Лінія для виготовлення полотнищ прогонової балки електромостового крана
Формула / Реферат
1. Лінія для виготовлення полотнищ прогонової балки електромостового крана, що містить ділянку зборки полотнищ з пристроєм для притиснення кромок листових заготовок, що стикуються, ділянку зварювання полотнищ із зварювальною установкою, ділянку рентгеноконтролю стикових з'єднань, сполучені між собою транспортним засобом, обладнаним вхідною секцією, розміщеною перед ділянкою зборки полотнищ, і накопичувач листових заготовок, що включає склад листових заготовок і укладач листових заготовок, установлений на напрямних із можливістю зворотно-поступального переміщення і взаємодії з вхідною секцією транспортного засобу, яка відрізняється тим, що укладач листових заготовок установлений паралельно осі транспортного засобу навпроти його вхідної секції, а напрямні розміщені перпендикулярно осі транспортного засобу і перетинають його вісь у зоні вхідної секції.
2. Лінія за п.1, яка відрізняється тим, що склад листових заготовок розміщений між напрямними навпроти вхідної секції транспортного засобу.
Текст
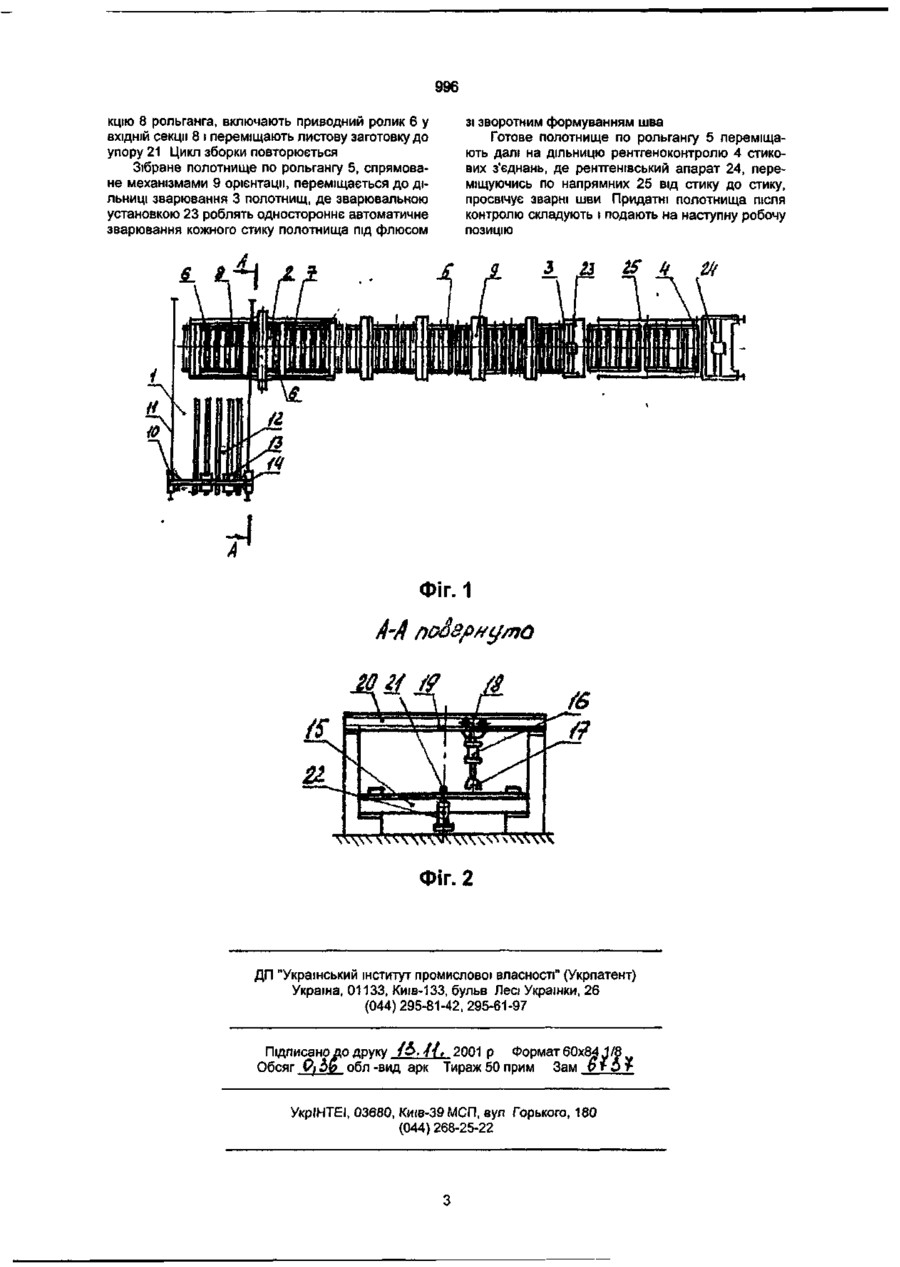
1. Лінія для виготовлення полотнищ прогонової балки електромостового крана, що містить ділянку зборки полотнищ з пристроєм для притиснення кромок листових заготовок, що стикуються, ділянку зварювання полотнищ із-зварювальною установкою, ділянку рентгеноконтролю стикових з'єднань, сполучені між собою транспортним засо бом, обладнаним вхідною секцією, розміщеною перед ділянкою зборки полотнищ, і накопичувач листових заготовок, що включає склад листових заготовок і укладач листових заготовок, установлений на напрямних із можливістю зворотнопоступального переміщення і взаємодії з вхідною секцією транспортного засобу, яка відрізняється тим, що укладач листових заготовок установлений паралельно осі транспортного засобу навпроти його вхідної секції, а напрямні розміщені перпендикулярно осі транспортного засобу і перетинають його вісь у зоні вхідної секції. 2. Лінія за п. 1, яка відрізняється тим, що склад листових заготовок розміщений між напрямними навпроти вхідної секції транспортного засобу. Корисна модель відноситься до машинобудування, а саме, - до ліній для зборки і зварювання листових заготовок у довгомірні полотнища. Відома потокова механізована лінія для зборки і зварювання листів у довгомірні полотнища (див. а. с СРСР № 891291, М.кл.3 В23К37/04), що містить дільницю зборки полотнищ з пристроєм для притиснення кромок листових заготовок, що стикуються, дільницю зварювання полотнищ із зварювальною установкою, дільницю рентгеноконтролю стикових з'єднань, сполучені між собою транспортним засобом, і накопичувач листових заготовок. Транспортний засіб постачений вхідною секцією, розміщеною перед дільницею зборки полотнищ. Накопичувач листових заготовок включає склад і укладальник заготовок портального типу, установлений на напрямних, розміщених паралельно осі транспортного засобу з обох сторін дільниці зборки полотнищ і вхідної" секції транспортного засобу. Укладальник заготовок розміщений перпендикулярно осі транспортного засобу з можливістю зворотно-поступального переміщення і взаємодії з вхідною секцією транспортного засобу. При цьому, склад заготовок розташований між дільницею зборки полотнищ і однією з напрямних. У процесі роботи лінії, укладальник заготовок електромагнітами захоплює заготовку і, переміщуючись по напрямних, переносить її над складом у зону, паралельну вхідній секції транспортного засобу. Після цього електромагніти, переміщуючись уздовж горизонтальної балки укладальника, переміщають заготовку до вхідної секції й опускають на неї. Недоліком відомого рішення є те, що таке компонування лінії призводить до зниженняїїпродуктивності. Це обумовлено тим, що розміщення накопичувача в зоні дільниці зборки полотнищ, якот із двох його сторін і над ним, з метою безпеки обслуговуючого персоналу дільниці зборки, викликає необхідність припиняти процес зборки під час переносу заготовки зі складу на вхідну секцію, і навпаки, поки на дільниці зборки працює оператор, процес подачі заготовки на вхідну секцію транспортного засобу переривається. Крім того, процес подачі заготовок включає три етапи: перенос заготовки уздовж складу, переміщення її до вхідної секції транспортного засобу й опускання на вхідну секцію, що не тільки збільшує час на подачу заготовки зі складу, але і підвищує енерговитрати. Таке розміщення накопичувача і його устаткування також спричиняє незручність обслуговування як дільниці зборки полотнищ, так і накопичувача. В основу корисної моделі поставлена задача створити таку лінію для виготовлення полотнищ пролітної балки електромостового крана, у котрій нове розміщення накопичувача листових заготовок дозволило б підвищити продуктивність лінії, скоротити енерговитрати, забезпечити зручність обслуговування лінії і безпеку обслуговуючого персоналу. Поставлена задача вирішується тим, що в лінії CD О) О виготовлення полотнищ пролітної балки електромостового крана, що містить дільницю зборки полотнищ з пристроєм для притиснення кромок листових заготовок, що стикуються, дільницю зварювання полотнищ зі зварювальною установкою, дільницю рентгеноконтролю стикових з'єднань, сполучені між собою транспортним засобом, постаченим вхідною секцією, розміщеною перед дільницею зборки полотнищ, і накопичувач листових заготовок, що включає склад листових заготовок і укладальник листових заготовок, установлений на напрямних з можливістю зворотно-поступального переміщення і взаємодії з вхідною секцією транспортного засобу, ВІДПОВІДНО до корисної моделі, укладальник листових заготовок установлений паралельно осі транспортного засобу навпроти його вхідної секції, а напрямні розміщені перпендикулярно осі транспортного засобу і перетинають його вісь у зоні вхідної секції Склад листових заготовок розміщений між напрямними навпроти вхідної секції транспортного засобу Перевага ЛІНІЇ виготовлення полотнищ пролітної балки електромостового крана що пропонується, полягає в тому, що завдяки розміщенню накопичувача листових заготовок поза зоною ДІЛЬНИЦІ зборки забезпечуються безперервність подачі заготовок на вхідну секцію транспортного засобу і безперервність процесу зборки полотнищ, обумовлені тим, що виключається необхідність зупиняти той або другий процес із метою безпеки обслуговуючого дільницю зборки персоналу Установка укладальника листових заготовок навпроти вхідної секції паралельно осі транспортного засобу дозволяє укладальнику не робити зайвих маніпуляцій, а переносити листову заготовку зі складу безпосередньо на вхідну секцію тим самим скоротити час на подачу заготовки на вхідну секцію і знизити витрати елеюроєнерги на цей процес Крім того, таке компонування лінії дозволяє також легко обслуговувати її ДІЛЬНИЦІ, тому що до кожної з них є вільний доступ Сутність лінії виготовлення полотнищ пролітної балки електромостового крана пояснюється наданими кресленнями на фіг 1 показаний загальний вигляд лінії на фіг 2 - розріз по А-А фіг 1 ЛІНІЯ виготовлення полотнищ пролітної балки електромостового крана включає встановлені по ходу технологічного процесу накопичувач 1 листових заготовок, дільницю зборки 2 полотнищ, дільницю зварювання 3 полотнищ і дільницю ренгеноконтролю 4 стикових з'єднань ДІЛЬНИЦІ 2-4 встановлені уздовж єдиної подовжньої осі і зв'язані між собою транспортним засобом Транспортний засіб виконаний у вигляді рольганга 5, що складається з приводних 6 і не приводних 7 роликів Рольганг 5 постачений вхідною секцією 8, розміщеною перед дільницею зборки 2 полотнищ, і механізмами 9 орієнтації полотнищ, установленими через певний проміжок від ДІЛЬНИЦІ 2 зборки до ДІЛЬНИЦІ 3 зварювання полотнищ Накопичувач 1 листових заготовок складається з укладальника 10 заготовок, наприклад, портального типу, напрямних 11 і складу 12 Напрямні 11 розміщені перпендикулярно осі рольганга 5, при цьому, одна з напрямних перетинає рольганг 5 у зоні вхідної секції 8 Укладальник 10 заготовок установлений на напрямних 11 паралельно осі ро льганга 5 навпроти вхідної секції 8 із можливістю зворотно-поступального переміщення по напрямних 11 Укладальник 10 заготовок постачений електромагнітними захватами 13, закріпленими на ланцюгах на горизонтальній балці 14 укладальника 10 із можливістю вертикального зворотно-поступального переміщення і взаємодії зі складом 12 і вхідною секцією 8 Дільниця зборки 2 полотнищ включає металоконструкцію портального типу, на якій встановлені пристрій для притиснення кромок листових заготовок, що стикуються, і опорна плита 15 Пристрій для притиснення кромок листових заготовок виконано у вигляді циліндра 16 із притискачем 17 Циліндр 16 закріплений на каретці 18, розміщеній з можливістю зворотно-поступального переміщення по напрямній 19, виконаній в горизонтальній балці 20 порталу В опорній плиті 15 встановлений упор 21, з'єднаний із пневмоциліндом 22 Дільниця зварювання 3 полотнищ включає стаціонарну установку 23 одностороннього автоматичного зварювання стиків під флюсом з зворотним формуванням шва Дільниця рентгеноконтролю 4 стикових з'єднань містить рентгенівський апарат 24, розміщений на напрямних 25, установлених по сторонах рольганга 5 від його кінця до дшьниц/ зварювання 3 полотнищ Робота лінії здійснюється в такий спосіб Укладальник 10 електромагнітними захватами 13 захоплює листову заготовку зі складу 12 і, переміщуючись по напрямним 11, подає її на вхідну секцію 8 рольганга 5 Включають приводний ролик 6 у ВХІДНІЙ секції 8 і переміщають листову заготовку по рольгангу 5 за пристрій для притиснення кромок листових заготовок ДІЛЬНИЦІ 2 зборки полотнищ Виключають приводний ролик 6 у ВХІДНІЙ секції 8, пневмоциліндром 22 висувають упор 21, і включенням приводного ролика 6 рольганга 5 у зоні дільниці 2 зборки полотнищ реверсують заготовку до притиснення її торця до упору 21 У цей час укладальником 10 листових заготовок вкладають наступну заготовку на вхідну секцію 8 рольганга, включають приводний ролик 6 у ВХІДНІЙ секції 8 і переміщають другу листову заготовку до упору 21 Зворотним рухом штока пневмоциліндра 22 прибирають упор 21, включають циліндр 16 і притискачем 17 здійснюють притиснення зістикованих листових заготовок до опорної плити 15 У МІСЦІ притиснення прихвачують заготовки один до одного зварюванням, після чого циліндром 16 піднімають притискач 17, переміщають каретку 18 по напрямній 19 на деяку відстань від місця захвату заготовок, і знову роблять притиснення притискачем 17 зістикованих листових заготовок до опорної плити 15 і їхній захват Таким засобом прихвачують заготовки в декількох місцях уздовж їхнього стику Включають приводні ролики 6 рольганга 5 і переміщають зібрані заготовки доти, поки друга з зібраних листових заготовок не займе місце першої Включають пневмоциліндр 22 і висувають упор 21 Приводним роликом 6 рольганга 5 у зоні ДІЛЬНИЦІ 2 зборки полотнищ реверсують зібрані заготовки до притиснення торця другої заготовки до упору 21 У цей час укладальником 10 листових заготовок вкладають третю заготовку на вхідну се 996 кцію 8 рольганга, включають приводний ролик 6 у ВХІДНІЙ секції 8 і переміщають листову заготовку до упору 21 Цикл зборки повторюється Зібране полотнище по рольгангу 5, спрямоване механізмами 9 орієнтації, переміщається до ДІЛЬНИЦІ зварювання 3 полотнищ, де зварювальною установкою 23 роблять одностороннє автоматичне зварювання кожного стику полотнища під флюсом зі зворотним формуванням шва Готове полотнище по рольгангу 5 переміщають далі на дільницю рентгеноконтролю 4 стикових з'єднань, де рентгенівський апарат 24, переміщуючись по напрямних 25 від стику до стику, просвічує зварні шви Придатні полотнища після контролю складують і подають на наступну робочу позицію ФІГ. 1 А-А \\\\\ 4 \ \ \ V\\\ Фіг. 2 ДП "Український інститут промислової власності" (Укрпатент) Україна, 01133, Киів-133, бульв Лесі Українки, 26 (044)295-81-42,295-61-97 Підписано до друку / 3 . / / , 2001 р Формат 60x84J /8 Обсяг Qf by обл -вид арк Тираж 50 прим Зам 6 г От УкрІНТЕІ, 03680, Киів-39 МСП, вул Горького, 180 (044) 268-25-22
ДивитисяДодаткова інформація
Назва патенту англійськоюLine for production of panels of span beam of electric bridge crane
Автори англійськоюRak Vasyl Ivanovych
Назва патенту російськоюЛиния для изготовления полотнищ пролетной балки электромостового крана
Автори російськоюРак Василий Иванович
МПК / Мітки
МПК: B23K 37/00
Мітки: виготовлення, прогонової, полотнищ, електромостового, крана, балки, лінія
Код посилання
<a href="https://ua.patents.su/4-996-liniya-dlya-vigotovlennya-polotnishh-progonovo-balki-elektromostovogo-krana.html" target="_blank" rel="follow" title="База патентів України">Лінія для виготовлення полотнищ прогонової балки електромостового крана</a>
Пристрій для розвантажування прогонової споруди крана мостового типу
Номер патенту: 17095
Опубліковано: 18.03.1997
Автори: Слободяник Віктор Олександрович, Корольов В'ячеслав Миколайович
МПК: B66C 17/00
Мітки: розвантажування, мостового, пристрій, прогонової, споруди, типу, крана
Формула / Реферат:
Устройство для разгрузки пролетного строения крана мостового типа, содержащее опоры, одна из которых жестко закреплена к конструкции, затяжку, натяжное устройство, фиксаторы натянутого состояния, отличающееся тем, что вторая опора устройства выполнена с направляющими съемными полозьями, которые имеют зажимные винты, расположенные с определенным шагом, при этом конструкция полозьев содержит окна для прихватки сваркой опоры к нижнему поясу...
Лінія для виготовлення пружних притискних вузлів компакт-касет
Номер патенту: 14270
Опубліковано: 25.04.1997
Автор: Толстухін Володимир Олександрович
МПК: B21D 35/00, B21D 3/00
Мітки: компакт-касет, лінія, виготовлення, пружних, вузлів, притискних
Формула / Реферат:
Линия изготовления упругих прижимных узлов компакт-кассет, содержащая последовательно размещенные устройство для изготовления из металлической ленты полосы заготовок, устройство для наложения фетровой ленты на полосу заготовок и их соединения в полосу прижимных узлов, устройство для стабилизации усилия прижима прижимных узлов, включающее смонтированный на панели датчик измерения упругости полосы заготовок с нажимным роликом, датчик...
Лінія для виготовлення з’єднувальних елементів з внутрішньою гвинтовою канавкою
Номер патенту: 3286
Опубліковано: 27.12.1994
Автори: Натапов Аркадій Соломонович, Ткач Михайло Борисович, Сова Василь Гаврилович, Івченко Олександр Васильович
МПК: B21D 43/00
Мітки: виготовлення, внутрішньою, елементів, гвинтовою, канавкою, з'єднувальних, лінія
Формула / Реферат:
1. Линия для изготовления соединительных элементов с внутренней винтовой канавкой, содержащая установленные в технологической последовательности стеллаж для приема трубных заготовок, станок для предварительной технологической обработки заготовок, индукционный нагреватель с загрузочным устройством, транспортный конвейер, связывающий станок для предварительной обработки с загрузочным устройством нагревателя, станок для формирования упомянутой...
Автоматична лінія для виготовлення стержнів
Номер патенту: 1681
Опубліковано: 25.10.1994
Автори: Ільїн Вячеслав Олексійович, Воронін Юрій Федорович, Кошелев Віктор Іванович, Наугольний Анатолій Трохимович, Реуцький Станіслав Петрович, Юткало Раїса Афанасіївна, Гончаров Олександр Терентійович, Кривохіжин Микола Федорович
МПК: B22D 47/00
Мітки: автоматична, виготовлення, лінія, стержнів
Формула / Реферат:
Автоматическая линия для изготовления стержней, содержащая рабочую ветвь, состоящую из расположенных в технологической последовательности стержнеобразующего устройства, печи отверждения стержней, механизма разъема стержневого ящика и выталкивания стержней, механизма сборки стержневого ящика и выдачи стержней, подъемно-передающего устройства, отличающаяся тем, что, с целью расширения технологических возможностей и повышения...
Спосіб виготовлення паличок із деревного шпону і лінія для його здійснення
Номер патенту: 29524
Опубліковано: 15.11.2000
Автори: Кравченко Віталій Григорович, Сівак Микола Степанович
МПК: B27L 9/00
Мітки: деревного, здійснення, шпону, виготовлення, паличок, лінія, спосіб
Текст:
...у вигляді магазина. Додатково, відповідно до винахо ду, після пристрою полірування розміщений пристрій маркування нижньої і/або верхньої поверхні паличок. У запропонованих способі виготовлення паличок із деревного шпона і лінії для його здійснення підвищення якості паличок досягають тим, що вирубку паличок проводять за один цикл руху рухо мих ножів у три етапи. Спочатку, коли рухо мий ніж знаходиться у верхньому положенні, шпон подають до...
Попередній патент: Захисне індикаторне скло
Наступний патент: Дільниця для складання під зварювання, переважно корпусу балки електромостового крана
Випадковий патент: Спосіб проведення безопераційного комбінованого лицьового ліфтингу