Пристрій для точкового конденсаторного зварювання, переважно тугоплавких матеріалів
Номер патенту: 30514
Опубліковано: 15.11.2000
Автори: Самотий Володимир Васильович, Білобородченко Володимир Іванович
Формула / Реферат
Пристрій для точкового конденсаторного зварювання, переважно тугоплавких матеріалів, який містить джерело напруги, що з'єднане з першим тиристором та через перший діод - з накопичувальним конденсатором, зварювальний трансформатор, первинна обмотка якого має принаймні один проміжний вивід, вхід та вихід її під'єднані відповідно до другого діоду та першого тиристора, а вторинна обмотка є виходом пристрою, який відрізняється тим, що в нього введені другий тиристор та прохідний конденсатор, причому останній включений між другим діодом та накопичувальним конденсатором, що під'єднаний через другий тиристор до проміжного виводу первинної обмотки зварювального трансформатора.
Текст
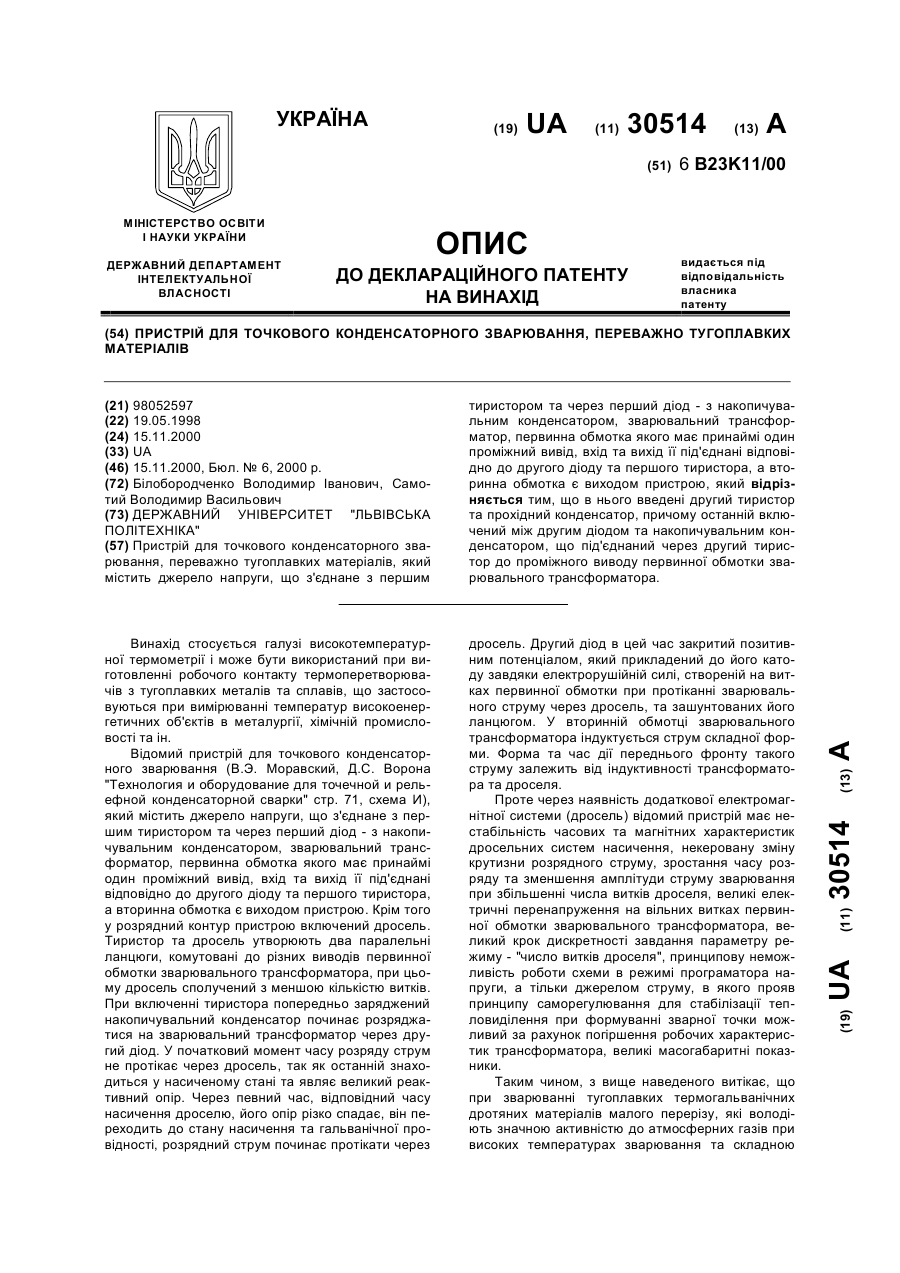
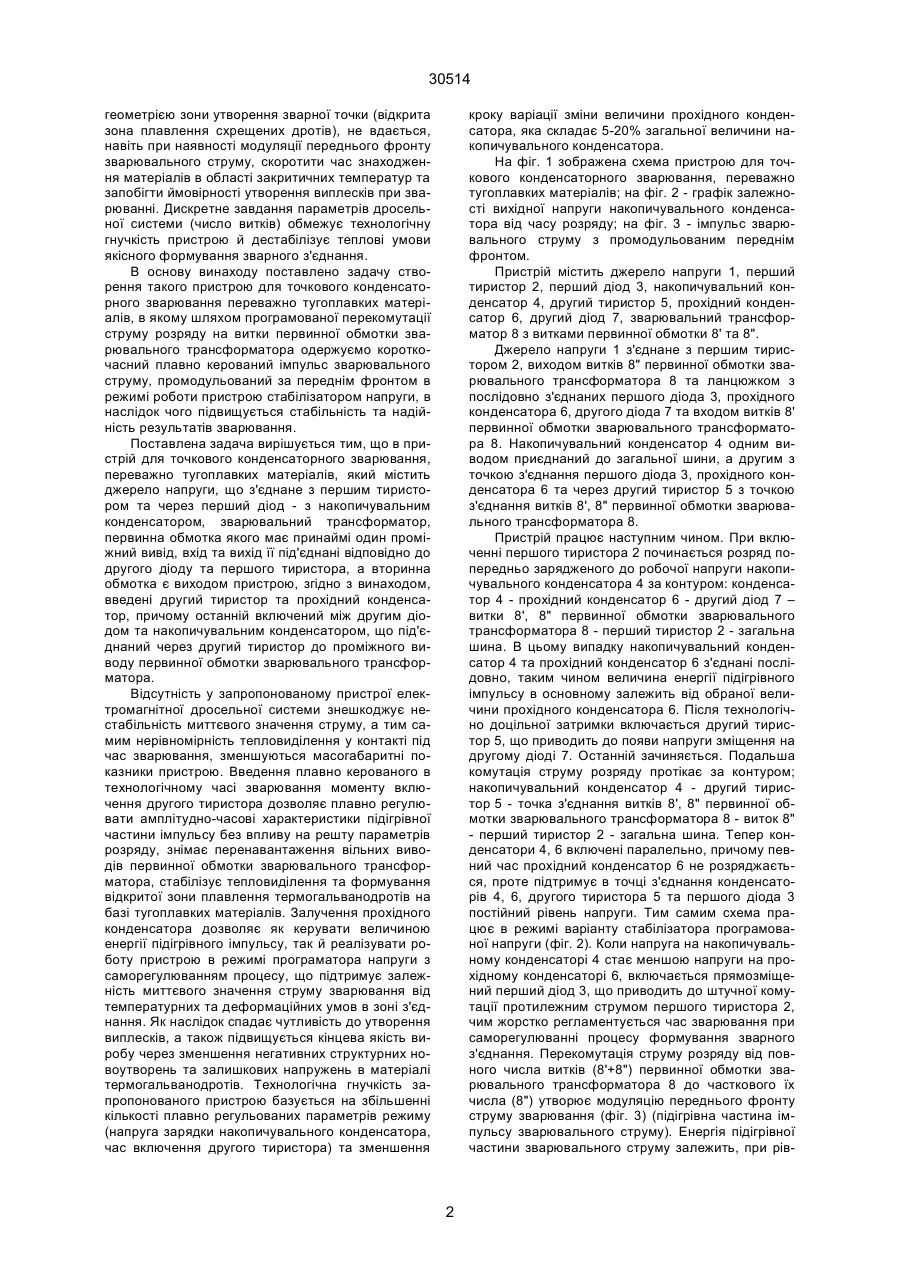
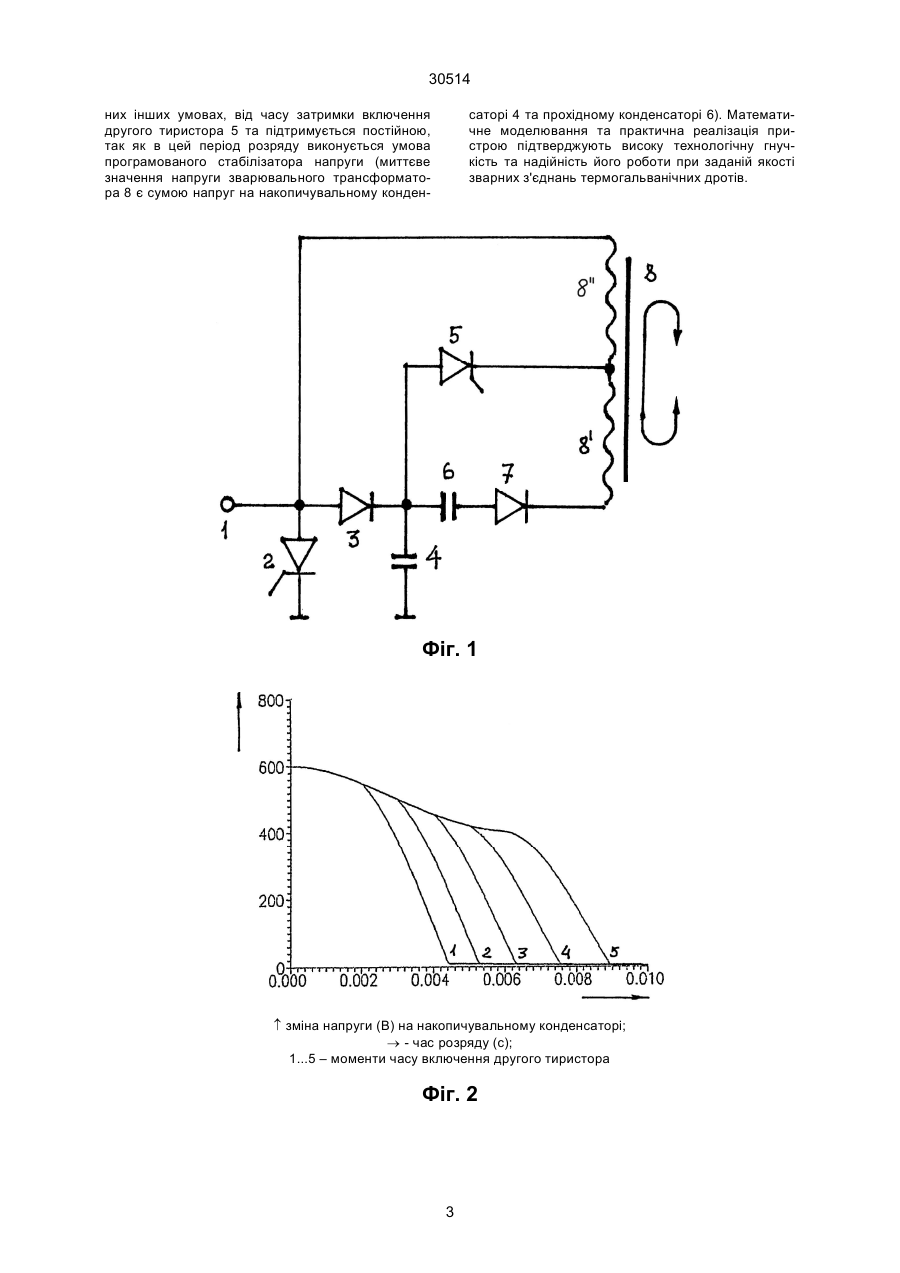
Пристрій для точкового конденсаторного зварювання, переважно тугоплавких матеріалів, який містить джерело напруги, що з'єднане з першим 30514 геометрією зони утворення зварної точки (відкрита зона плавлення схрещених дротів), не вдається, навіть при наявності модуляції переднього фронту зварювального струму, скоротити час знаходження матеріалів в області закритичних температур та запобігти ймовірності утворення виплесків при зварюванні. Дискретне завдання параметрів дросельної системи (число витків) обмежує технологічну гнучкість пристрою й дестабілізує теплові умови якісного формування зварного з'єднання. В основу винаходу поставлено задачу створення такого пристрою для точкового конденсаторного зварювання переважно тугоплавких матеріалів, в якому шляхом програмованої перекомутації струму розряду на витки первинної обмотки зварювального трансформатора одержуємо короткочасний плавно керований імпульс зварювального струму, промодульований за переднім фронтом в режимі роботи пристрою стабілізатором напруги, в наслідок чого підвищується стабільність та надійність результатів зварювання. Поставлена задача вирішується тим, що в пристрій для точкового конденсаторного зварювання, переважно тугоплавких матеріалів, який містить джерело напруги, що з'єднане з першим тиристором та через перший діод - з накопичувальним конденсатором, зварювальний трансформатор, первинна обмотка якого має принаймі один проміжний вивід, вхід та вихід її під'єднані відповідно до другого діоду та першого тиристора, а вторинна обмотка є виходом пристрою, згідно з винаходом, введені другий тиристор та прохідний конденсатор, причому останній включений між другим діодом та накопичувальним конденсатором, що під'єднаний через другий тиристор до проміжного виводу первинної обмотки зварювального трансформатора. Відсутність у запропонованому пристрої електромагнітної дросельної системи знешкоджує нестабільність миттєвого значення струму, а тим самим нерівномірність тепловиділення у контакті під час зварювання, зменшуються масогабаритні показники пристрою. Введення плавно керованого в технологічному часі зварювання моменту включення другого тиристора дозволяє плавно регулювати амплітудно-часові характеристики підігрівної частини імпульсу без впливу на решту параметрів розряду, знімає перенавантаження вільних виводів первинної обмотки зварювального трансформатора, стабілізує тепловиділення та формування відкритої зони плавлення термогальванодротів на базі тугоплавких матеріалів. Залучення прохідного конденсатора дозволяє як керувати величиною енергії підігрівного імпульсу, так й реалізувати роботу пристрою в режимі програматора напруги з саморегулюванням процесу, що підтримує залежність миттєвого значення струму зварювання від температурних та деформаційних умов в зоні з'єднання. Як наслідок спадає чутливість до утворення виплесків, а також підвищується кінцева якість виробу через зменшення негативних структурних новоутворень та залишкових напружень в матеріалі термогальванодротів. Технологічна гнучкість запропонованого пристрою базується на збільшенні кількості плавно регульованих параметрів режиму (напруга зарядки накопичувального конденсатора, час включення другого тиристора) та зменшення кроку варіації зміни величини прохідного конденсатора, яка складає 5-20% загальної величини накопичувального конденсатора. На фіг. 1 зображена схема пристрою для точкового конденсаторного зварювання, переважно тугоплавких матеріалів; на фіг. 2 - графік залежності вихідної напруги накопичувального конденсатора від часу розряду; на фіг. 3 - імпульс зварювального струму з промодульованим переднім фронтом. Пристрій містить джерело напруги 1, перший тиристор 2, перший діод 3, накопичувальний конденсатор 4, другий тиристор 5, прохідний конденсатор 6, другий діод 7, зварювальний трансформатор 8 з витками первинної обмотки 8' та 8". Джерело напруги 1 з'єднане з першим тиристором 2, виходом витків 8" первинної обмотки зварювального трансформатора 8 та ланцюжком з послідовно з'єднаних першого діода 3, прохідного конденсатора 6, другого діода 7 та входом витків 8' первинної обмотки зварювального трансформатора 8. Накопичувальний конденсатор 4 одним виводом приєднаний до загальної шини, а другим з точкою з'єднання першого діода 3, прохідного конденсатора 6 та через другий тиристор 5 з точкою з'єднання витків 8', 8" первинної обмотки зварювального трансформатора 8. Пристрій працює наступним чином. При включенні першого тиристора 2 починається розряд попередньо зарядженого до робочої напруги накопичувального конденсатора 4 за контуром: конденсатор 4 - прохідний конденсатор 6 - другий діод 7 – витки 8', 8" первинної обмотки зварювального трансформатора 8 - перший тиристор 2 - загальна шина. В цьому випадку накопичувальний конденсатор 4 та прохідний конденсатор 6 з'єднані послідовно, таким чином величина енергії підігрівного імпульсу в основному залежить від обраної величини прохідного конденсатора 6. Після технологічно доцільної затримки включається другий тиристор 5, що приводить до появи напруги зміщення на другому діоді 7. Останній зачиняється. Подальша комутація струму розряду протікає за контуром; накопичувальний конденсатор 4 - другий тиристор 5 - точка з'єднання витків 8', 8" первинної обмотки зварювального трансформатора 8 - виток 8" - перший тиристор 2 - загальна шина. Тепер конденсатори 4, 6 включені паралельно, причому певний час прохідний конденсатор 6 не розряджається, проте підтримує в точці з'єднання конденсаторів 4, 6, другого тиристора 5 та першого діода 3 постійний рівень напруги. Тим самим схема працює в режимі варіанту стабілізатора програмованої напруги (фіг. 2). Коли напруга на накопичувальному конденсаторі 4 стає меншою напруги на прохідному конденсаторі 6, включається прямозміщений перший діод 3, що приводить до штучної комутації протилежним струмом першого тиристора 2, чим жорстко регламентується час зварювання при саморегулюванні процесу формування зварного з'єднання. Перекомутація струму розряду від повного числа витків (8'+8") первинної обмотки зварювального трансформатора 8 до часткового їх числа (8") утворює модуляцію переднього фронту струму зварювання (фіг. 3) (підігрівна частина імпульсу зварювального струму). Енергія підігрівної частини зварювального струму залежить, при рів 2 30514 них інших умовах, від часу затримки включення другого тиристора 5 та підтримується постійною, так як в цей період розряду виконується умова програмованого стабілізатора напруги (миттєве значення напруги зварювального трансформатора 8 є сумою напруг на накопичувальному конден саторі 4 та прохідному конденсаторі 6). Математичне моделювання та практична реалізація пристрою підтверджують високу технологічну гнучкість та надійність його роботи при заданій якості зварних з'єднань термогальванічних дротів. Фіг. 1 зміна напруги (В) на накопичувальному конденсаторі; ® - час розряду (с); 1...5 – моменти часу включення другого тиристора Фіг. 2 3 30514 - струм (А) вторинного витка зварювального трансформатора; ® - час розряду (с); 1...5 – моменти часу включення другого тиристора Фіг. 3 __________________________________________________________ ДП "Український інститут промислової власності" (Укрпатент) Україна, 01133, Київ-133, бульв. Лесі Українки, 26 (044) 295-81-42, 295-61-97 __________________________________________________________ Підписано до друку ________ 2002 р. Формат 60х84 1/8. Обсяг ______ обл.-вид. арк. Тираж 35 прим. Зам._______ ____________________________________________________________ УкрІНТЕІ, 03680, Київ-39 МСП, вул. Горького, 180. (044) 268-25-22 ___________________________________________________________ 4
ДивитисяДодаткова інформація
Назва патенту англійськоюDevice for spot electrostatic welding, mainly, of refractory metals
Автори англійськоюBiloborodchenko Volodymyr Ivanovych, Samotyi Volodymyr Vasyliovych
Назва патенту російськоюУстройство для точечной конденсаторной сварки, преимущественно, тугоплавких материалов
Автори російськоюБилобородченко Владимир Иванович, Самотый Владимир Васильевич
МПК / Мітки
МПК: B23K 11/00
Мітки: переважно, зварювання, точкового, матеріалів, тугоплавких, конденсаторного, пристрій
Код посилання
<a href="https://ua.patents.su/4-30514-pristrijj-dlya-tochkovogo-kondensatornogo-zvaryuvannya-perevazhno-tugoplavkikh-materialiv.html" target="_blank" rel="follow" title="База патентів України">Пристрій для точкового конденсаторного зварювання, переважно тугоплавких матеріалів</a>
Пристрій для контактного точкового зварювання
Номер патенту: 20398
Опубліковано: 15.07.1997
Автори: Бібік Михайло Дем'янович, Галкін Василь Дмитрович, Перков Євген Тимофійович, Кушнарьов Віктор Павлович
МПК: B23K 11/10
Мітки: точкового, контактного, пристрій, зварювання
Формула / Реферат:
1. Устройство для контактной точечной сварки, содержащее сварочный трансформатор, заклю-ченный в металлический корпус, верхний неподвижный и нижний подвижный держатели электродов, подключенные к вторичной обмотке сварочного трансформатора, ручной привод для сжатия электродов и блок управления, отличающееся тем, что сварочный трансформатор выполнен со вторичной обмоткой из двух витков полосовой шины, состоящей из четырех частей, соединенных...
Апарат для дугового точкового зварювання дротом
Номер патенту: 18988
Опубліковано: 25.12.1997
Автори: Заїчко Констянтин Вікторович, Заїчко Віктор Миколайович
МПК: B23K 9/007
Мітки: зварювання, апарат, точкового, дротом, дугового
Формула / Реферат:
Аппарат для дуговой точечной сварки проволокой, содержащий источник питания сварочного тока с цепью низковольтного слаботочного напряжения, блок управления с подающим механизмом и цепью для подключения управления горелки и горелку с кнопкой запуска в цепи управления, отличающийся тем, что в него введены дополнительный блок управления с нечетным числом линий задержки времени, выход каждой линии задержки соединен с управляющим электродом...
Пристрій для вимірювання часткових розрядів в електроапаратах з ізоляцією конденсаторного типу
Номер патенту: 6522
Опубліковано: 29.12.1994
Автор: Маяков Володимир Петрович
МПК: G01R 31/02
Мітки: вимірювання, пристрій, часткових, ізоляцією, електроапаратах, типу, розрядів, конденсаторного
Формула / Реферат:
(57) 1. Устройство для измерения частичных разрядов в электроаппаратах с изоляцией конденсаторного типа преимущественно в измерительных трансформаторах тока, содержащее датчик, разделенный на две симметричные части, электрическую балансную схему, и вывод датчика, отличающееся тем, что датчиком является внутренняя нулевая конденсаторная обкладка обмотки трансформатора тока, при этом балансная схема выполнена а виде разреза в обкладке по всей...
Переносна машина для контактного точкового зварювання
Номер патенту: 18481
Опубліковано: 25.12.1997
Автори: Хавін Віктор Юлійович, Терешонок Тетяна Романівна, Ілюхін Юрій Миколайович, Панарін Володимир Володимирович, Шкуратов Олег Ігорович, Дибан Євген Павлович
МПК: B23K 11/24
Мітки: контактного, зварювання, переносна, точкового, машина
Формула / Реферат:
Переносная машина для контактной точечной сварки, содержащая сварочный трансформатор, к первичной обмотке которого подключены встречно-параллельно включенные управляемые вентили с блоком их управления, и блок питания, отличающаяся тем, что она дополнительно снабжена последовательно соединенными блоком формирования сварочных импульсов, блоком опорного напряжения и блоком сравнения, а также электронным ключом и терморезистором, первый вход...
Пристрій для управління симістором
Номер патенту: 1081
Опубліковано: 30.12.1993
Автор: Соколов Вячеслав Федорович
МПК: H02M 1/08
Мітки: управління, пристрій, симістором
Формула / Реферат:
Устройство для управления симистором, содержащее пусковой диод, трансформатор, первичная обмотка которого подключена к сети переменного тока, крайние выводы вторичной обмотки соединены с входами переключателя полярности, имеющего два выхода, средняя точка вторичной обмотки подключена к отрицательной обкладке накопительного конденсатора, соединенной с выходом вспомогательного ключа, выход которого подключен к точке соединения первого и второго...
Попередній патент: Комутаційний пристрій
Наступний патент: Гідромеханічно-пакерний замок свердловинного штангового насоса
Випадковий патент: Компресор