Пристрій для точкового конденсаторного зварювання, переважно тугоплавких матеріалів
Номер патенту: 37553
Опубліковано: 15.05.2001
Автори: Білобородченко Володимир Іванович, Самотий Володимир Васильович
Формула / Реферат
Пристрій для точкового конденсаторного зварювання, переважно тугоплавких матеріалів, який містить джерело напруги, що з’єднане з першим тиристором та через діод з нагромаджуючого конденсатором, причому катод, першого тиристора та один з виводів нагромаджуючого конденсатора приєднані до загальної шини, зварювальний трансформатор, первинна обмотка якого має принаймні один проміжний вивід, а вторинна обмотка є виходом пристрою, який відрізняється тим, що в нього введені керований за кількістью витків дросель, другий тиристор та прохідний конденсатор, причому останній увімкнений між входом первинної обмотки зварювального трансформатора та нагромаджуючим конденсатором, який приєднаний через другий теристор до проміжного вивода первинної обмотки зварювального трансформатора, вихід якої з’єднаний з входом керованого за кількістью витків дроселя, вихід якого увімкнений на спільну точку з’єднання джерела напруги, першого теристора і діода.
Текст
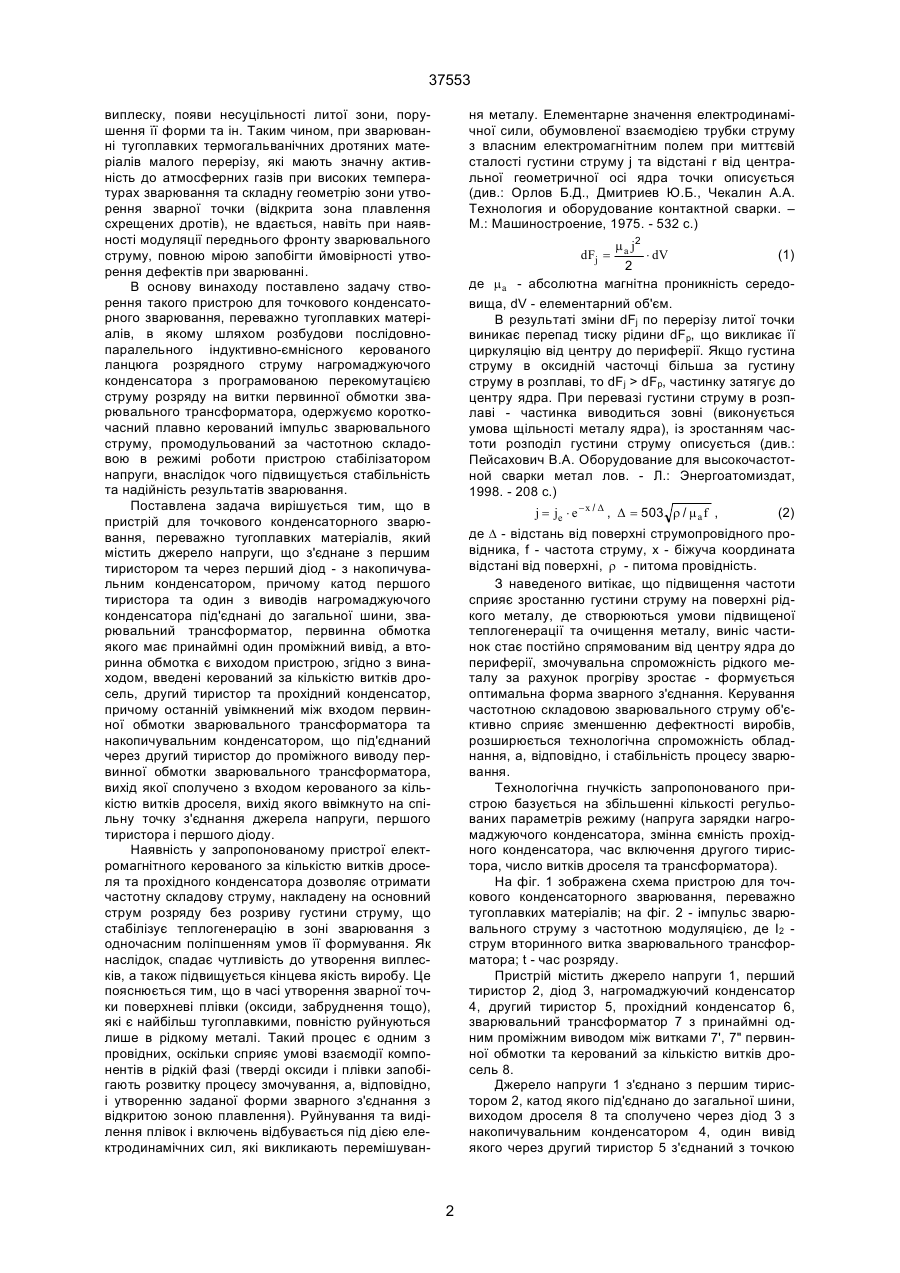
Пристрій для точкового конденсаторного зварювання, переважно тугоплавких матеріалів, який містить джерело напруги, що з'єднане з першим тиристором та через діод з нагромаджуючим конденсатором, причому катод першого тиристора та один з виводів нагромаджуючого конденсатора приєднані до загальної шини, зварювальний тран 37553 виплеску, появи несуцільності литої зони, порушення її форми та ін. Таким чином, при зварюванні тугоплавких термогальванічних дротяних матеріалів малого перерізу, які мають значну активність до атмосферних газів при високих температурах зварювання та складну геометрію зони утворення зварної точки (відкрита зона плавлення схрещених дротів), не вдається, навіть при наявності модуляції переднього фронту зварювального струму, повною мірою запобігти ймовірності утворення дефектів при зварюванні. В основу винаходу поставлено задачу створення такого пристрою для точкового конденсаторного зварювання, переважно тугоплавких матеріалів, в якому шляхом розбудови послідовнопаралельного індуктивно-ємнісного керованого ланцюга розрядного струму нагромаджуючого конденсатора з програмованою перекомутацією струму розряду на витки первинної обмотки зварювального трансформатора, одержуємо короткочасний плавно керований імпульс зварювального струму, промодульований за частотною складовою в режимі роботи пристрою стабілізатором напруги, внаслідок чого підвищується стабільність та надійність результатів зварювання. Поставлена задача вирішується тим, що в пристрій для точкового конденсаторного зварювання, переважно тугоплавких матеріалів, який містить джерело напруги, що з'єднане з першим тиристором та через перший діод - з накопичувальним конденсатором, причому катод першого тиристора та один з виводів нагромаджуючого конденсатора під'єднані до загальної шини, зварювальний трансформатор, первинна обмотка якого має принаймні один проміжний вивід, а вторинна обмотка є виходом пристрою, згідно з винаходом, введені керований за кількістю витків дросель, другий тиристор та прохідний конденсатор, причому останній увімкнений між входом первинної обмотки зварювального трансформатора та накопичувальним конденсатором, що під'єднаний через другий тиристор до проміжного виводу первинної обмотки зварювального трансформатора, вихід якої сполучено з входом керованого за кількістю витків дроселя, вихід якого ввімкнуто на спільну точку з'єднання джерела напруги, першого тиристора і першого діоду. Наявність у запропонованому пристрої електромагнітного керованого за кількістю витків дроселя та прохідного конденсатора дозволяє отримати частотну складову струму, накладену на основний струм розряду без розриву густини струму, що стабілізує теплогенерацію в зоні зварювання з одночасним поліпшенням умов її формування. Як наслідок, спадає чутливість до утворення виплесків, а також підвищується кінцева якість виробу. Це пояснюється тим, що в часі утворення зварної точки поверхневі плівки (оксиди, забруднення тощо), які є найбільш тугоплавкими, повністю руйнуються лише в рідкому металі. Такий процес є одним з провідних, оскільки сприяє умові взаємодії компонентів в рідкій фазі (тверді оксиди і плівки запобігають розвитку процесу змочування, а, відповідно, і утворенню заданої форми зварного з'єднання з відкритою зоною плавлення). Руйнування та виділення плівок і включень відбувається під дією електродинамічних сил, які викликають перемішуван ня металу. Елементарне значення електродинамічної сили, обумовленої взаємодією трубки струму з власним електромагнітним полем при миттєвій сталості густини струму j та відстані r від центральної геометричної осі ядра точки описується (див.: Орлов Б.Д., Дмитриев Ю.Б., Чекалин А.А. Технология и оборудование контактной сварки. – М.: Машиностроение, 1975. - 532 с.) m а j2 (1) × dV 2 де m а - абсолютна магнітна проникність середовища, dV - елементарний об'єм. В результаті зміни dFj по перерізу литої точки виникає перепад тиску рідини dFp, що викликає її циркуляцію від центру до периферії. Якщо густина струму в оксидній часточці більша за густину струму в розплаві, то dFj > dFp, частинку затягує до центру ядра. При перевазі густини струму в розплаві - частинка виводиться зовні (виконується умова щільності металу ядра), із зростанням частоти розподіл густини струму описується (див.: Пейсахович В.А. Оборудование для высокочастотной сварки метал лов. - Л.: Энергоатомиздат, 1998. - 208 с.) dFj = j = je × e - x / Δ , Δ = 503 r / m a f , (2) де ∆ - відстань від поверхні струмопровідного провідника, f - частота струму, х - біжуча координата відстані від поверхні, r - питома провідність. З наведеного витікає, що підвищення частоти сприяє зростанню густини струму на поверхні рідкого металу, де створюються умови підвищеної теплогенерації та очищення металу, виніс частинок стає постійно спрямованим від центру ядра до периферії, змочувальна спроможність рідкого металу за рахунок прогріву зростає - формується оптимальна форма зварного з'єднання. Керування частотною складовою зварювального струму об'єктивно сприяє зменшенню дефектності виробів, розширюється технологічна спроможність обладнання, а, відповідно, і стабільність процесу зварювання. Технологічна гнучкість запропонованого пристрою базується на збільшенні кількості регульованих параметрів режиму (напруга зарядки нагромаджуючого конденсатора, змінна ємність прохідного конденсатора, час включення другого тиристора, число витків дроселя та трансформатора). На фіг. 1 зображена схема пристрою для точкового конденсаторного зварювання, переважно тугоплавких матеріалів; на фіг. 2 - імпульс зварювального струму з частотною модуляцією, де І2 струм вторинного витка зварювального трансформатора; t - час розряду. Пристрій містить джерело напруги 1, перший тиристор 2, діод 3, нагромаджуючий конденсатор 4, другий тиристор 5, прохідний конденсатор 6, зварювальний трансформатор 7 з принаймні одним проміжним виводом між витками 7', 7" первинної обмотки та керований за кількістю витків дросель 8. Джерело напруги 1 з'єднано з першим тиристором 2, катод якого під'єднано до загальної шини, виходом дроселя 8 та сполучено через діод 3 з накопичувальним конденсатором 4, один вивід якого через другий тиристор 5 з'єднаний з точкою 2 37553 виводу витків 7', 7" первинної обмотки зварювального трансформатора 7, а другий вивід приєднаний до загальної шини. Прохідний конденсатор 6 включено між накопичувальним конденсатором 4 та входом первинної обмотки зварювального трансформатора 7. Вихід зварювального трансформатора 7 під'єднано до входу дроселя 8. Пристрій працює наступним чином. При включенні першого тиристора 2 (діод 3 та другий тиристор 5 закриті) починається розряд попередньо зарядженого до робочої напруги нагромаджуючого конденсатора 4 за контуром: конденсатор 4 - прохідний конденсатор 6 - повна первинна обмотка зварювального трансформатора 7 (7'+7") - витки дроселя 8 - перший тиристор 2 - загальна шина. В цьому випадку нагромаджуючий конденсатор 4 та прохідний конденсатор 6 з'єднані послідовно, таким чином, величина енергії підігрівного імпульсу в основному залежить від обраної величини прохідного конденсатора 6. Після технологічно доцільної затримки включається другий тиристор 5. Подальша комутація струму розряду протікає за контуром: нагромаджуючий конденсатор 4 - другий тиристор 5 - точка з'єднання витків 7', 7" первинної обмотки зварювального трансформатора 7 – виток 7'' - витки дроселя 8 - перший тиристор 2 - загальна шина. Тепер конденсатори 4, 6 включені паралельно і виникають умови коливного процесу заряд-розряд прохідного конденсатора 6. Цикл релаксації протікає за схемою: заряд від нагромаджуючого конденсатора 4 та розряд на первинну обмотку трансформатора 7. Коли напруга на нагромаджуючому конденсаторі 4 близька нуля, відкривається діод 3, що приводить до штучної комутації першого тиристора 2; розряд прохідного конденсатора 6 завершується по ланцюгу: другий тиристор 5 - частина первинної обмотки трансформатора 7" - витки дроселя 8 - діод 3. Тим самим формується складномодульований по частоті імпульс зварювального струму, а при зміні кількості витків дроселя 8 з'являється додатковий технологічний параметр - час паузи між штучно сформованим підігрівним та зварювальним імпульсами. Математичне моделювання та практична реалізація пристрою підтверджують високу технологічну гнучкість та надійність його роботи при заданій якості зварних з'єднань термогальванічних дротів. Фіг. 1 Фіг. 2 __________________________________________________________ ДП "Український інститут промислової власності" (Укрпатент) Україна, 01133, Київ-133, бульв. Лесі Українки, 26 (044) 295-81-42, 295-61-97 __________________________________________________________ Підписано до друку ________ 2001 р. Формат 60х84 1/8. Обсяг ______ обл.-вид. арк. Тираж 50 прим. Зам._______ ____________________________________________________________ УкрІНТЕІ, 03680, Київ-39 МСП, вул. Горького, 180. (044) 268-25-22 ___________________________________________________________ 3
ДивитисяДодаткова інформація
Назва патенту англійськоюDevice for spot electrostatic welding, mainly, refractory materials
Автори англійськоюBiloborodchenko Volodymyr Ivanovych, Samotyi Volodymyr Vasyliovych
Назва патенту російськоюУстройство для точечной конденсаторной сварки, преимущественно тугоплавких материалов
Автори російськоюБилобородченко Владимир Иванович, Самотый Владимир Васильевич
МПК / Мітки
МПК: B23K 11/00
Мітки: пристрій, конденсаторного, точкового, зварювання, переважно, тугоплавких, матеріалів
Код посилання
<a href="https://ua.patents.su/3-37553-pristrijj-dlya-tochkovogo-kondensatornogo-zvaryuvannya-perevazhno-tugoplavkikh-materialiv.html" target="_blank" rel="follow" title="База патентів України">Пристрій для точкового конденсаторного зварювання, переважно тугоплавких матеріалів</a>
Пристрій для точкового конденсаторного зварювання, переважно тугоплавких матеріалів
Номер патенту: 30514
Опубліковано: 15.11.2000
Автори: Білобородченко Володимир Іванович, Самотий Володимир Васильович
МПК: B23K 11/00
Мітки: конденсаторного, точкового, переважно, матеріалів, пристрій, тугоплавких, зварювання
Формула / Реферат:
Пристрій для точкового конденсаторного зварювання, переважно тугоплавких матеріалів, який містить джерело напруги, що з'єднане з першим тиристором та через перший діод - з накопичувальним конденсатором, зварювальний трансформатор, первинна обмотка якого має принаймні один проміжний вивід, вхід та вихід її під'єднані відповідно до другого діоду та першого тиристора, а вторинна обмотка є виходом пристрою, який відрізняється тим, що в нього...
Пристрій для дугового зварювання
Номер патенту: 37764
Опубліковано: 15.05.2001
Автор: Кучеренко Володимир Олександрович
МПК: B23K 9/00
Мітки: зварювання, дугового, пристрій
Текст:
...трансформатора 8 випрямляються вихідним випрямлячем 9 і подаються через дросель 10 та клеми 11 на дуговий проміжок. Розмір зварювального струму може регулюватись поступово - зміною вихідної напруги вхідних діодів 1, 2 і плавно - зміною частоти керуючих імпульсів, які генеруються блоком керування 12 та проміжком часу, на протязі якого кожний з ключів 6 і 7 знаходяться у відкритому стані. Завдяки такому з'єднанню високочастотного зварювального...
Пристрій для дугового зварювання
Номер патенту: 37892
Опубліковано: 15.05.2001
Автор: Кучеренко Володимир Олександрович
МПК: B23K 9/00
Мітки: зварювання, пристрій, дугового
Текст:
...на дуговий проміжок. Розмір зварювального струму може регулюватись сту пенево - зміною вихідної напруги вхідних діодів 1 та 2 і плавно - зміною частоти керуючих імпульсів, які генеруються блоком керування 11 та проміжком часу, на протязі якого кожний з ключів 5 та 6 знаходяться у відкритому стані. Завдяки такому з'єднанню зварювального трансформатора з ключами та вхідним випрямлячем досягається можливість плавно змінювати зварювальний струм у...
Пристрій для дугового зварювання
Номер патенту: 38410
Опубліковано: 15.05.2001
Автори: Кучеренко Володимир Олександрович, Дрозд Дмитро Сергійович
МПК: B23K 9/00
Мітки: зварювання, пристрій, дугового
Формула / Реферат:
Пристрій для дугового зварювання, що містить вхідний випрямляч з входами для підключення до мережі живлення, фільтри-конденсатори, ключі, зварювальний трансформатор, конденсатор, вихідний випрямляч, дросель, клеми, який відрізняється тим, що одна сторона первинної обмотки зварювального трансформатора з'єднана через ключ з загальною точкою утвореною одним з виводів вихідного випрямляча та фільтром-конденсатором, інша сторона первинної обмотки...
Пристрій для дугового зварювання
Номер патенту: 36725
Опубліковано: 16.04.2001
Автори: Гончарук Дмитро Олександрович, Кучеренко Володимир Олександрович
МПК: B23K 9/00
Мітки: зварювання, пристрій, дугового
Текст:
...дріт трифазної ме режі живлення. Після цього блок керування 11 забезпечує закриття ключа 5 і вмикання ключа 6. При цьому струм в первинній обмотці трансформатора 7 змінює напрямок, перемагнічуючи магнітну систему, і р ухається за колом: катод діода 2, ключ 6, друга частина первинної обмотки трансформатора 7, нульовий дріт трифазної мережі живлення. Імпульси змінного зварювального струму у вторинній обмотці трансформатора 7 випрямляються...
Попередній патент: Фотореактор для вирощування мікроводоростей
Наступний патент: Спосіб хірургічного лікування відшарувань сітківки з гігантськими розривами
Випадковий патент: Посудина для зберігання рідини, сипучих матеріалів та штучних виробів