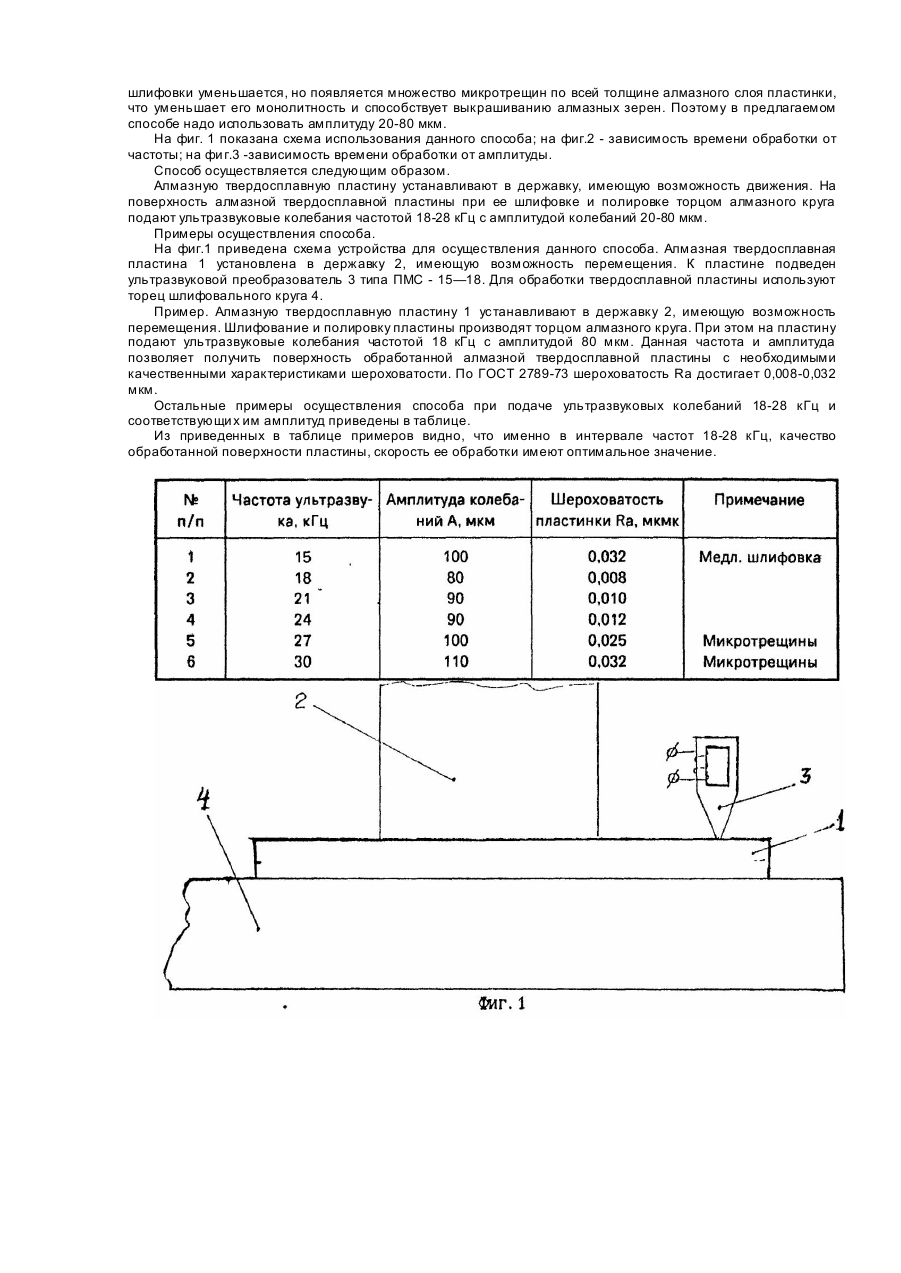
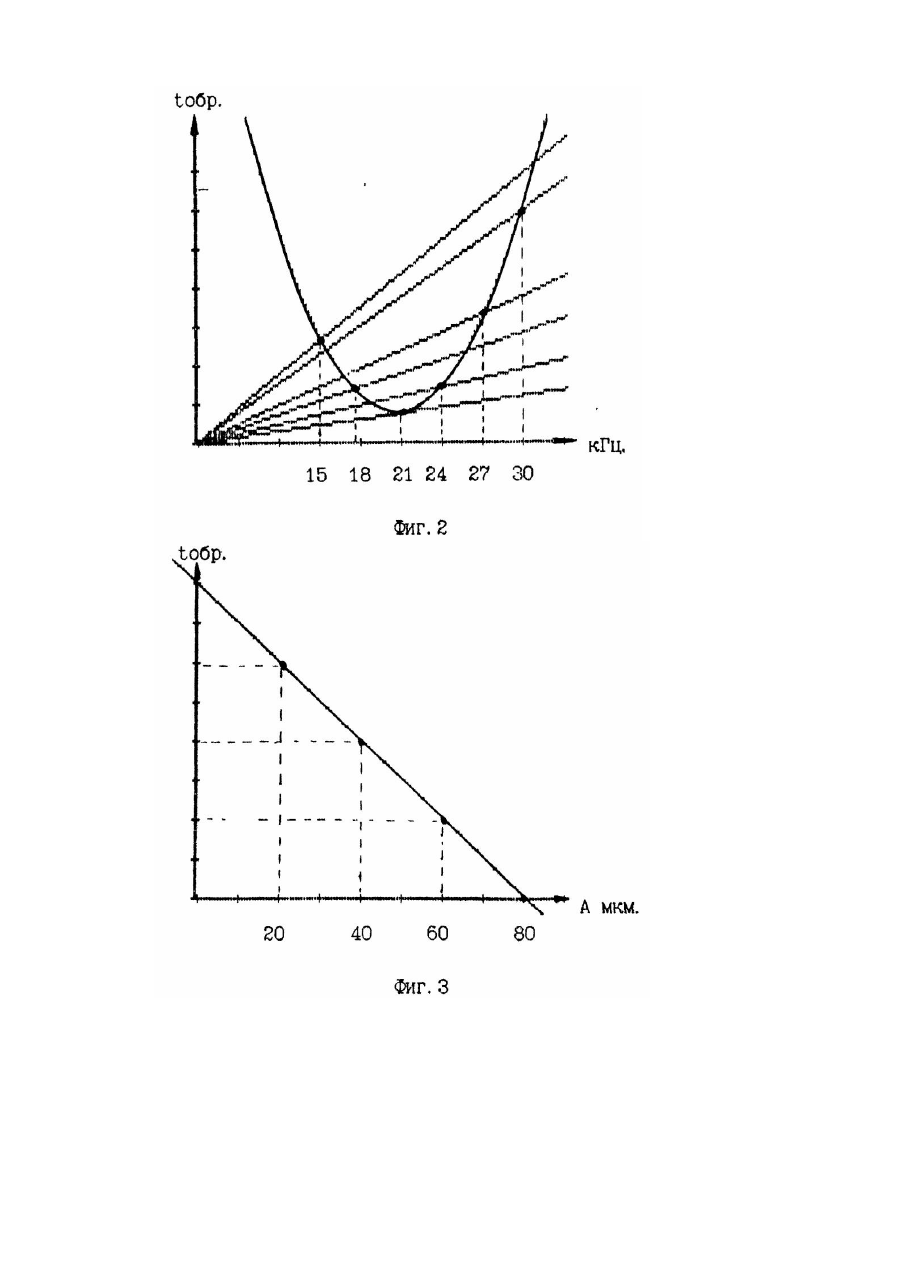
Изобретение относится к способам обработки деталей алмазными инструментами и может использоваться в машиностроении. Известен способ виброабразивной обработки деталей [Абразивная и алмазная обработка материалов. Справочник под редакцией А.Н. Резникова, М.. "Машиностроение", 1977, с.268]. Вибрационная обработка деталей в абразивной среде представляет собой механический процесс съема материала с обрабатываемой поверхности частицами рабочей среды, которые совершают колебания, вызываемые действием вибраций, сообщаемых рабочей камере с обрабатываемыми деталями и рабочей средой. В качестве рабочей среды при этом используют электрокорундовые абразивные гранулы, размером 20-40 мм. Под действием колебаний камеры обрабатываемые детали и частицы рабочей среды испытывают переменные ускорения, направления их относительно перемещений постоянно сменяются, что приводит к возникновению контактных явлений, которые и обуславливают удаление малых объемов материала с обрабатываемых поверхностей. В процессе виброобработки детали занимают различное пространственное положение и поэтому обрабатываются все их поверхности. Данный способ виброабразивной обработки позволяет производить очистку, те хнологическое шлифование, полирование и отделку мелких и средней величины деталей. В практике не получили распространения способы плоского шлифования с наложением колебаний низкой или высокой частот. Известен способ плоского шлифования [Абразивная и алмазная обработка материалов. Справочник под редакцией А. К. Резникова, М., "Машиностроение", 1977, с.41]. При этом способе плоские пластины устанавливают с возможностью - перемещения продольной и поперечной подачи. Шлифование осуществляют торцом алмазного круга. Затем производят полировку. При шлифовании торцом поперечные колебания шлифовального шпинделя в меньшей мере влияют на рельеф обрабатываемой поверхности, в связи с чем при этом способе шлифования получается высокая точность и небольшая шероховатость. Но этим способом нельзя обработать алмазные твердосплавные пластины ввиду специфической обработки самого кристалла алмаза. В основу изобретения поставлена задача создания способа алмазной обработки алмазных твердосплавных пластин, в котором при шлифовании и полировке предложено воздействовать ультразвуковыми колебаниями определенной частоты и амплитуды на обрабатываемую пластину, вследствие воздействия этих колебаний в структуре алмазного слоя изменяется пространственное расположение алмазных зерен, увеличивается количество кристалликов с мягким направлением шлифовки и за счет этого повышается скорость и качество обработки. Поставленная задача решается тем, что в способе алмазной обработки алмазных твердосплавных пластин, включающем установку обрабатываемой пластины с возможностью перемещения, шлифование торцом алмазного круга, полировку, согласно изобретению, при шлифовании и полировке производят подачу на алмазную твердосплавную пластину ультразвуковых колебаний частотой 18-28 кГц с амплитудой колебаний 20-80 мкм. Причинно-следственная связь между предлагаемыми признаками и ожидаемым техническим результатом заключается в следующем. Нами предложен способ алмазной шлифовки и полировки алмазных твердосплавных пластинок, при котором на поверхность пластины действуют ультразвуковыми колебаниями определенной частоты и амплитуды. Ввиду того, что алмазная твердосплавная пластина состоит из двух слоев - подложки из сплава В Кб и алмазного слоя, последний представляет собой сове купность спрессованных мелких кристаллов алмаза. Как известно, кристалл алмаза имеет одно присущее ему свойство. Его пространственная решетка, в результате определенного расположения атомов, имеет различную плотность. Как следствие, силы атомной связи в различных направлениях будут не одинаковые, а при его обработке определяются мягкие и твердые направления шлифовки. Поэтому каждый отдельный кристаллик алмаза можно отшлифовать только в одном из этих направлений. В обрабатываемой пластине возбужденные продольные колебания трансформируются в изгибательные колебания. Вследствие действия изгибательных колебаний на пластину в стр уктуре алмазного слоя изменяется пространственное расположение алмазных зерен относительно их постоянного центра закрепления и тем самым увеличивается количество алмазных кристалликов с мягким направлением шлифовки. Направление твердой шлифовки временами совпадает с направлением мягкой шлифовки и, как следствие,те кристаллики алмаза, которые к этому времени не шлифовались, или шлифовались медленно, также начинают шлифова ться. В результате увеличивается скорость и качество обработки алмазных твердосплавных пластин (АТП). В способе предложено использовать ультразвуковые колебания с частотой 18-28 кГц. При действии ультразвуковых колебаний на пластину АТП с частотой менее 18 кГц наблюдается увеличение времени шлифовки и снижение качества, см. график на фиг.2. Это можно объяснить тем, что Noe количество кристалликов алмаза участвующи х в пространственной переориентации и как следствие шлифовке, становится меньшим некоторой критической величины S. Вследствие этого Рс - сила сопротивления шлифовке начинает превышать силу Рг - силу резания. С увеличением частоты ультразвуковых колебаний с 18 кГц и выше амплитуда изгибающих колебаний в пластинке начинает уменьшаться. При более высокой частоте в пластинке с подслоем из твердого сплава изгибные колебания более высоких частот не могут достигать высокой амплитуды. Такой эффект начинает наблюдаться при повышении частоты ультразвуковых колебаний выше 28 кГц. Таким образом, именно частота ультразвуковых колебаний в диапазоне 18-28 кГц обеспечивает быстрый процесс шлифовки и полировки пластинки с достижением необходимого качества ее поверхности. Существенную роль в процессе шлифования АТП с ультразвуком играет амплитуда А. Наблюдается прямолинейная зависимость времени обработки от амплитуды t - f(A). При амплитуде изгибающих колебаний меньше 20 мкм время шлифовки увеличивается (см. график на фиг.3). Это объясняется уменьшением количества алмазных кристаллов, которые участвуют в пространственной переориентации относительно своих центров закрепления в слое. С увеличением амплитуды изгибающих колебаний более 80 мкм шлифовки уменьшается, но появляется множество микротрещин по всей толщине алмазного слоя пластинки, что уменьшает его монолитность и способствует выкрашиванию алмазных зерен. Поэтому в предлагаемом способе надо использовать амплитуду 20-80 мкм. На фиг. 1 показана схема использования данного способа; на фиг.2 - зависимость времени обработки от частоты; на фи г.3 -зависимость времени обработки от амплитуды. Способ осуществляется следующим образом. Алмазную твердосплавную пластину устанавливают в державку, имеющую возможность движения. На поверхность алмазной твердосплавной пластины при ее шлифовке и полировке торцом алмазного круга подают ультразвуковые колебания частотой 18-28 кГц с амплитудой колебаний 20-80 мкм. Примеры осуществления способа. На фиг.1 приведена схема устройства для осуществления данного способа. Алмазная твердосплавная пластина 1 установлена в державку 2, имеющую возможность перемещения. К пластине подведен ультразвуковой преобразователь 3 типа ПМС - 15—18. Для обработки твердосплавной пластины используют торец шлифовального круга 4. Пример. Алмазную твердосплавную пластину 1 устанавливают в державку 2, имеющую возможность перемещения. Шлифование и полировку пластины производят торцом алмазного круга. При этом на пластину подают ультразвуковые колебания частотой 18 кГц с амплитудой 80 мкм. Данная частота и амплитуда позволяет получить поверхность обработанной алмазной твердосплавной пластины с необходимыми качественными характеристиками шероховатости. По ГОСТ 2789-73 шероховатость Ra достигает 0,008-0,032 мкм. Остальные примеры осуществления способа при подаче ультразвуковых колебаний 18-28 кГц и соответствующи х им амплитуд приведены в таблице. Из приведенных в таблице примеров видно, что именно в интервале частот 18-28 кГц, качество обработанной поверхности пластины, скорость ее обработки имеют оптимальное значение.
ДивитисяДодаткова інформація
Автори англійськоюSukhenko Yurii Hryhorovych
Автори російськоюСухенко Юрий Григорьевич
МПК / Мітки
МПК: B24B 7/00
Мітки: твердосплавних, пластинок, алмазних, обробки, спосіб, алмазної
Код посилання
<a href="https://ua.patents.su/3-22566-sposib-almazno-obrobki-almaznikh-tverdosplavnikh-plastinok.html" target="_blank" rel="follow" title="База патентів України">Спосіб алмазної обробки алмазних твердосплавних пластинок</a>
Спосіб виготовлення алмазних вставок
Номер патенту: 2398
Опубліковано: 26.12.1994
Автори: Ісаєнко Леонід Олексійович, Травін Вячеслав Миколайович
МПК: B28D 5/00
Мітки: спосіб, вставок, алмазних, виготовлення
Формула / Реферат:
Способ изготовления алмазных вставок, включающий шлифование площадки, придание формы, огранку верха и низа, отличающийся тем, что, с целью использования производственных отходов алмазного сырья в виде пластин толщиной 0,6—0,9 мм, придание формы придают огранкой или обдиркой ее периметра, огранку низа производят гранями с углом наклона 15—20° с бриллиантировкой клиньями по ребрам, а огранку верха производят в виде площадки или таблицы с...
Мастильно-охолоджуюча рідина для алмазної обробки скла
Номер патенту: 3274
Опубліковано: 27.12.1994
Автори: Шкарапата Ярослав Євстафієвич, Сембай Євген Іллярович, Курильова Олена Франтишківна, Литвин Борис Леонідович, Смірнова Олена Іувеналіївна, Соколик Василь Михайлович, Сошко Олександр Іванович
МПК: C10M 173/02, C10N 30/06, C10M 133/08, C10N 40/20
Мітки: алмазної, мастильно-охолоджуюча, обробки, рідина, скла
Формула / Реферат:
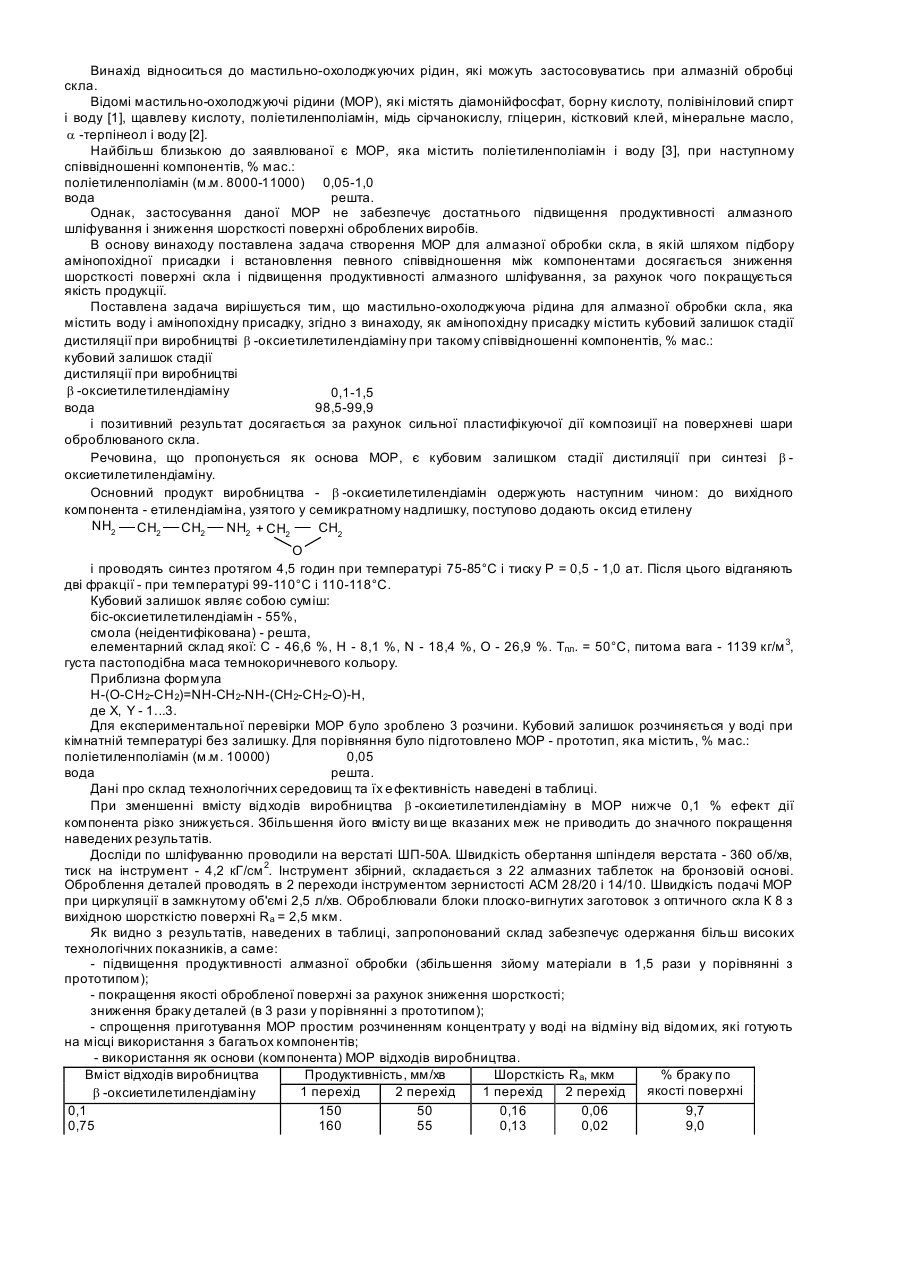
Смазочно-охлаждающая жидкость для алмазной обработки стекла, содержащая воду и аминопроизводную присадку, отличающаяся тем, что жидкость в качестве аминопроизводной присадки содержит кубовый остаток стадии дистилляции при производстве -оксиэтилэтилендиамина при следующем соотношении компонентов, в % мас.: кубовый остаток стадии дистилляции при производстве...
Спосіб виготовлення алмазних дисків
Номер патенту: 17532
Опубліковано: 06.05.1997
Автори: Ющенко Анатолій Васильович, Ющенко Тетяна Іванівна, Лободзінський Олександр Пантелеймонович, Знаменський Георгій Миколайович, Цисарь Інна Олександрівна, Полянська Галина Павлівна
Мітки: дисків, спосіб, виготовлення, алмазних
Формула / Реферат:
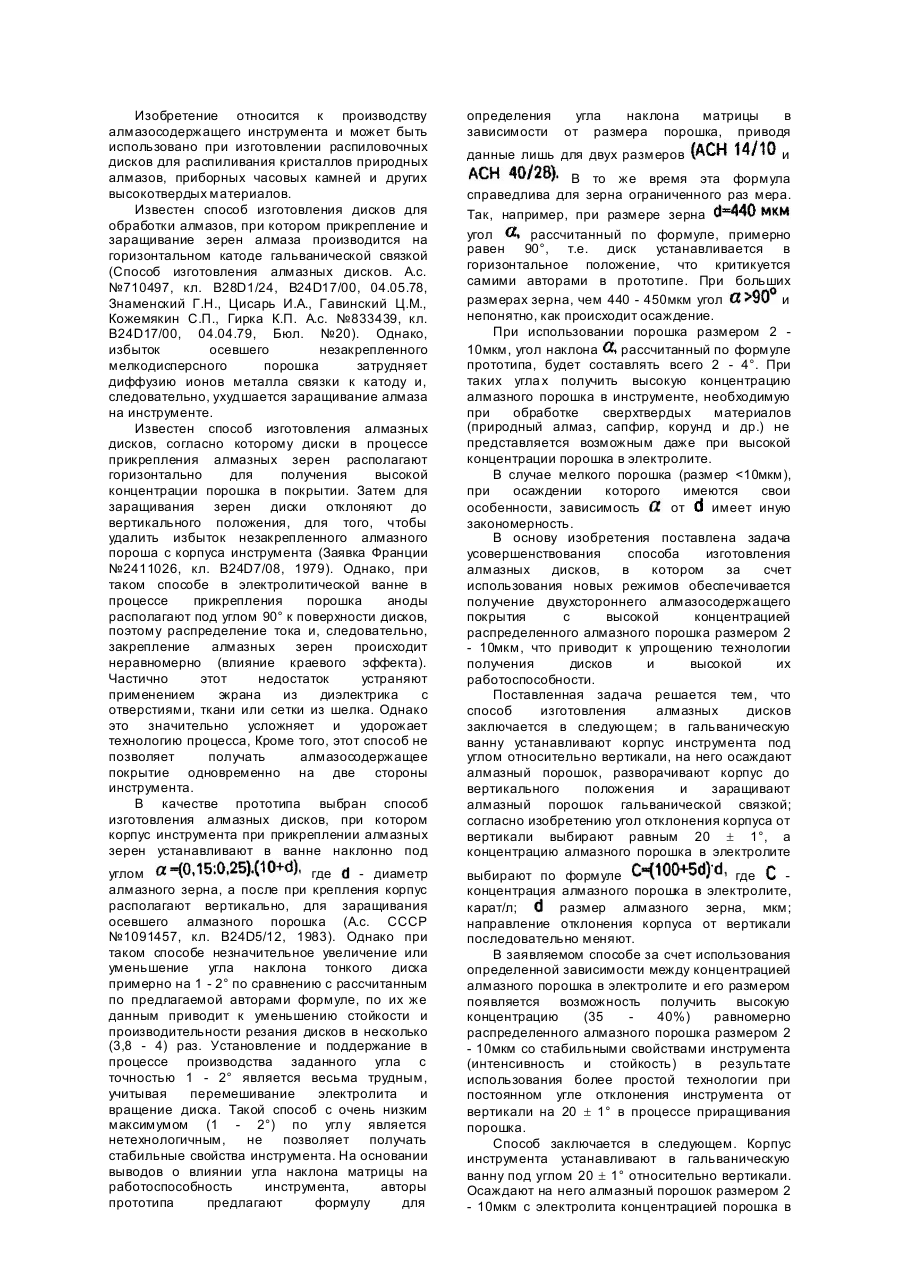
1. Способ изготовления алмазных дисков, при котором в гальваническую ванну устанавливают корпус инструмента под углом относительно вертикали, осаждают на него алмазный порошок, разворачивают корпус до вертикального положения и заращивают алмазный порошок гальванической связкой, отличающийся тем, что, угол отклонения корпуса от вертикали выбирают равным 20 ± 1°, а концентрацию алмазного порошка в электролите выбирают по формуле где -...
Спосіб виготовлення алмазно-твердосплавних пластин
Номер патенту: 20172
Опубліковано: 25.12.1997
Автори: Урюков Борис Олексійович, Новіков Микола Васильович, Полторацький Володимир Григорович, Гаргін Вячеслав Герасимович, Манжар Василь Олексійович, Уман Семен Мойсейович, Нікітін Юрій Іванович, Шульженко Олександр Олександрович
МПК: C01B 31/06
Мітки: спосіб, пластин, виготовлення, алмазно-твердосплавних
Текст:
...м/с) 30 За критерий износостойкости испытуемых пластин принимали величину площадки. Износ у алмазно-твердоeg сплавных пластин, полученных по предлагаемому способу, составляет 0,3 мм при пути строгания 300 м, а изделий, полученных по способу—прототипу 0,5 мм. 55 Таким образом, износостойкость пластины по предлагаемому способу в 1,5 раза выше, чем изделий, получен ных по способу-прототипу. Согласно технологии, изложенной в примере, был...
Спосіб термічної обробки твердосплавних елементів ріжучого інструменту
Номер патенту: 21065
Опубліковано: 04.11.1997
Автори: Коровайченко Юрій Миколайович, Коровайченко Валентина Володимирівна
МПК: C21D 1/00
Мітки: термічної, ріжучого, обробки, інструменту, елементів, твердосплавних, спосіб
Формула / Реферат:
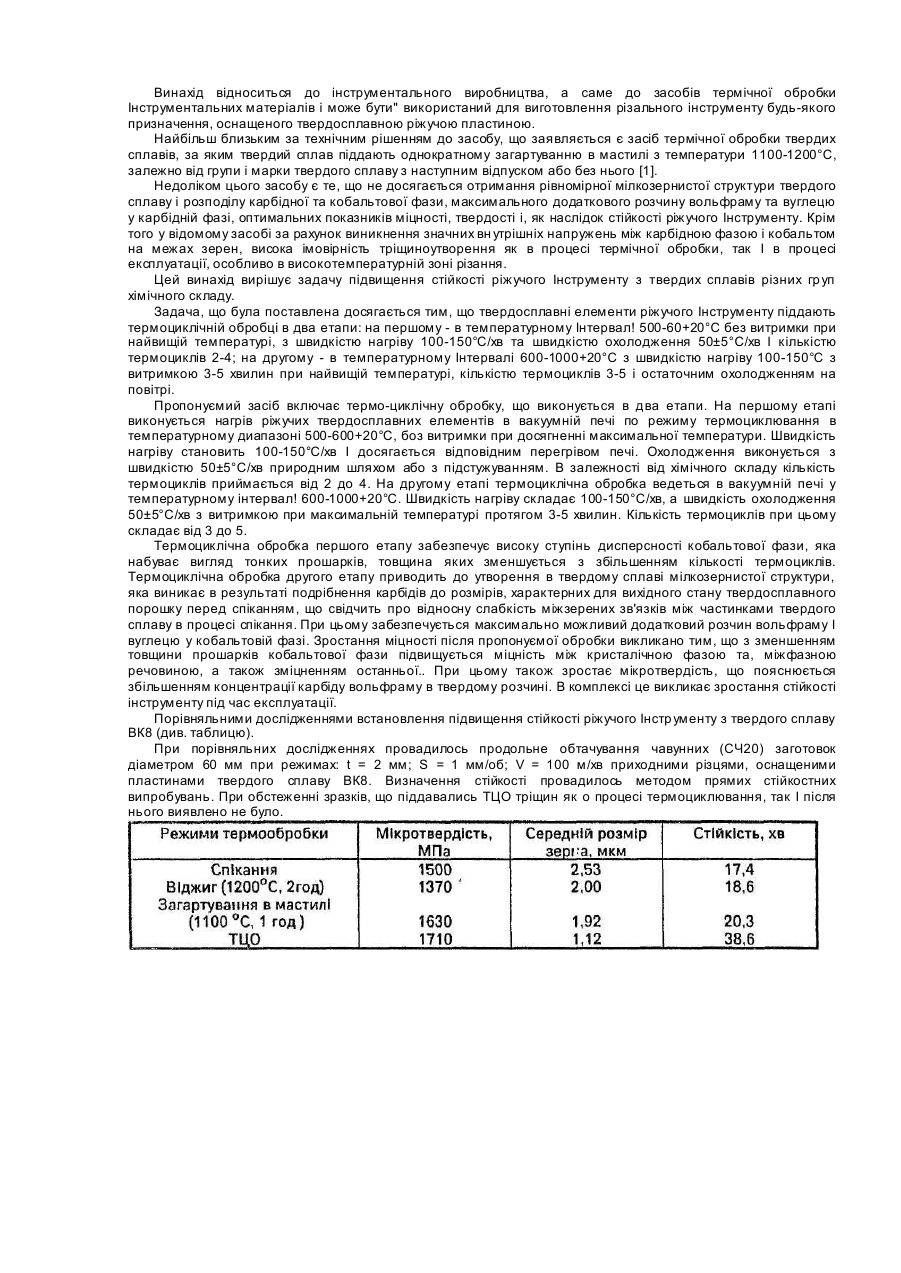
Спосіб термічної обробки твердосплавних елементів ріжучого інструменту, включаючий їх термічну обробку, який відрізняється тим, що твердосплавні елементи піддають термоциклічній обробці в два етапи: в температурному інтервалі 500-600+20°С, без витримки при максимальній температурі, з швидкістю нагріву 100— 150°С/хв та швидкістю охолодження 50± ±5°С/хв i кількістю термоциклів 2-4 i в температурному інтервалі 600-1000+20°С з швидкістю нагріву...
Попередній патент: Спосіб виробництва вершкового масла
Наступний патент: Спосіб лікування косоокості
Випадковий патент: Контактна накладка електричного контакту