Обертова багатокліпсаторна платформна пакувальна система та спосіб упаковування ділянок продуктів з використанням цієї системи
Номер патенту: 100401
Опубліковано: 25.12.2012
Автори: Уіттлсі Томас Є., Мей Денніс Дж., Гріггс Самуель Д., Лоудер Меттью Д., Потіт Уілльям М.
Формула / Реферат
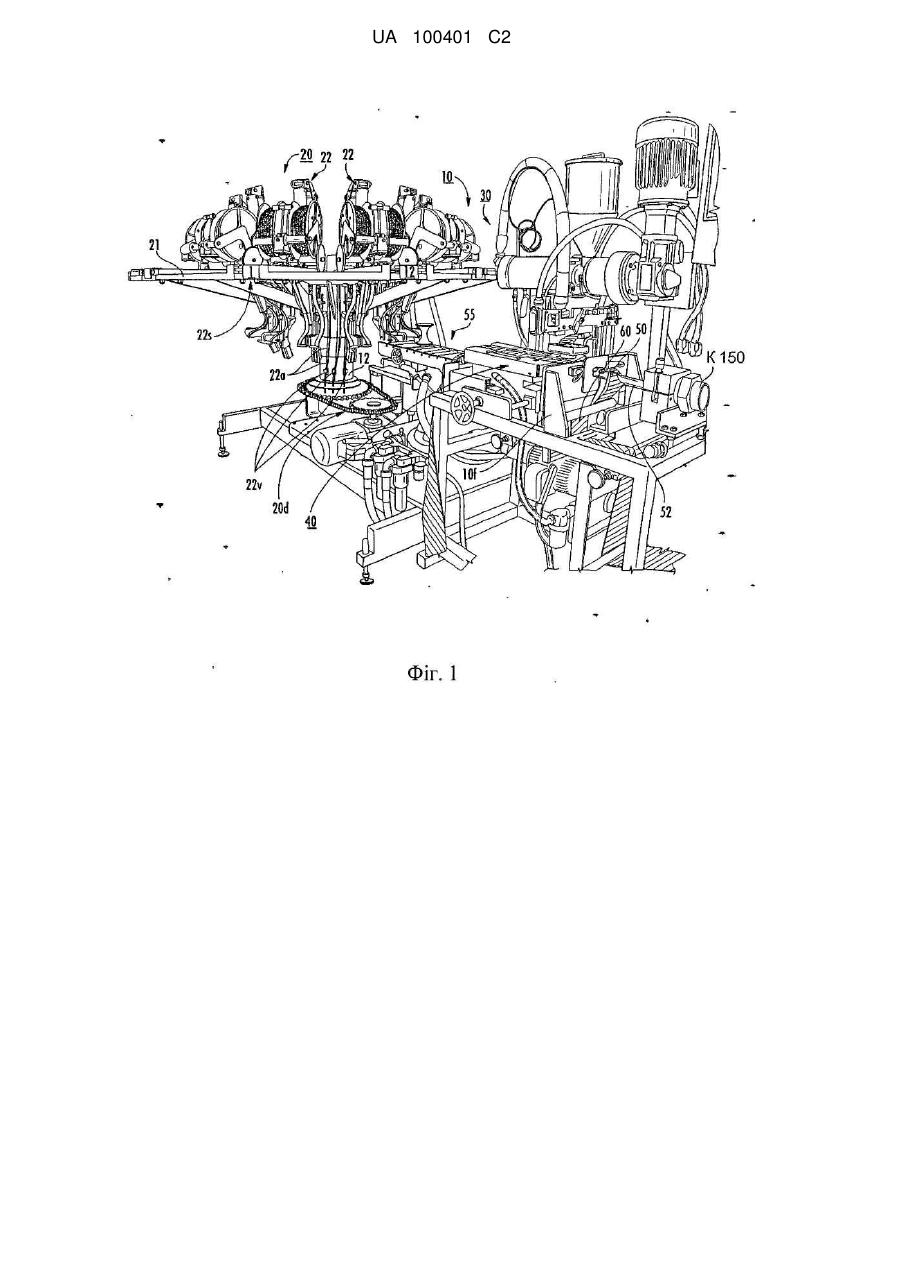
1. Пакувальна система, що містить:
обертову платформу, яка має вертикальну стійку;
магістралі подачі повітря, які прикріплені до вертикальної стійки і включають першу і другу магістралі подачі повітря для кожного відповідного місця кліпсування; і
множину рознесених по окружності кліпсаторів, встановлених на обертовій платформі, причому кожен кліпсатор включає вбудовані магістралі подачі повітря, які рознімно з'єднані з зазначеними першою та другою магістралями відповідного місця кліпсування;
причому платформа виконана з можливістю одночасної установки множини кліпсаторів на відповідних, рознесених по окружності місцях кліпсування, і при цьому платформа виконана з можливістю вивільнюваної, взаємозамінної установки щонайменше двох кліпсаторів різного розміру на відповідних місцях кліпсування, при цьому кліпсатори різного розміру виконані для видачі кліпс різного розміру, так що один кліпсатор є більшим іншого; і
магістралі подачі повітря кожного з кліпсаторів різного розміру виконані з можливістю взаємозамінного рознімного з'єднання з першою і другою магістралями подачі повітря на відповідному місці кліпсування, а вбудовані магістралі подачі повітря кліпсаторів містять клапани, причому кліпсатори більшого розміру містять клапани, які більші клапанів кліпсаторів меншого розміру, і при цьому перша і друга магістралі подачі повітря на кожному місці кліпсування мають стандартні з'єднувальні елементи, що з'єднуються як з кліпсаторами більшого розміру, так і з кліпсаторами меншого розміру.
2. Система за п. 1, в якій кліпсатори різного розміру включають вбудовані магістралі подачі повітря, вивільнювано з'єднані з першою і другою магістралями подачі повітря відповідного місця кліпсування платформи, причому встановлені кліпсатори знаходяться в сполученні по текучому середовищу зі спільним джерелом подачі стисненого повітря для приведення в дію зазначених кліпсаторів різного розміру, при цьому перша магістраль подачі повітря містить вбудований відсічний клапан для селективного припинення подачі повітря до циліндра кліпсатора, а друга магістраль подачі повітря з'єднана з пусковим клапаном.
3. Система за п. 1, в якій платформа може одночасно тримати дванадцять кліпсаторів, по одному на кожному з дванадцяти рознесених по окружності пунктів кліпсування.
4. Система за п. 1, яка додатково містить:
рознімну зірочку головного приводу, яка має щонайменше дві суміжні вирівняні горизонтальні частини з щонайменше двома рознесеними лініями розніму, які радіально продовжуються, розташовані під обертовою платформою, що охоплює вертикальну стійку; і
привідну систему з ланцюгом у взаємодії з зірочкою, яка обертає обертову платформу з необхідною швидкістю.
5. Система за п. 4, яка додатково містить першу і другу горизонтальні пластини, розташовані вертикально на відстані одна від одної над і суміжно зірочці під платформою, так що вони оточують вертикальну стійку, при цьому кожна з пластин розділена на множину суміжних частин з лінією розніму, яка радіально продовжується між суміжними частинами.
6. Система за п. 1, яка додатково містить контролер для керування обертовою платформою і кліпсаторами за допомогою виконання комп'ютерної програми для забезпечення рецептурно-специфічного регулювання положення кліпсаторів і відображення даних налагодження для операторів.
7. Система за п. 6, яка додатково містить рецептурний модуль і виконана з можливістю автоматичного приведення в дію кліпсаторів і вибору швидкості платформи з урахуванням конкретного продукту.
8. Система за п. 1, в якій, для кожного місця кліпсування, перша магістраль подачі повітря є головною повітряною магістраллю для пускового клапана, а друга магістраль подачі повітря включає вбудований відсічний клапан, який перекриває потік повітря до циліндра клапана відповідного кліпсатора.
9. Система за п. 1, в якій кліпсатори більшого розміру виконані для кліпсування продуктів, що мають діаметр до приблизно 3½ дюйма, а кліпсатори меншого розміру виконані для кліпсування продуктів, що мають діаметр від приблизно 0,75 дюйма до приблизно 1½ дюйма.
10. Система за п. 1, яка додатково містить засіб точного радіального регулювання положення кліпсатора в межах приблизно 0,1-1 дюйма для більш точних і надійних довжин продуктів.
11. Система за п. 1, яка додатково містить датчик положення у взаємодії з обертовою платформою і рамою, яка підтримує обертову платформу, причому система містить контролер, який отримує дані від датчика положення і автоматично переміщує обертову платформу в необхідне поздовжнє положення, виходячи з даних положення від датчика і введення користувача, що вибирає тип продукту і/або розмір для виготовлення.
12. Система за п. 11, яка додатково містить ковзну платформу, встановлену на рамі, яка утримує вертикальну стійку і дозволяє автоматичне поздовжнє переміщення обертової платформи.
13. Система за п. 1, яка додатково містить множину рознесених по окружності тримачів, які спираються безпосередньо на платформу або безпосередньо підтримуються платформою, і які тримають бобіни з кліпсами на платформі, при цьому кожен тримач утворює щонайменше одну порожнину для бобіни, яка вивільнювано утримує відповідну бобіну з кліпсами вирівняно з відповідним кліпсатором, при цьому кожен тримач виконаний з можливістю вставлення бобіни з кліпсами в тримач, при якому відповідний ближній кліпсатор залишається на місці.
14. Система за п. 13, в якій тримачі мають засоби підтримування бобін з кліпсами, причому відповідна бобіна з кліпсами розташовується у відповідній одній порожнині тримача з щільним притисканням до підтримуючих засобів.
15. Система за п. 13, в якій кожний тримач включає поворотний важіль, який має форму для щільного притискання до прилеглих стінок різних бобін для кліпс, що знаходяться в порожнинах тримачів.
16. Система за п. 13, яка додатково містить гвинти точного регулювання, по одному у взаємодії з кожним із тримачів, при цьому кожен гвинт точного регулювання виконаний так, щоб дозволити оператору радіально переміщати відповідний тримач в необхідне положення на платформі після того, як відповідний кліпсатор встановлений з грубим позиціонуванням у вибраних отворах, причому тонке регулювання, забезпечуване гвинтами тонкого регулювання, становить менше ніж близько 1/8 дюйма.
17. Система за п. 13, в якій кожний тримач рознімно підтримує дві бобіни бік у бік.
18. Система за п. 4, яка додатково містить автоматичну систему змащення, виконану для автоматичного розбризкування мастила на зірочку і/або ланцюг у вигляді дрібнодисперсного туману для запобігання стіканню мастила під час роботи.
19. Система за п. 1, яка додатково містить:
систему формування плоского рулонного матеріалу в трубчасту оболонку, що містить формуючу втулку, розташовану по ходу перед обертовою платформою; і
систему адгезивного запечатування у взаємодії з системою формування, яка склеює плоский матеріал в трубчасту конфігурацію, причому система адгезивного запечатування містить автоматичний поворотний підйомний пристрій, який піднімає один довгий край упаковки з тим, щоб дозволити соплу нанести адгезив поблизу піднятого довгого краю для склеювання оболонки в трубчасту конфігурацію.
20. Система за п. 19, в якій сопло є самоочищувальним соплом і зв'язане з нагрівним вузлом, суміжним з по суті горизонтальним соплом, яке продовжується назовні, при цьому нагрівник сопла з'єднаний з контролером, який виконаний з можливістю керування зазначеним нагрівним вузлом для нагрівання до достатньої температури, щоб видалити з сопла залишки адгезиву.
21. Система за п. 19, в якій система адгезивного запечатування містить нерухомий по суті горизонтальний екструдер, з'єднаний з криволінійним каналом протікання, який продовжується вгору від екструдера, потім над екструдером, і потім продовжується вниз для з'єднання з соплом.
22. Система за п. 21, в якій шлях протікання в системі адгезивного запечатування містить чотири температурні зони, які можуть окремо регулюватися по температурі, що включають першу зону, зв'язану з екструдером, другу зону, зв'язану з виходом з екструдера, третю зону, зв'язану з криволінійним каналом протікання, і четверту зону, зв'язану з виходом з криволінійного каналу протікання поблизу з соплом.
23. Система за п. 22, яка додатково містить контролер, зв'язаний з кожною температурною зоною і виконаний з можливістю і) моніторингу та регулювання температур в чотирьох різних температурних зонах в шляху протікання адгезиву і іі) підвищення, а потім зниження температури зони нагрівання поблизу сопла для здійснення процесу самоочищення або самопрочищення видавального сопла, тим самим перешкоджаючи його закупорюванню.
24. Система за п. 19, в якій підйомний пристрій виконаний з можливістю автоматичного переміщення між початковим положенням, що знаходиться збоку і вгору від осьової лінії консолі, і робочим положенням, відповідно до чого підіймальний пристрій переміщується вниз, щоб розташовуватися над і поблизу консолі і всередину до осьової лінії консолі.
25. Система за п. 19, яка додатково містить поворотний піддон для стоку, який розташований під соплом в неробочому положенні сопла і який синхронізований для автоматичного повороту з-під сопла, коли підіймальний пристрій переміщується в і/або знаходиться в робочому положенні.
26. Система за п. 1, причому система додатково містить: технологічну консоль, розташовану по ходу перед платформою; і
систему приводу плівки у взаємодії з джерелом подачі плоскої плівки з рулону, при цьому система приводу плівки включає два вакуумних приводи, кожен з яких має ремінь, у взаємодії з дисплеєм і контролером системи, при цьому дисплей виконаний для прийому введення користувача для спонукання вакуумних приводів автоматично переміщати вакуумні привідні ремені в робоче положення для притискання плівки до консолі.
27. Система за п. 1, яка додатково містить:
консоль, розташовану по ходу перед платформою, рознімно прикріплену до рами системи;
систему приводу плівки у взаємодії з джерелом подачі плоскої плівки з рулону;
формуючу втулку, розташовану на консолі, у взаємодії з джерелом подачі плоского матеріалу з рулону;
вузол безінструментального кріплення формуючої втулки і консолі, який має перший і другий важелі, які повертаються, щоб змусити елемент переміщатися до плити, яка вивільнювано утримує консоль і втулку на місці; і
вузол безінструментального кріплення консолі, що утримує консоль по ходу перед формуючою втулкою, причому вузол безінструментального кріплення консолі містить перший і другий вузли, які утворюють між ними по суті циліндричну порожнину, при цьому перший і другий вузли виконані так, що рознімно прикріплюються один до одного за допомогою важеля у взаємодії зі стрижнем, який продовжується через перший і другий вузли і притискає вузли до консолі.
28. Система за п. 13, в якій зазначені тримачі мають радіально рознесені внутрішній і зовнішній елементи, які взаємодіють для вивільнюваного утримування щонайменше однієї бобіни з кліпсами, причому зазначені тримачі є тримачами з закиданням бобін, що дозволяють користувачеві закидати заповнені кліпсами бобіни в порожнину тримача, щоб вони розміщувалися між внутрішнім і зовнішнім елементами, при цьому тримачі містять відповідний важіль, здатний повертатися вгору і вниз над бобіною з кліпсами для вивільнюваного утримування бобіни з кліпсами всередині зазначеної порожнини.
29. Система за п. 13, яка виконана з можливістю вивільнюваного утримування двох бобін з кліпсами бік у бік у двох суміжних порожнинах, при цьому кожен тримач включає щонайменше два колеса на протилежних сторонах тримача, що спираються на платформу.
30. Система за п. 1, що містить пристрої подачі повітря та очищення повітря, що дозволяють швидко приводити в дію різні кліпсатори зі швидкістю близько 300 деталей на хвилину або 300 футів плівки на хвилину, щоб при цьому забезпечити по суті однакову експлуатаційну продуктивність незалежно від розміру використовуваного кліпсатора.
31. Система за п. 1, яка додатково містить:
розташовану по ходу перед платформою консоль з формуючою втулкою;
фланець для підтримування безінструментального вузла формуючої втулки, прикріплений до рами пакувальної системи, при цьому безінструментальний вузол формуючої втулки містить опорну плиту з напівкруглою виїмкою і щонайменше один доступний для користувача важіль, приєднаний до опорної плити, при цьому зазначений щонайменше один важіль знаходиться у взаємодії з елементом, який переміщується в бічному напрямку, який фіксує вертикально орієнтовану пластину для установки консолі для утримування консолі в по суті горизонтальній орієнтації.
32. Система за п. 31, яка додатково містить вертикально вирівняні і рознесені перший і другий стрічкопровідні напрямні непривідні ролики, прикріплені до нижньої частини кріпильної плити.
33. Система за п. 1, в якій обертова платформа знаходиться у взаємодії із зірочкою та ланцюгом, при цьому платформа додатково містить автоматичну мастильну систему за допомогою автоматичного розбризкування мастила у вигляді дрібнодисперсного туману на зірочку і/або ланцюг через певні проміжки часу і/або після заданої кількості обертів платформи, так щоб запобігти стіканню мастила.
34. Система за п. 1, яка додатково містить:
систему приводу платформи у взаємодії з платформою для її обертання з вибраною швидкістю,
вузол приводу плівки, що включає систему приводу плівки у взаємодії з джерелом подачі плоскої плівки з рулону з вибраною швидкістю, при цьому привідний вузол плівки розташований по ходу перед обертовою платформою;
систему адгезивного запечатування у взаємодії з системою приводу плівки і розташовану по ходу перед платформою з кліпсаторами, при цьому система адгезивного запечатування має екструдер з привідною системою з вибираною швидкістю екструзії у взаємодії з каналом протікання адгезиву, який закінчується в соплі для адгезиву, при цьому система адгезивного запечатування має чотири різні температурні зони, які продовжуються між екструдером і соплом, і які можуть окремо керуватися для забезпечення необхідних відповідних температур; і
автоматизовану систему керування у взаємодії з привідною системою платформи, системою приводу плівки і привідною системою екструдера, і виконану для синхронізації роботи, регулювання привідної швидкості однієї або більше привідних систем під час роботи пакувальної системи і регулювання кожної привідної системи для роботи із заданою швидкістю для взаємодії для виробництва необхідного продукту.
35. Система за п. 34, яка додатково містить консоль з вихідною частиною, яка видає заповнювальний матеріал в секції склеєної оболонки, і в якій автоматизована система керування виконана для регулювання швидкості системи приводу плівки і/або привідної системи екструдера щонайменше однієї привідної системи залежно від зусилля, прикладеного до важеля натяжного вала, розташованого між обертовою платформою і вихідною частиною консолі таким чином, щоб знаходитися у взаємодії з натягнутою заповненою запакованою упаковкою.
36. Система за п. 1, яка додатково містить консоль, яка закінчується в кінцевій частині поблизу з'єднувального елемента насоса у втулці консолі, і вузол, що з'єднує насос з консоллю, який вивільнювано утримує консоль в герметичному сполученні по текучому середовищу з насосом.
37. Система за п. 36, в якій втулка консолі і консоль утримуються безінструментальним вузлом кріплення консолі з вузлом, що має верхній і нижній елементи, які фіксують консоль між ними і з'єднуються і вивільняються за допомогою доступного для користувача важеля.
38. Система за п. 1, яка додатково містить:
консоль, формуючу втулку і засіб подачі плоского матеріалу, для утворення по суті трубчастої плівки або оболонки, і подачі заповненої плівки або оболонки до обертової платформі для одночасного кліпсування на вказаній платформи; і
контролер, який взаємодіє з обертовою платформою та кліпсами, виконаний з можливістю, залежно від вибраного продукту, програмованого регулювання положення платформи, кліпсаторів, а також виведення встановлених даних для оператора.
39. Спосіб упаковування ділянок продуктів, використовуючи пакувальну систему з обертовою платформою з множиною кліпсаторів, що включає:
отримання вводу користувача на дисплеї для вибору необхідного продукту і/або рецептури для виготовлення;
електронне визначення необхідних робочих параметрів, використовуваних, виходячи з вводу користувача;
електронне визначення поздовжнього положення обертової платформи;
автоматичне переміщення обертової платформи в необхідне поздовжнє положення, виходячи з вибраного продукту і/або рецептури;
отримання вводу користувача для автоматичного зближення приводів плівки з консоллю;
електронний моніторинг температур у каналі протікання адгезиву і регулювання температур зон нагрівання для знаходження в межах необхідних робочих діапазонів;
електронне керування соплом для адгезиву у взаємодії з каналом протікання адгезиву для виконання процесу самоочищення;
електронне керування для розпилення або розбризкування мастила на ланцюг або зірочку, зв'язану з привідною системою для обертової платформи;
автоматичне підняття верхнього довгого краю перекривних шарів плівки, використовуючи піднімальний механізм, потім електронне керування соплом для просування з тим, щоб видати адгезив між перекривними шарами плівки;
електронне підключення до операційної системи і/або контролера системи з віддаленого пункту, використовуючи комп'ютерну мережу;
електронну синхронізацію різних приводів системи для взаємодії на відповідних швидкостях, включаючи синхронізацію приводу плівки, приводу екструдера адгезиву і приводу обертової платформи; і
заміну однієї або більше бобін з кліпсами на обертовій платформі, використовуючи тримач для вставки бобін, який рознімно утримує бобіни з кліпсами таким чином, що відповідні бобіни знаходяться у взаємодіючому вирівнюванні з відповідним кліпсатором на обертовій платформі.
Текст
Реферат: Машини, системи, пристрої, способи і комп'ютерні програмні продукти для забезпечення одного або більше з наступного: вдосконалених пакувальних систем з обертовим столом або платформою, вдосконалених систем запечатування плівки адгезивом і/або систем кріплення консолі, формувального елемента і/або зірочок з більш легким заряджанням або зняттям. UA 100401 C2 (12) UA 100401 C2 UA 100401 C2 5 10 15 20 25 30 35 40 45 50 55 ОПИС Дана заявка має пріоритет заявки США Сер. № 61/015,067 від 19 грудня 2007 року, зміст якої включений в даний опис шляхом посилання, як якби він був повністю викладений тут. Даний винахід стосується пристроїв, систем, способів і комп'ютерних програмних продуктів, які набивають або іншим чином заповнюють продукт в оболонки, які вміщують цей продукт. Рівень техніки Традиційно, при виготовленні таких споживчих продуктів, як м'ясні або інші харчові продукти, ці продукти подають (звичайно під тиском) або набивають в оболонку таким чином, щоб заповнити оболонку необхідною кількістю продукту. Як добре відомо, оболонка може являти собою натуральну або штучну рукавну оболонку, яка розмотується, переміщується, натягується і/або витягується для утворення довгастої оболонки поверх бажаного продукту. Інший тип оболонки являє собою термозварену трубчасту оболонку, згорнену з тонкого листа гнучкого матеріалу, звичайно еластомерного і/або полімерного матеріалу. Патенти США 5,085,036 і 5,203,760 описують приклади автоматичних пристроїв по суті з безперервною подачею, придатних для формування листового матеріалу або плоского рулонного матеріалу в трубчасті плівкові оболонки. Обертові платформи з множиною кліпсаторів (пристроїв для накладення кліпс на набиті ковбасні оболонки), такі як високошвидкісні пакувальні системи Rota-Clip® від Tipper Tie, Апекс, шт. Північна Кароліна, використовувалися в рівні техніки для виготовлення великих кількостей кліпсованих продуктів. Див., наприклад, патенти США 4,821,485; 5,020,298; 5,259,168; 5,471,815 і 5,644,896. Зміст вищезгаданих патентів включений в даний опис шляхом посилання, як якби він був викладений тут повністю. Суть винаходу Деякі варіанти винаходу направлені на пакувальні системи. Пакувальні системи включають обертову платформу, що має вертикальний стояк, і множину рознесених по окружності кліпсаторів, встановлених на обертовій платформі. Платформа виконана з можливістю одночасної установки множини кліпсаторів на відповідних, рознесених по окружності місцях кліпсування. У деяких варіантах, платформа виконана з можливістю рознімного взаємозамінного прикріплення двох кліпсаторів різного розміру на різних місцях кліпсування, при цьому один з кліпсаторів різних розмірів виконаний для кліпс більшого розміру, ніж інший кліпсатор. У конкретних варіантах, кліпсатори різного розміру включають вмонтовані магістралі подачі повітря, які сполучені з магістралями подачі повітря на кожному місці кліпсування платформи таким чином, що встановлені кліпсатори знаходяться в сполученні по текучому середовищу із загальним джерелом стисненого повітря для приведення в дію кліпсаторів різного розміру. Стіл або платформа можуть бути виконані з можливістю одночасного розміщення дванадцяти кліпсаторів, по одному на кожному з дванадцяти пунктів кліпсування. Система може, якщо потрібно, включати рознімну зірочку головного приводу, розташовану під обертовою платформою, оточуючи вертикальний стояк, і привідну систему з ланцюгом у взаємодії з зірочкою, яка обертає обертову платформу з необхідною швидкістю. Система також може, якщо потрібно, включати першу і другу вертикально розташовані одна над одною і рознесені плити, кожна з яких розділена на множину суміжних частин з радіально продовжуваною лінією розніму між суміжними частинами. У деяких варіантах виконання, система може включати датчик положення у взаємодії з обертовою платформою і рамою, яка підтримує обертову платформу. Система також може включати контролер, який одержує дані від датчика положення і автоматично переміщує обертову платформу в необхідне подовжнє положення виходячи з даних положення від датчика і введення користувача, який вибирає тип продукту і/або розмір для виготовлення. У деяких варіантах виконання, система включає множину рознесених по окружності тримачів, які підтримують бобіни з кліпсами на платформі. Кожний тримач підтримує відповідну бобіну з кліпсами у взаємодіючому вирівнюванні з відповідним кліпсатором. Кожний тримач виконаний з можливістю забезпечення вставлення бобіни з кліпсами в тримач, при цьомувідповідний ближній кліпсатор залишається в своєму положенні. Система може включати гвинти точного регулювання, по одному у взаємодії з кожним з тримачів, при цьому гвинти точного регулювання виконані таким чином, щоб забезпечувати для оператора можливість радіального переміщення тримача в необхідне положення на платформі. Кожний тримач може рознімно підтримувати дві бобіни бік-у-бік. У деяких конкретних варіантах виконання, система може включати автоматичну систему змащування, виконану для автоматичного розпилення або розбризкування мастила на зірочку і/або ланцюг, взаємодіючий з нею під час роботи. 1 UA 100401 C2 5 10 15 20 25 30 35 40 45 50 55 У деяких варіантах виконання, система також може включати систему формування плоского рулонного матеріалу в трубчасту упаковку з формувальною втулкою, що розташовується по ходу перед обертовою платформою, і систему адгезивного запечатування у взаємодії з системою формування, яка склеює плоский матеріал в трубчасту конфігурацію. Система адгезивного запечатування може включати автоматичний підіймальний пристрій, який підіймає один довгий край упаковки з тим, щоб дозволити соплу нанести адгезив поблизу з піднятим довгим краєм для склеювання упаковки в трубчасту конфігурацію. Сопло може являти собою самоочищуване сопло з нагрівником. Нагрівник сопла знаходиться у взаємодії з контролером, і контролер виконаний з можливістю керування нагрівником для нагрівання до достатньої температури, щоб видалити з сопла залишки адгезиву. Система адгезивного запечатування може включати нерухомий по суті горизонтальний екструдер, який з’єднується з криволінійним каналом протікання, який з’єднується з соплом. Система адгезивного запечатування може включати чотири температурні зони, які можуть окремо регулюватися по температурі, що включають першу зону, пов'язану з екструдером, другу зону, пов'язану з виходом з екструдера, третю зону, пов'язану з криволінійним каналом протікання, і четверту зону, пов'язану з виходом з криволінійного каналу протікання поблизу з соплом. Підіймальний пристрій може бути виконаний з можливістю автоматичного переміщення між початковим положенням збоку і зверху від осьової лінії консолі і робочим положенням, відповідно до чого підіймальний пристрій переміщається вниз, щоб розташовуватися над і поблизу консолі і всередину до осьової лінії консолі. Система адгезивного запечатування може включати поворотний піддон для стікання, який розташований під соплом в неробочому положенні сопла і який синхронізований для автоматичного повороту з-під сопла, коли підіймальний пристрій переміщається в і/або знаходиться в його робочому положенні. Система може включати консоль, розташовану по ходу перед платформою, і систему приводу плівки у взаємодії з джерелом подачі плоскої плівки з рулону. Система приводу плівки може включати два вакуумних приводи, кожний має пас, у взаємодії з дисплеєм і контролером системи, відповідно до чого дисплей виконаний з можливістю приймати введення користувача для спонукання вакуумних приводів автоматично переміщувати вакуумні привідні паси в робоче положення для притискання плівки до консолі. Система може включати раму. Система також може включати технологічну консоль, розташовану по ходу перед платформою, систему приводу плівки у взаємодії з джерелом подачі плоскої плівки з рулону і формувальну втулку, розташовану на консолі у взаємодії з джерелом подачі плоского матеріалу з рулону. Система може включати вузол безінструментального кріплення формувальної втулки і консолі, який має перший і другий важелі, які повертаються, щоб примусити втулку переміщатися до плити, яка вивільнювано утримує консоль і втулку на місці, і вузол безінструментального кріплення консолі, який утримує консоль по ходу перед формувальною втулкою. Вузол безінструментального кріплення консолі може включати перший і другий вузли, які утворюють між ними по суті циліндричну порожнину. Перший і другий вузли можуть бути виконані таким чином, щоб рознімно приєднуватися один до одного за допомогою важеля у взаємодії зі стрижнем, який продовжується через перший і другий вузли і притискає вузли до консолі. Інші варіанти виконання направлені на вузол адгезивного запечатування для пакувальної системи. Вузол включає в себе: (a) стаціонарно встановлений по суті горизонтальний екструдер у взаємодії з бункером з адгезивом; (b) криволінійний канал, що нагрівається, який має протилежні верхню і нижню кінцеві частини, при цьому верхня кінцева частина знаходиться в сполученні по текучому середовищу з вихідною частиною для адгезиву по суті горизонтального екструдера; (с) сопло, що видає адгезив, в сполученні по текучому середовищу з і поблизу з нижньою кінцевою частиною каналу, що нагрівається; (d) рулон плоского листового матеріалу у взаємодії з формувальною втулкою і по суті горизонтально продовжуваною консоллю для формування листового матеріалу на місці в по суті трубчасту форму з відкритими накладеними довгими краями навколо консолі; і (е) автоматичний підіймальний механізм у взаємодії з рулоном плоского листового матеріалу далі по ходу відносно формувальної втулки. При роботі, підіймальний механізм виконаний з можливістю автоматичного переміщення для підняття верхнього з накладених довгих країв листового матеріалу, за допомогою чого сопло, що видає адгезив, автоматично видає текучий адгезив між довгими краями сформованого листового матеріалу. 2 UA 100401 C2 5 10 15 20 25 30 35 40 45 50 55 Сопло може являти собою самоочищуване сопло, яке знаходиться у взаємодії з контролером системи, який електронним чином керує нагрівником, пов'язаним з соплом, для нагрівання до досить високої температури, щоб розплавити і звільнити залишки адгезиву в соплі. Інші варіанти виконання направлені на комп'ютерний програмний продукт для керування пакувальною системою з обертовим столом, що має множину рознесених по окружності кліпсаторів на ньому, у взаємодії з консоллю і системою формування плоского матеріалу в по суті трубчасту плівку або упаковку. Комп'ютерний програмний продукт включає машиночитане середовище для зберігання інформації, яке містить машиночитану керуючу програму, поміщену в середовище. Машиночитана керуюча програма включає в себе: (a) машиночитану керуючу програму, призначену для моніторингу і регулювання температур в чотирьох різних температурних зонах, пов'язаних з каналом протікання адгезиву, який закінчується у соплі, що видає адгезив; і (b) машиночитану керуючу програму, призначену для збільшення, потім зменшення температури зони нагрівання поруч з видавальним соплом для спонукання видавального елемента здійснювати процес самоочищення або самопрочищення, тим самим перешкоджаючи закупорці видавального сопла. Ще інші варіанти виконання направлені на комп'ютерний програмний продукт для керування пакувальною системою з обертовим столом, на якому розміщена множина рознесених по окружності кліпсаторів, у взаємодії з консоллю і системою формування плоского матеріалу в по суті трубчасту плівку або упаковку. Комп'ютерний програмний продукт включає машиночитане середовище для зберігання інформації, що містить машиночитану керуючу програму, поміщену в середовище. Машиночитана керуюча програма включає машиночитану керуючу програму, призначену для програмного забезпечення рецептурно-специфічного регулювання положення стола, кліпсаторів і відображення даних налагождення для операторів. Додаткові варіанти виконання направлені на тримачі бобін для кліпс, виконані з можливістю вивільнюваного утримання і зняття щонайменше однієї, звичайно двох розташованих бік-у-бік бобін з кліпсами. Ще інші варіанти виконання направлені на пакувальну систему з консоллю, на якій розміщено формувальну втулку, і рулоном плоского листового матеріалу у взаємодії з формувальною втулкою і консоллю. Система виконана з можливістю формування листового матеріалу на місці в по суті трубчасту форму з відкритими накладеними довгими краями навколо консолі. Система також включає джерело подачі гарячого адгезиву у взаємодії з соплом і автоматичний підіймальний механізм, виконаний з можливістю автоматичного підняття верхнього з накладених довгих країв з тим, щоб дозволити соплу для адгезиву переміститися під піднятий довгий край і нанести склеювальний склад між накладеними довгими краями. Ще інші варіанти виконання направлені на обертовий стіл, що розміщує множину рознесених по окружності кліпсаторів, при цьому кожний відповідний кліпсатор має пару взаємодіючих напрямних для кліпс з системою отворів і напрямним пазом, які прикріплюються до обертового стола і взаємодіють з напрямними кліпсатора, які підтримують і фіксують кліпсатор в необхідному одному з численних різних радіальних положень. Ще інші варіанти виконання направлені на обертовий опорний стіл, що розміщує множину рознесених по окружності кліпсаторів, при цьому кожний відповідний кліпсатор має гвинт, що радіально висувається, який утворює для кліпсаторів елемент точного регулювання радіального положення. Додаткові варіанти виконання направлені на пакувальну систему, яка включає систему адгезивного запечатування з екструдером, видавальним соплом і каналом протікання адгезивного текучого середовища, що містить щонайменше чотири окремі зони нагрівання з автоматично регульованою температурою. Деякі варіанти виконання направлені на пакувальну систему з обертовим столом з вертикальним стояком, при цьому стіл має множину рознесених по окружності кліпсаторів в сполученні по текучому середовищу з пристроями подачі стисненого повітря і очищення повітря, і рознімною зірочкою, що оточує вертикальний стояк, у взаємодії з привідною системою для обертання стола з необхідною швидкістю. Стіл може бути виконаний з можливістю рознімного прикріплення кліпсаторів різного розміру, причому один з яких працює з більшими кліпсами, ніж інше, і при цьому пристрої подачі повітря і очищення повітря системи забезпечують можливість швидкого приведення в дію різних кліпсаторів зі швидкістю приблизно 300 шматків на хвилину або 300 футів плівки на хвилину, щоб тим самим забезпечити по суті однакову експлуатаційну продуктивність незалежно від використовуваного кліпсатора. 3 UA 100401 C2 5 10 15 20 25 30 35 40 45 50 55 60 Деякі варіанти виконання направлені на пакувальну систему, яка включає консоль з формувальною втулкою і фланець для підтримання безінструментального вузла формувальної втулки, прикріплений до рами пакувальної системи. Безінструментальний вузол формувальної втулки включає опорну плиту з напівкруглою виїмкою і щонайменше один доступний для користувача важіль, приєднаний до опорної плити, при цьому вказаний щонайменше один важіль знаходиться у взаємодії з переміщуваним в бічному напрямі елементом, який фіксує консоль в по суті горизонтальній орієнтації. Ще інші варіанти виконання направлені на обертовий стіл з множиною рознесених по окружності кліпсаторів. Стіл знаходиться у взаємодії з зірочкою і ланцюгом. Стіл додатково включає автоматичну систему змащування розпиленням для зірочки, яка виконана для автоматичного розпилення або розбризкування мастила на зірочку і/або ланцюг через певні проміжки часу і/або після заданої кількості обертів стола. Додаткові варіанти виконання направлені на пакувальні системи з множиною взаємодіючих різних привідних систем. Система включає в себе: (a) обертовий стіл, що розміщує множину рознесених по окружності кліпсаторів, при цьому обертовий стіл знаходиться у взаємодії з привідною системою стола з вибираною швидкістю; (b) вузол приводу плівки, що має систему приводу плівки у взаємодії з джерелом подачі плоскої плівки з рулону, що має вибирану швидкість, при цьому привідний вузол плівки розташований по ходу перед обертовим столом з кліпсаторами; (с) систему адгезивного запечатування у взаємодії з системою приводу плівки і розташовану по ходу перед столом з кліпсаторами, при цьому система адгезивного запечатування має екструдер з привідною системою екструдера з вибираною швидкістю екструзії у взаємодії з каналом протікання адгезиву, який закінчується в соплі для адгезиву; і (d) автоматизовану систему керування у взаємодії з привідною системою стола, системою приводу плівки і привідною системою екструдера, призначену для синхронізації роботи, регулювання привідної швидкості однієї або більше привідних систем під час роботи пакувальної системи і регулювання кожної привідної системи для роботи із заданою швидкістю для взаємодії, щоб виготовити необхідний продукт. Система може включати консоль з вихідною частиною, яка видає заповнювальний матеріал в секції склеєної оболонки. Автоматизована система керування призначена для регулювання швидкості щонайменше однієї привідної системи залежно від зусилля, прикладеного до важеля натяжного вала, розташованого між обертовим столом і вихідною частиною консолі таким чином, щоб знаходитися у взаємодії з натягнутою заповненою склеєною упаковкою. Ще інші варіанти виконання направлені на пакувальну систему з консоллю, що закінчується в кінцевій частині поруч із з'єднувальним елементом насоса у втулці консолі, і вузол, що з'єднує насос з консоллю, який вивільнювано утримує консоль в герметичному сполученні по текучому середовищу з насосом. Втулка консолі і консоль можуть кріпитися до рами системи за допомогою безінструментального вузла кріплення консолі з вузлом, що має верхній і нижній елементи, які фіксують консоль між ними і з’єднуються і звільняються за допомогою доступного для користувача важеля. Додаткові варіанти виконання направлені на способи упаковки ділянок продуктів, використовуючи пакувальну систему з обертовим столом з множиною кліпсаторів, які включають в себе щонайменше один з наступних етапів, звичайно з множини етапів, і можуть бути здійснені, використовуючи всі з наступних етапів: (a) одержання введення користувача на дисплеї для вибору необхідного продукту і/або рецептури для виготовлення; (b) електронне визначення необхідних робочих параметрів, використовуваних виходячи з введення користувача; (с) електронне визначення подовжнього положення обертового стола; (d) автоматичне переміщення обертового стола в необхідне подовжнє положення, виходячи з вибраного продукту або рецептури; (е) одержання введення користувача для автоматичного зближення приводів плівки з консоллю; (f) електронний моніторинг температур в каналі протікання адгезиву і регулювання температур зон нагрівання для знаходження в межах необхідних робочих діапазонів; (g) електронне керування соплом для адгезиву у взаємодії з каналом протікання адгезиву для виконання процесу самоочищення; (h) електронне керування для розпилення або розбризкування мастила на ланцюг або зірочку, пов'язану з привідною системою для обертового стола; (i) автоматичне підняття верхнього довгого краю шарів плівки, що перекриваються, потім електронне керування соплом для його просування з метою нанесення адгезиву між шарами плівки, що перекриваються; (j) електронне підключення до операційної системи і/або контролера системи з віддаленого пункту, використовуючи комп'ютерну мережу; (k) електронна синхронізація різних приводів системи для взаємодії на відповідних швидкостях, включаючи синхронізацію приводу плівки, приводу 4 UA 100401 C2 5 10 15 20 25 30 35 40 45 50 55 екструдера адгезиву і приводу обертового стола; і (l) заміна однієї або більше бобін з кліпсами на столі, використовуючи тримач із закидом бобін, який рознімно підтримує бобіни з кліпсами. Хоч описані вище відносно аспектів способу варіантів виконання даного винаходу, потрібно розуміти, що ці ознаки також можуть бути здійснені у вигляді систем, підсистем, вузлів і/або комп'ютерних програмних продуктів. Ці і інші цілі і/або аспекти даного винаходу детально пояснюються в описі винаходу, викладеному нижче. Короткий опис креслень Фіг. 1 - перспективний вигляд спереду пакувальної системи з обертовою платформою з множиною кліпсаторів відповідно до варіантів виконання даного винаходу. Фіг. 2 - перспективний вигляд збоку системи, показаної на Фіг. 1. Фіг. 3 - перспективний вигляд збоку системи важеля натяжного вала, виконаної з можливістю взаємодії з натягнутим продуктом для автоматичного регулювання швидкості видачі пристрою для нанесення адгезиву/клею, відповідно до варіантів виконання даного винаходу. Фіг. 4A - вигляд з торця ілюстративного тримача для вивільнюваного утримання бобін з кліпсами відповідно до варіантів виконання даного винаходу. Фіг. 4B - перспективний вигляд збоку іншого ілюстративного тримача відповідно до інших варіантів виконання даного винаходу. Фіг. 4C - вигляд збоку обертового стола, що розміщує тримачі на Фіг. 4B відповідно до варіантів виконання даного винаходу. Фіг. 5 - місцевий перспективний вигляд зверху частини платформи, показаної на Фіг. 1, що ілюструє напрямні кліпс з багатопозиційою установкою і можливістю точного радіального регулювання відповідно до варіантів виконання даного винаходу. Фіг. 6 - збільшений вигляд збоку частини платформи, показаної на Фіг. 1 (показано, якщо дивитися всередину), що ілюструє встановлювальну плиту для напрямної кліпс з можливістю точного радіального регулювання, як показано на Фіг. 5. Фіг. 7 - вигляд з торця тримача, показаного на Фіг. 4A, що ілюструє фіксатор для бобін, піднятий для забезпечення легкого доступу до заряджених бобін, відповідно до варіантів виконання даного винаходу. Фіг. 8 - перспективний вигляд збоку тримача, показаного на Фіг. 4A, який ілюструє, що одна бобіна знята з тримача, при цьому важіль піднятий, відповідно до варіантів виконання даного винаходу. Фіг. 9 - збільшений вигляд тримача, показаного на Фіг. 8. Фіг. 10 - місцевий вигляд знизу платформи, показаної на Фіг. 1, що ілюструє автоматичний розпилювач мастила для привідної зірочки обертання платформи і/або ланцюга відповідно до варіантів виконання даного винаходу. Фіг. 11 - місцевий вигляд знизу при розгляді з протилежної сторони відносно вигляду на Фіг. 10, що ілюструє, зокрема, автоматичний розпилювач мастила, показаний на Фіг. 10. Фіг. 12 - вигляд нижче рівня платформи системи, показаної на Фіг. 1, що ілюструє вертикальну опору для обертової платформи, розміщену у взаємодії з рознімною зірочкою і розташованими одна над одною рознімними опорними пластинами, що забезпечує зручність заміни зірочки без необхідності розбирання вертикальної опори, відповідно до варіантів виконання даного винаходу. На Фіг. 13 показаний вузол/система подачі адгезиву з каналом протікання адгезиву з множиною зон нагрівання з горизонтальним екструдером і криволінійною гнучкою трубкою, яка подає гарячий текучий адгезив до вихідного отвору або сопла, відповідно до варіантів виконання даного винаходу. Фіг. 14 - збільшений місцевий вигляд спереду системи, показаної на Фіг. 13. Фіг. 15 - збільшений вигляд випускної кінцевої частини каналу протікання адгезиву, показаного на Фіг. 13, відповідно до варіантів виконання даного винаходу. Фіг. 16 - збільшений вигляд кінцевого вузла, що нагрівається, розташованого поруч з випускним кінцем екструдера, відповідно до варіантів виконання даного винаходу. Фіг. 17A - місцевий перспективний вигляд збоку формувальної втулки і консолі з безінструментальним кріпильним вузлом відповідно до варіантів виконання даного винаходу. Фіг. 17B - вигляд безінструментального вузла з формувальною втулкою з рознесенням деталей відповідно до варіантів виконання даного винаходу. Фіг. 18A - вигляд в перспективі збоку конструкції для безінструментального рознімного кріплення консолі відповідно до варіантів виконання даного винаходу. 5 UA 100401 C2 5 10 15 20 25 30 35 40 45 50 55 60 Фіг. 18B - вигляд безінструментального вузла кріплення консолі з рознесенням деталей відповідно до варіантів виконання даного винаходу. Фіг. 19 - перспективний вигляд збоку протилежної сторони вузла кріплення консолі за Фіг. 18A відповідно до варіантів виконання даного винаходу. Фіг. 20 - вигляд збоку автоматичного підіймального пристрою для плівки/упаковки відповідно до варіантів виконання даного винаходу. Фіг. 21 - перспективний вигляд збоку підіймального пристрою, показаного на Фіг. 20, що ілюструє підіймальний пристрій, переміщений вертикально вниз і повернутий до подовжньої осьової лінії консолі для переміщення під верхній шар плівки, синхронізований з соплом з тим, щоб дозволити соплу переміщатися між шарами, що перекриваються, у відповідь на операцію підняття, відповідно до варіантів виконання даного винаходу. Фіг. 22 - перспективний вигляд збоку підіймального пристрою, показаного на Фіг. 20, що ілюструє підіймальний пристрій в піднятому вгору, вихідному або початковому положенні і з піддоном для стікання адгезиву, який може повертатися для розташування під вихідним соплом для адгезиву, відповідно до варіантів виконання даного винаходу. Фіг. 23A - вигляд з рознесенням деталей вузла приводу плівки, що включає головний пас, який знаходиться у взаємодії з переднім і заднім вакуумними приводами, відповідно до варіантів виконання даного винаходу. Фіг. 23B - вигляд знизу вузла приводу плівки, показаного на Фіг. 23A, в зборі. Фіг. 24 - блок-схема системи обробки даних відповідно до варіантів виконання даного винаходу. Докладний опис варіантів виконання винаходу Даний винахід тепер буде більш детально описаний нижче з посиланням на супроводжувальні фігури, на яких показані варіанти виконання винаходу. Однак даний винахід може бути здійснений в багатьох різних формах і його не треба розглядати як обмежений варіантами виконання, викладеними тут. Аналогічні позиції стосуються аналогічних елементів по всьому опису винаходу. Ознаки, описані відносно одного варіанта виконання, можуть бути використані окремо або з іншим варіантом виконання, хоч конкретно не описано відносно цього іншого варіанта виконання. На фігурах, певні шари, елементи або ознаки можуть бути збільшені для ясності, і пунктирні лінії показують додаткові ознаки або операції, якщо не вказане інше. Крім того, послідовність операцій (або етапів) не обмежена порядком, представленим в формулі винаходу, якщо конкретно не вказане інше. Де використано, терміни "прикріплений", "з’єднаний", "контактуючий", "зчіпний" і т. п. можуть означати або безпосередньо, або опосередковано, якщо не зумовлене інше. Термін "одночасно" має на увазі, що операції виконуються по суті в той же самий час. Якщо не задане інше, всі терміни (включаючи технічні і наукові терміни), використовувані тут, мають одне і те ж значення, що, як правило, зрозуміло для середнього фахівця в даній галузі техніки, до якої належить даний винахід. Більше того, потрібно розуміти, що терміни, такі як визначені в широко застосовуваних довідниках, потрібно інтерпретувати як такі, що мають значення, яке є узгоджуваним з їх значенням в контексті відповідної галузі техніки, і їх не треба інтерпретувати в ідеалізованому або понадміру формальному значенні, якщо тут точно так не задано. Термін "рама" означає, в загальному значенні, каркасну конструкцію, використовувану для підтримання одного або більше пристроїв, вузлів і/або елементів. Рама може являти собою встановлювану на підлогу раму. Термін "автоматичний" має на увазі, що операції можуть виконуватися по суті без необхідності ручної праці, звичайно використовуючи програмно керовані системи керування і електричні і/або механічні пристрої. Термін "напівавтоматичний" має на увазі, що може використовуватися введення або допомога оператора, але більшість операцій виконується автоматично, використовуючи електромеханічні пристрої і програмно керовані системи керування. У описі варіантів виконання даного винаходу, який представлений нижче, певні терміни використовуються для указання на взаємне розташування певних конструкцій відносно інших конструкцій. Як використовується тут, термін "передній" або "уперед" і їх похідні вказують на основний або головний напрям, вздовж якого наповнювач або продукт переміщається на виробничій лінії для утворення упакованого продукту; цей термін повинен бути синонімічним терміну "розташований далі по ходу", який часто використовується в контексті виробництва або потоку матеріалів для позначення того, що певний матеріал, який переміщується або піддається обробці, знаходиться далі по ходу цього процесу, ніж інший матеріал. Навпаки, терміни "назад", "розташований по ходу перед" чим-небудь і їх похідні, наприклад 6 UA 100401 C2 5 10 15 20 25 30 35 40 45 50 55 60 "розташований ближче по ходу", вказують на напрями, протилежні відповідно напрямам "уперед", "по ходу за" чим-небудь і "далі по ходу". Терміни "адгезив" або "клей" означають матеріал, який при нанесенні на шов або крайові частини, що перекриваються, матеріалу упаковки або оболонки може склеювати краї для герметизації продукту (звичайно по суті в трубчасту або подовжену форму). Склеювання звичайно є міцним і здатне витримувати необхідний тиск. Для харчових продуктів, адгезив може бути біосумісним. Приклади придатних адгезивів включають, але не обмежені цим, полімери, такі як розплавлений ПЕВГ (поліетилен високої густини). Варіанти виконання даного винаходу є особливо придатними для виготовлення продуктів, що упаковуються, які взаємодіють з кліпсаторами для застосування кліпс з тим, щоб герметизувати продукти, розміщені в оболонках. Продукт може являти собою з’єднаний ланцюг подовженого екструдованого продукту, розміщеного в оболонці. Оболонка або упаковка може являти собою будь-який придатний матеріал або матеріали (харчовий або нехарчовий, природний або синтетичний), наприклад, але не обмежена цим, колагенову, целюлозну, еластомерну, полімерну і/або пластикову оболонку. Термін "плівка" стосується тонкого гнучкого листа пакувального матеріалу. Коли використовується з харчовими продуктами, плівка, оболонка або упаковка повинна бути сумісною з продуктами харчування. Посилаючись тепер на фігури, система 10 (Фіг. 1) включає обертову платформу 20 з верхньою частиною 21 стола з рознесеними по окружності кліпсаторами 22 (звичайно подвійними кліпсаторами). Система також може включати канал 30 подачі текучого адгезивного середовища, консоль 52 і формувальну втулку 50. Як добре відомо для фахівців в даній галузі, формувальна втулка 50 призначена для утворення склеєних (зварених) по суті трубчастих оболонок з еластомерного і/або полімерного листа і/або плоского рулонного матеріалу, який потім набивається або заповнюється текучим продуктом. Більш звичайно, рулонний матеріал являє собою еластомерний і/або полімерний лист, який є відносно тонким. Рулонний матеріал може являти собою плоский листовий матеріал гнучкої плівки, який може бути сформований на місці в безперервну довжину термозвареної і/або іншим чином з’єднаної або звареної трубчастої оболонки. Формування може здійснюватися по суті автоматично і безперервно протягом необхідного проміжку часу (звичайно щонайменше близько 45-60 хвилин, залежно від величини довжини рулонного матеріалу). Зварювання може здійснюватися, використовуючи термоклейовий текучий матеріал, такий як полімер, як адгезив, який склеює два шари один з одним. Зварювання може використовувати додаткові і/або інші придатні склеювальні засоби, що включають, наприклад, ультразвукові, світлові (ультрафіолетове випромінювання або інша необхідна довжина хвилі), хімічні і/або інші склеювальні засоби. Шов може являти собою шов впритул, зварний шов, що з'єднує краї матеріалу, або іншу форму напускного і/або стикового з'єднання, але звичайно виконаний з одним довгим краєм 62 оболонки 60, накладеним на іншій, як показано, наприклад, на Фіг. 21. Упаковуваний подовжений або трубчастий продукт може являти собою подовжений харчовий продукт, такий як м'ясний продукт. Ілюстративні м'ясні продукти включають, але не обмежені цим, шари м'яса (які можуть включати гостру копчену ковбасу, домашню птицю і/або яловичину або інше необхідне м'ясо) і оброблені м'ясні продукти, які повністю або частково включають м'ясні суміші, що включають ковбаси, хот-доги і т. п. Інші варіанти виконання даного винаходу можуть бути направлені на герметизацію інших типів продуктів харчування (наприклад сиру) або іншого продукту в пакувальних матеріалах. Приклади інших продуктів включають порошки, такі як сипучі матеріали, що включають крупи, цукор, пісок, вибухові речовини і т. п., або інші текучі матеріали, що включають консервований в рідкій заливці корм для домашніх тварин (аналогічний традиційно зберігаємому в консервних банках), або інші порошкові, сипучі, тверді, напівтверді або драглисті матеріали. Продукт може упаковуватися в будь-якій придатній галузі промисловості, включаючи продукти харчування, культивування водних організмів, сільське господарство, навколишнє середовище, хімікати, вибухові речовини або інші застосування. Звертаючись до фіг. 1 і 2, показана ілюстративна система 10 обертової платформи з численними кліпсаторами. Хоч вона показана такою, що включає (звичайно подвійні) кліпсатори 22, немає необхідності, щоб всі працювали в процесі упаковки (наприклад, кожний другий може бути відключений), або стіл 20 може включати іншу кількість кліпсаторів 22, звичайно 10-14. Традиційні системи Rota-Clip® є доступними від Tipper Tie, Апекс, шт. Північна Кароліна. Кількість кліпсаторів 22, використовуваних в поєднанні з окружністю стола 20, і/або радіально регульоване положення кліпсаторів 22 на столі 20 можуть забезпечити різні довжини кінцевого продукту, що підлягає виготовленню. Наприклад, для однакових радіальних положень кліпсаторів, одна операція, що використовує всі 12 кліпсаторів 22, може виготовити 7 UA 100401 C2 5 10 15 20 25 30 35 40 45 50 55 60 шестидюймовий продукт, і, якщо кожний другий кліпсатор 22 відключений, може використовуватися продукт до 36 дюймів в довжину. Більші розміри можуть бути досягнуті, використовуючи альтернативні конструкції. Як показано на Фіг. 1 і 2, система 10 може включати мініатюрні кульові клапани 22v, звичайно один для кожного кліпсатора 22, у взаємодії з пневматичним регулятором, який автоматично керує вмиканням і вимиканням відповідного кліпсатора 22 згідно з системним (ЛМІ/ПЛК) контролером 10c. Як і у випадку традиційних кліпсаторів обертової платформи, при роботі, склеєна заповнена трубчаста упаковка скріпляється металевими кліпсами під поверхнею стола платформи. Як показано на Фіг. 1 і 2, для кожного пункту 22s кліпсування є дві повітряні магістралі 22a, які проходять вниз вздовж центрального стояка 12. Одна магістраль є головною повітряною магістраллю для пускового клапана під зірочкою 83 (Фіг. 10). Друга повітряна магістраль забезпечує можливість закривання клапана відповідного кліпсатора 22. Вона також має вмонтований відсічний клапан 22v, встановлений в трубопроводі. Якщо такий використовується, він перериває потік повітря до циліндра клапана на цьому окремому кліпсаторі. Якщо клапан не закривається, кліпсатор не "вистрілить" (тобто не опустить пробійник або ніж). Причиною вимкнення кліпсатора є необхідність проходження продукту більшої довжини, ніж нормальна довжина продукту (наприклад, батона), яку може обробляти кожної кліпсатор. Наприклад, якщо кліпсатор #1 ввімкнений, кліпсатор #2 вимкнений і кліпсатор #3 ввімкнений, кліпсованою ділянкою продукту стає відстань від кліпсатора #1 до кліпсатора #3. Цей стан ввімкнення/вимкнення може основуватися на "рецепті", вибираному користувачем під час налагодження. Термін "рецепт" означає, що система 10 може бути попередньо завантажена, запрограмована і/або виконана з множиною різних режимів роботи і/або конфігурацій, виходячи з необхідної продуктивності. Система 10 може приймати користувацькі вхідні дані для вибору необхідного продукту, і система може автоматично реалізовувати в електронному вигляді різні параметри, такі як різні привідні частоти обертання, положення стола, швидкість екструдера, необхідна схема вмикання кліпсаторів, така як, наприклад, кліпсатори №№ 1, 3, 5...11, кліпсатори №№ 2, 4, 6, 8, 10, 12 або кліпсатори №№ 1-12, і т. п., використовувані, виходячи із заданої «рецептури», що може забезпечити необхідну продуктивність. Користувацькі вхідні дані можуть являти собою таблицю або блоки на дисплеї з візуальним позначенням типів, найменувань продукту і/або необхідної довжини продукту. Система може задавати пов'язані експлуатаційні параметри для одержання цієї продуктивності, виходячи з рецептури. Рецепт може бути конкретним для розмірів і/або продуктів. Наприклад, користувач може вибрати необхідний заданий продукт і/або розмір продукту, і система може бути сконфігурована для вибору або визначення належного подовжнього положення платформи 20 відносно вихідної подавальної опорної поверхні 55 (показаної такою, що містить ролики) і/або вибору привідної частоти обертання певних елементів, температури зон (наприклад, A-D) нагрівання, правильного радіального положення отворів під штифт для використання при прикріпленні кліпсаторів 22 до платформи 20 і т. п., виходячи з певної "рецептури". Таким чином, наприклад, рецептура може бути запрограмована і включена в електронну бібліотеку і/або таблицю відповідності положення кліпсаторів (наприклад, який номер отвору під штифт використовувати на шині для ковзання кліпс і на напрямних для кліпс), які можуть візуально відображатися для оператора і також можуть автоматично приводити в дію необхідні кліпсатори 22 і вибирати швидкість платформи 20, швидкість переміщення упаковки (наприклад, плівки або оболонки), температури для однієї або більше зон A-D і швидкість екструдера адгезиву. Обертова платформа або стіл 20 може знаходитися у взаємодії з вдосконаленою системою 20a (Фіг. 2) подачі повітря і очищення повітря для приведення в дію кліпсаторів, таким чином системи 10 можуть працювати з кліпсаторами 22 і пов'язаними кліпсами взаємозамінного розміру для забезпечення поліпшеної швидкості, впровадження у виробництво і/або забезпечення однакової експлуатаційної продуктивності (наприклад, 300 шматків на хвилину) незалежно від розміру використовуваного кліпсатора 22. У деяких варіантах виконання, на столі 20 можуть розміщуватися кліпсатори 22 різного розміру, наприклад кліпсатор серії "100", доступний від Tipper Tie, Inc., Апекс, шт. Північна Кароліна, і кліпсатор серії "200", доступний від Tipper Tie, Inc., Апекс, шт. Північна Кароліна. Серія 100 може мати розмір кліпс 100T, і кліпсатор серії 200 може працювати з розміром кліпс Z200. Розміри кліпс серії 100 (менший кліпсатор) звичайно використовуються для продуктів, що мають від приблизно 0,75 дюйма в діаметрі до приблизно 1 1/2 дюйма в діаметрі. Серія 200 (більший кліпсатор) звичайно використовується для розмірів продукту приблизно до 3 1/2 8 UA 100401 C2 5 10 15 20 25 30 35 40 45 50 55 60 дюйма в діаметрі. Розмір кліпс для конкретного продукту може бути вибраний, виходячи з товщини плівкового матеріалу. У минулому були потрібні дві різні машини, по одній для кожного розміру кліпсатора. Більший кліпсатор старої моделі (серія 200) вимагав більше повітря для роботи з його максимальною швидкістю. Машина могла переміщувати 300 футів плівки на хвилину, але внаслідок витрати повітря великих клапанів в кліпсаторах серії 200 максимальна кількість шматків зменшувалася до 140 шматків на хвилину. Варіанти виконання даного винаходу використовують більшу систему подачі повітря і забезпечують можливість взаємозамінного використання кліпсаторів різного розміру таким чином, що не потрібно, щоб максимальна продуктивність машини зменшувалася з тим, щоб пристосуватися до більшого кліпсатора. Варіанти виконання системи 10 можуть працювати з будь-якою множиною кліпсаторів на одній машині зі швидкістю приблизно 300 футів плівки на хвилину. Система 10 може мати пневматичну систему, яка може приводити в дію більші кліпсатори (серія 200) з тією ж самою швидкістю, що і попередні системи могли приводити в дію менші кліпсатори (серія 100). Тобто система 10 може працювати зі швидкістю, яка складає або приблизно 300 шматків/хвилину, або максимально приблизно 300 футів плівки/хвилину, "залежно від того, що має місце першим". Для додаткового пояснення терміну "залежно від того, що має місце першим": швидкість всієї машини може визначатися футами виготовлюваної плівки за хвилину. Продукти меншої довжини і меншого діаметра іноді можуть подаватися насосом швидше, ніж великі. Наприклад, шматок або "батон" продукту 8 дюймів в довжину х 1 дюйм в діаметрі може подаватися насосом і виготовлятися швидше, ніж батон 18 дюймів в довжину х 3 дюйми в діаметрі. Варіанти виконання даного винаходу можуть виготовляти 300 шматків/хвилину, поки вони 12 дюймів і менше. Продуктивності насосів можуть мінятися для обладнання кожного клієнта. Система може виготовляти приблизно 300 футів плівки за хвилину незалежно від розміру використовуваного кліпсатора. Обертова платформа 20 має вертикальну опору 12 (також описану як стояк), яка знаходиться у взаємодії з системою 20d головного приводу, яка обертає платформу і кліпсатори з необхідною швидкістю (і може автоматично змінювати швидкість залежно від потреб в продукції/вхідних даних). Магістралі подачі повітря, що з'єднуються з різними кліпсаторами, можуть продовжуватися вниз вздовж стояка 12 до джерела подачі повітря. Система 10 може включати одне загальне головне джерело подачі повітря, яке може направляти повітря для живлення всіх кліпсаторів. Як альтернатива, кожний або групи кліпсаторів можуть мати спеціальне окреме джерело подачі повітря. Кожний кліпсатор 22 може включати вмонтовані канали/магістралі подачі повітря з клапанами, які рознімно з’єднуються з магістралями подачі повітря на стояку 12. Великі кліпсатори можуть мати великі клапани відносно менших кліпсаторів, але можуть прикріплятися до платформи 20, використовуючи ті ж самі елементи кріплення і/або кріпильну конструкцію, що і для менших кліпсаторів, включаючи забезпечення можливості такого ж точного і грубого регулювання положення, як буде додатково розглянуто нижче. Подача повітря може бути забезпечена з будь-яким необхідним робочим тиском, достатнім для приведення в дію кліпсаторів з необхідною швидкістю, звичайно з тиском приблизно 80-125 фунтів на квадратний дюйм. Великі і малі кліпсатори можуть взаємозамінно приєднуватися до магістралей подачі повітря на кожному місці кліпсування металевими кліпсами на платформі 20, і магістралі подачі повітря до кліпсаторів на платформі можуть мати стандартні з'єднувальні елементи, з'єднувані з кожним типом кліпсатора. На Фіг. 2 показано, що система 10 також може включати датчик 27 положення, який може, якщо потрібно, переміщатися 12d в подовжньому напрямі з вертикальною опорою 12 стола на пересувній платформі 12p. Датчик 27 призначений для визначення і забезпечення даних стосовно положення переднього краю рами 10e відносно положення стола 20 і/або опори 12 стола і передачі даних про положення на системний контролер 10c, який керує подовжнім (механізованим) приводом для спонукання вертикальної опори 12 стола переміщатися в подовжньому напрямі для автоматичного регулювання відстані відносно вихідної подавальної опори 55 і/або вихідного кінця консолі 52. Датчик 27 положення може являти собою оптичний(і) датчик(и), який(і) може(уть) бути виконаний(і), щоб візуально виступати по суті горизонтально від місця далі від краю 10e рами, як показано стрілками на Фіг. 2. Розміщення платформи 20 відносно консолі 52 може виконуватися автоматично, виходячи з вибраної "рецептури", яка вибирається для виготовлення, щоб сприяти автоматичному налагодженню системи для роботи. Попередні системи використовували ручний маховичок для переміщення, який вимагав праці оператора і забезпечував ненадійну точність при позиціонуванні.На Фіг. 3 показано, що вихідна подавальна опорна поверхня 55 включає натягувальні елементи 70, 71, 72 із зворотним зв'язком, які взаємодіють із заповненою натягнутою оболонкою (не показано). Елемент 70 виконаний з можливістю переміщення назовні від поворотного важеля 71 у відповідь на 9 UA 100401 C2 5 10 15 20 25 30 35 40 45 50 55 60 надмірне натягнення, яке прикладає зусилля до елемента 70, викликаючи збільшення швидкості плівки, швидкості екструзії адгезиву і/або подачі адгезиву. При роботі, розташований далі по ходу елемент 71 виконаний з можливістю взаємодії з датчиком 73 положення для забезпечення зворотного зв'язку для контролера, щоб забезпечити для контролера можливість регулювання експлуатаційних параметрів. На Фіг. 4A показана напрямна 23 кліпс, задана парою рознесених пластин 23p1, 23p2, при цьому кожна має паз 23s, утворений в ній і прикріплений до стола 20 вздовж зазору 21g, що радіально проходить між ними. Кожна з пластин 23p напрямної кліпс включає вирівняні, радіально рознесені отвори 23a, які рознімно розміщують стопорний штифт 231 (Фіг. 5) для фіксації кліпсатора 22 в необхідному радіальному положенні на столі 20. На Фіг. 4A також показаний тримач 25, який рознімно підтримує бобіни 28 для кліпс на столі 20. На Фіг. 4B і 4C показаний альтернативний варіант виконання тримача 25', що буде додатково розглянуто нижче. Як показано на Фіг. 5, кліпсатори 22, кожний, включають кронштейн 24 кліпсатора, який продовжується вздовж зазору 21g і переміщається в пазах 23s. Кронштейн 24 кліпсатора також включає отвори 24a, які розміщують стопорний штифт 231. Оператор може вибрати різні отвори 24a, 23a для задавання необхідного радіального положення і фіксації кліпсатора 22 на місці. Кронштейн 24 кліпсатора може мати менше отворів 24a, ніж напрямні 23 кліпс, наприклад приблизно 2-3 отвори 24a, тоді як напрямні 23 кліпс можуть мати від 5 до 10, звичайно близько 6, отворів 23a. У деяких варіантах виконання, як також показано на Фіг. 5 і 6, система 10 може включати гвинт 26 "точного" радіального регулювання. Гвинт "точного" радіального регулювання може забезпечити для оператора можливість регулювання положення після того, як кліпсатор 22 зафіксований в "грубому" положенні, використовуючи вибрані отвори 23a, 24a. Гвинт 26 "точного" регулювання може переміщувати кліпсатор 22 для ще більш точного радіального позиціонування. Гвинт 26 точного регулювання може забезпечити від 0,1 дюйма до приблизно 1 дюйма радіального регулювання, але звичайно менше, ніж грубе регулювання, яке одержане, використовуючи тільки встановлювальні положення грубого регулювання. Грубе регулювання може бути забезпечене, використовуючи вибрану пару взаємодіючих отворів 23a, 24a (звичайно дозволяючи зміни радіального положення приблизно на 1/8 дюйма), тоді як точне регулювання може бути використане, щоб "підрегулювати" таке положення, звичайно радіально переміщуючи кліпсатор 22 в зафіксованому положенні менше, ніж при грубому регулюванні, звичайно менше ніж на 1/8 дюйма. Це точне регулювання може допомогти встановити по суті точні відстані між кліпсаторами 22 і може забезпечити більш точні або надійні довжини продуктів. Системний контролер 10c може знаходитися в ЛМІ пристрої з дисплеєм 10d для сенсорного введення. Можуть використовуватися інший користувацький інтерфейс і/або введення. На Фіг. 7-9 показані тримачі 25 бобін, що легко знімаються і встановлюються, відповідно до варіантів виконання даного винаходу. Ця конструкція забезпечує можливість швидкого перезарядження кліпсатора, оскільки кліпсатор може залишатися на місці, тоді як бобіна з кліпсами може бути встановлена в тримач 25. Тримач 25 виконаний з можливістю щільного підтримання двох розташованих бік-у-бік бобін 281, 282 з кліпсами. Як показано на Фіг. 8, тримач 25 вирівняний з і може бути прикріплений до кліпсатора 22, а також розташовуватися на поверхні стола 21. Одна сторона тримача може перекривати зазор 21g. Тримач 25 може включати пружину 126, що розтягується вгору, призначену для зміщення важеля 125 у відведене назад положення, яка може бути піднята вгору для забезпечення легкого зняття бобіни з кліпсами і установлення іншої бобіни, якщо потрібно. Пружина 126 може бути виконана у вигляді циліндричної гвинтової пружини або іншого пружно виконаного пристрою, який може забезпечити необхідне утримувальне зусилля і/або зміщення. Тримач 25 може бути виконаний для задавання двох порожнин 25c для підтримання бобін, які щільно розміщують відповідну бобіну 281, 282 і які проходять радіально між верхнім і нижнім (жорсткими еластомерними) трубчастими стрижнями 25u, 25l, як показано на Фіг. 8. Тримач 25 може включати важіль 125, який може повертатися між відкритим і закритим положеннями за допомогою шарніра 125p. Важіль 125 може містити два бічних виступи у верхній частині (наприклад, у формі "Т") для щільного притискання до прилеглих стінок різних бобін для кліпс (Фіг. 2), щоб перешкоджати "вільному обертанню" бобін. Тримач 25 може бути виконаний з можливістю підтримання кліпс різного розміру (наприклад, кліпси розмірів "100" і "200" і відповідні кліпсатори є доступними від Tipper Tie, Inc., Апекс, шт. Північна Кароліна). Ширина бобіни для кожного іншого розміру кліпс може бути по суті однаковою. Тримач 25 може бути виконаний так, щоб радіально переміщатися, коли кронштейн 24 кліпсатора переміщається в необхідне місце кріплення кліпсатора на платформі або столі 20. Як показано, тримач 25 може 10 UA 100401 C2 5 10 15 20 25 30 35 40 45 50 55 60 включати внутрішні колеса 25w зовні нижніх стрижнів 25l, які розташовуються на опорній поверхні стола 20. На Фіг. 4B і 4C показаний інший варіант виконання тримача 25'. У цьому варіанті виконання, замість колеса 25w, розглянутого вище, тримач 25' монтується на стіл 20, використовуючи блок 25b і внутрішній кронштейн 25m, які підтримують передній і задній елементи 25i, 25o над столом 20 і з вирівнюванням відносно сусідніх відповідних кліпсаторів 22. Тримач 25' може переміщатися з регулюванням кліпсатора 22, як розглянуто тут. Блок 25b може зчіплюватися з пазами 23s, а передній кронштейн 25m може з’єднуватися з кліпсатором 22. Як і у випадку варіанта виконання, показаного на Фіг. 4A, тримач 25' має внутрішній і зовнішній елементи 25i, 25o, які можуть бути радіально рознесені і взаємодіяти для підтримання відповідної бобіни 28 з кліпсами. Елементи 25i, 25o можуть являти собою ролики, які можуть бути змонтовані на внутрішньому стрижні, який продовжується між і прикріплений до зовнішніх кронштейнів 127. Елементи 25i, 25o можуть розташовуватися по суті на одному і тому ж рівні (ніж один розташований над іншим). На Фіг. 10 і 11 показана зірочка 83 і ланцюгова передача 84 в сполученні по текучому середовищу з автоматичною системою 80 змащування розпиленням, яка продовжується від джерела 85 подачі мастила до сопла 80n, яке направлене так, щоб розпилювати мастило на зубці зірочки 83 і/або ланцюг 84, коли ланцюг входить в контакт з зірочкою 83. Система 10 може бути виконана з можливістю автоматичного приведення в дію розпилювального сопла 80n періодично (наприклад, кожні 10 хвилин або через кожну певну кількість обертів стола 20) і спонукання розпилювача 80n розпилювати або розбризкувати мастило на весь периметр зірочки 83 щонайменше раз за приведення в дію. Приведення в дію звичайно є програмно керованим на основі інформації від системного контролера. Розпилення мастила може забезпечуватися у вигляді дрібнодисперсного туману для запобігання стіканню мастила під систему 10. Між зірочкою і підлогою (не показана) може бути поміщений збиральний піддон. На Фіг. 12 показано, що зірочка 83 може являти собою рознімну зірочку. Рознімна зірочка 83 звичайно має дві рівні частини 83a, 83b, але може мати більше ніж дві частини і може бути розділена на частини несиметрично. Зірочка 83 також може включати рознесені отвори 83h, які направляють повітряні магістралі 22a від кожного пункту 22 скріплення під зірочку 83. (Вертикальний) опорний стояк 12 стола обертається у відповідь на обертання зірочки 83, що приводиться в рух ланцюговою передачею 84 і привідною системою (наприклад, електродвигуном). Розташовані одна над одною, вертикально рознесені (опорні) пластини 86, 87 можуть розташовуватися поруч з зірочкою 83 і також можуть являти собою рознімні пластини 87a, 87b, 86a, 86b, відповідно, для забезпечення зручності ремонту без необхідності розбирання вертикального стояка 12 для зняття зірочки 83. Лінії розніму опорних пластин 86, 87 можуть бути вирівняні, як показано, або зміщені. Лінія розніму опорних пластин 86, 87 може бути зміщена відносно лінії розніму зірочки 83, як показано, або може бути вирівняна з нею (не показано). Придатна рознімна зірочка є доступною від Martin Sprocket and Gears, Inc., розташованої в Мансфілді, шт. Техас. На Фіг. 13 показана система 30 подачі текучого адгезиву з пов'язаним каналом 30f протікання адгезиву. Канал 30f протікання має по суті горизонтальну першу ділянку, пов'язану з (горизонтальним) екструдером 33, який з’єднаний з криволінійною ділянкою, пов'язаною з каналом, трубкою або шлангом 36, який продовжується вгору, потім вниз до подавальної головки або сопла 39 (Фіг. 15). Екструдер 33 може бути незмінно і горизонтально орієнтований, що може поліпшити подачу полімеру з бункера 31 в екструдер 33 відносно традиційно використовуваного вертикального екструдера. Канал, трубка або шланг 36 має нижній кінець, розташований поруч з соплом 39, який здатний переміщатися по суті вертикально приблизно на 3-6 дюймів, звичайно приблизно на 4-5 дюймів (вниз для нанесення або видачі адгезиву з сопла 39 і вгору у вихідне положення). Вузол або система термосклеювання з системою 30 подачі текучого адгезиву можуть включати в себе щонайменше чотири окремо керовані зони нагрівання, показані як "А, В, С, D" на Фіг. 13. Окреме керування забезпечує для системи 10 можливість електронного моніторингу і установлення різних (або однакових) температур в кожній з зон A-D. Зона А пов'язана з циліндром 33b екструдера, який включає в себе щонайменше один внутрішній нагрівник, звичайно два внутрішніх нагрівники. Зона В пов'язана з кінцевим з'єднувальним елементом або вихідним вузлом 34, розташованим поруч з випускним кінцем екструдера 33. Зона С пов'язана з криволінійним каналом 36 (канал може являти собою шланг і/або трубку). Зона D пов'язана з кінцевим з'єднувальним елементом 38, розташованим поруч з нижньою частиною каналу 36. Кінцеві з'єднувальні елементи 34, 38 можуть включати нагрівальні вузли 34b, 38b з відповідним нагрівальним елементом, прикріпленим до них. Нагрівальні вузли можуть нагріватися завдяки 11 UA 100401 C2 5 10 15 20 25 30 35 40 45 50 55 60 теплопровідності за допомогою теплоти, що підводиться від теплових елементів 34e, 38e, відповідно. Нагрівальні вузли 34b, 38b можуть бути металевими, наприклад з нержавіючої сталі або латуні. Як також відомо, вірьовки або інші скріплювальні або ізоляційні елементи можуть бути обмотані навколо кінцевих частин каналу 36 поруч з нагрівальними вузлами/кінцевими з'єднувальними елементами для додаткового посилення конструкції і/або ізоляції. Як показано, вірьовка обгорнута навколо кінцевих з'єднувальних елементів. Канал 36 може містити поверхневий нагрівник 36h, який виконаний з можливістю забезпечення необхідної потужності і обгорнутий щонайменше одним ізоляційним шаром, що звичайно містить волокна Nomex®-fiberglass, але можуть використовуватися інші ізоляційні матеріали. Як показано, канал 36 може включати зовнішній еластомерний чохол. Канал 36 також може включати внутрішню трубку зі сталі або нержавіючої сталі, або іншого матеріалу, який утворює внутрішню стінку, яка контактує з текучим адгезивом, який може бути оточений сіткою з нержавіючої сталі для підвищення тиску розриву (сітка з нержавіючої сталі може розташовуватися під ізоляційним(и) шаром(ами)). Приклади придатних гнучких шлангів, що нагріваються, включають шланги, доступні від Diebolt and Company, розташованої в Олд Лаймі, шт. Коннектикут, або Conrad Company, розташованої в Колумбусі, шт. Огайо. Канал 36 може мати довжину приблизно 10-80 дюймів. У показаному варіанті виконання, канал 36 має довжину приблизно 48 дюймів. Кожний з нагрівників може бути призначений для нагрівання адгезиву до або вище температури плавлення, звичайно приблизно 200-300 градусів Цельсія. Всі зони можуть бути нагріті до однієї і тієї ж температури (звичайно приблизно 200-300 градусів Цельсія), або кожна зона може бути нагріта до іншої температури, щоб сприяти протіканню адгезиву. У деяких варіантах виконання, вузли 34b, 38b можуть мати більш високу вихідну температуру, ніж екструдер 33. Нагрівник 38e, розташований поруч з соплом 39, може бути виконаний для роботи при більш високій температурі, зокрема, при запуску (і/або зупиненні) для забезпечення самопрочищуваного або самоочищуваного сопла. Це є відмінністю від традиційних систем, де було потрібно, щоб оператори використовували паяльну лампу або інший спосіб очищення після зняття сопла з пристрою для переналагодження сопла для забезпечення готовності до подальшої експлуатації. Температура очищення або прочищення може бути встановлена приблизно на 225-300 градусів Цельсія. Процес очищення або прочищення може запускатися автоматично при запуску системи 10, при вмиканні екструдера 33 і/або вибираним оператором введенням на контролері або іншим придатним вимикачем. Температура нижньої нагрівальної зони D може бути зменшена з температури очищення або прочищення, як тільки адгезив протікає належним чином з сопла 39. Зниження температури може бути автоматичним через певний час або період самоочищення. Як показано, система 10 включає вертикально орієнтований бункер 31, який розміщує сипучий адгезивний матеріал, звичайно у вигляді твердих кульок, кристалів або гранул. Кульки адгезиву можуть являти собою полімер, наприклад, такий як ПЕВГ. Бункер 31 подає сировинний матеріал в розташований горизонтально шнековий екструдер 33, який включає циліндр 33b у взаємодії з гвинтовим шнеком. Як показано, екструдер 33 є нерухомим і закріпленим на місці. Як розглянуто вище, циліндр 33b включає в себе щонайменше один нагрівник, звичайно два внутрішніх нагрівники, для розплавлення кульок або іншого вихідного адгезивного матеріалу в текучий стан. Система для протікання текучого середовища може містити датчик тиску, який визначає тиск в циліндрі 33b екструдера. Граничний тиск може бути призначений для забезпечення того, що розташована далі по ходу трубка або шланг не знаходиться під надмірним тиском; звичайно граничний тиск встановлюється приблизно на 1500 фунтів на квадратний дюйм, і система 10 і/або система 30 подачі адгезиву можуть автоматично відключатися, якщо цей тиск перевищується. Придатним, доступним для придбання екструдером є шнековий екструдер 3/4 дюйма від Killion Extruders, розташованої в Сидар Гроув, шт. Нью-Джерсі. У внутрішньому діаметрі завантажувальної зони екструдера може бути висвердлена або утворена канавка або поглиблення (приблизно в області "6:00 по часовому циферблату" навпроти місця подачі з бункера), щоб підвищити здатність кульок переміщатися в екструдер 33 без перевантаження електродвигуна. Сопло 39 може бути виконане з можливістю видачі множини смуг адгезиву на поверхню плівки/упаковки 60 (Фіг. 21), звичайно трьох смуг. На Фіг. 17A і 17B показано, що система 10 може включати фланцевий підтримувальний вузол 153 для рознімного з'єднання формувальної втулки 50 і консолі 52 з рамою 10f. Як показано, два поворотних важелі 53 можуть використовуватися як для фіксації, так і для 12 UA 100401 C2 5 10 15 20 25 30 35 40 45 50 55 60 звільнення по суті плоскої, вертикально орієнтованої, кріпильної плити 54 в осьовому положенні на формувальній фланцевій плиті 111, яка прикріплена до рами 10f системи і підтримує два стрічкопровідних напрямних непривідних ролики 125. Як тільки консоль 52 розташована на місці у виїмці 111c фланцевої плити, консоль 52 і елемент 50 можуть бути легко зафіксовані на місці за допомогою повороту важелів 53, щоб примусити стискаючі елементи 56 переміщатися у напрямі один до одного і до плити 54. Для звільнення, важелі 53 можуть повертатися в іншу сторону для зняття зусилля затиску елементів 56, забезпечуючи для користувача можливість зняття консолі/втулки 52/50 без використання яких-небудь інструментів. Стискаючі елементи 56 можуть бути виконані таким чином, що стискаючий елемент розташований з кожної сторони виїмки 111c. Стискаючі елементи 56 можуть містити затискну планку формувальної втулки, яка взаємодіє з відповідним важелем 53. Як розглянуто вище, система 10 включає консоль 52, що взаємодіє з формувальними і склеювальними механізмами для перетворення плоского рулонного матеріалу 60 в по суті трубчасту зварену упаковку/оболонку, коли матеріал переміщається по формувальному елементу 50. Консоль 52 включає внутрішню протоку, що продовжується через консоль 52. При роботі, протока направляє потік продукту через неї (герметично відносно навколишнього середовища). Коли продукт виходить з випускного кінця консолі 52, він набивається в або заповнює склеєний пакувальний матеріал 60, який розміщений навколо зовнішньої поверхні консолі 52. Консоль 52 може бути розміщена в пристрої 10 на опорних конструкціях 10f таким чином, що вона є по суті горизонтальною, при цьому осьова лінія вирівняна з розташованими ближче по ходу і розташованими далі по ходу елементами під час роботи. Посилаючись на Фіг. 18A, 18B і 19, консоль 52 знаходиться в сполученні по текучому середовищу з насосом і джерелом 150 наповнювача/продукту, розташованим по ходу перед ним, як схематично показано на Фіг. 19. Консоль 52 може закінчуватися в металевій встановлювальній втулці 57, яка зчіплюється з безінструментальним кріпильним вузлом 154, розташованим по ходу перед формувальною втулкою поруч з вихідним вузлом 54 насоса, виконаним з можливістю герметичного з'єднання втулки 57 із з'єднувальним елементом 58i трубки 58 насоса. Безінструментальний (який не вимагає інструментів) вузол 154 кріплення консолі може включати важіль 59 на верхній частині вузла 54, який може бути легко повернутий для фіксації або звільнення консолі 52 від рами системи. Вузол 54 може бути виконаний у вигляді двох взаємодіючих елементів, верхній вузол 54t і нижній вузол 54b, які утворюють циліндричну порожнину 54c, яка зчіплюється з консоллю 52. Верхній і нижній вузли 54t, 54b можуть включати вертикальний паз 54s, який розміщує затискний гвинт 159, що з’єднаний з важелем 59. Вузол також може включати плоску шайбу 118 і упорну шайбу 115, які розташовуються в або поруч з поглибленням 54r у верхньому вузлі 54t. Безінструментальний вузол 154 кріплення консолі може включати два встановлювальних штифти 116, по одному з кожної сторони вузла 54, що звичайно розташовуються у верхній частині нижнього вузла 54b. Вузол 154 також може включати шпонку 117. На Фіг. 20-22 показаний автоматичний підіймальний механізм для підняття однієї довгої крайової частини упаковки (наприклад, плівки) з тим, щоб дозволити соплу, що подає адгезив 39 (Фіг. 15), просуватися між верхнім і нижнім шарами упаковки 60, що перекривається, зокрема, щоб підкинути або підняти верхній шар 62 вгору приблизно в момент, коли канал 36 і сопло 39 опускаються в робоче положення видачі, і збиральний піддон 99 для адгезиву (Фіг. 20) також автоматично повертається з-під сопла 39 у взаємодії з опусканням підіймального механізму і/або опусканням каналу 36 в режим видачі. Як показано, підіймальний механізм 90 включає поворотний палець 90f, який з’єднаний з можливістю повороту з монтажним елементом 92, що проходить поперечно, за допомогою шарніра 90p і з’єднаний з лінійним виконавчим механізмом 90a. Монтажний елемент 92 може бути виконаний з можливістю переміщення по вертикальному опорному елементу (наприклад, трубці) 93 між висуненим і відведеним положеннями. Як показано, монтажний елемент 92 також з’єднаний з виконавчим механізмом 96, що проходить вертикально, який спонукає елемент переміщатися вгору у вихідне або початкове положення і вниз в робоче положення по елементу 93. При роботі, монтажний елемент 92 переміщається вниз по вертикальному опорному елементу 93, коли виконавчий механізм 96 втягується, і виконавчий механізм 90a висувається, викликаючи повертання пальця 90f вниз і всередину до упаковки 60, потім підняття упаковки і відведення назад протягом часу короткого циклу. Звичайно, палець 90f повертається уперед і підіймає і/або підкидає верхню упаковку 62, потім повертається назад менше ніж приблизно через 5 секунд, звичайно менше ніж приблизно через 1-2 секунди. Коли виконавчий механізм 90a втягується, палець повертається в сторону від упаковки 60. Елемент 92 може залишатися опущеним під час видачі, але палець 90f відведений назад. На Фіг. 20 і 22 показаний 13 UA 100401 C2 5 10 15 20 25 30 35 40 45 50 55 60 підіймальний механізм 90 у вихідному положенні, тоді як на Фіг. 21 показаний опущений підіймальний механізм 90 і повернутий піддон 99, але палець 90f вже був приведений в дію і відведений назад, при цьому сопло 39 знаходиться між шарами 60, 62. Система 10 може включати кнопку користувацького введення (наприклад, сенсорний екран на дисплеї керування оператора або кнопку, або вимикач), щоб дозволити оператору "повторно привести в дію" або висунути палець 90f, якщо необхідно. Система 10 може включати частотно-регульований електропривід і вмонтовану систему забезпечення захисту Siemens, включаючи, наприклад, процесор Siemens Step7 300 з вмонтованим системами забезпечення захисту, що включає сенсорний екран, обертальні електроприводи і запобіжні вузли Siemens. Сенсорний екран може містити множину піктограмних і/або графічних зображень, які активовані користувачем або показують стан функцій для різних елементів, наприклад, опускання сопла для адгезиву, "вмикання або вимкнення" насоса і т. п. Електродвигуни можуть являти собою вибухобезпечні двигуни TECO, які можуть бути встановлені зовні розподільної шафи для зменшення або виключення проблем охолоджування. Система може включати автоматичне позиціонування вакуумних пасових приводів. Система 10 може бути підготовлена до роботи в мережі Ethernet для віддаленого доступу через VPN і також може бути підготовлена до роботи в мережі PROFIBUS, іноземна мова підтримується. У деяких варіантах виконання, система 10 може бути виконана для роботи з автоматизованою системою керування синхронізованого приводу, яка може використовувати єдину віртуальну координатну вісь для виведення на режим роботи з максимальною робочою швидкістю, яка синхронізує привід упаковки (наприклад, плівки), привід екструдера адгезиву і привід обертового стола (використовуючи частотно-регульовану привідну систему Siemens або аналогічну). Кожна привідна система може працювати з вибраною (регульованою або постійною) швидкістю. Привід плівки і екструзії може працювати для забезпечення склеєної трубчастої упаковки з будь-якою необхідною швидкістю, включаючи приблизно 10-300 футів/хвилину, звичайно приблизно 150-300 футів/хвилину; більш звичайно машина може працювати з робочою швидкістю приблизно 300 футів/хвилину. На Фіг. 23A і 23B показаний приклад вузла 200 приводу плівки, що приводить в рух плівку 60 (або іншу упаковку), яка утворює трубчасту оболонку або упаковку. Як показано, є пас 210, який приводиться в рух електродвигуном 215, який приводить в дію обидва вакуумних пасових приводи 221, 222. У звичайній послідовності подій, формувальна втулка 50 встановлюється на місце на консоль 52 за допомогою переміщення консолі 52 через формувальну втулку 50. Потім формувальну втулку 50 і консоль 52 поміщають на місце у фланцевий підтримувальний вузол 153 (Фіг. 17A, 17B). Як тільки формувальна втулка 50 встановлена, консоль 52 може бути затиснута на місці, використовуючи безінструментальний вузол 154 кріплення консолі (Фіг. 18A, 18B). Консоль 52 затискається, вирівнюючись в своєму положенні за допомогою вертикального штифта 159 у вузлі 154 (Фіг. 18B). Знов посилаючись на Фіг. 23A і 23B, вузол 200 приводу плівки має регулювальне колесо 225, яке переміщує обидва блоки вакуумних пасових приводів 221, 222 (разом) до передньої сторони або задньої сторони машини. Цей вплив забезпечує можливість вирівнювання переднього і заднього вакуумних пасових приводів по суті рівновіддаленим чином від консолі 52. Як тільки вони мають рівну відстань до консолі 52, введення на сенсорному екрані 10d (Фіг. 2) може використовуватися для електронного відкривання або закриття вакуумних приводів 221, 222. Відкривання і закриття звичайно є одночасними. У цей момент, оператор готовий завантажити плівку 60. Плоска рулонна плівка 60 протягується через формувальний елемент 50 (який утворює трубку навколо консолі 52). Вона протягується за межі відкритих вакуумних пасів 221, 222 вздовж по довжині консолі 52. Система 10 може бути виконана з автоматичним позиціонуванням, використовуючи сенсорне введення на ЛМІ (людино-машинний інтерфейс) дисплеї 10d. Це вибиране користувачем введення вказує задньому і передньому вакуумним пасовим приводам 221, 222 вузла 200 приводу плівки на необхідність відкривання або закривання. Після того, як плівка 60 встановлена на місце, машина/система 10 приведена в робоче положення, відповідно до чого вакуумні приводи 221, 222 повинні бути закриті, таким чином вакуумні паси 221b, 222b прилягають до плівки 60, затискаючи плівку 60 між консоллю 52 і пасами 221b, 222b. Це може здійснюватися пневматично за допомогою пневматичних циліндрів, які пов'язані з вузлами 221, 222 вакуумних пасових приводів. Фіг. 24 являє собою блок-схему ілюстративних варіантів виконання систем обробки даних, яка ілюструє системи, способи і комп'ютерні програмні продукти відповідно до варіантів 14 UA 100401 C2 5 10 15 20 25 30 35 40 45 50 55 виконання даного винаходу. Процесор 410 взаємодіє з запам'ятовуючим пристроєм 414 за допомогою адресної/інформаційної шини 448. Процесор 410 може являти собою будь-який доступний для придбання або замовний мікропроцесор. Запам'ятовуючий пристрій 414 є представником всієї ієрархії запам'ятовуючих пристроїв, що містять програмне забезпечення і дані, використовувані для реалізації функціональних можливостей системи обробки даних. Запам'ятовуючий пристрій 414 може включати, але не обмежений цим, наступні типи пристроїв: кеш-пам'ять, ПЗП, ППЗП, СППЗП, ЕСППЗП, флеш-пам'ять, статичний ОЗП і динамічний ОЗП. Як показано на Фіг. 24, запам'ятовуючий пристрій 414 може містити декілька видів програмного забезпечення і даних, використовуваних в системі 405 обробки даних: операційну систему 452; прикладні програми 454; драйвери 458 пристроїв введення-виведення (I/О); модуль 450 автоматизованого керування і приводу і/або рецептурний модуль 449; і дані 456. Дані 456 можуть включати довідкову таблицю різних "рецептів", а також пов'язані привідні частоти обертання, дані налагодження положення кліпсатора і стола і т. п., відповідні конкретним або цільовим продуктам для одного або більше виробників. Дані 456 можуть включати дані моніторингу температури зон для автоматичного керування температурою в кожній зоні і модулем синхронізованого приводу для синхронізації привідних швидкостей різних взаємодіючих систем, наприклад системи приводу плівки, привідної системи обертання стола, швидкості екструзії, частоти обертання вала насоса і т. п. Швидкість плівки/упаковки 60 або швидкість обертання стола 20 і т. п. можуть регулюватися на основі зворотного зв'язку в реальному часі робочого стану машини, наприклад зворотного зв'язку по натягненню/зусиллю від важеля натяжного вала, розглянутого вище відносно Фіг. 3. Вибір всіх, груп і/або окремих кліпсаторів 22 може бути автоматичним виходячи з "рецептури" для вмикання або вимикання певних кліпсаторів на різних (звичайно почергових) місцях кліпсування, наприклад пункти 1-12. Як буде зрозуміло для фахівців в даній галузі, операційна система 452 може являти собою будь-яку операційну систему, придатну для застосування з системою обробки даних, таку як OS/2, AIX, DOS, OS/390 або System390 від Інтернешнл Бізнес Машинс Корпорейшн, Армонк, шт. Нью-Йорк, Windows CE, Windows NT, Windows95, Windows98 або Windows2000 від корпорації Майкрософт, Редмонд, шт. Вашингтон, Unix або Linux або FreeBSD, Palm OS від корпорації Palm, Mac OS від Епл-комп'ютер, LabView або власні операційні системи. Драйвери 458 пристроїв введення-виведення звичайно включають програми системи програмного забезпечення, до яких звертаються прикладні програми 454 через операційну систему 452 для взаємодії з пристроями, такими як порт(и) введення-виведення, пам'ять 456 для зберігання даних і певні елементи запам'ятовуючого пристрою 414 і/або видавальна система 420. Прикладні програми 454 являють собою програми, які реалізовують різні функції системи 405 обробки даних і переважно включають щонайменше один додаток, який забезпечує виконання операцій відповідно до варіантів виконання даного винаходу. На закінчення, дані 456 являють собою статичні і динамічні дані, використовувані прикладними програмами 454, операційною системою 452, драйверами 458 пристроїв введення-виведення і іншими програмами системи програмного забезпечення, які можуть знаходитися в запам'ятовуючому пристрої 414. Хоч даний винахід показаний, наприклад, з посиланням на модулі 449, 450, які є прикладною програмою на Фіг. 24, як буде зрозумілим для фахівців в даній галузі, інші конфігурації також можуть використовуватися, при цьому як і раніше одержуючи користь від ідей даного винаходу. Наприклад, модулі 449, 450 також можуть бути вмонтовані в операційну систему 452, драйвери 458 пристроїв введення-виведення або інший такий логічний розділ системи 405 обробки даних. Таким чином, даний винахід не треба розглядати як обмежений конфігурацією Фіг. 24, він призначений охоплювати будь-яку конфігурацію, здатну здійснювати операції, описані тут. Порт введення-виведення може використовуватися для передачі інформації між системою 405 обробки даних і розташованими далі по ходу кліпсаторами або іншою обчислювальною системою або мережею (наприклад, Інтернет або Ethernet) або до інших пристроїв, керованих процесором. Ці елементи можуть являти собою традиційні елементи, такі як використовувані в багатьох традиційних системах обробки даних, які можуть бути виконані відповідно до даного винаходу для роботи, як описано тут. Хоч даний винахід показаний, наприклад, з посиланням на конкретні розділи програм, функції і запам'ятовуючі пристрої, даний винахід не треба розглядати як обмежений такими логічними розділами. Таким чином, даний винахід не треба розглядати як обмежений конфігурацією Фіг. 24, він призначений охоплювати будь-яку конфігурацію, здатну здійснювати операції, описані тут. 15 UA 100401 C2 5 10 15 20 25 30 35 40 45 50 55 Робота і послідовність подій можуть керуватися програмованим логічним контролером (ПЛК). Режим роботи і певні вхідні параметри або регулювання машини можуть вибиратися або керуватися введенням оператора, використовуючи людино-машинний інтерфейс (ЛМІ) для взаємодії з контролером, як є добре відомим для фахівців в даній галузі. Блок-схема ілюструє архітектуру, функціональні можливості і роботу можливих реалізацій варіантів виконання даного винаходу. З цієї точки зору, кожний блок в структурних схемах або блок-схемах являє собою модуль, сегмент або частину коду, що містить одну або більше виконуваних команд для реалізації конкретної(их) логічної(их) функції(й). Також потрібно зазначити, що, в деяких альтернативних реалізаціях, функції, вказані в блоках, можуть мати місце в порядку, відмінному від вказаного на фігурах. Наприклад, два блоки, показані послідовно, можуть насправді виконуватися по суті одночасно, або блоки можуть іноді виконуватися в зворотному порядку, залежно від виконуваної функції. Таким чином, варіанти виконання даного винаходу пропонують машини, системи, пристрої, способи і комп'ютерні програмні продукти, виконані для забезпечення одного або більше з наступних ознак або елементів: обертові столи з множиною кліпсаторів, звичайно щонайменше 10 і більш звичайно близько 12, рознесених по окружності (що забезпечують відповідність стандартизованим в промисловості довжинам продуктів з мінімальними або зменшеними відходами); вдосконалені системи склеювання текучим адгезивом; тримачі бобін з кліпсами з системами легкого заряджання і зняття; горизонтальні (звичайно нерухомі) екструдери у взаємодії з криволінійними каналами протікання і горизонтальними заповнювальними конструкціями; автоматичні підіймальні елементи для оболонки (наприклад, плівки) для вставляння сопла між накладеними шарами оболонки; автоматичний висувальний і відвідний пристрій регулювання подовжнього положення стола; обертові опорні столи з точним регулюванням радіального положення кліпсаторів; системи самоочищення або самопрочищення для сопел, що подають адгезив; автоматичне параметричне (конкретно для рецептури) регулювання положення і відображені дані налагодження для операторів; взаємодіючі напрямні кліпс з системами отворів і напрямним пазом, які прикріпляються до обертового стола і взаємодіють з напрямними кліпсаторів, які підтримують подвійні кліпсатори для фіксації і розміщення кліпсаторів в численних різних радіальних положеннях; щонайменше чотири окремі зони нагрівання з регульованою температурою в каналі протікання адгезивного текучого середовища; обертовий стіл з вдосконаленими пристроями подачі повітря і очищення повітря для приведення в дію, які можуть працювати з кліпсаторами і пов'язаними кліпсами взаємозамінного розміру для забезпечення поліпшеної швидкості або однакової експлуатаційної продуктивності (наприклад, 300 шматків на хвилину) незалежно від використовувного кліпсатора; безінструментальне рознімнескріплення консолі і формувальної втулки; автоматична система змащування розпиленням для зірочки; автоматичне регулювання для синхронізації різних привідних систем всієї системи для взаємодії на відповідних швидкостях, включаючи синхронізацію приводу плівки, екструдера адгезиву і приводу обертового стола; автоматичне регулювання швидкості привідної системи виходячи із зусилля, прикладеного до важеля натяжного вала, розташованого між столом або платформою і далі по ходу відносно консолі і у взаємодії з натягнутою заповненою плівкою; рознімна зірочка і рознімні вищерозташовані опори, розміщені навколо вертикального стояка для кріплення стола, для більш легкої заміни зірочки без необхідності розбирання стола/платформи; безінструментальні рознімні втулка консолі і вузол, який утворює кріпильну конструкцію з'єднувального елемента насоса, і автоматичне позиціонування вакуумних пасових приводів. Вищенаведене є ілюстрацією даного винаходу і не повинно розглядатися як його обмеження. Хоч були описані декілька ілюстративних варіантів виконання даного винаходу, фахівці в даній галузі легко зрозуміють, що багато які модифікації є можливими в ілюстративних варіантах виконання по суті не відступаючи від нових ідей і переваг даного винаходу. Отже, всі такі модифікації повинні включатися в обсяг даного винаходу, як визначено в формулі винаходу. У формулі винаходу, пункти "засіб плюс функція", де використовуються, повинні охоплювати конструкції, описані тут як виконуючі вказану функцію, і не тільки конструктивні еквіваленти, але і також еквівалентні конструкції. Отже, потрібно розуміти, що вищенаведене є ілюстрацією даного винаходу і не повинно розглядатися як обмежене конкретними розкритими варіантами виконання і модифікації розкритих варіантів виконання, а також інші варіанти виконання, повинні включатися в обсяг прикладеної формули винаходу. Винахід визначений нижченаведеною формулою винаходу, причому еквіваленти формули винаходу підлягають включенню в неї. 16 UA 100401 C2 ФОРМУЛА ВИНАХОДУ 5 10 15 20 25 30 35 40 45 50 55 60 1. Пакувальна система, що містить: обертову платформу, яка має вертикальну стійку; магістралі подачі повітря, які прикріплені до вертикальної стійки і включають першу і другу магістралі подачі повітря для кожного відповідного місця кліпсування; і множину рознесених по окружності кліпсаторів, встановлених на обертовій платформі, причому кожен кліпсатор включає вбудовані магістралі подачі повітря, які рознімно з'єднані з зазначеними першою та другою магістралями відповідного місця кліпсування; причому платформа виконана з можливістю одночасної установки множини кліпсаторів на відповідних, рознесених по окружності місцях кліпсування, і при цьому платформа виконана з можливістю вивільнюваної, взаємозамінної установки щонайменше двох кліпсаторів різного розміру на відповідних місцях кліпсування, при цьому кліпсатори різного розміру виконані для видачі кліпс різного розміру, так що один кліпсатор є більшим іншого; і магістралі подачі повітря кожного з кліпсаторів різного розміру виконані з можливістю взаємозамінного рознімного з'єднання з першою і другою магістралями подачі повітря на відповідному місці кліпсування, а вбудовані магістралі подачі повітря кліпсаторів містять клапани, причому кліпсатори більшого розміру містять клапани, які більші клапанів кліпсаторів меншого розміру, і при цьому перша і друга магістралі подачі повітря на кожному місці кліпсування мають стандартні з'єднувальні елементи, що з'єднуються як з кліпсаторами більшого розміру, так і з кліпсаторами меншого розміру. 2. Система за п. 1, в якій кліпсатори різного розміру включають вбудовані магістралі подачі повітря, вивільнювано з'єднані з першою і другою магістралями подачі повітря відповідного місця кліпсування платформи, причому встановлені кліпсатори знаходяться в сполученні по текучому середовищу зі спільним джерелом подачі стисненого повітря для приведення в дію зазначених кліпсаторів різного розміру, при цьому перша магістраль подачі повітря містить вбудований відсічний клапан для селективного припинення подачі повітря до циліндра кліпсатора, а друга магістраль подачі повітря з'єднана з пусковим клапаном. 3. Система за п. 1, в якій платформа може одночасно тримати дванадцять кліпсаторів, по одному на кожному з дванадцяти рознесених по окружності пунктів кліпсування. 4. Система за п. 1, яка додатково містить: рознімну зірочку головного приводу, яка має щонайменше дві суміжні вирівняні горизонтальні частини з щонайменше двома рознесеними лініями розніму, які радіально продовжуються, розташовані під обертовою платформою, що охоплює вертикальну стійку; і привідну систему з ланцюгом у взаємодії з зірочкою, яка обертає обертову платформу з необхідною швидкістю. 5. Система за п. 4, яка додатково містить першу і другу горизонтальні пластини, розташовані вертикально на відстані одна від одної над і суміжно зірочці під платформою, так що вони оточують вертикальну стійку, при цьому кожна з пластин розділена на множину суміжних частин з лінією розніму, яка радіально продовжується між суміжними частинами. 6. Система за п. 1, яка додатково містить контролер для керування обертовою платформою і кліпсаторами за допомогою виконання комп'ютерної програми для забезпечення рецептурноспецифічного регулювання положення кліпсаторів і відображення даних налагодження для операторів. 7. Система за п. 6, яка додатково містить рецептурний модуль і виконана з можливістю автоматичного приведення в дію кліпсаторів і вибору швидкості платформи з урахуванням конкретного продукту. 8. Система за п. 1, в якій, для кожного місця кліпсування, перша магістраль подачі повітря є головною повітряною магістраллю для пускового клапана, а друга магістраль подачі повітря включає вбудований відсічний клапан, який перекриває потік повітря до циліндра клапана відповідного кліпсатора. 9. Система за п. 1, в якій кліпсатори більшого розміру виконані для кліпсування продуктів, що мають діаметр до приблизно 3½ дюйма, а кліпсатори меншого розміру виконані для кліпсування продуктів, що мають діаметр від приблизно 0,75 дюйма до приблизно 1½ дюйма. 10. Система за п. 1, яка додатково містить засіб точного радіального регулювання положення кліпсатора в межах приблизно 0,1-1 дюйма для більш точних і надійних довжин продуктів. 11. Система за п. 1, яка додатково містить датчик положення у взаємодії з обертовою платформою і рамою, яка підтримує обертову платформу, причому система містить контролер, який отримує дані від датчика положення і автоматично переміщує обертову платформу в 17 UA 100401 C2 5 10 15 20 25 30 35 40 45 50 55 необхідне поздовжнє положення, виходячи з даних положення від датчика і введення користувача, що вибирає тип продукту і/або розмір для виготовлення. 12. Система за п. 11, яка додатково містить ковзну платформу, встановлену на рамі, яка утримує вертикальну стійку і дозволяє автоматичне поздовжнє переміщення обертової платформи. 13. Система за п. 1, яка додатково містить множину рознесених по окружності тримачів, які спираються безпосередньо на платформу або безпосередньо підтримуються платформою, і які тримають бобіни з кліпсами на платформі, при цьому кожен тримач утворює щонайменше одну порожнину для бобіни, яка вивільнювано утримує відповідну бобіну з кліпсами вирівняно з відповідним кліпсатором, при цьому кожен тримач виконаний з можливістю вставлення бобіни з кліпсами в тримач, при якому відповідний ближній кліпсатор залишається на місці. 14. Система за п. 13, в якій тримачі мають засоби підтримування бобін з кліпсами, причому відповідна бобіна з кліпсами розташовується у відповідній одній порожнині тримача з щільним притисканням до підтримуючих засобів. 15. Система за п. 13, в якій кожний тримач включає поворотний важіль, який має форму для щільного притискання до прилеглих стінок різних бобін для кліпс, що знаходяться в порожнинах тримачів. 16. Система за п. 13, яка додатково містить гвинти точного регулювання, по одному у взаємодії з кожним із тримачів, при цьому кожен гвинт точного регулювання виконаний так, щоб дозволити оператору радіально переміщати відповідний тримач в необхідне положення на платформі після того, як відповідний кліпсатор встановлений з грубим позиціонуванням у вибраних отворах, причому тонке регулювання, забезпечуване гвинтами тонкого регулювання, становить менше ніж близько 1/8 дюйма. 17. Система за п. 13, в якій кожний тримач рознімно підтримує дві бобіни бік у бік. 18. Система за п. 4, яка додатково містить автоматичну систему змащення, виконану для автоматичного розбризкування мастила на зірочку і/або ланцюг у вигляді дрібнодисперсного туману для запобігання стіканню мастила під час роботи. 19. Система за п. 1, яка додатково містить: систему формування плоского рулонного матеріалу в трубчасту оболонку, що містить формуючу втулку, розташовану по ходу перед обертовою платформою; і систему адгезивного запечатування у взаємодії з системою формування, яка склеює плоский матеріал в трубчасту конфігурацію, причому система адгезивного запечатування містить автоматичний поворотний підйомний пристрій, який піднімає один довгий край упаковки з тим, щоб дозволити соплу нанести адгезив поблизу піднятого довгого краю для склеювання оболонки в трубчасту конфігурацію. 20. Система за п. 19, в якій сопло є самоочищувальним соплом і зв'язане з нагрівним вузлом, суміжним з по суті горизонтальним соплом, яке продовжується назовні, при цьому нагрівник сопла з'єднаний з контролером, який виконаний з можливістю керування зазначеним нагрівним вузлом для нагрівання до достатньої температури, щоб видалити з сопла залишки адгезиву. 21. Система за п. 19, в якій система адгезивного запечатування містить нерухомий по суті горизонтальний екструдер, з'єднаний з криволінійним каналом протікання, який продовжується вгору від екструдера, потім над екструдером, і потім продовжується вниз для з'єднання з соплом. 22. Система за п. 21, в якій шлях протікання в системі адгезивного запечатування містить чотири температурні зони, які можуть окремо регулюватися по температурі, що включають першу зону, зв'язану з екструдером, другу зону, зв'язану з виходом з екструдера, третю зону, зв'язану з криволінійним каналом протікання, і четверту зону, зв'язану з виходом з криволінійного каналу протікання поблизу з соплом. 23. Система за п. 22, яка додатково містить контролер, зв'язаний з кожною температурною зоною і виконаний з можливістю і) моніторингу та регулювання температур в чотирьох різних температурних зонах в шляху протікання адгезиву і іі) підвищення, а потім зниження температури зони нагрівання поблизу сопла для здійснення процесу самоочищення або самопрочищення видавального сопла, тим самим перешкоджаючи його закупорюванню. 24. Система за п. 19, в якій підйомний пристрій виконаний з можливістю автоматичного переміщення між початковим положенням, що знаходиться збоку і вгору від осьової лінії консолі, і робочим положенням, відповідно до чого підіймальний пристрій переміщується вниз, щоб розташовуватися над і поблизу консолі і всередину до осьової лінії консолі. 25. Система за п. 19, яка додатково містить поворотний піддон для стоку, який розташований під соплом в неробочому положенні сопла і який синхронізований для автоматичного повороту 18 UA 100401 C2 5 10 15 20 25 30 35 40 45 50 55 60 з-під сопла, коли підіймальний пристрій переміщується в і/або знаходиться в робочому положенні. 26. Система за п. 1, причому система додатково містить: технологічну консоль, розташовану по ходу перед платформою; і систему приводу плівки у взаємодії з джерелом подачі плоскої плівки з рулону, при цьому система приводу плівки включає два вакуумних приводи, кожен з яких має ремінь, у взаємодії з дисплеєм і контролером системи, при цьому дисплей виконаний для прийому введення користувача для спонукання вакуумних приводів автоматично переміщати вакуумні привідні ремені в робоче положення для притискання плівки до консолі. 27. Система за п. 1, яка додатково містить: консоль, розташовану по ходу перед платформою, рознімно прикріплену до рами системи; систему приводу плівки у взаємодії з джерелом подачі плоскої плівки з рулону; формуючу втулку, розташовану на консолі, у взаємодії з джерелом подачі плоского матеріалу з рулону; вузол безінструментального кріплення формуючої втулки і консолі, який має перший і другий важелі, які повертаються, щоб змусити елемент переміщатися до плити, яка вивільнювано утримує консоль і втулку на місці; і вузол безінструментального кріплення консолі, що утримує консоль по ходу перед формуючою втулкою, причому вузол безінструментального кріплення консолі містить перший і другий вузли, які утворюють між ними по суті циліндричну порожнину, при цьому перший і другий вузли виконані так, що рознімно прикріплюються один до одного за допомогою важеля у взаємодії зі стрижнем, який продовжується через перший і другий вузли і притискає вузли до консолі. 28. Система за п. 13, в якій зазначені тримачі мають радіально рознесені внутрішній і зовнішній елементи, які взаємодіють для вивільнюваного утримування щонайменше однієї бобіни з кліпсами, причому зазначені тримачі є тримачами з закиданням бобін, що дозволяють користувачеві закидати заповнені кліпсами бобіни в порожнину тримача, щоб вони розміщувалися між внутрішнім і зовнішнім елементами, при цьому тримачі містять відповідний важіль, здатний повертатися вгору і вниз над бобіною з кліпсами для вивільнюваного утримування бобіни з кліпсами всередині зазначеної порожнини. 29. Система за п. 13, яка виконана з можливістю вивільнюваного утримування двох бобін з кліпсами бік у бік у двох суміжних порожнинах, при цьому кожен тримач включає щонайменше два колеса на протилежних сторонах тримача, що спираються на платформу. 30. Система за п. 1, що містить пристрої подачі повітря та очищення повітря, що дозволяють швидко приводити в дію різні кліпсатори зі швидкістю близько 300 деталей на хвилину або 300 футів плівки на хвилину, щоб при цьому забезпечити по суті однакову експлуатаційну продуктивність незалежно від розміру використовуваного кліпсатора. 31. Система за п. 1, яка додатково містить: розташовану по ходу перед платформою консоль з формуючою втулкою; фланець для підтримування безінструментального вузла формуючої втулки, прикріплений до рами пакувальної системи, при цьому безінструментальний вузол формуючої втулки містить опорну плиту з напівкруглою виїмкою і щонайменше один доступний для користувача важіль, приєднаний до опорної плити, при цьому зазначений щонайменше один важіль знаходиться у взаємодії з елементом, який переміщується в бічному напрямку, який фіксує вертикально орієнтовану пластину для установки консолі для утримування консолі в по суті горизонтальній орієнтації. 32. Система за п. 31, яка додатково містить вертикально вирівняні і рознесені перший і другий стрічкопровідні напрямні непривідні ролики, прикріплені до нижньої частини кріпильної плити. 33. Система за п. 1, в якій обертова платформа знаходиться у взаємодії із зірочкою та ланцюгом, при цьому платформа додатково містить автоматичну мастильну систему за допомогою автоматичного розбризкування мастила у вигляді дрібнодисперсного туману на зірочку і/або ланцюг через певні проміжки часу і/або після заданої кількості обертів платформи, так щоб запобігти стіканню мастила. 34. Система за п. 1, яка додатково містить: систему приводу платформи у взаємодії з платформою для її обертання з вибраною швидкістю, вузол приводу плівки, що включає систему приводу плівки у взаємодії з джерелом подачі плоскої плівки з рулону з вибраною швидкістю, при цьому привідний вузол плівки розташований по ходу перед обертовою платформою; систему адгезивного запечатування у взаємодії з системою приводу плівки і розташовану по ходу перед платформою з кліпсаторами, при цьому система адгезивного запечатування має екструдер з привідною системою з вибираною швидкістю екструзії у взаємодії з каналом 19 UA 100401 C2 5 10 15 20 25 30 35 40 45 50 55 протікання адгезиву, який закінчується в соплі для адгезиву, при цьому система адгезивного запечатування має чотири різні температурні зони, які продовжуються між екструдером і соплом, і які можуть окремо керуватися для забезпечення необхідних відповідних температур; і автоматизовану систему керування у взаємодії з привідною системою платформи, системою приводу плівки і привідною системою екструдера, і виконану для синхронізації роботи, регулювання привідної швидкості однієї або більше привідних систем під час роботи пакувальної системи і регулювання кожної привідної системи для роботи із заданою швидкістю для взаємодії для виробництва необхідного продукту. 35. Система за п. 34, яка додатково містить консоль з вихідною частиною, яка видає заповнювальний матеріал в секції склеєної оболонки, і в якій автоматизована система керування виконана для регулювання швидкості системи приводу плівки і/або привідної системи екструдера щонайменше однієї привідної системи залежно від зусилля, прикладеного до важеля натяжного вала, розташованого між обертовою платформою і вихідною частиною консолі таким чином, щоб знаходитися у взаємодії з натягнутою заповненою запакованою упаковкою. 36. Система за п. 1, яка додатково містить консоль, яка закінчується в кінцевій частині поблизу з'єднувального елемента насоса у втулці консолі, і вузол, що з'єднує насос з консоллю, який вивільнювано утримує консоль в герметичному сполученні по текучому середовищу з насосом. 37. Система за п. 36, в якій втулка консолі і консоль утримуються безінструментальним вузлом кріплення консолі з вузлом, що має верхній і нижній елементи, які фіксують консоль між ними і з'єднуються і вивільняються за допомогою доступного для користувача важеля. 38. Система за п. 1, яка додатково містить: консоль, формуючу втулку і засіб подачі плоского матеріалу, для утворення по суті трубчастої плівки або оболонки, і подачі заповненої плівки або оболонки до обертової платформи для одночасного кліпсування на вказаній платформі; і контролер, який взаємодіє з обертовою платформою та кліпсами, виконаний з можливістю, залежно від вибраного продукту, програмованого регулювання положення платформи, кліпсаторів, а також виведення встановлених даних для оператора. 39. Спосіб упаковування ділянок продуктів, використовуючи пакувальну систему з обертовою платформою з множиною кліпсаторів, що включає: отримання вводу користувача на дисплеї для вибору необхідного продукту і/або рецептури для виготовлення; електронне визначення необхідних робочих параметрів, використовуваних, виходячи з вводу користувача; електронне визначення поздовжнього положення обертової платформи; автоматичне переміщення обертової платформи в необхідне поздовжнє положення, виходячи з вибраного продукту і/або рецептури; отримання вводу користувача для автоматичного зближення приводів плівки з консоллю; електронний моніторинг температур у каналі протікання адгезиву і регулювання температур зон нагрівання для знаходження в межах необхідних робочих діапазонів; електронне керування соплом для адгезиву у взаємодії з каналом протікання адгезиву для виконання процесу самоочищення; електронне керування для розпилення або розбризкування мастила на ланцюг або зірочку, зв'язану з привідною системою для обертової платформи; автоматичне підняття верхнього довгого краю перекривних шарів плівки, використовуючи піднімальний механізм, потім електронне керування соплом для просування з тим, щоб видати адгезив між перекривними шарами плівки; електронне підключення до операційної системи і/або контролера системи з віддаленого пункту, використовуючи комп'ютерну мережу; електронну синхронізацію різних приводів системи для взаємодії на відповідних швидкостях, включаючи синхронізацію приводу плівки, приводу екструдера адгезиву і приводу обертової платформи; і заміну однієї або більше бобін з кліпсами на обертовій платформі, використовуючи тримач для вставки бобін, який рознімно утримує бобіни з кліпсами таким чином, що відповідні бобіни знаходяться у взаємодіючому вирівнюванні з відповідним кліпсатором на обертовій платформі. 20 UA 100401 C2 21 UA 100401 C2 22 UA 100401 C2 23 UA 100401 C2 24 UA 100401 C2 25 UA 100401 C2 26 UA 100401 C2 27 UA 100401 C2 28
ДивитисяДодаткова інформація
Назва патенту англійськоюRotary multi-clipper platform packaging system and method of packaging sections of products using said system
Автори англійськоюMay, Dennis J., Griggs, Samuel D., Lowder, Matthew D., Whittlesey, Thomas E., Poteat, William M.
Назва патенту російськоюВращающаяся многоклипсаторная платформная упаковочная система и способ упаковки участков продуктов с использованием этой системы
Автори російськоюМэй Дэннис Дж., Григгс Самуэль Д., Лоудер Мэттью Д., Уиттлси Томас Э., Потит Уилльям М.
МПК / Мітки
МПК: B65B 9/10
Мітки: цієї, багатокліпсаторна, упаковування, ділянок, системі, спосіб, платформна, система, пакувальна, обертова, продуктів, використанням
Код посилання
<a href="https://ua.patents.su/41-100401-obertova-bagatoklipsatorna-platformna-pakuvalna-sistema-ta-sposib-upakovuvannya-dilyanok-produktiv-z-vikoristannyam-cieh-sistemi.html" target="_blank" rel="follow" title="База патентів України">Обертова багатокліпсаторна платформна пакувальна система та спосіб упаковування ділянок продуктів з використанням цієї системи</a>
Система інтерактивної ігрової і/або соціологічної взаємодії (сіісв), здійснюваної під час радіо- і/або телепередачі, і спосіб такої взаємодії з використанням цієї системи (варіанти)
Номер патенту: 48558
Опубліковано: 15.08.2002
Автори: Котєльніков Сєргєй Івановіч, Сєргєйцев Тімофєй Ніколаєвіч, Куліков Дмітрій Євгєньєвіч
МПК: A63F 3/08, A63F 13/00
Мітки: соціологічної, такої, використанням, цієї, інтерактивної, системі, телепередачі, система, радіо, здійснюваної, сіісв, спосіб, взаємодії, ігрової, варіанти
Формула / Реферат:
Спосіб вимірювання вигину артилерійського ствола, в якому формують на початку ствола модульований світловий пучок, направляють його вздовж ствола, відбивають світловий пучок від розміщеного на кінці ствола відбивача і направляють його через об'єктив на фотоприймач фотоприймального датчика, який відрізняється тим, що формують в площині діафрагми, розташованої безпосередньо перед відбивачем, світлову зону з розмірами, більшими за суму розмірів...
Система інтерактивної ігрової і/або соціологічної взаємодії (сіісв), здійснюваної під час радіо- і/або телепередачі (варіанти) і спосіб такої взаємодії з використанням цієї системи (варіанти)
Номер патенту: 48558
Опубліковано: 15.11.2004
Автори: Сєргєйцев Тімофєй Ніколаєвіч, Куліков Дмітрій Євгєньєвіч, Котєльніков Сєргєй Івановіч
МПК: A63F 3/08, A63F 13/00
Мітки: система, сіісв, телепередачі, здійснюваної, інтерактивної, системі, соціологічної, такої, цієї, взаємодії, ігрової, використанням, спосіб, варіанти, радіо
Формула / Реферат:
Спосіб вимірювання вигину артилерійського ствола, в якому формують на початку ствола модульований світловий пучок, направляють його вздовж ствола, відбивають світловий пучок від розміщеного на кінці ствола відбивача і направляють його через об'єктив на фотоприймач фотоприймального датчика, який відрізняється тим, що формують в площині діафрагми, розташованої безпосередньо перед відбивачем, світлову зону з розмірами, більшими за суму розмірів...
Спосіб упаковування кави та пакувальна машина для упаковування кави
Номер патенту: 86394
Опубліковано: 27.04.2009
Автори: Флігер Юрген, Белльманн Йоахім
МПК: B65B 61/18, B65D 75/52, B31B 1/00
Мітки: машина, пакувальна, спосіб, кави, упаковування
Формула / Реферат:
1. Спосіб упаковування кави, в якому каву заповнюють у внутрішній мішок, і зовнішні обгортки транспортують в машинному напрямку і обгортають навколо внутрішнього мішка до або після заповнення кави у внутрішній мішок, причому на зовнішню обгортку наносять відривні стрічки під кутом до машинного напрямку.2. Спосіб за п. 1, в якому відривні стрічки наносять в напрямку, по суті перпендикулярному машинному напрямку.3. Спосіб за п. 1...
Кодова замикаюча система і кодовий пристрій цієї системи
Номер патенту: 27654
Опубліковано: 15.09.2000
Автор: Нікітін Юрій Філіпповіч
МПК: E05B 51/00, E05B 37/00
Мітки: цієї, кодова, система, замикаюча, пристрій, системі, кодовий
Текст:
...а інколи і замикання, що дозволило значно спростити конструкцію системи. В даному варіанті виконання кодової замикаючої системи містяться кодові вузли трьох типів: з поворотними вкладишами, пластинчатий та дисковий. Кодовий вузол з поворотними вкладишами Може забезпечувати будь-яку ступінь таємності при простоті та надійності конструкції. Підвищення таємності досягається шляхом збільшення діаметрів отворів вкладишів, шля хом зменшення...
Запобіжний пристрій для штепсельного з’єднання, штепсельна з’єднувальна система з таким пристроєм та елемент маркування для цієї штепсельної системи
Номер патенту: 86353
Опубліковано: 27.04.2009
Автори: Цоллінгер, Рольф, Андрес, Ганс
МПК: H01R 13/64, H01R 13/516, H01R 13/46, H01R 13/639
Мітки: з'єднувальна, запобіжний, штепсельного, системі, маркування, система, з'єднання, елемент, цієї, пристроєм, таким, штепсельна, пристрій, штепсельної
Формула / Реферат:
1. Запобіжний пристрій (6) для штепсельного з'єднання з щонайменше однією штепсельною розеткою та щонайменше одним штепселем (7), що має корпус (31) штепселя, де вказаний запобіжний пристрій включає в себе корпус (11), що кріпильними засобами (12) може бути закріплений спереду штепсельної розетки, який відрізняється тим, що цей запобіжний пристрій всередині корпусу включає в себе замикальну пружину (13) та замикальний елемент (14),...