Комп’ютерна система й спосіб керування завантаженням доменної печі за допомогою користувальницького інтерфейсу
Формула / Реферат
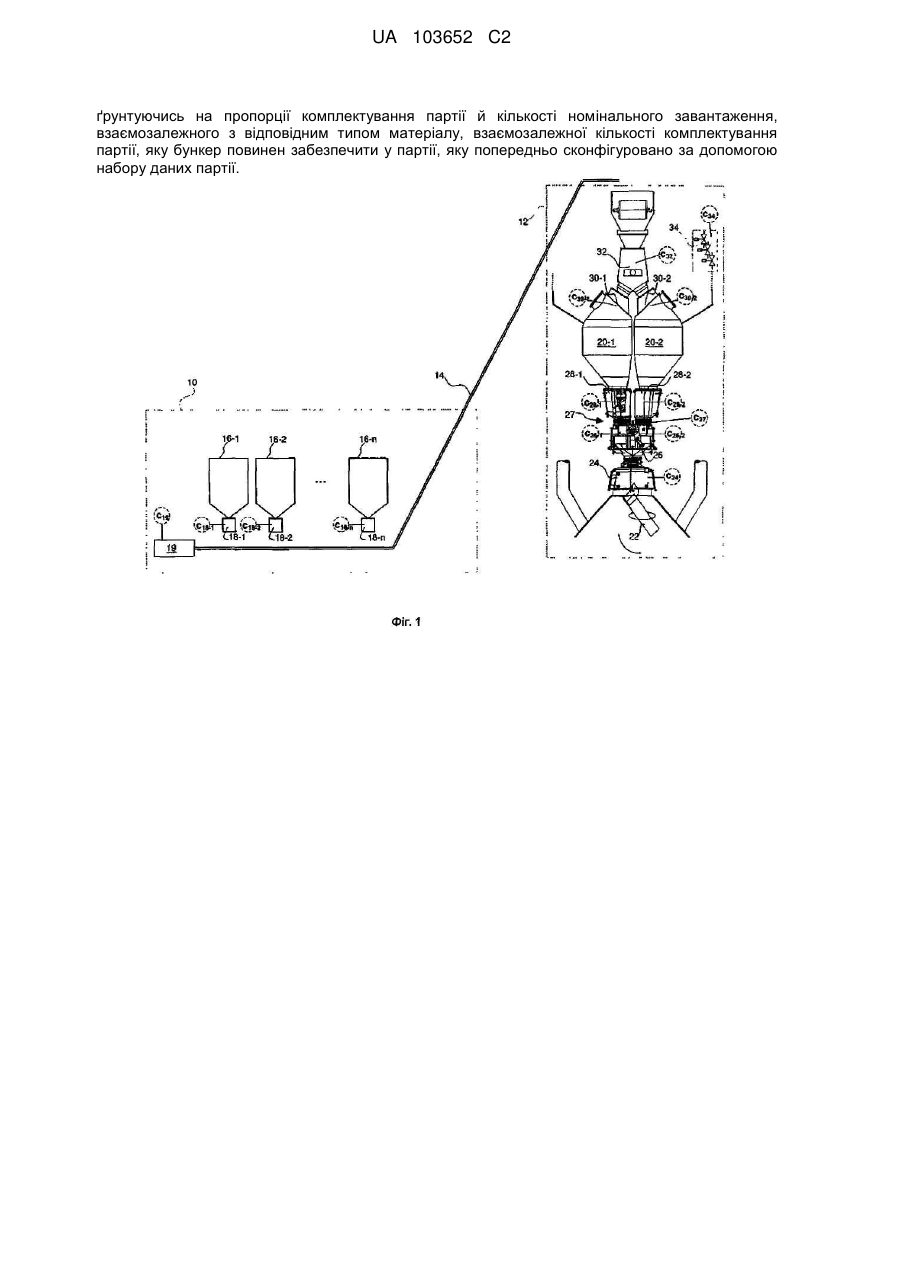
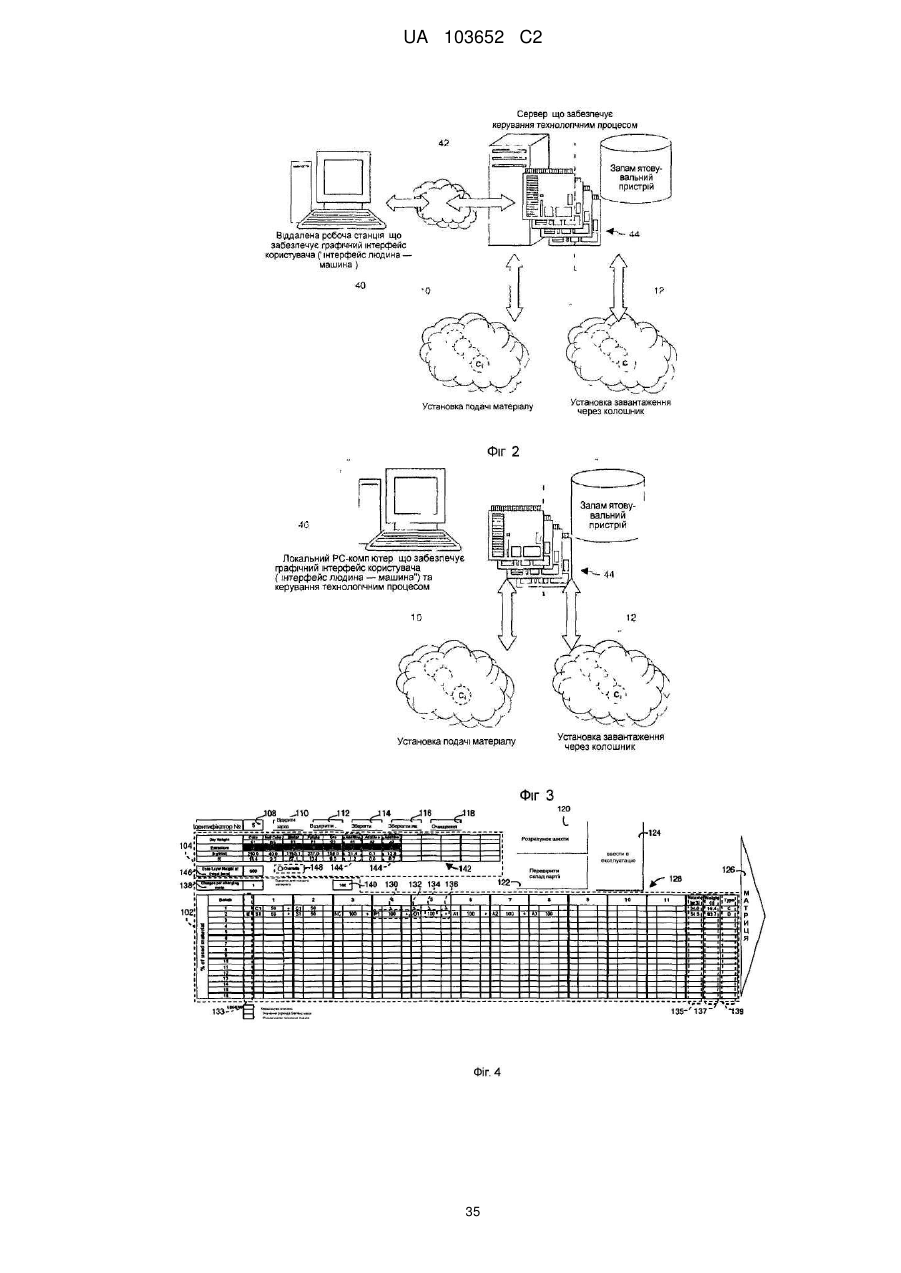
1. Спосіб комп'ютерного керування завантаженням доменної печі, оснащеної автоматизованою установкою завантаження через колошник, яка розташована на колошнику доменної печі й містить щонайменше один прийомний бункер, для завантаження партій матеріалу у доменну піч, і автоматизованою установкою подачі матеріалу для подачі завантажувального матеріалу у партіях в установку завантаження через колошник, при цьому спосіб включає:
одержання набору даних номінального завантаження, що відбиває номінальне завантаження доменної печі, яка відповідає попередньо заданому складу шихти, що прагне до бажаного хімічного складу рідкого металу, при цьому набір даних номінального завантаження містить безліч записів про завантажувальний матеріал, при цьому кожний запис про завантажувальний матеріал містить тип матеріалу й взаємозалежну кількість номінального завантаження,
формування графічного користувальницького інтерфейсу на дисплеї, при цьому графічний користувальницький інтерфейс містить:
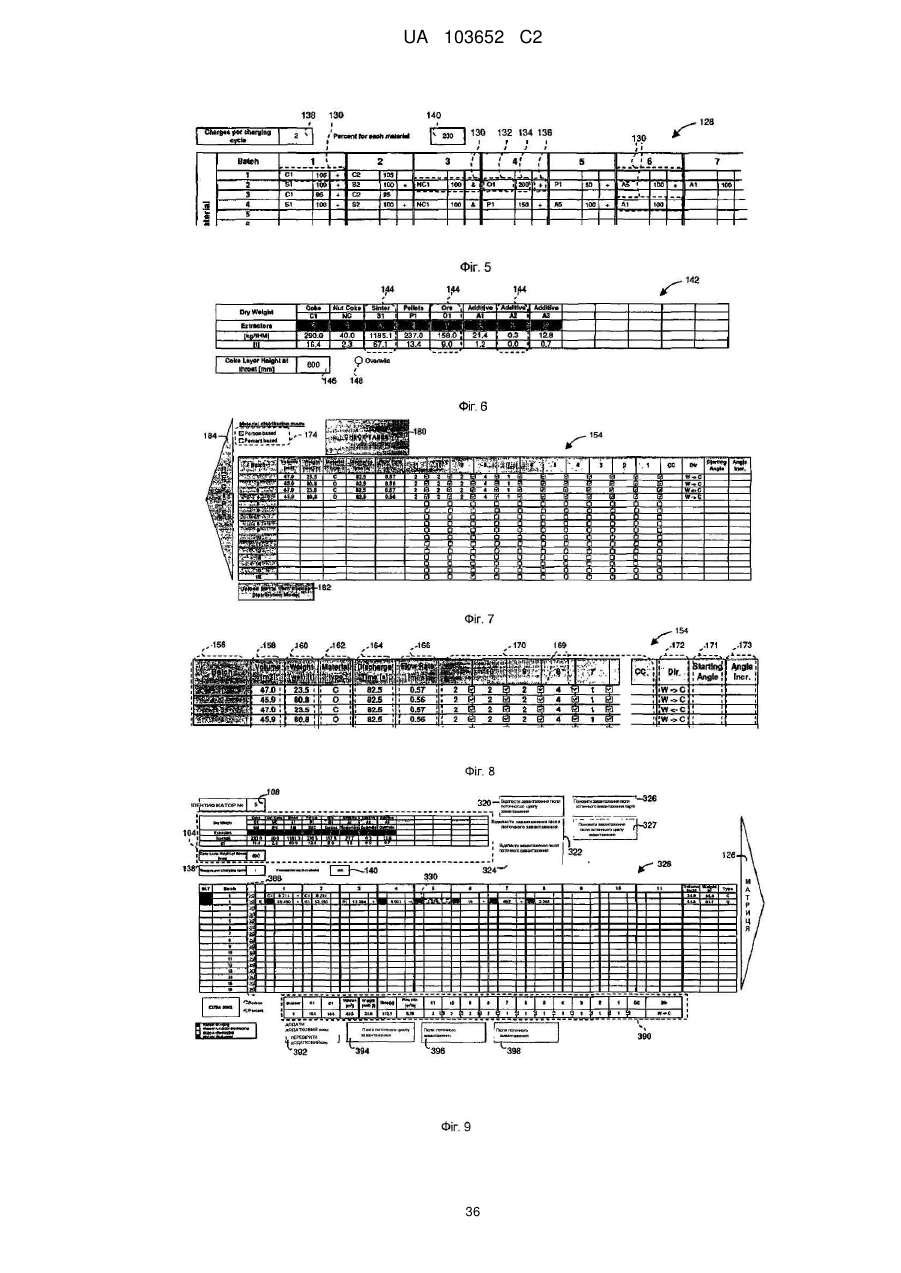
поля даних партії для введення й відображення безлічі наборів даних партії для попередньої конфігурації партій сировинного матеріалу, які підлягають подачі в установку завантаження через колошник за допомогою установки подачі матеріалу, при цьому кожна партія є об'єднанням матеріалів, що підлягають подачі у прийомний бункер, при цьому кожний набір даних партії містить щонайменше один запис комплектування партії, при цьому кожний запис комплектування партії містить тип матеріалу й взаємозалежну з ним пропорцію комплектування партії для попереднього визначення співвідношення між кількістю, яка підлягає вмісту у партії, і кількістю номінального завантаження взаємозалежного типу матеріалу,
одержання одного або більше наборів даних партії,
обчислення для відповідного типу матеріалу кожного запису комплектування партії в отриманому наборі даних партії за допомогою пропорції комплектування партії й кількості номінального завантаження, взаємозалежного з відповідним типом матеріалу, взаємозалежної кількості комплектування партії, яку установка подачі матеріалу повинна забезпечити у партії сировинного матеріалу, попередньо сконфігурованої за допомогою отриманого набору даних партії.
2. Спосіб комп'ютерного керування за п. 1, у якому автоматизована установка завантаження через колошник містить виконаний з можливістю обертання й повороту розподільний жолоб, і в якому графічний користувальницький інтерфейс також містить:
поля даних завантаження через колошник для введення й відображення одного або більше записів параметрів завантаження через колошник для визначення установок завантаження через колошник партії сировинного матеріалу, попередньо сконфігурованої за допомогою набору даних партії, взаємозалежного з відповідним записом параметрів завантаження через колошник, при цьому кожний запис параметрів завантаження через колошник містить безліч квот положень жолоба, при цьому кожна квота положень жолоба відповідає різному куту повороту розподільного жолоба, для визначення частки партії, що підлягає вивантаженню у піч при відповідному куті повороту, і при цьому спосіб також включає:
одержання одного або більше записів параметрів завантаження через колошник, і
збереження файлу набору параметрів, що містить отриманий один або більше наборів даних партії й отриманий один або більше записів параметрів завантаження через колошник.
3. Спосіб комп'ютерного керування за п. 1 або п. 2, у якому спосіб також включає:
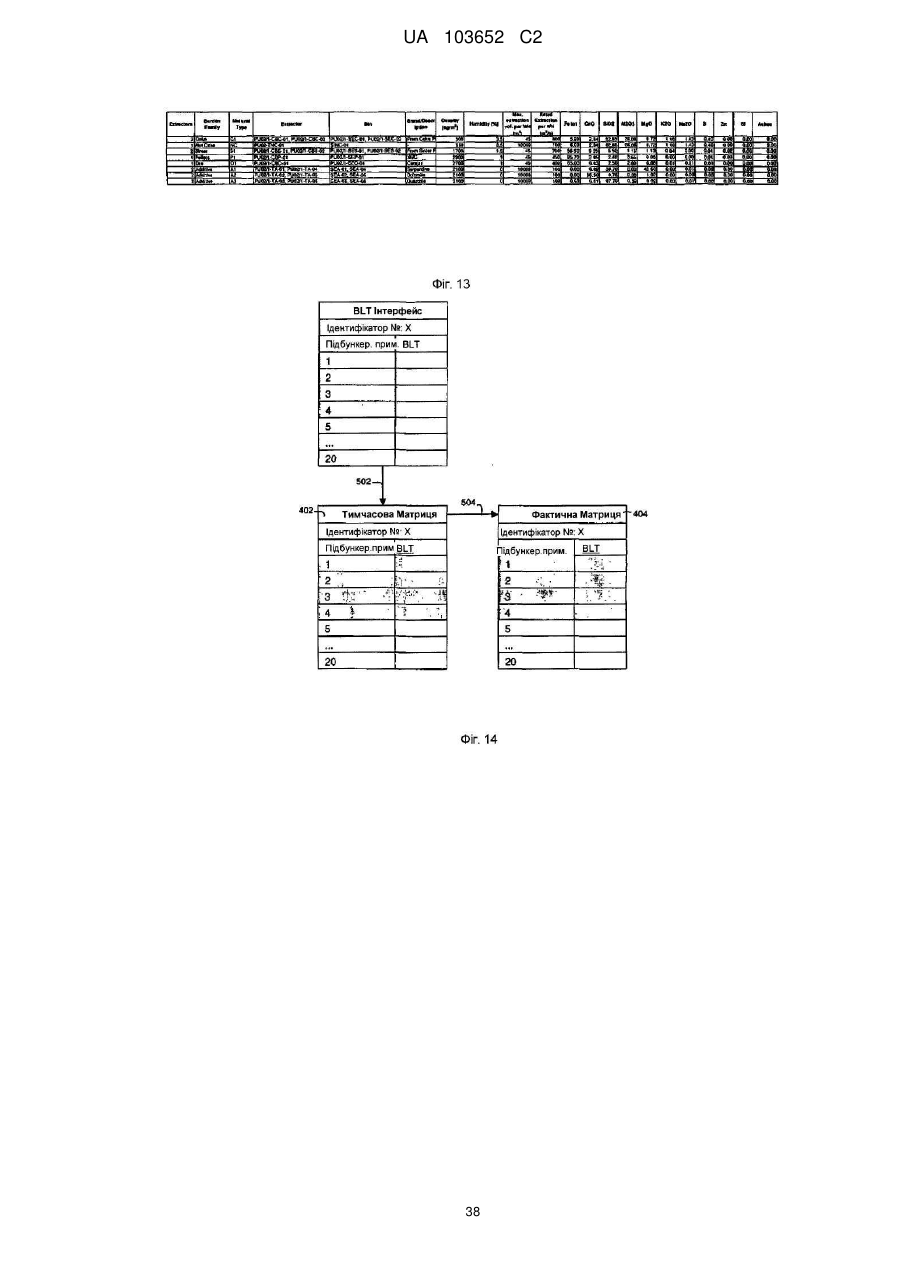
формування тимчасового файлу, при цьому файл для кожного запису комплектування партії отриманого одного або більше набору даних партії містить обчислену взаємозалежну кількість матеріалу, що завантажується, і
використання тимчасового файлу для керування установкою подачі матеріалу.
4. Спосіб комп'ютерного керування за будь-яким з пп. 1-3, у якому спосіб включає:
одержання безлічі наборів даних партії,
одержання цілого числа завантажень на завантажувальний цикл, при цьому ціле число завантажень відбиває кількість фактичних завантажень, що підлягають завантаженню у доменну піч відповідно до партій сировинного матеріалу, попередньо сконфігурованими за допомогою отриманої безлічі наборів даних партії,
перевірку для відповідного типу матеріалу кожного запису завантажувального матеріалу в отриманому наборі даних номінального завантаження, чи відбиває сума всіх пропорцій комплектування партії, взаємозалежних з відповідним типом матеріалу в отриманій безлічі наборів даних партії, сукупну кількість номінального завантаження відповідного типу матеріалу, помножену на отримане ціле число завантажень.
5. Спосіб комп'ютерного керування за будь-яким із пп. 1-4, у якому графічний користувальницький інтерфейс також містить:
поля даних складу шихти для введення й відображення набору даних складу, що прагне до попередньо заданого хімічного складу рідкого металу, який підлягає виготовленню за допомогою доменної печі, при цьому набір даних складу містить декілька записів шихтового матеріалу, при цьому кожний запис шихтового матеріалу містить тип матеріалу й взаємозалежну задану кількість,
поле даних контрольної кількості для введення й відображення контрольної кількості, насамперед висоти коксового шару, кількості коксу або кількості залізовмісного матеріалу, який підлягає використанню для обчислення кількостей номінального завантаження,
при цьому
спосіб також включає одержання набору даних складу й одержання контрольної кількості, і
при цьому
одержання набору даних номінального завантаження містить обчислення кількості номінального завантаження для відповідного типу матеріалу кожного запису шихтового матеріалу в отриманому наборі даних складу за допомогою заданої кількості, взаємозалежної з відповідним типом матеріалу й отриманою контрольною кількістю.
6. Спосіб комп'ютерного керування за будь-яким з пп. 3-5, у якому збережений файл набору параметрів також містить отриману контрольну кількість і переважно отримане ціле число завантажень.
7. Спосіб комп'ютерного керування за будь-яким із пп. 1-6, у якому кожний запис комплектування партії для набору даних партії також містить взаємозалежний індикатор розташування партії для попередньої конфігурації способу, в якому установка подачі матеріалу повинна забезпечувати подачу партії сировинного матеріалу, попередньо сконфігуровану за допомогою набору даних партії.
8. Спосіб комп'ютерного керування за будь-яким із пп. 2-7, у якому кожний запис параметрів завантаження через колошник також містить напрямок вивантаження, що відображає напрямок повороту розподільного жолоба й переважно час вивантаження, що відбиває час, необхідний для вивантаження партії сировинного матеріалу, попередньо сконфігурованої за допомогою набору даних партії, взаємозалежного з відповідним записом параметрів завантаження через колошник.
9. Спосіб комп'ютерного керування за будь-яким із пп. 1-8, що також включає щонайменше одне положення:
перевірка, переважно для кожного з отриманих одного або більше наборів даних партії, чи є сумісними відповідні типи матеріалів кожного запису комплектування партії в отриманому наборі даних партії,
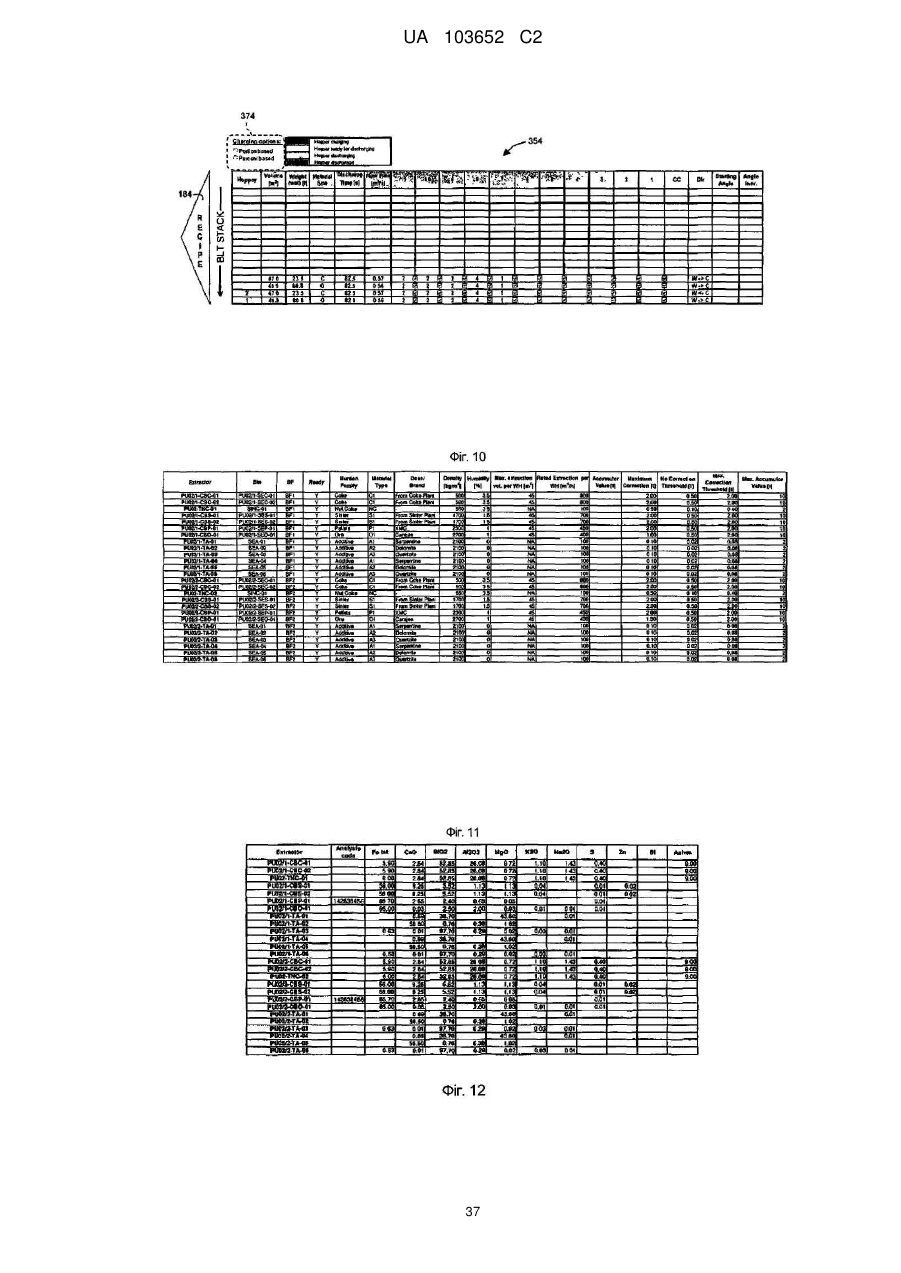
перевірка для кожного запису завантажувального матеріалу отриманого набору даних номінального завантаження, чи є відповідні типи матеріалу в установці подачі матеріалу,
перевірка, переважно для кожного отриманого одного або більше наборів даних партії, чи не перевищує кількість, що завантажується, взаємозалежна з відповідним типом матеріалу, ємність установки подачі матеріалу для відповідного типу матеріалу для кожного типу матеріалу кожного запису комплектування партії в отриманому наборі даних партії,
перевірка, переважно для кожного отриманого одного або більше набору даних партії, чи не перевищує партія сировинного матеріалу, попередньо сконфігурована отриманим набором даних партії, місткість установки завантаження через колошник: і/або
перевірка, переважно для кожного отриманого одного або більше набору даних партії, чи здатна установка подачі матеріалу забезпечити подачу партії сировинного матеріалу за допомогою способу, попередньо сконфігурованого отриманим набором даних партії.
10. Спосіб комп'ютерного керування за будь-яким із пп. 1-9, у якому автоматизована установка завантаження через колошник містить виконаний з можливістю обертання й повороту розподільний жолоб, і в якому графічний користувальницький інтерфейс також містить:
поля даних завантаження через колошник для введення й відображення одного або декількох записів параметрів завантаження через колошник для визначення частки партії, що підлягає вивантаженню у піч, на кожному з набору поворотних положень розподільного жолоба, і
графічне відображення стовпчастої діаграми, що показує відповідну частку партії, яка підлягає вивантаженню, для кожного з поворотних положень відповідно до одного або більше записів параметрів завантаження через колошник.
11. Комп'ютерна система для керування завантаженням доменної печі, яка оснащена автоматизованою установкою завантаження через колошник, що розташована на колошнику доменної печі й містить щонайменше один прийомний бункер, для завантаження матеріалу у доменну піч і автоматизованою установкою подачі матеріалу для подачі завантажувального матеріалу в установку завантаження через колошник, при цьому комп'ютерна система містить:
засіб для одержання набору даних номінального завантаження, що відбиває номінальне завантаження доменної печі, яка відповідає попередньо заданому складу шихти, що прагне до бажаного хімічного складу рідкого металу, при цьому набір даних номінального завантаження містить декілька записів про завантажувальний матеріал, при цьому кожний запис про завантажувальний матеріал містить тип матеріалу й взаємозалежну кількість номінального завантаження,
засіб для створення графічного користувальницького інтерфейсу на дисплеї, при цьому графічний користувальницький інтерфейс містить:
поля даних партії для введення й відображення декількох наборів даних партії для попередньої конфігурації партій сировинного матеріалу, що підлягає завантаженню в установку завантаження через колошник за допомогою установки подачі матеріалу, при цьому кожна партія є об'єднанням матеріалів, що підлягають подачі у прийомний бункер, при цьому кожний набір даних партії містить щонайменше один запис комплектування партії, при цьому кожний запис комплектування партії містить тип матеріалу й взаємозалежну з ним пропорцію комплектування партії для попереднього визначення співвідношення між кількістю, що підлягає вмісту у партії, і кількістю номінального завантаження взаємозалежного типу матеріалу,
засіб для одержання одного або більше наборів даних партії,
засіб для обчислення взаємозалежної кількості комплектування партії, яку установка подачі матеріалу повинна забезпечувати у партії сировинного матеріалу, попередньо сконфігурованої за допомогою отриманого набору даних партії, для відповідного типу матеріалу кожного запису комплектування партії в отриманому наборі даних партії, за допомогою використання пропорції комплектування партії й кількості номінального завантаження, взаємозалежної з відповідним типом матеріалу.
12. Комп'ютерна система за п. 11, в якій автоматизована установка завантаження через колошник містить виконаний з можливістю обертання й повороту розподільний жолоб, при цьому графічний користувальницький інтерфейс також містить:
поля даних завантаження через колошник для введення й відображення одного або більше записів параметрів завантаження через колошник для визначення установок завантаження через колошник партії сировинного матеріалу, попередньо сконфігурованої набором даних партії, взаємозалежним з відповідним записом параметрів завантаження через колошник, при цьому кожний запис параметрів завантаження через колошник містить декілька квот положень жолоба, при цьому кожна квота положень жолоба відповідає різним кутам повороту розподільного жолоба для визначення частки партії, що підлягає вивантаженню у піч при відповідному куті повороту, і при цьому
система також містить:
засіб для одержання одного або більше записів параметрів завантаження через колошник, і
файл набору параметрів, що містить отримані один або більше наборів даних партії й отримані один або більше записів параметрів завантаження через колошник.
13. Комп'ютерна система за п. 11 або п. 12, в якій система також містить:
запам'ятовувальний пристрій для збереження тимчасового файлу, при цьому файл для кожного запису комплектування партії отриманого одного або більше наборів даних партії містить обчислену взаємозалежну кількість комплектування партії, і
керування технологічним процесом, сконфігуроване для використання інформації, отриманої з тимчасового файлу для керування установкою подачі матеріалу.
14. Комп'ютерна система за будь-яким з пп. 11-13, в якій система містить:
засіб для одержання декількох наборів даних партії,
засіб для одержання цілого числа завантажень на цикл завантаження, при цьому ціле число завантажень відбиває число фактичних завантажень, що підлягають завантаженню у доменну піч відповідно до партій сировинного матеріалу, попередньо сконфігурованими отриманими декількома наборами даних партії,
засіб для перевірки для відповідного типу матеріалу кожного запису завантажувального матеріалу в отриманому наборі даних номінального завантаження, чи відбиває сума всіх пропорцій комплектування партії, взаємозалежних з відповідним типом матеріалу в отриманих декількох наборах даних партії повну кількість номінального навантаження відповідного типу матеріалу, помножену на отриману кількість завантажень.
15. Комп'ютерна система за будь-яким із пп. 11-14, в якій графічний користувальницький інтерфейс також містить:
поля даних складу шихти для введення й відображення набору даних складу, що прагне до попередньо заданого хімічного складу рідкого металу, який підлягає виготовленню за допомогою доменної печі, при цьому набір даних складу містить декілька записів шихтового матеріалу, при цьому кожний запис шихтового матеріалу містить тип матеріалу й взаємозалежну задану кількість,
поле даних контрольної кількості для введення й відображення контрольної кількості, насамперед висоти коксового шару, кількості коксу або кількості залізовмісного матеріалу, який підлягає використанню для обчислення кількості номінального завантаження,
при цьому система також містить:
засіб для одержання набору даних складу,
засіб для одержання контрольної кількості, і
при цьому засіб для одержання набору даних номінального завантаження містить засіб для обчислення кількості номінального завантаження за допомогою використання заданої кількості, взаємозалежної з відповідним типом матеріалу й отриманою контрольною кількістю, для відповідного типу матеріалу кожного запису шихтового матеріалу в отриманому наборі даних складу.
16. Комп'ютерна система за будь-яким з пп. 13-15, в якій збережений файл набору параметрів також містить отриману контрольну кількість і переважно отримане ціле число завантажень.
17. Комп'ютерна система за будь-яким із пп. 11-16, в якій кожний запис комплектування партії набору даних партії також містить взаємозалежний індикатор розташування партії для попередньої конфігурації способу, відповідно до якого установка подачі матеріалу повинна забезпечувати подачу партії сировинного матеріалу, попередньо сконфігуровану набором даних партії.
18. Комп'ютерна система за будь-яким із пп. 12-17, в якій кожний запис параметрів завантаження через колошник також містить напрямок вивантаження, що відбиває напрямок повороту розподільного жолоба, і переважно час вивантаження, що відбиває час, необхідний для вивантаження партії сировинного матеріалу, попередньо сконфігурованої набором даних партії, взаємозалежним з відповідним записом параметрів завантаження через колошник.
19. Комп'ютерна система за будь-яким із пп. 11-18, що також містить щонайменше один засіб:
засіб для перевірки, переважно для кожного отриманого одного або більше наборів даних партії, чи є сумісними відповідні типи матеріалу кожного запису комплектування партії в отриманому наборі даних партії,
перевірка для кожного запису завантажувального матеріалу отриманого набору даних номінального завантаження, чи доступні відповідні типи матеріалу в установці подачі матеріалу,
засіб для перевірки, переважно для кожного отриманого одного або більше наборів даних партії, для кожного типу матеріалу кожного запису комплектування партії в отриманому наборі даних партії, чи не перевищує кількість комплектування партії, взаємозалежна з відповідним типом матеріалу, місткість установки подачі матеріалу для відповідного типу матеріалу,
засіб для перевірки, переважно для кожного отриманого одного або більше наборів даних, чи не перевищує партія сировинного матеріалу, попередньо сконфігурована отриманим набором даних партії, місткість установки завантаження через колошник,
і/або
засіб для перевірки, переважно для кожного отриманого одного або більше набору даних партії, чи здатна установка подачі матеріалу забезпечити подачу партії сировинного матеріалу за допомогою способу, попередньо сконфігурованого отриманим набором даних партії.
20. Комп'ютерна система за будь-яким із пп. 11-19, в якій автоматизована установка завантаження через колошник містить виконаний з можливістю обертання й повороту розподільний жолоб, і при цьому графічний інтерфейс також містить:
поля даних завантаження через колошник для введення й відображення одного або більше записів параметрів завантаження через колошник для визначення частки партії, що підлягає вивантаженню у піч, на кожному з набору поворотних положень розподільного жолоба, і
графічне відображення стовпчастої діаграми, що показує відповідну частку партії, яка підлягає вивантаженню, для кожного поворотного положення відповідно до одного або більше записів параметрів завантаження через колошник.
21. Носій даних, що має у собі комп'ютерну програму, яка містить виконувані комп'ютером інструкції, що змушують комп'ютерну систему здійснювати спосіб за одним із пп. 1-10.
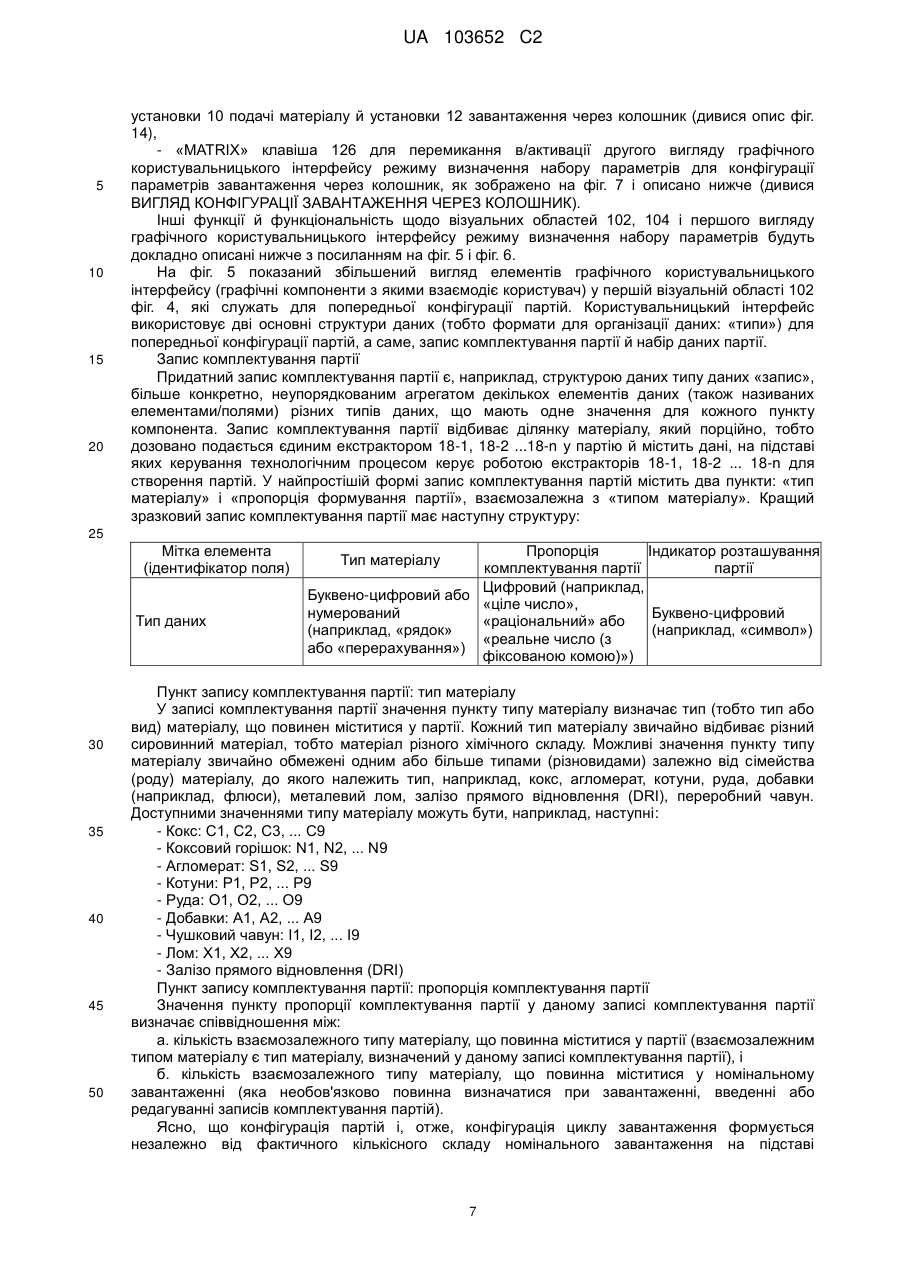
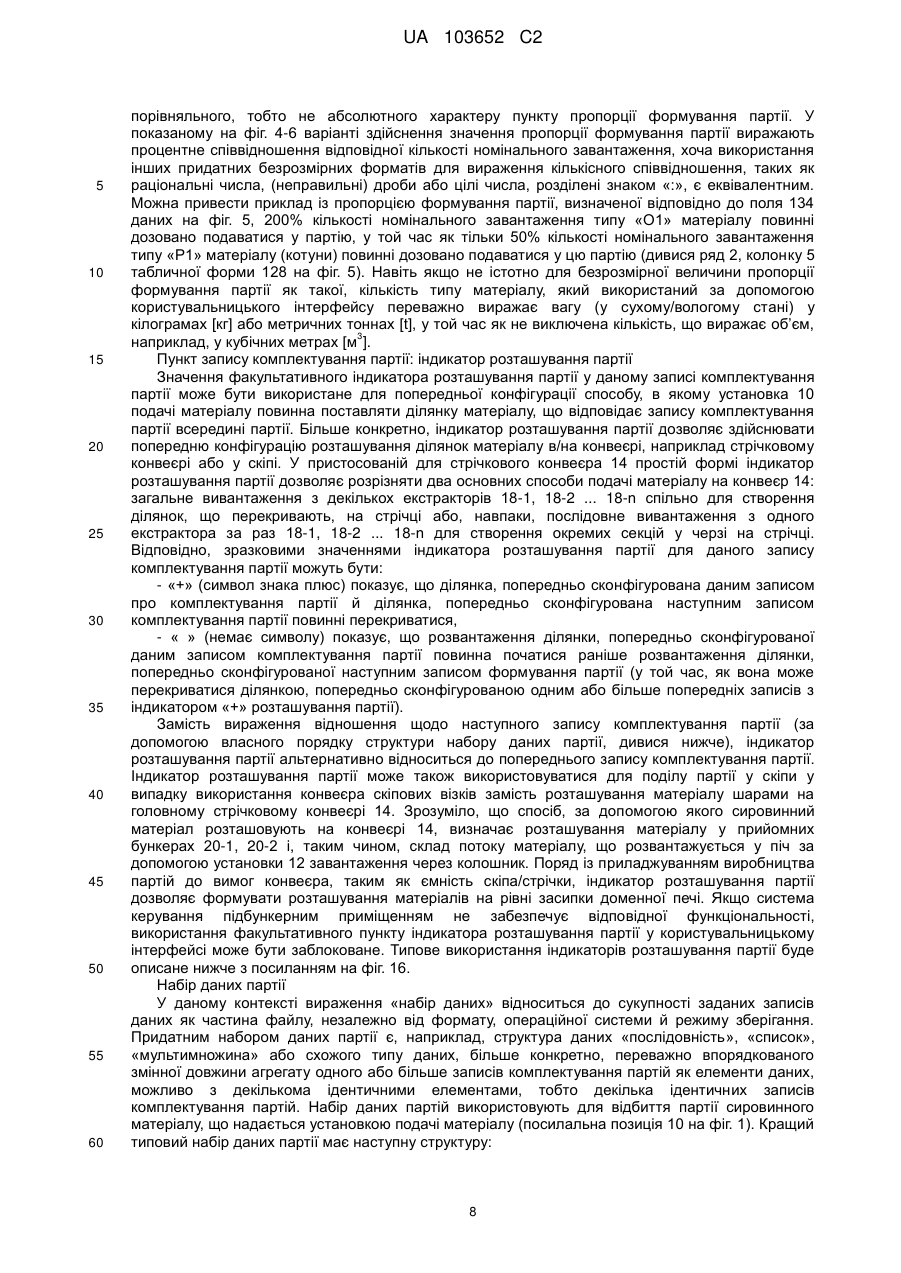
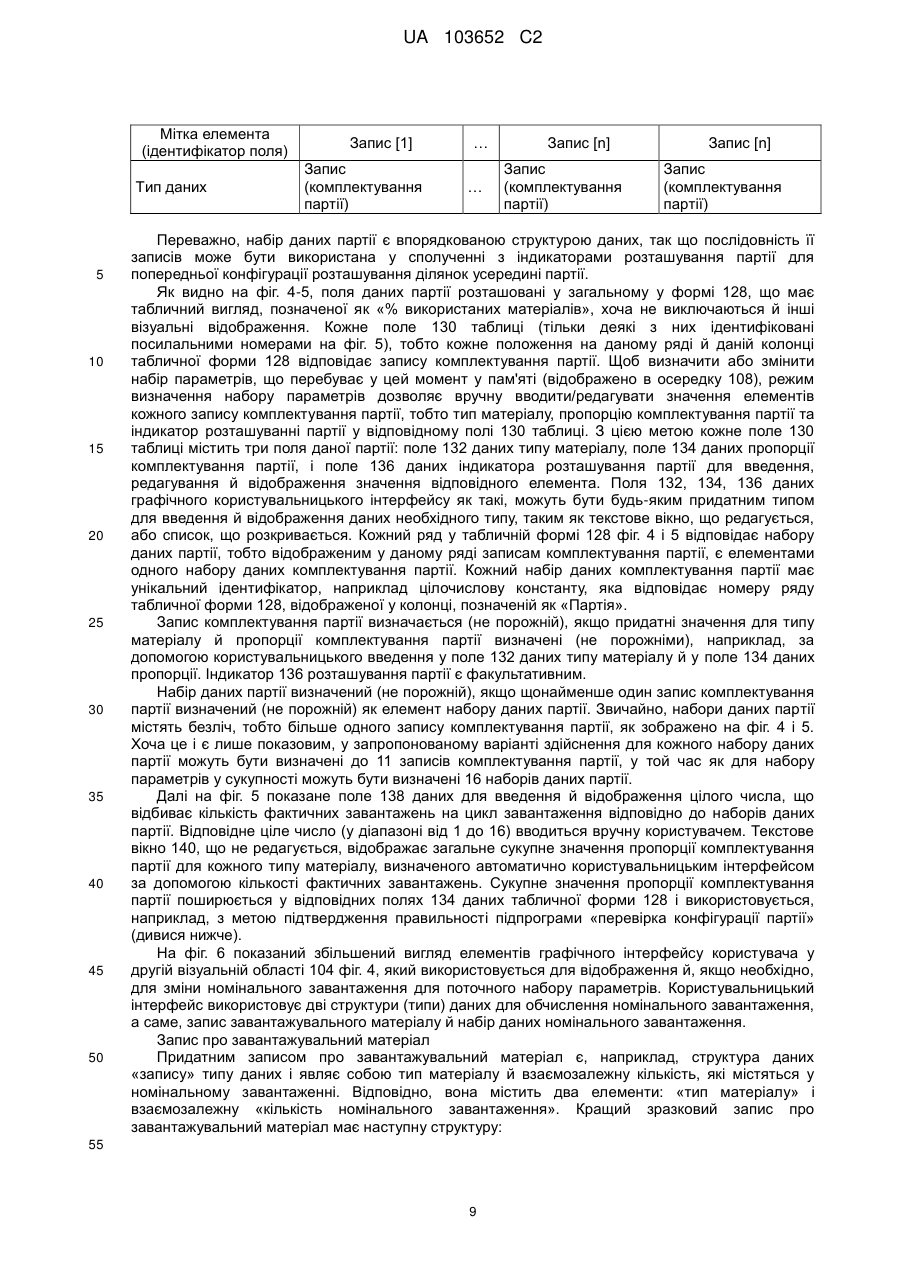
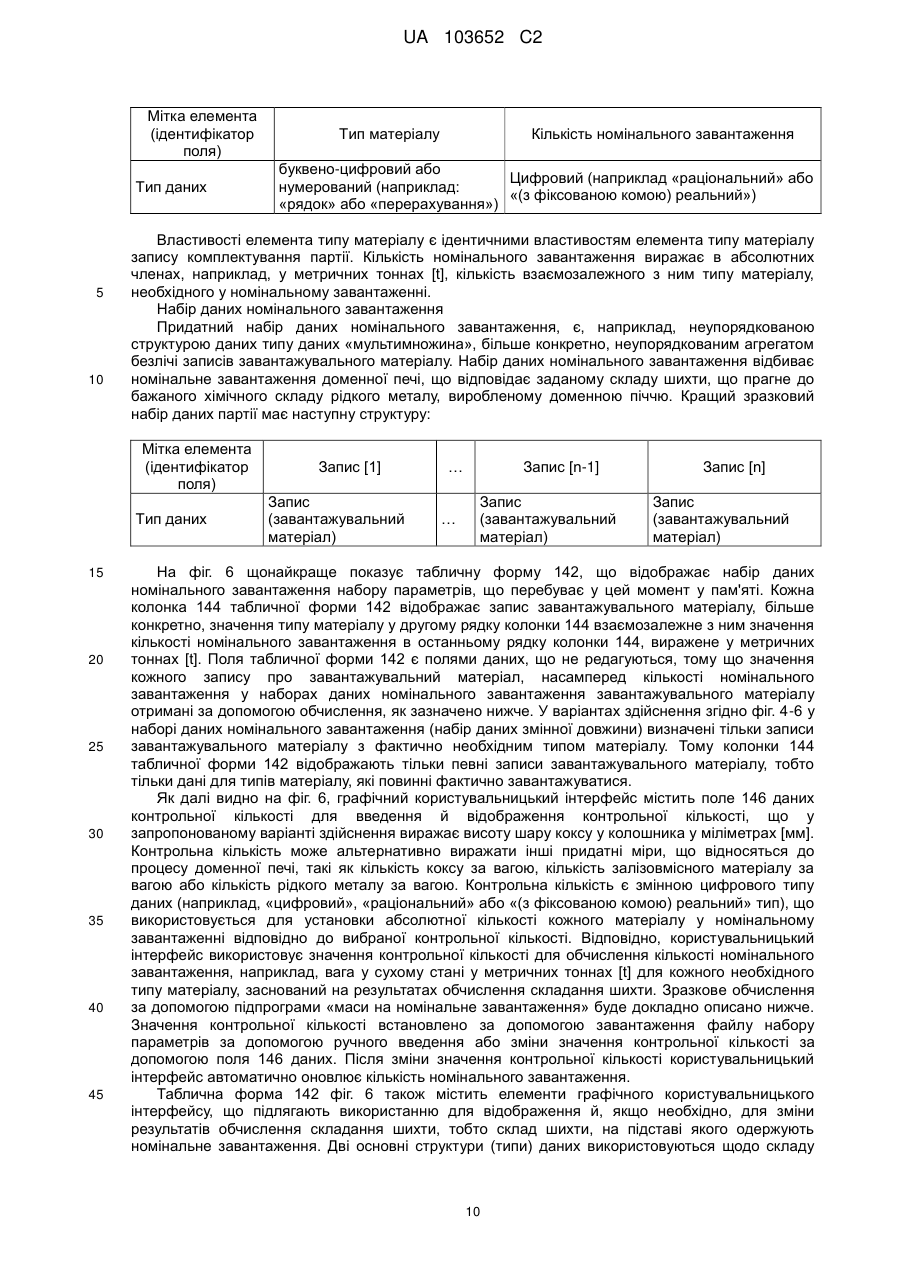
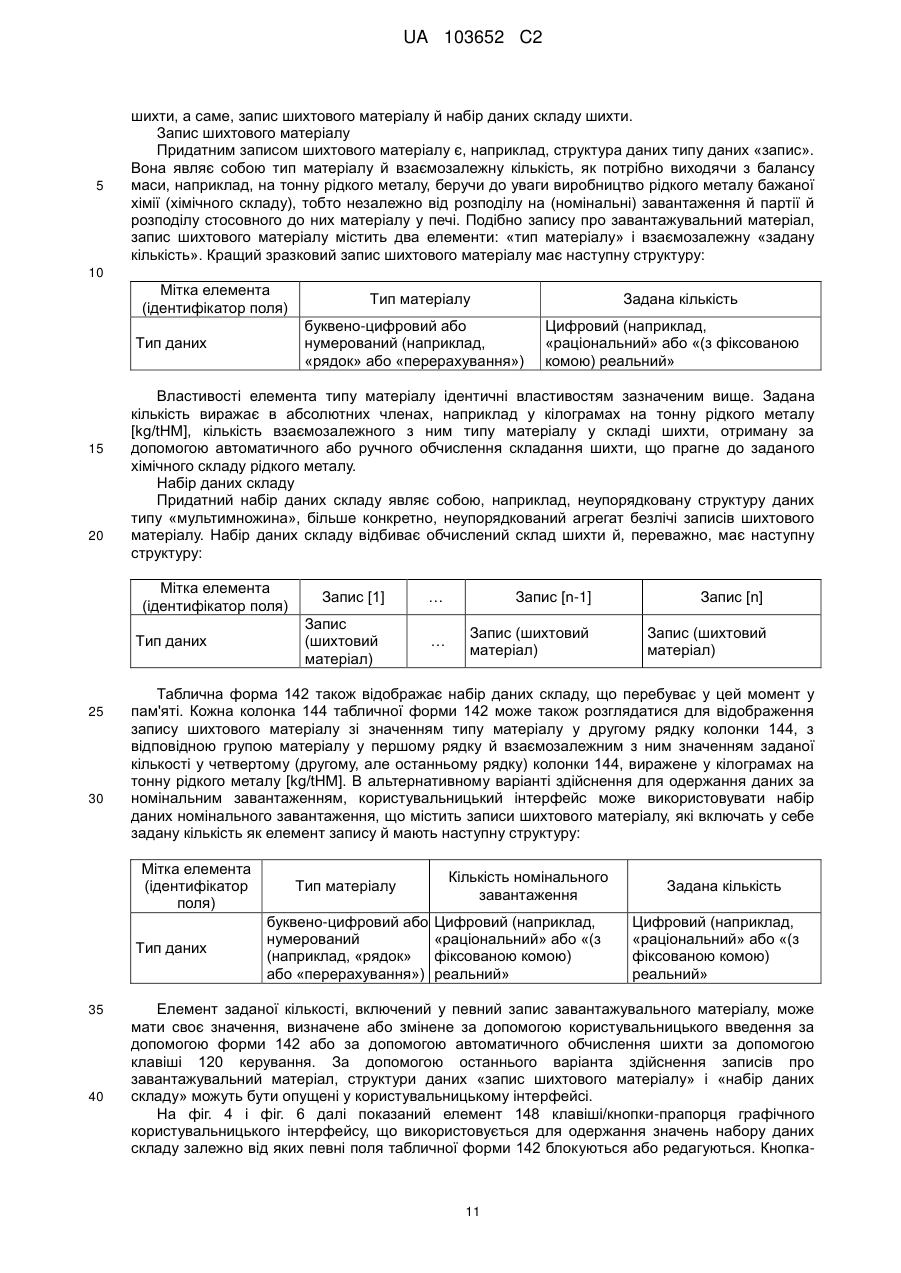
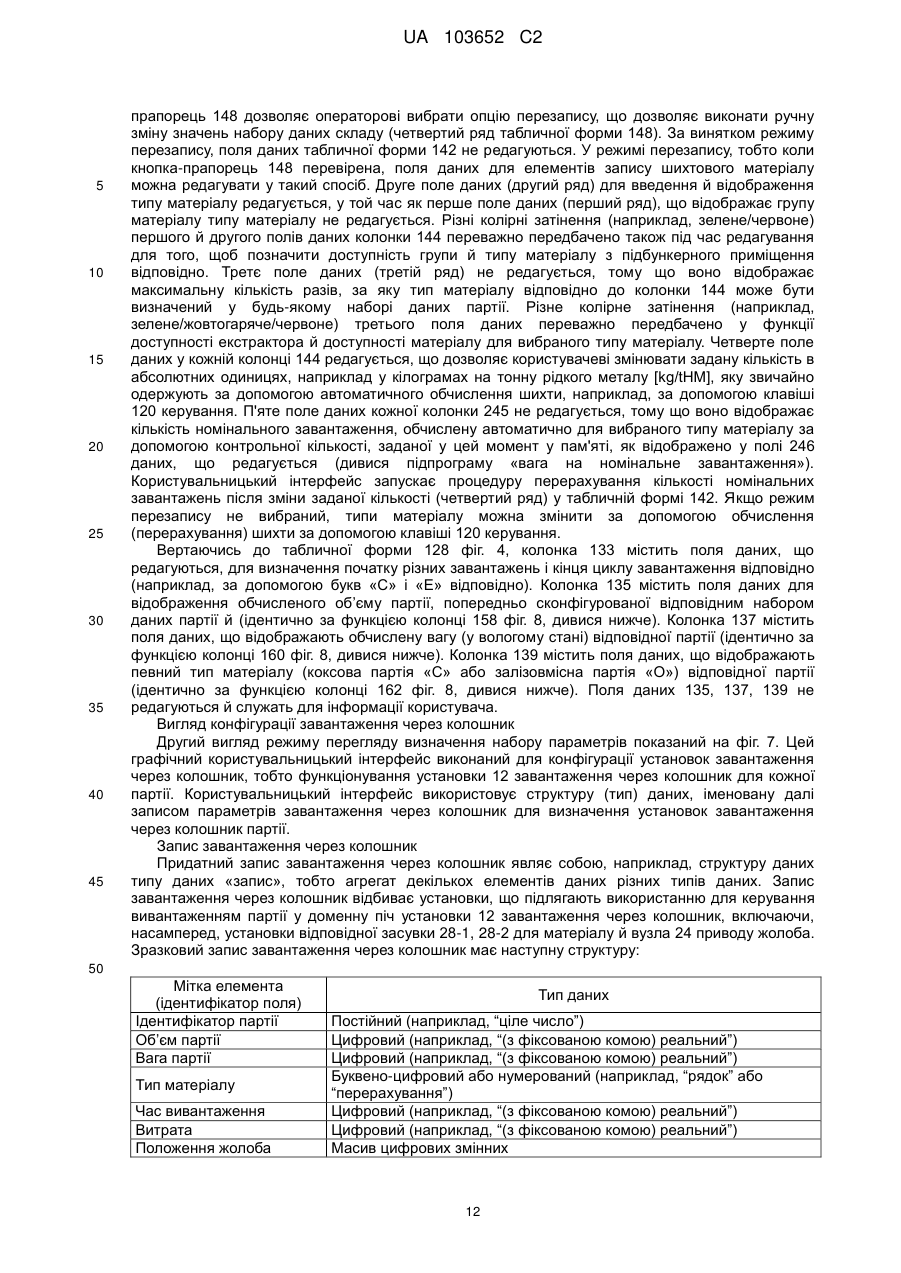
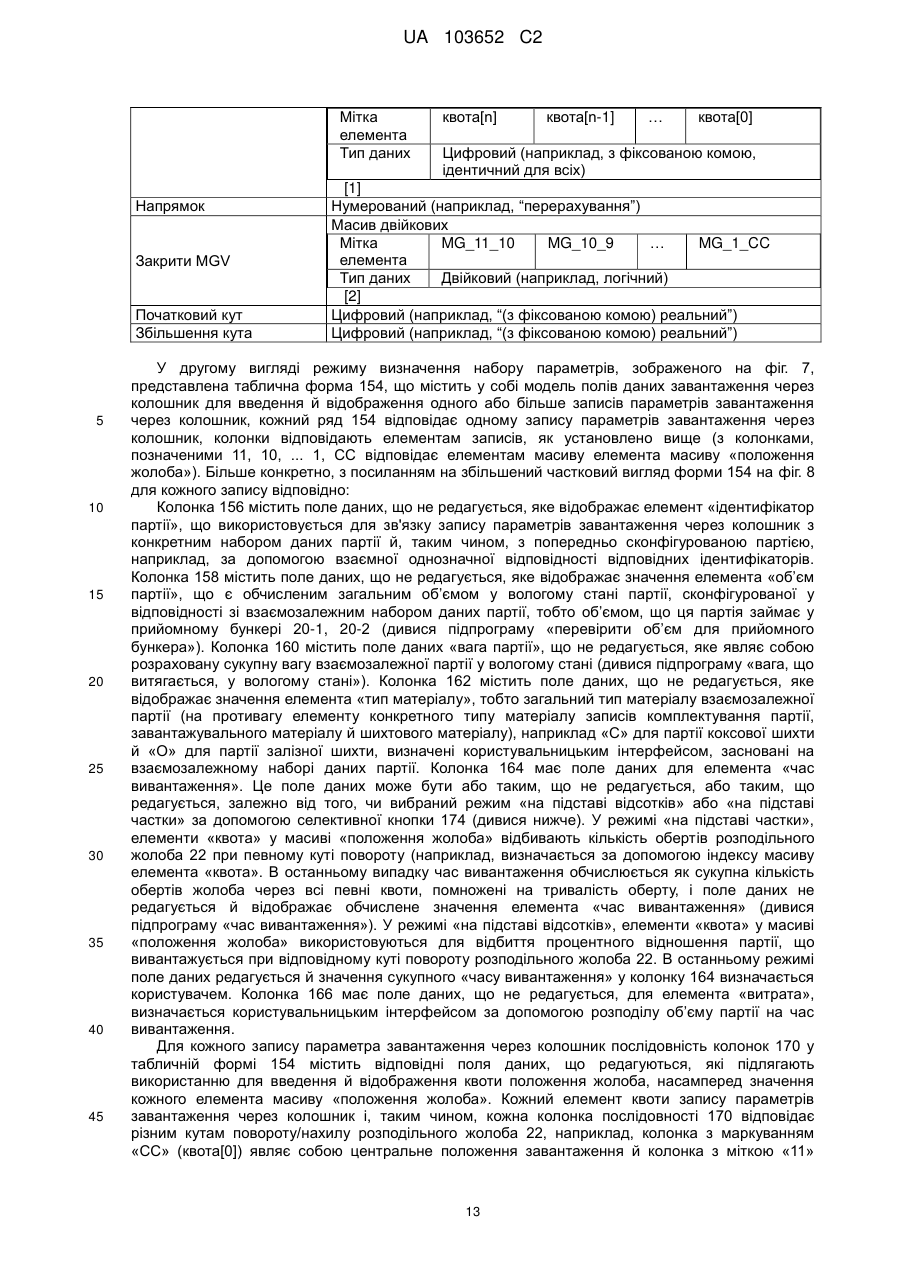
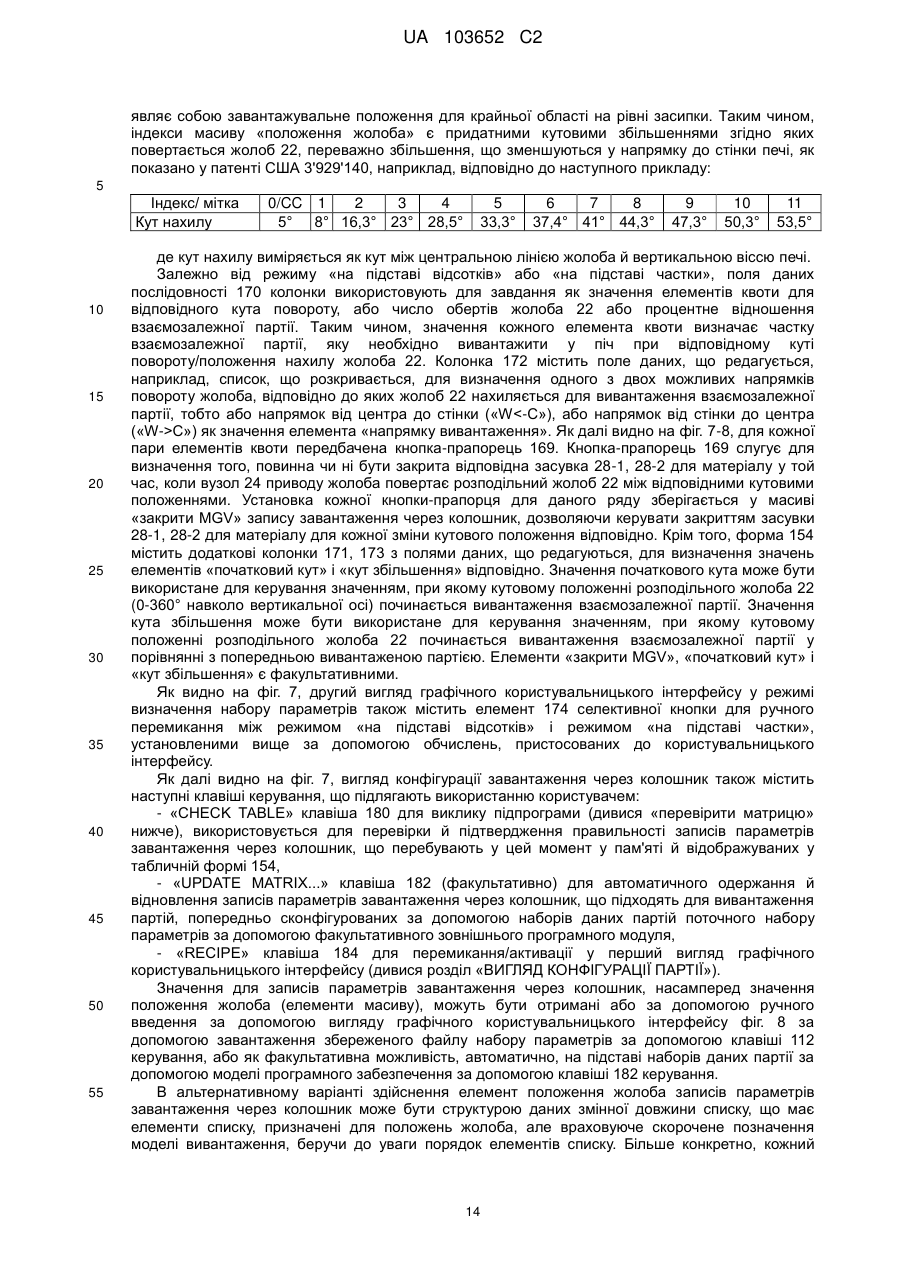
Текст
Реферат: Винахід належить до комп'ютеризованого завантаження доменної печі, оснащеної автоматизованою установкою завантаження через колошник і бункером для завантаження партіями. Пропонується: одержання набору даних номінального завантаження, що відображає номінальне завантаження доменної печі й містить безліч записів про завантажувальний матеріал, при цьому кожний запис про завантажувальний матеріал містить тип матеріалу й взаємозалежну кількість номінального завантаження, формування графічного користувальницького інтерфейсу на дисплеї, що містить поля даних партії для введення й відображення безлічі наборів даних партії для попередньої конфігурації партій сировинного матеріалу, при цьому кожний набір даних партії містить щонайменше один запис комплектування партії, при цьому кожний запис комплектування партії містить тип матеріалу й взаємозалежну з ним пропорцію комплектування партії. Відповідно до винаходу пропорція комплектування партії, взаємозалежна з типом матеріалу у записі комплектування, використовується для попереднього визначення співвідношення між кількістю, що підлягає вмісту у партії, і кількістю номінального завантаження за допомогою пропорції комплектування партії й кількості номінального завантаження. Також, відповідно до винаходу спосіб містить обчислення для відповідного типу матеріалу кожного запису комплектування партії, UA 103652 C2 (12) UA 103652 C2 ґрунтуючись на пропорції комплектування партії й кількості номінального завантаження, взаємозалежного з відповідним типом матеріалу, взаємозалежної кількості комплектування партії, яку бункер повинен забезпечити у партії, яку попередньо сконфігуровано за допомогою набору даних партії. UA 103652 C2 5 10 15 20 25 30 35 40 45 50 55 60 Галузь техніки Загалом, даний винахід відноситься до завантаження доменної печі. Більше конкретно, винахід відноситься до комп'ютеризованого керування процедурою завантаження доменної печі, яка оснащена автоматизованою установкою завантаження через колошник для завантаження партій матеріалу у доменну піч і автоматизованою установкою подачі матеріалу для подачі шихтового матеріалу партіями в установку завантаження через колошник. Рівень техніки Керування процедурою завантаження є важливим аспектом функціонування доменної печі. Належне завантаження необхідне для найкращої продуктивності печі, наприклад, що стосується потоку газу й хімічних реакцій всередині печі. Типові вимоги до завантаження, серед усього іншого, містять у собі завантаження правильної маси кожного сировинного матеріалу, підтримку правильного порядку сировинних матеріалів, і досягнення концентрації й ваги компонентів шихти. Важливим аспектом, що відноситься до завантаження, є належне шихтування, тобто визначення бажаної концентрації й ваги компонентів шихти кожного сировинного матеріалу для забезпечення належного складу шихти для бажаного хімічного складу гарячого металу й шлаків. На сучасних підприємствах доменна піч завантажується сировинними матеріалами за допомогою автоматизованої установки подачі, що містить підбункерне приміщення з устаткуванням для автоматичного зважування й взаємозалежного автоматичного конвеєра. У підбункерному приміщенні партії одного або декількох сировинних матеріалів (руда, котуни, агломерат, кокс, флюс тощо) зважують і передають на автоматичний конвеєр, наприклад стрічковий конвеєр або на установку скіпових візків. Конвеєр транспортує партії до колошника, де вони приймаються у бункер установки завантаження через колошник. Сучасні доменні печі також звичайно містять автоматизовану установку завантаження через колошник, наприклад, TM згідно з широко розповсюдженим принципом BELL LESS TOP , який звичайно містить у собі обертовий й поворотний жолоб для забезпечення точного розподілу матеріалу на рівні засипки відповідно до бажаної концентрації й ваги шихти. Такі автоматизовані установки подачі й завантаження через колошник керуються за допомогою спеціально призначеного або звичайного керування(-нь) технологічним процесом, який(які), у свою чергу, звичайно керується за допомогою комп'ютерної системи, що слугує як людино-машинний інтерфейс (HMI). У відомих системах для комп'ютеризованого керування процедурою завантаження доменної печі оператор може програмувати цикл завантаження за допомогою визначення послідовності партій, що підлягають подачі з підбункерного приміщення й завантажуються у піч. Партії визначають за допомогою установки типу й кількості, звичайної маси у сухому стані сировинних матеріалів, що містяться у кожній партії у людино-машинному інтерфейсі відповідно до попереднього ручного або комп'ютеризованого обчислення шихтування. Відомі системи також дозволяють сконфігурувати установки завантаження через колошник для кожної партії за допомогою людино-машинного інтерфейсу. Технічна проблема Першою метою даного винаходу є забезпечення користувальницького інтерфейсу для поліпшеної зручності користувача для керування завантаженням доменної печі, насамперед доменної печі, оснащеної автоматизованою установкою завантаження через колошник для завантаження партій матеріалу у піч і автоматизованою установкою подачі матеріалу для подачі шихтового матеріалу у партіях до установки завантаження через колошник. Ця мета досягнута за допомогою комп'ютеризованого способу за пунктом 1 формули винаходу й комп'ютерної системи за пунктом 11 формули винаходу. Загальний опис винаходу У даному контексті користувальницький інтерфейс розуміється як сукупність входів і виходів, насамперед засобів комп'ютерних програм, за допомогою яких оператор взаємодіє з автоматизованою системою керування технологічним процесом. Даний винахід пропонує комп'ютеризований спосіб і комп'ютерну систему для керування завантаженням доменної печі. Як відомо, піч звичайно оснащена автоматизованою установкою завантаження через колошник для завантаження партій матеріалу у доменну піч і автоматизованою системою подачі матеріалу для подачі шихтового матеріалу у партіях до установки завантаження через колошник. Для того щоб досягти першої мети, запропонований спосіб містить попередні етапи: - одержання набору даних номінального завантаження, що відбиває номінальне завантаження доменної печі, яке відповідає попередньо заданому складу шихти, і при цьому набір даних номінального завантаження містить безліч записів про завантажувальний матеріал, 1 UA 103652 C2 5 10 15 20 25 30 35 40 45 50 55 60 при цьому кожний запис про завантажувальний матеріал містить тип матеріалу й взаємозалежну кількість номінального завантаження, - формування графічного користувальницького інтерфейсу на дисплеї, при цьому графічний користувальницький інтерфейс містить поля даних партії для введення й відображення безлічі наборів даних партії для попередньої конфігурації партій сировинного матеріалу, що підлягають подачі в установку завантаження через колошник за допомогою установки подачі матеріалу, при цьому кожний набір даних партії містить щонайменше один запис комплектування партії, при цьому кожний запис комплектування партії містить тип матеріалу й взаємозалежну з ним пропорцію комплектування партії, і - одержання одного або більше набору даних партії. Набори даних, тобто сукупності стосовних до цього даних, одержують або за допомогою ручного користувальницького введення, за допомогою обчислення або з даних від зовнішнього джерела, як безпосередньо зі збереженого файлу зі зовнішнього модуля програмного забезпечення, що функціонує на збережених або введених даних. Вищенаведені етапи необов'язково повинні здійснюватися у позначеному порядку, наприклад графічний користувальницький інтерфейс може бути сформований до одержання наборів даних. Відповідно до важливого аспекту для досягнення першої мети винаходу, як заявлено, пропорція формування партії, відповідно до взаємозалежної з типом матеріалу у записі про формування партії, використовується для попереднього визначення співвідношення між кількістю матеріалу, що підлягає вмісту у партії, і кількістю номінальної шихти взаємозалежного типу матеріалу відповідно до номінального завантаження, яке відображене за допомогою набору даних номінального завантаження. Відповідно до іншого важливого аспекту, для досягнення першої мети спосіб містить обчислення для відповідного типу матеріалу кожного запису комплектування партії в отриманому наборі даних партії за допомогою пропорції комплектування партії й кількості номінального завантаження, взаємозалежного з відповідним типом матеріалу, взаємозалежної кількості комплектування партії, яку установка подачі матеріалу повинна забезпечити у партії сировинного матеріалу, попередньо сконфігурованої за допомогою отриманого набору даних партії. Запропонована комп'ютерна система містить засоби, пристосовані для здійснення вищевказаного способу, насамперед відповідним способом запрограмовані обчислювальні засоби придатного типу такі, як робоча станція, сервер, програмувальний логічний контролер або будь-які інші придатні засоби обробки даних або комбінація перерахованого вище, що утворює систему. Ясно, що запропонований спосіб і система забезпечують більше зручний інтерфейс для користувача й дозволяють заощаджувати час для визначення параметрів, необхідних для керування процедурою завантаження. Насамперед, це відбувається через те, що партії, які підлягають завантаженню, визначені тільки у відносних термінах і тому, у багатьох випадках відсутня необхідність у модифікації у випадку часто виникаючих змін номінального завантаження внаслідок переліченого складу шихти. Крім того, запропонований підхід усуває ризик помилки введення користувача, тому що необхідний ступінь участі користувача при введенні зводиться до мінімуму. Прикладені залежні пункти формули винаходу 2-10 і 12-19 визначають кращі варіанти здійснення способу за пунктом 1 і системи за пунктом 11 відповідно. Винахід також пропонує носій даних, що має на ньому комп'ютерну програму, яка містить виконувані комп'ютером інструкції, що змушують комп'ютерну систему здійснювати заявлений спосіб. Короткий опис креслень Подальші деталі й переваги даного винаходу стають очевидними з наступного, не обмежуючого докладного опису з посиланням на прикладені креслення, на яких зображені: Фіг. 1 схематичний вигляд автоматизованої установки подачі матеріалу й автоматизованої установки завантаження через колошник в установці доменної печі, Фіг. 2 схематичне зображення першої архітектури апаратних засобів для керування технологічним процесом установок, як показано на фіг. 1, за допомогою користувальницького інтерфейсу відповідно до винаходу, Фіг. 3 схематичне зображення другої архітектури апаратних засобів для керування технологічним процесом установок, як показано на фіг. 1, за допомогою користувальницького інтерфейсу, Фіг. 4-6 скриншоти, що показують вигляд графічного користувальницького інтерфейсу (вигляд конфігурації партії) у режимі визначення користувальницького інтерфейсу, Фіг. 7-8 скриншоти, що показують другий вигляд графічного користувальницького інтерфейсу 2 UA 103652 C2 5 10 15 20 25 30 35 40 45 50 55 60 (вигляд конфігурації завантаження через колошник) у режимі визначення набору параметрів користувальницького інтерфейсу, Фіг. 9-10 скриншоти, що показують відповідно перший і другий вигляди GUI (вигляд здійснення створення партії/вигляд здійснення завантаження через колошник) у режимі визначення набору параметрів користувальницького інтерфейсу, Фіг. 11-12 скриншоти, що показують вигляди графічного користувальницького інтерфейсу таблиці екстрактора, які підлягають використанню користувальницьким інтерфейсом, Фіг. 13 скриншот, що показує вигляд графічного користувальницького інтерфейсу таблиці матеріалу (за типом матеріалу), отриманий з таблиці фігур 12-13, Фіг. 14 блок-схема, що показує файли й потік даних, які підлягають використанню для керування технологічним процесом, Фіг. 15 блок-схема, що показує структури даних, які підлягають використанню для керування технологічним процесом, Фіг. 16 схематично показані приклади багаторівневих партій, що подаються установкою подачі матеріалу на стрічковий конвеєр, Фіг. 17 діаграма за типом стовпчастої діаграми для візуалізації моделі завантаження партії через колошник. Докладний опис із посиланням на креслення Зразкові установки подачі матеріалу й завантаження через колошник На фіг. 1 схематично показана зразкова автоматизована установка подачі матеріалу, у цілому позначена посилальною позицією 10, і зразкова автоматизована установка завантаження через колошник, у цілому позначена посилальною позицією 12, розташована на колошнику доменної печі. Установка 10 подачі матеріалу містить конвеєр, у цілому позначений посилальною позицією 14, такий як скіповий візок і систему скіпового моста або, переважно, систему стрічкового конвеєра й декілька вагових бункерів-дозаторів 16-1, 16-2 ... 16-n, з яких матеріал поставляється на конвеєр 14. Відомим способом кожний ваговий бункер-дозатор 16-1, 16-2 ... 16-n оснащений ваговимірювальною системою (не показана). Звичайно матеріал надходить у них із бункерів для зберігання великого об’єму, наприклад, за допомогою установки (не показана), що містить насипний пристрій, сітчастий фільтр для видалення дрібних фракцій, і конвеєрну систему, що веде до вагових бункерів-дозаторів 16-1, 16-2 ... 16-n. У випадку застосування системи стрічкового конвеєра, конвеєр 14 звичайно містить декілька допоміжних завантажувальних стрічкових конвеєрів, взаємозалежних із підгрупою одного або більше вагових бункерівдозаторів 16-1, 16-2 ... 16-n і розвантажних на головний стрічковий конвеєр, що веде до установки 12 завантаження через колошник. Вагові бункери-дозатори 16-1, 16-2 ... 16-n є частиною підбункерного приміщення або «high-line»-комплексу звичайної конфігурації, що забезпечує кожний з вагових бункерів-дозаторів 16-1, 16-2 ... 16-n даним типом сипучого сировинного матеріалу з бункера для зберігання. Кожний ваговий бункер-дозатор 16-1, 16-2 ... 16-n оснащений взаємозалежною засувкою або екстрактором 18-1, 18-2 ... 18-n для дозованої подачі, тобто доставки кількості комплектування партії відповідного сировинного матеріалу на конвеєр 14. Конвеєр 14 сконфігурований для транспортування партій сировинного матеріалу до колошника, більше конкретно, до установки 12 завантаження через колошник і оснащений відповідним приводом 19 конвеєра (наприклад, вузлом приводу стрічкового конвеєра у випадку корпусу лебідки скіпового підйомника). Як показано на фіг. 1, зразкова установка 12 завантаження через колошник містить два паралельних приймаючі бункери 20-1, 20-2 для прийому матеріалу, який поставляється конвеєром 14 і розподільним жолобом 22, що виконаний з можливістю обертання навколо осі печі й повороту навколо горизонтальної осі за допомогою взаємозалежного вузла 24 приводу жолоба для того, щоб здійснювати розподіл шихтового матеріалу на поверхні рівня засипки шихти. Установка 12 завантаження через колошник містить пристрій 26 нижнього газоущільнювального клапана, що забезпечує нижній газоущільнювальний клапан для кожного прийомного бункера 20-1, 20-2, систему 27 зважування з придатними шкалами, такими як вагові балки (не показані) для зважування сировини кожного бункера 20-1, 20-2 для моніторингу їх заповнення й розвантаження й відповідну засувку 28-1, 28-2 для матеріалу на виході кожного прийомного бункера 20-1, 20-2 для забезпечення вимірювання розвантаження. Верхня частина кожного бункера 20-1, 20-2 оснащена верхнім газоущільнювальним клапаном 30-1, 30-2 і сполучається з розподільником 32, який перенаправляє отриманий з конвеєра 14 матеріал вибірково у кожний з бункерів 20-1, 20-2. Кожний бункер 20-1, 20-2 з'єднаний з системою 34 вирівнювання тиску, оснащеною автоматичними клапанами, наприклад клапанами з гідравлічним керуванням (показані схематично), взаємодіючими з відповідними верхніми й 3 UA 103652 C2 5 10 15 20 25 30 35 40 45 50 55 60 нижніми газоущільнювальними клапанами для забезпечення функції газової пробки бункерів 201, 20-2. При експлуатації установка 10 подачі матеріалу використовується для подачі сировинного матеріалу у співвіднесених з об’ємом бункерів 20-1, 20-2 партіях. Під час роботи установка 12 завантаження через колошник слугує для завантаження партій сипучого сировинного матеріалу у піч керованим способом. Завантажувальна установка 12 з обертовим й поворотним розподільним жолобом 22 має перевагу, яка полягає у точному розподілі матеріалу за поверхнею рівня засипки шихти в доменну піч. Як далі показано на фіг. 1, деякі компоненти як установки 10 подачі матеріалу, так і установки 12 завантаження через колошник, більше точно, ті компоненти, які містять у собі виконавчі механізми й/або датчики з метою автоматизації, з метою автоматизації з'єднані з їх виконавчими механізмами й/або датчиками з відповідними пристроями керування придатної відомої конфігурації (наприклад, програмувальні логічні контролери: PLC). Пристрої керування схематично позначені на фіг. 1 пунктирними кружками зі взаємозалежним посилальним знаком ci (с нижній індекс i відповідає відповідній посилальній позиції контрольованого компонента). Пристрої ci керування з'єднані з відповідним виконавчим механізмом(-ми) і/або датчиком(-ми), що використовують належну систему шин (наприклад, відповідно до стандарту польової шини) і можуть бути представлені у формі спеціально призначеного пристрою для кожного компонента або згруповані у належні функціональні блоки, наприклад з одним PLC, що здійснює роботу контролерів c18-1…c18-n для керування екстракторами, або з одним PLC, що здійснює роботу контролерів c26, c30-1, з30-2 газоущільнювальних клапанів. Зразкові архітектури системи для автоматизації На фіг. 2 показана можлива архітектура апаратних засобів для керування технологічним процесом установки 10 подачі матеріалу й установки 12 завантаження через колошник, як ілюстровано на прикладі на фіг. 1. На фіг. 2 віддалена робоча станція 40 запускає програмне забезпечення, що забезпечує інтерфейс "людина - машина" (HMI) за допомогою якого оператор може спостерігати або керувати установками 10, 12. Робоча станція40 містить звичайні пристрої введення/виводу, такі як екран, клавіатура й миша, які дозволяють користувачеві здійснювати взаємодію з інтерфейсом, що буде докладно описаний нижче. Центральний сервер 42 запускає програмне забезпечення, наприклад сервісне програмне забезпечення OLE для керування процесами (OPC), що забезпечує зв'язок із пристроями c i керування установки 10 подачі матеріалу й установки 12 завантаження через колошник, відповідно, через належні апаратні інтерфейси. Сервер 42 встановлює зв'язок з віддаленою робочою станцією 40 за локальною мережею (наприклад, Ethernet/LAN). У представленому на фіг. 2 варіанті здійснення, зберігання даних і сполучення з пристроями ci керування забезпечується сервером 42 відповідно до взаємодії користувача з інтерфейсом, запущеним на віддаленій робочій станції 40. Представлений на фіг. 2 варіант здійснення дозволяє використовувати користувальницький інтерфейс на різних робочих станціях. На фіг. 3 показана інша зразкова архітектура апаратних засобів для керування технологічним процесом установок 10 і 12, як показано на прикладі на фіг. 1, в якій стандартний комп'ютер 46 типу PC, оснащений звичайними пристроями введення/ виводу здійснює роботу, як користувальницького інтерфейсу, так і придатного інтерфейсного програмного забезпечення, такого як OPC сервер для зв'язку з пристроями c i керування за допомогою відповідного комунікаційного апаратного забезпечення. Ясно, що комбінована ієрархічна структура інтерфейс "людина - машина" (HMI) на верхньому рівні, пристрою ci керування на середньому рівні й датчики й виконавчі механізми різних компонентів установки на нижньому рівні (як показано на прикладі на фіг. 1), забезпечують автоматизацію установки 10 подачі матеріалу й установки 12 завантаження через колошник відповідно. Користувальницький інтерфейс У наступному описі докладно викладена конфігурація кращого користувальницького інтерфейсу для керування завантаженням доменної печі, оснащеної автоматизованою установкою подачі матеріалу й автоматизованою установкою завантаження через колошник як показано вище. Визначення Терміни - ділянка, партія, завантаження, номінальне завантаження, цикл завантаження, контрольна кількість і набір параметрів використовуються нижче з наступними значеннями: - ДІЛЯНКА: ділянка – це безперервна кількість матеріалу, що вивантажується за допомогою одного екстрактора (18-1, 18-2 … 18-n на фіг. 1). У випадку використання стрічкового конвеєра (позиція 14 на фіг. 1) ділянки можуть розташовуватися одна за одною або перекривати одна одну на стрічці (дивися фіг. 16), 4 UA 103652 C2 5 10 15 20 25 30 35 40 45 50 55 60 - ПАРТІЯ: партія – це об'єднання матеріалів, що підлягають подачі у прийомний бункер (20-1, 20-2 на фіг. 1) установки 12 завантаження через колошник, і може складатися з однієї або більше ділянок, - (ФАКТИЧНЕ) ЗАВАНТАЖЕННЯ: завантаження – це група партій, що включає щонайменше одну коксовмісну партію й одну партію, що містить чорний метал, які повинні фактично послідовно завантажуватися у піч, - НОМІНАЛЬНЕ ЗАВАНТАЖЕННЯ: номінальне завантаження – це теоретичне завантаження, що відповідає заданому складу шихти, що прагне до бажаного хімічного складу рідкого металу, - ЦИКЛ ЗАВАНТАЖЕННЯ: цикл завантаження – це послідовність (фактичних) завантажень, в якій послідовні завантаження звичайно мають різну конфігурацію, більше конкретно, цикл завантаження – це сама коротка послідовність (фактичних) завантажень повторення періодично у процесі завантаження, так що склад сировинних матеріалів послідовності завантажень відповідає бажаному складу шихти, - КОНТРОЛЬНА КІЛЬКІСТЬ: виражає бажану контрольну кількість (за об’ємом або за вагою) деякого матеріалу, наприклад коксової основи, висоту шару коксу (у колошника або у розпару) або кількість залізовмісного матеріалу або кількість рідкого металу, щодо якого розраховується кількість необхідного для складання завантаження матеріалу, - НАБІР ПАРАМЕТРІВ: набір параметрів – це компіляція інформації для керування завантаженням доменної печі, яка щонайменше містить: інформацію, необхідну для попередньої конфігурації кожної партії (надається установкою 10 подачі матеріалу) та інформацію, що визначає, як партії повинні завантажуватися у піч (надається установкою 12 завантаження через колошник). Користувальницький інтерфейс для керування процедурою завантаження Запропонований користувальницький інтерфейс заснований на принципі використання так званого «набору параметрів», що містить релевантну інформацію, необхідну для керування процесом завантаження доменної печі, насамперед для керування автоматичним режимом установки 10 подачі матеріалу й установки 12 завантаження через колошник. Кращий варіант здійснення набору параметрів містить, загалом, щонайменше наступну інформацію: - дані, що визначають контрольну кількість, - дані, що визначають кількість завантажень на цикл завантаження, - дані, що визначають загальну кількість партій, - дані, які попередньо конфігурують партії, тобто інформація з типів матеріалів, які повинні міститися у кожній партії, їхні відповідні пропорції щодо номінального завантаження й, переважно, їх відповідне фізичне розміщення на конвеєрі (посилальна позиція 14 на фіг. 1), насамперед на головному стрічковому конвеєрі або у скіповому візку, - дані, що визначають модель завантаження через колошник партії сировинного матеріалу, тобто спосіб, за допомогою якого установка завантаження через колошник функціонує для вивантаження кожної партії у доменну піч, наприклад робота вузла приводу жолоба (посилальна позиція 24 на фіг. 1), засувки для матеріалу (посилальні позиції 28-1, 28-2 на фіг. 1) і взаємозалежного встаткування. Для кожного набору параметрів вищевказані дані, включені у структуру даних, далі йменуються «файл набору параметрів». Ясно, що термін «файл» у даному контексті відноситься до будь-якого типу зібраних або стосовних даних, оброблених у вигляді блоку, незалежно від постійного або тимчасового зберігання. Крім того, у більше кращому варіанті здійснення файл набору параметрів може містити дані щодо розрахунку складання шихти, насамперед: - дані, що визначають процентне відношення залізовмісної шихти (наприклад, у формі залізної руди, котунів або агломерату), - дані, що визначають використання добавок (наприклад, для хімічного складу шлаків), - дані, що визначають властивості шлаків (наприклад, основність шлаків і мішень з MgO) Включення останньої додаткової інформації у файл набору параметрів дозволяє здійснити автоматичне комп'ютерне обчислення складу шихти без необхідності подальшого введення користувача. Графічно інтерфейс користувача (GUI) є частиною запропонованого користувальницького інтерфейсу й містить у собі два режими загального вигляду, режим визначення, що дозволяє визначати набір параметрів оператором/користувачем, і режим робочого вигляду, що дозволяє здійснювати моніторинг автоматичного режиму відповідно до заданого набору параметрів і, переважно, дозволяє втручання оператора. Хоча графічний користувальницький інтерфейс WIMP типу (вікно, піктограма, меню, вказуючий пристрій) розглядається в якості кращого за його простоту у використанні, користувальницький інтерфейс у цілому може містити у собі будь-який 5 UA 103652 C2 5 10 15 20 25 30 35 40 45 50 55 60 придатний альтернативний тип графічного користувальницького інтерфейсу, такий як сенсорний інтерфейс або текстовий користувальницький інтерфейс, що забезпечує для користувача введення й відображення даних за допомогою екранного дисплея. На фіг. 4 і фіг. 7 показані скриншоти першого вигляду й другого вигляду режиму визначення відповідно. Залежно від доступного розміру й кількості екранів, перший і другий вигляди можуть відображатися робочою станцією 40 або персональним комп'ютером 46 одночасно або почергово. Вигляд конфігурації партії Зображений на фіг. 4 вигляд виконаний для попередньої конфігурації партій сировинного матеріалу, які повинні вироблятися установкою 10 подачі матеріалу для подачі в установку 12 завантаження через колошник. Як показано на фіг. 4, перший графічний користувальницький інтерфейс режиму визначення набору параметрів містить кількість функціонально згрупованих візуальних областей: - перша візуальна область 102, що включає поля даних партії для введення й відображення декількох наборів даних партій, які здійснюють попередню конфігурацію партій сировинного матеріалу, що надаються установкою 10 подачі матеріалу, - друга візуальна область 104, що включає поля даних для відображення набору даних номінального завантаження, який відбиває номінальне завантаження й поля даних складу шихти для введення й відображення набору даних складу, що прагне до бажаного хімічного складу рідкого металу, виробленого доменною піччю. Текстове вікно 108, що не редагується, з міткою «RECIPE №» відображає однозначний ідентифікатор (наприклад, ціле число) набору параметрів, що на даний момент перебуває у пам'яті й відображається за допомогою графічного користувальницького інтерфейсу. Як видно далі на фіг. 4, при режимі визначення набору параметрів перший графічний користувальницький інтерфейс містить наступні клавіші керування користувача: - «OPEN CURRENT» клавіша 110 для відкриття й відображення набору параметрів, що перебуває у цей момент у роботі, - «OPEN…» клавіша 112 для відкриття збереженого набору параметрів за допомогою завантаження файлу набору параметрів, - «SAVE» клавіша 114 для збереження даних, що перебувають у цей момент у пам'яті, й відображуваних за допомогою графічного користувальницького інтерфейсу (якщо підтверджено правильність) у файлі набору параметрів з тим же ідентифікатором набору параметрів (у цей момент відображається у текстовому вікні 108), - «SAVE AS» клавіша 116 для збереження даних, що перебувають у даний момент у пам'яті, і відображуваних за допомогою графічного користувальницького інтерфейсу (якщо підтверджено правильність) у файлі набору параметрів з новим однозначним ідентифікатором набору параметрів (якщо ідентифікатор визначається користувачем, видається попередження, якщо ідентифікатор уже використовується), - «CLEAR» клавіша 118 для очищення всіх полів даних і запуску нового набору параметрів у пам'яті з порожніми даними або даними за замовчуванням. Переважно, набір параметрів може бути збережений тільки за допомогою клавіші 114 або клавіші 116, якщо деякі основні перевірки, викликані до збереження даних, завершені успішно, тобто без повідомлення про помилку. Основні перевірки містять у собі, наприклад, підпрограми: «перевірити запит про процентне співвідношення для кожного типу матеріалу», «перевірити об’єм для вагового бункера-дозатора», «перевірити об’єм для прийомного бункера», і «перевірити наявність переповнення конвеєра», які докладно описані нижче. Перший вигляд графічного користувальницького інтерфейсу на фіг. 4 також містить клавіші керування користувача: - «BURDEN CALCULATION» клавіша 120 для перемикання у режим складу шихти (якщо передбачається в якості факультативного програмного модуля) або для ручного відновлення/завантаження даних у поля даних складу шихти у візуальній області 104, наприклад, з відповідної зовнішньої бази даних або обчислювальної програми розрахунку шихти зовнішнього комп'ютера, - «CHECK TABLE» клавіша 122 для виклику підпрограми «перевірка конфігурації партії» (дивися нижче), яка використовується для перевірки й підтвердження правильності попередньої конфігурації партії згідно даних, що перебувають у цей момент у пам'яті, як відображено у полях даних візуальної області 102, - «PUT INTO PRODUCTION» клавіша 124 для виклику підпрограми «ввести в експлуатацію» (дивися нижче), яка використовується для відновлення придатної структури даних («фактична матриця»), на підставі якої керування технологічним процесом повинно керувати роботою 6 UA 103652 C2 5 10 15 20 установки 10 подачі матеріалу й установки 12 завантаження через колошник (дивися опис фіг. 14), - «MATRIX» клавіша 126 для перемикання в/активації другого вигляду графічного користувальницького інтерфейсу режиму визначення набору параметрів для конфігурації параметрів завантаження через колошник, як зображено на фіг. 7 і описано нижче (дивися ВИГЛЯД КОНФІГУРАЦІЇ ЗАВАНТАЖЕННЯ ЧЕРЕЗ КОЛОШНИК). Інші функції й функціональність щодо візуальних областей 102, 104 і першого вигляду графічного користувальницького інтерфейсу режиму визначення набору параметрів будуть докладно описані нижче з посиланням на фіг. 5 і фіг. 6. На фіг. 5 показаний збільшений вигляд елементів графічного користувальницького інтерфейсу (графічні компоненти з якими взаємодіє користувач) у першій візуальній області 102 фіг. 4, які служать для попередньої конфігурації партій. Користувальницький інтерфейс використовує дві основні структури даних (тобто формати для організації даних: «типи») для попередньої конфігурації партій, а саме, запис комплектування партії й набір даних партії. Запис комплектування партії Придатний запис комплектування партії є, наприклад, структурою даних типу даних «запис», більше конкретно, неупорядкованим агрегатом декількох елементів даних (також називаних елементами/полями) різних типів даних, що мають одне значення для кожного пункту компонента. Запис комплектування партії відбиває ділянку матеріалу, який порційно, тобто дозовано подається єдиним екстрактором 18-1, 18-2 ...18-n у партію й містить дані, на підставі яких керування технологічним процесом керує роботою екстракторів 18-1, 18-2 ... 18-n для створення партій. У найпростішій формі запис комплектування партій містить два пункти: «тип матеріалу» і «пропорція формування партії», взаємозалежна з «типом матеріалу». Кращийзразковий запис комплектування партії має наступну структуру: 25 Мітка елемента (ідентифікатор поля) Тип даних 30 35 40 45 50 Пропорція Індикатор розташування комплектування партії партії Цифровий (наприклад, Буквено-цифровий або «ціле число», нумерований Буквено-цифровий «раціональний» або (наприклад, «рядок» (наприклад, «символ») «реальне число (з або «перерахування») фіксованою комою)») Тип матеріалу Пункт запису комплектування партії: тип матеріалу У записі комплектування партії значення пункту типу матеріалу визначає тип (тобто тип або вид) матеріалу, що повинен міститися у партії. Кожний тип матеріалу звичайно відбиває різний сировинний матеріал, тобто матеріал різного хімічного складу. Можливі значення пункту типу матеріалу звичайно обмежені одним або більше типами (різновидами) залежно від сімейства (роду) матеріалу, до якого належить тип, наприклад, кокс, агломерат, котуни, руда, добавки (наприклад, флюси), металевий лом, залізо прямого відновлення (DRI), переробний чавун. Доступними значеннями типу матеріалу можуть бути, наприклад, наступні: - Кокс: С1, С2, С3, ... С9 - Коксовий горішок: N1, N2, ... N9 - Агломерат: S1, S2, ... S9 - Котуни: Р1, Р2, ... Р9 - Руда: О1, О2, ... О9 - Добавки: А1, А2, ... А9 - Чушковий чавун: I1, I2, ... I9 - Лом: Х1, Х2, ... Х9 - Залізо прямого відновлення (DRI) Пункт запису комплектування партії: пропорція комплектування партії Значення пункту пропорції комплектування партії у даному записі комплектування партії визначає співвідношення між: а. кількість взаємозалежного типу матеріалу, що повинна міститися у партії (взаємозалежним типом матеріалу є тип матеріалу, визначений у даному записі комплектування партії), і б. кількість взаємозалежного типу матеріалу, що повинна міститися у номінальному завантаженні (яка необов'язково повинна визначатися при завантаженні, введенні або редагуванні записів комплектування партій). Ясно, що конфігурація партій і, отже, конфігурація циклу завантаження формується незалежно від фактичного кількісного складу номінального завантаження на підставі 7 UA 103652 C2 5 10 15 20 25 30 35 40 45 50 55 60 порівняльного, тобто не абсолютного характеру пункту пропорції формування партії. У показаному на фіг. 4-6 варіанті здійснення значення пропорції формування партії виражають процентне співвідношення відповідної кількості номінального завантаження, хоча використання інших придатних безрозмірних форматів для вираження кількісного співвідношення, таких як раціональні числа, (неправильні) дроби або цілі числа, розділені знаком «:», є еквівалентним. Можна привести приклад із пропорцією формування партії, визначеної відповідно до поля 134 даних на фіг. 5, 200% кількості номінального завантаження типу «О1» матеріалу повинні дозовано подаватися у партію, у той час як тільки 50% кількості номінального завантаження типу «Р1» матеріалу (котуни) повинні дозовано подаватися у цю партію (дивися ряд 2, колонку 5 табличної форми 128 на фіг. 5). Навіть якщо не істотно для безрозмірної величини пропорції формування партії як такої, кількість типу матеріалу, який використаний за допомогою користувальницького інтерфейсу переважно виражає вагу (у сухому/вологому стані) у кілограмах [кг] або метричних тоннах [t], у той час як не виключена кількість, що виражає об’єм, 3 наприклад, у кубічних метрах [м ]. Пункт запису комплектування партії: індикатор розташування партії Значення факультативного індикатора розташування партії у даному записі комплектування партії може бути використане для попередньої конфігурації способу, в якому установка 10 подачі матеріалу повинна поставляти ділянку матеріалу, що відповідає запису комплектування партії всередині партії. Більше конкретно, індикатор розташування партії дозволяє здійснювати попередню конфігурацію розташування ділянок матеріалу в/на конвеєрі, наприклад стрічковому конвеєрі або у скіпі. У пристосованій для стрічкового конвеєра 14 простій формі індикатор розташування партії дозволяє розрізняти два основних способи подачі матеріалу на конвеєр 14: загальне вивантаження з декількох екстракторів 18-1, 18-2 ... 18-n спільно для створення ділянок, що перекривають, на стрічці або, навпаки, послідовне вивантаження з одного екстрактора за раз 18-1, 18-2 ... 18-n для створення окремих секцій у черзі на стрічці. Відповідно, зразковими значеннями індикатора розташування партії для даного запису комплектування партії можуть бути: - «+» (символ знака плюс) показує, що ділянка, попередньо сконфігурована даним записом про комплектування партії й ділянка, попередньо сконфігурована наступним записом комплектування партії повинні перекриватися, - « » (немає символу) показує, що розвантаження ділянки, попередньо сконфігурованої даним записом комплектування партії повинна початися раніше розвантаження ділянки, попередньо сконфігурованої наступним записом формування партії (у той час, як вона може перекриватися ділянкою, попередньо сконфігурованою одним або більше попередніх записів з індикатором «+» розташування партії). Замість вираження відношення щодо наступного запису комплектування партії (за допомогою власного порядку структури набору даних партії, дивися нижче), індикатор розташування партії альтернативно відноситься до попереднього запису комплектування партії. Індикатор розташування партії може також використовуватися для поділу партії у скіпи у випадку використання конвеєра скіпових візків замість розташування матеріалу шарами на головному стрічковому конвеєрі 14. Зрозуміло, що спосіб, за допомогою якого сировинний матеріал розташовують на конвеєрі 14, визначає розташування матеріалу у прийомних бункерах 20-1, 20-2 і, таким чином, склад потоку матеріалу, що розвантажується у піч за допомогою установки 12 завантаження через колошник. Поряд із приладжуванням виробництва партій до вимог конвеєра, таким як ємність скіпа/стрічки, індикатор розташування партії дозволяє формувати розташування матеріалів на рівні засипки доменної печі. Якщо система керування підбункерним приміщенням не забезпечує відповідної функціональності, використання факультативного пункту індикатора розташування партії у користувальницькому інтерфейсі може бути заблоковане. Типове використання індикаторів розташування партії буде описане нижче з посиланням на фіг. 16. Набір даних партії У даному контексті вираження «набір даних» відноситься до сукупності заданих записів даних як частина файлу, незалежно від формату, операційної системи й режиму зберігання. Придатним набором даних партії є, наприклад, структура даних «послідовність», «список», «мультимножина» або схожого типу даних, більше конкретно, переважно впорядкованого змінної довжини агрегату одного або більше записів комплектування партій як елементи даних, можливо з декількома ідентичними елементами, тобто декілька ідентичних записів комплектування партій. Набір даних партій використовують для відбиття партії сировинного матеріалу, що надається установкою подачі матеріалу (посилальна позиція 10 на фіг. 1). Кращий типовий набір даних партії має наступну структуру: 8 UA 103652 C2 Мітка елемента (ідентифікатор поля) Тип даних 5 10 15 20 25 30 35 40 45 50 Запис [1] Запис (комплектування партії) … … Запис [n] Запис (комплектування партії) Запис [n] Запис (комплектування партії) Переважно, набір даних партії є впорядкованою структурою даних, так що послідовність її записів може бути використана у сполученні з індикаторами розташування партії для попередньої конфігурації розташування ділянок усередині партії. Як видно на фіг. 4-5, поля даних партії розташовані у загальному у формі 128, що має табличний вигляд, позначеної як «% використаних матеріалів», хоча не виключаються й інші візуальні відображення. Кожне поле 130 таблиці (тільки деякі з них ідентифіковані посилальними номерами на фіг. 5), тобто кожне положення на даному ряді й даній колонці табличної форми 128 відповідає запису комплектування партії. Щоб визначити або змінити набір параметрів, що перебуває у цей момент у пам'яті (відображено в осередку 108), режим визначення набору параметрів дозволяє вручну вводити/редагувати значення елементів кожного запису комплектування партії, тобто тип матеріалу, пропорцію комплектування партії та індикатор розташуванні партії у відповідному полі 130 таблиці. З цією метою кожне поле 130 таблиці містить три поля даної партії: поле 132 даних типу матеріалу, поле 134 даних пропорції комплектування партії, і поле 136 даних індикатора розташування партії для введення, редагування й відображення значення відповідного елемента. Поля 132, 134, 136 даних графічного користувальницького інтерфейсу як такі, можуть бути будь-яким придатним типом для введення й відображення даних необхідного типу, таким як текстове вікно, що редагується, або список, що розкривається. Кожний ряд у табличній формі 128 фіг. 4 і 5 відповідає набору даних партії, тобто відображеним у даному ряді записам комплектування партії, є елементами одного набору даних комплектування партії. Кожний набір даних комплектування партії має унікальний ідентифікатор, наприклад цілочислову константу, яка відповідає номеру ряду табличної форми 128, відображеної у колонці, позначеній як «Партія». Запис комплектування партії визначається (не порожній), якщо придатні значення для типу матеріалу й пропорції комплектування партії визначені (не порожніми), наприклад, за допомогою користувальницького введення у поле 132 даних типу матеріалу й у поле 134 даних пропорції. Індикатор 136 розташування партії є факультативним. Набір даних партії визначений (не порожній), якщо щонайменше один запис комплектування партії визначений (не порожній) як елемент набору даних партії. Звичайно, набори даних партії містять безліч, тобто більше одного запису комплектування партії, як зображено на фіг. 4 і 5. Хоча це і є лише показовим, у запропонованому варіанті здійснення для кожного набору даних партії можуть бути визначені до 11 записів комплектування партії, у той час як для набору параметрів у сукупності можуть бути визначені 16 наборів даних партії. Далі на фіг. 5 показане поле 138 даних для введення й відображення цілого числа, що відбиває кількість фактичних завантажень на цикл завантаження відповідно до наборів даних партії. Відповідне ціле число (у діапазоні від 1 до 16) вводиться вручну користувачем. Текстове вікно 140, що не редагується, відображає загальне сукупне значення пропорції комплектування партії для кожного типу матеріалу, визначеного автоматично користувальницьким інтерфейсом за допомогою кількості фактичних завантажень. Сукупне значення пропорції комплектування партії поширюється у відповідних полях 134 даних табличної форми 128 і використовується, наприклад, з метою підтвердження правильності підпрограми «перевірка конфігурації партії» (дивися нижче). На фіг. 6 показаний збільшений вигляд елементів графічного інтерфейсу користувача у другій візуальній області 104 фіг. 4, який використовується для відображення й, якщо необхідно, для зміни номінального завантаження для поточного набору параметрів. Користувальницький інтерфейс використовує дві структури (типи) даних для обчислення номінального завантаження, а саме, запис завантажувального матеріалу й набір даних номінального завантаження. Запис про завантажувальний матеріал Придатним записом про завантажувальний матеріал є, наприклад, структура даних «запису» типу даних і являє собою тип матеріалу й взаємозалежну кількість, які містяться у номінальному завантаженні. Відповідно, вона містить два елементи: «тип матеріалу» і взаємозалежну «кількість номінального завантаження». Кращий зразковий запис про завантажувальний матеріал має наступну структуру: 55 9 UA 103652 C2 Мітка елемента (ідентифікатор поля) Тип даних 5 10 Тип даних 20 25 30 35 40 45 Кількість номінального завантаження буквено-цифровий або Цифровий (наприклад «раціональний» або нумерований (наприклад: «(з фіксованою комою) реальний») «рядок» або «перерахування») Властивості елемента типу матеріалу є ідентичними властивостям елемента типу матеріалу запису комплектування партії. Кількість номінального завантаження виражає в абсолютних членах, наприклад, у метричних тоннах [t], кількість взаємозалежного з ним типу матеріалу, необхідного у номінальному завантаженні. Набір даних номінального завантаження Придатний набір даних номінального завантаження, є, наприклад, неупорядкованою структурою даних типу даних «мультимножина», більше конкретно, неупорядкованим агрегатом безлічі записів завантажувального матеріалу. Набір даних номінального завантаження відбиває номінальне завантаження доменної печі, що відповідає заданому складу шихти, що прагне до бажаного хімічного складу рідкого металу, виробленому доменною піччю. Кращий зразковий набір даних партії має наступну структуру: Мітка елемента (ідентифікатор поля) 15 Тип матеріалу Запис [1] Запис (завантажувальний матеріал) … … Запис [n-1] Запис (завантажувальний матеріал) Запис [n] Запис (завантажувальний матеріал) На фіг. 6 щонайкраще показує табличну форму 142, що відображає набір даних номінального завантаження набору параметрів, що перебуває у цей момент у пам'яті. Кожна колонка 144 табличної форми 142 відображає запис завантажувального матеріалу, більше конкретно, значення типу матеріалу у другому рядку колонки 144 взаємозалежне з ним значення кількості номінального завантаження в останньому рядку колонки 144, виражене у метричних тоннах [t]. Поля табличної форми 142 є полями даних, що не редагуються, тому що значення кожного запису про завантажувальний матеріал, насамперед кількості номінального завантаження у наборах даних номінального завантаження завантажувального матеріалу отримані за допомогою обчислення, як зазначено нижче. У варіантах здійснення згідно фіг. 4-6 у наборі даних номінального завантаження (набір даних змінної довжини) визначені тільки записи завантажувального матеріалу з фактично необхідним типом матеріалу. Тому колонки 144 табличної форми 142 відображають тільки певні записи завантажувального матеріалу, тобто тільки дані для типів матеріалу, які повинні фактично завантажуватися. Як далі видно на фіг. 6, графічний користувальницький інтерфейс містить поле 146 даних контрольної кількості для введення й відображення контрольної кількості, що у запропонованому варіанті здійснення виражає висоту шару коксу у колошника у міліметрах [мм]. Контрольна кількість може альтернативно виражати інші придатні міри, що відносяться до процесу доменної печі, такі як кількість коксу за вагою, кількість залізовмісного матеріалу за вагою або кількість рідкого металу за вагою. Контрольна кількість є змінною цифрового типу даних (наприклад, «цифровий», «раціональний» або «(з фіксованою комою) реальний» тип), що використовується для установки абсолютної кількості кожного матеріалу у номінальному завантаженні відповідно до вибраної контрольної кількості. Відповідно, користувальницький інтерфейс використовує значення контрольної кількості для обчислення кількості номінального завантаження, наприклад, вага у сухому стані у метричних тоннах [t] для кожного необхідного типу матеріалу, заснований на результатах обчислення складання шихти. Зразкове обчислення за допомогою підпрограми «маси на номінальне завантаження» буде докладно описано нижче. Значення контрольної кількості встановлено за допомогою завантаження файлу набору параметрів за допомогою ручного введення або зміни значення контрольної кількості за допомогою поля 146 даних. Після зміни значення контрольної кількості користувальницький інтерфейс автоматично оновлює кількість номінального завантаження. Таблична форма 142 фіг. 6 також містить елементи графічного користувальницького інтерфейсу, що підлягають використанню для відображення й, якщо необхідно, для зміни результатів обчислення складання шихти, тобто склад шихти, на підставі якого одержують номінальне завантаження. Дві основні структури (типи) даних використовуються щодо складу 10 UA 103652 C2 5 шихти, а саме, запис шихтового матеріалу й набір даних складу шихти. Запис шихтового матеріалу Придатним записом шихтового матеріалу є, наприклад, структура даних типу даних «запис». Вона являє собою тип матеріалу й взаємозалежну кількість, як потрібно виходячи з балансу маси, наприклад, на тонну рідкого металу, беручи до уваги виробництво рідкого металу бажаної хімії (хімічного складу), тобто незалежно від розподілу на (номінальні) завантаження й партії й розподілу стосовного до них матеріалу у печі. Подібно запису про завантажувальний матеріал, запис шихтового матеріалу містить два елементи: «тип матеріалу» і взаємозалежну «задану кількість». Кращий зразковий запис шихтового матеріалу має наступну структуру: 10 Мітка елемента (ідентифікатор поля) 20 Тип даних 30 Тип даних 40 Запис [1] … Запис [n-1] Запис [n] … Запис (шихтовий матеріал) Запис (шихтовий матеріал) Запис (шихтовий матеріал) Таблична форма 142 також відображає набір даних складу, що перебуває у цей момент у пам'яті. Кожна колонка 144 табличної форми 142 може також розглядатися для відображення запису шихтового матеріалу зі значенням типу матеріалу у другому рядку колонки 144, з відповідною групою матеріалу у першому рядку й взаємозалежним з ним значенням заданої кількості у четвертому (другому, але останньому рядку) колонки 144, виражене у кілограмах на тонну рідкого металу [kg/tHM]. В альтернативному варіанті здійснення для одержання даних за номінальним завантаженням, користувальницький інтерфейс може використовувати набір даних номінального завантаження, що містить записи шихтового матеріалу, які включать у себе задану кількість як елемент запису й мають наступну структуру: Мітка елемента (ідентифікатор поля) 35 Цифровий (наприклад, «раціональний» або «(з фіксованою комою) реальний» Властивості елемента типу матеріалу ідентичні властивостям зазначеним вище. Задана кількість виражає в абсолютних членах, наприклад у кілограмах на тонну рідкого металу [kg/tHM], кількість взаємозалежного з ним типу матеріалу у складі шихти, отриману за допомогою автоматичного або ручного обчислення складання шихти, що прагне до заданого хімічного складу рідкого металу. Набір даних складуПридатний набір даних складу являє собою, наприклад, неупорядковану структуру даних типу «мультимножина», більше конкретно, неупорядкований агрегат безлічі записів шихтового матеріалу. Набір даних складу відбиває обчислений склад шихти й, переважно, має наступну структуру: Мітка елемента (ідентифікатор поля) 25 Задана кількість буквено-цифровий або нумерований (наприклад, «рядок» або «перерахування») Тип даних 15 Тип матеріалу Тип матеріалу буквено-цифровий або нумерований (наприклад, «рядок» або «перерахування») Кількість номінального завантаження Цифровий (наприклад, «раціональний» або «(з фіксованою комою) реальний» Задана кількість Цифровий (наприклад, «раціональний» або «(з фіксованою комою) реальний» Елемент заданої кількості, включений у певний запис завантажувального матеріалу, може мати своє значення, визначене або змінене за допомогою користувальницького введення за допомогою форми 142 або за допомогою автоматичного обчислення шихти за допомогою клавіші 120 керування. За допомогою останнього варіанта здійснення записів про завантажувальний матеріал, структури даних «запис шихтового матеріалу» і «набір даних складу» можуть бути опущені у користувальницькому інтерфейсі. На фіг. 4 і фіг. 6 далі показаний елемент 148 клавіші/кнопки-прапорця графічного користувальницького інтерфейсу, що використовується для одержання значень набору даних складу залежно від яких певні поля табличної форми 142 блокуються або редагуються. Кнопка 11 UA 103652 C2 5 10 15 20 25 30 35 40 45 прапорець 148 дозволяє операторові вибрати опцію перезапису, що дозволяє виконати ручну зміну значень набору даних складу (четвертий ряд табличної форми 148). За винятком режиму перезапису, поля даних табличної форми 142 не редагуються. У режимі перезапису, тобто коли кнопка-прапорець 148 перевірена, поля даних для елементів запису шихтового матеріалу можна редагувати у такий спосіб. Друге поле даних (другий ряд) для введення й відображення типу матеріалу редагується, у той час як перше поле даних (перший ряд), що відображає групу матеріалу типу матеріалу не редагується. Різні колірні затінення (наприклад, зелене/червоне) першого й другого полів даних колонки 144 переважно передбачено також під час редагування для того, щоб позначити доступність групи й типу матеріалу з підбункерного приміщення відповідно. Третє поле даних (третій ряд) не редагується, тому що воно відображає максимальну кількість разів, за яку тип матеріалу відповідно до колонки 144 може бути визначений у будь-якому наборі даних партії. Різне колірне затінення (наприклад, зелене/жовтогаряче/червоне) третього поля даних переважно передбачено у функції доступності екстрактора й доступності матеріалу для вибраного типу матеріалу. Четверте поле даних у кожній колонці 144 редагується, що дозволяє користувачеві змінювати задану кількість в абсолютних одиницях, наприклад у кілограмах на тонну рідкого металу [kg/tHM], яку звичайно одержують за допомогою автоматичного обчислення шихти, наприклад, за допомогою клавіші 120 керування. П'яте поле даних кожної колонки 245 не редагується, тому що воно відображає кількість номінального завантаження, обчислену автоматично для вибраного типу матеріалу за допомогою контрольної кількості, заданої у цей момент у пам'яті, як відображено у полі 246 даних, що редагується (дивися підпрограму «вага на номінальне завантаження»). Користувальницький інтерфейс запускає процедуру перерахування кількості номінальних завантажень після зміни заданої кількості (четвертий ряд) у табличній формі 142. Якщо режим перезапису не вибраний, типи матеріалу можна змінити за допомогою обчислення (перерахування) шихти за допомогою клавіші 120 керування. Вертаючись до табличної форми 128 фіг. 4, колонка 133 містить поля даних, що редагуються, для визначення початку різних завантажень і кінця циклу завантаження відповідно (наприклад, за допомогою букв «С» і «Е» відповідно). Колонка 135 містить поля даних для відображення обчисленого об’єму партії, попередньо сконфігурованої відповідним набором даних партії й (ідентично за функцією колонці 158 фіг. 8, дивися нижче). Колонка 137 містить поля даних, що відображають обчислену вагу (у вологому стані) відповідної партії (ідентично за функцією колонці 160 фіг. 8, дивися нижче). Колонка 139 містить поля даних, що відображають певний тип матеріалу (коксова партія «С» або залізовмісна партія «О») відповідної партії (ідентично за функцією колонці 162 фіг. 8, дивися нижче). Поля даних 135, 137, 139 не редагуються й служать для інформації користувача. Вигляд конфігурації завантаження через колошник Другий вигляд режиму перегляду визначення набору параметрів показаний на фіг. 7. Цей графічний користувальницький інтерфейс виконаний для конфігурації установок завантаження через колошник, тобто функціонування установки 12 завантаження через колошник для кожної партії. Користувальницький інтерфейс використовує структуру (тип) даних, іменовану далі записом параметрів завантаження через колошник для визначення установок завантаження через колошник партії. Запис завантаження через колошник Придатний запис завантаження через колошник являє собою, наприклад, структуру даних типу даних «запис», тобто агрегат декількох елементів даних різних типів даних. Запис завантаження через колошник відбиває установки, що підлягають використанню для керування вивантаженням партії у доменну піч установки 12 завантаження через колошник, включаючи, насамперед, установки відповідної засувки 28-1, 28-2 для матеріалу й вузла 24 приводу жолоба. Зразковий запис завантаження через колошник має наступну структуру: 50 Мітка елемента (ідентифікатор поля) Ідентифікатор партії Об’єм партії Вага партії Тип матеріалу Час вивантаження Витрата Положення жолоба Тип даних Постійний (наприклад, “ціле число”) Цифровий (наприклад, “(з фіксованою комою) реальний”) Цифровий (наприклад, “(з фіксованою комою) реальний”) Буквено-цифровий або нумерований (наприклад, “рядок” або “перерахування”) Цифровий (наприклад, “(з фіксованою комою) реальний”) Цифровий (наприклад, “(з фіксованою комою) реальний”) Масив цифрових змінних 12 UA 103652 C2 Мітка елемента Тип даних Напрямок Закрити MGV Початковий кут Збільшення кута 5 10 15 20 25 30 35 40 45 квота[n] квота[n-1] … квота[0] Цифровий (наприклад, з фіксованою комою, ідентичний для всіх) [1] Нумерований (наприклад, “перерахування”) Масив двійкових Мітка MG_11_10 MG_10_9 … MG_1_CC елемента Тип даних Двійковий (наприклад, логічний) [2] Цифровий (наприклад, “(з фіксованою комою) реальний”) Цифровий (наприклад, “(з фіксованою комою) реальний”) У другому вигляді режиму визначення набору параметрів, зображеного на фіг. 7, представлена таблична форма 154, що містить у собі модель полів даних завантаження через колошник для введення й відображення одного або більше записів параметрів завантаження через колошник, кожний ряд 154 відповідає одному запису параметрів завантаження через колошник, колонки відповідають елементам записів, як установлено вище (з колонками, позначеними 11, 10, ... 1, СС відповідає елементам масиву елемента масиву «положення жолоба»). Більше конкретно, з посиланням на збільшений частковий вигляд форми 154 на фіг. 8 для кожного запису відповідно: Колонка 156 містить поле даних, що не редагується, яке відображає елемент «ідентифікатор партії», що використовується для зв'язку запису параметрів завантаження через колошник з конкретним набором даних партії й, таким чином, з попередньо сконфігурованою партією, наприклад, за допомогою взаємної однозначної відповідності відповідних ідентифікаторів. Колонка 158 містить поле даних, що не редагується, яке відображає значення елемента «об’єм партії», що є обчисленим загальним об’ємом у вологому стані партії, сконфігурованої у відповідності зі взаємозалежним набором даних партії, тобто об’ємом, що ця партія займає у прийомному бункері 20-1, 20-2 (дивися підпрограму «перевірити об’єм для прийомного бункера»). Колонка 160 містить поле даних «вага партії», що не редагується, яке являє собою розраховану сукупну вагу взаємозалежної партії у вологому стані (дивися підпрограму «вага, що витягається, у вологому стані»). Колонка 162 містить поле даних, що не редагується, яке відображає значення елемента «тип матеріалу», тобто загальний тип матеріалу взаємозалежної партії (на противагу елементу конкретного типу матеріалу записів комплектування партії, завантажувального матеріалу й шихтового матеріалу), наприклад «С» для партії коксової шихти й «О» для партії залізної шихти, визначені користувальницьким інтерфейсом, засновані на взаємозалежному наборі даних партії. Колонка 164 має поле даних для елемента «час вивантаження». Це поле даних може бути або таким, що не редагується, або таким, що редагується, залежно від того, чи вибраний режим «на підставі відсотків» або «на підставі частки» за допомогою селективної кнопки 174 (дивися нижче). У режимі «на підставі частки», елементи «квота» у масиві «положення жолоба» відбивають кількість обертів розподільного жолоба 22 при певному куті повороту (наприклад, визначається за допомогою індексу масиву елемента «квота». В останньому випадку час вивантаження обчислюється як сукупна кількість обертів жолоба через всі певні квоти, помножені на тривалість оберту, і поле даних не редагується й відображає обчислене значення елемента «час вивантаження» (дивися підпрограму «час вивантаження»). У режимі «на підставі відсотків», елементи «квота» у масиві «положення жолоба» використовуються для відбиття процентного відношення партії, що вивантажується при відповідному куті повороту розподільного жолоба 22. В останньому режимі поле даних редагується й значення сукупного «часу вивантаження» у колонку 164 визначається користувачем. Колонка 166 має поле даних, що не редагується, для елемента «витрата», визначається користувальницьким інтерфейсом за допомогою розподілу об’єму партії на час вивантаження. Для кожного запису параметра завантаження через колошник послідовність колонок 170 у табличній формі 154 містить відповідні поля даних, що редагуються, які підлягають використанню для введення й відображення квоти положення жолоба, насамперед значення кожного елемента масиву «положення жолоба». Кожний елемент квоти запису параметрів завантаження через колошник і, таким чином, кожна колонка послідовності 170 відповідає різним кутам повороту/нахилу розподільного жолоба 22, наприклад, колонка з маркуванням «СС» (квота[0]) являє собою центральне положення завантаження й колонка з міткою «11» 13 UA 103652 C2 являє собою завантажувальне положення для крайньої області на рівні засипки. Таким чином, індекси масиву «положення жолоба» є придатними кутовими збільшеннями згідно яких повертається жолоб 22, переважно збільшення, що зменшуються у напрямку до стінки печі, як показано у патенті США 3'929'140, наприклад, відповідно до наступного прикладу: 5 Індекс/ мітка Кут нахилу 10 15 20 25 30 35 40 45 50 55 0/CC 1 2 3 4 5° 8° 16,3° 23° 28,5° 5 33,3° 6 7 8 37,4° 41° 44,3° 9 47,3° 10 50,3° 11 53,5° де кут нахилу виміряється як кут між центральною лінією жолоба й вертикальною віссю печі. Залежно від режиму «на підставі відсотків» або «на підставі частки», поля даних послідовності 170 колонки використовують для завдання як значення елементів квоти для відповідного кута повороту, або число обертів жолоба 22 або процентне відношення взаємозалежної партії. Таким чином, значення кожного елемента квоти визначає частку взаємозалежної партії, яку необхідно вивантажити у піч при відповідному куті повороту/положення нахилу жолоба 22. Колонка 172 містить поле даних, що редагується, наприклад, список, що розкривається, для визначення одного з двох можливих напрямків повороту жолоба, відповідно до яких жолоб 22 нахиляється для вивантаження взаємозалежної партії, тобто або напрямок від центра до стінки («WC») як значення елемента «напрямку вивантаження». Як далі видно на фіг. 7-8, для кожної пари елементів квоти передбачена кнопка-прапорець 169. Кнопка-прапорець 169 слугує для визначення того, повинна чи ні бути закрита відповідна засувка 28-1, 28-2 для матеріалу у той час, коли вузол 24 приводу жолоба повертає розподільний жолоб 22 між відповідними кутовими положеннями. Установка кожної кнопки-прапорця для даного ряду зберігається у масиві «закрити MGV» запису завантаження через колошник, дозволяючи керувати закриттям засувки 28-1, 28-2 для матеріалу для кожної зміни кутового положення відповідно. Крім того, форма 154 містить додаткові колонки 171, 173 з полями даних, що редагуються, для визначення значень елементів «початковий кут» і «кут збільшення» відповідно. Значення початкового кута може бути використане для керування значенням, при якому кутовому положенні розподільного жолоба 22 (0-360° навколо вертикальної осі) починається вивантаження взаємозалежної партії. Значення кута збільшення може бути використане для керування значенням, при якому кутовому положенні розподільного жолоба 22 починається вивантаження взаємозалежної партії у порівнянні з попередньою вивантаженою партією. Елементи «закрити MGV», «початковий кут» і «кут збільшення» є факультативними. Як видно на фіг. 7, другий вигляд графічного користувальницького інтерфейсу у режимі визначення набору параметрів також містить елемент 174 селективної кнопки для ручного перемикання між режимом «на підставі відсотків» і режимом «на підставі частки», установленими вище за допомогою обчислень, пристосованих до користувальницького інтерфейсу. Як далі видно на фіг. 7, вигляд конфігурації завантаження через колошник також містить наступні клавіші керування, що підлягають використанню користувачем: - «CHECK TABLE» клавіша 180 для виклику підпрограми (дивися «перевірити матрицю» нижче), використовується для перевірки й підтвердження правильності записів параметрів завантаження через колошник, що перебувають у цей момент у пам'яті й відображуваних у табличній формі 154, - «UPDATE MATRIX...» клавіша 182 (факультативно) для автоматичного одержання й відновлення записів параметрів завантаження через колошник, що підходять для вивантаження партій, попередньо сконфігурованих за допомогою наборів даних партій поточного набору параметрів за допомогою факультативного зовнішнього програмного модуля, - «RECIPE» клавіша 184 для перемикання/активації у перший вигляд графічного користувальницького інтерфейсу (дивися розділ «ВИГЛЯД КОНФІГУРАЦІЇ ПАРТІЇ»). Значення для записів параметрів завантаження через колошник, насамперед значення положення жолоба (елементи масиву), можуть бути отримані або за допомогою ручного введення за допомогою вигляду графічного користувальницького інтерфейсу фіг. 8 за допомогою завантаження збереженого файлу набору параметрів за допомогою клавіші 112 керування, або як факультативна можливість, автоматично, на підставі наборів даних партії за допомогою моделі програмного забезпечення за допомогою клавіші 182 керування. В альтернативному варіанті здійснення елемент положення жолоба записів параметрів завантаження через колошник може бути структурою даних змінної довжини списку, що має елементи списку, призначені для положень жолоба, але враховуюче скорочене позначення моделі вивантаження, беручи до уваги порядок елементів списку. Більше конкретно, кожний 14 UA 103652 C2 5 10 15 20 25 30 35 40 45 50 55 60 елемент списку сам по собі може складатися зі запису, що містить елемент індикатора положення, елемент квоти й елемент вибору шаблона (функціонально, «S» - для вибору спіральної моделі вивантаження або «Х» - для визначення закриття засувки для матеріалу між двома послідовними положеннями жолоба для моделі концентричних кілець) з напрямком руху жолоба, неявно позначеним за допомогою наступних індикаторів положення в упорядкованому списку. Наприклад, як альтернатива послідовності колонки фіксованого положення: 11/60/S1/40/S10/_/_ де цифра перед першою косою рисою «/» є індикатором положення, що відображає положення жолоба й значення після першої косої риси є елементом квоти, що відображає або процентне відношення, що підлягає вивантаженню, або кількість обертів жолоба (у залежності, або від режиму на підставі відсотків, або від режиму на підставі частки) на шляху до наступного певного положення жолоба. За допомогою вищенаведеного прикладу жолоб переміщається безупинно (у відповідності зі спіральною моделлю «S») від стінки до центра, від крайнього зовнішнього положення 11 до внутрішнього положення 1, роблячи вивантаження 60% партії під час цього переміщення й потім рухається назад безупинно від центра до стінки у напрямку до положення 10, роблячи вивантаження 40% партії, що залишилися. У режимі на підставі відсотків кількість обертів жолоба у даному положенні для моделі концентричних кілець або для спіральної моделі між послідовними положеннями жолоба (тобто витками спіралі) може бути визначене за допомогою запитуваної витрати, заданого процентного відношення, що підлягає вивантаженню й швидкості обертання жолоба. На фіг. 17 зображена діаграма візуалізації моделі завантаження через колошник партії, як визначено записом параметра завантаження через колошник, насамперед, при використанні вищевказаного скороченого позначення. Як видно з фіг. 17, дискретні положення жолоба представлені на осі абсцис (вісь Х), у той час як кількість матеріалу, що підлягає вивантаженню (наприклад, у відсотках) на даному положенні жолоба представлено на осі ординат (вісь у). Переважно, діаграма має вигляд стовпчастої діаграми з категоріями діаграми, що відбивають положення жолоба й висоту кожного стовпця, що виражає відповідну кількість, яка підлягає вивантаженню на певному положенні. Таким чином, діаграма дає інтуїтивне позначення профілю розподілу у вертикальному розрізі. Індикатор початку вивантаження передбачений на діаграмі, наприклад, у формі букви «S» для однозначної ідентифікації вихідного положення жолоба. Різне підсвічування передбачене відповідно до напрямку зміни положення жолоба, тобто напрямку від центра до стінки або напрямку від стінки до центра, переважно за допомогою різного підсвічування, наприклад колірної або штрихової, представленої кількості при кожній зміні напрямку. Наприклад, за допомогою моделі завантаження через колошник відповідно до діаграми фіг. 17, жолоб нахиляється від стінки до центра, починаючи від положення 11 через положення 10 і 9 до положення 8, потім від центра до стінки через положення 9 і 10 назад до положення 11 і потім знову від стінки до центра до положення 10, що відповідає наступному скороченому позначенню: 11/10/Х 10/20/Х 9/20/Х 8/10/Х 9/10/Х 10/10/Х 11/10/Х 10/10/Х. Ясно, що незалежно від формату даних, який використовується для визначення запису параметрів завантаження через колошник, діаграма згідно фіг. 17 може бути включена у графічний користувальницький інтерфейс як частина вигляду конфігурації завантаження через колошник з фіг. 7, наприклад, за допомогою відповідної діаграми для кожного отриманого запису параметрів завантаження через колошник і також на робочому вигляді завантаження через колошник фіг. 10 (дивися нижче). Вигляд партії у роботі Зображений на фіг. 9 графічний інтерфейс користувача являє собою перший вигляд, виконаний для відображення установок партії, що перебувають у цей момент у роботі, і додаткової стосовної до цього інформації, отриманої з пристроїв с i керування в установці 10 подачі матеріалу й установки 12 завантаження через колошник. Вигляд фіг.9 відображається, коли користувальницький інтерфейс перебуває у режимі роботи набору параметрів, наприклад після використання клавіші керування 124. Цей вигляд заснований на вигляді конфігурації партії фіг. 4, щодо якого певні елементи графічного користувальницького інтерфейсу ідентичні, наприклад, елементам 108, 126, 138, 140. Поля даних візуальної області 104 і поле 138 даних фіг. 10 відображені на вигляді партії у роботі згідно фіг. 9, але не редагуються. На вигляді партії у роботі на фіг. 9 відображена таблична форма 328, що заснована на табличній формі 128 фіг. 4. Значні відмінності визначені нижче. Прийомний бункер 20-1, 20-2, у який завантажена (завантажується) партія, позначений у першій колонці (позначений «BLT»). Додаткові клавіші керування для кожного ряду форми 328 представлені у колонці 388, за допомогою яких партія, попередньо сконфігурована у поточному наборі даних партії може бути 15 UA 103652 C2 5 10 15 20 25 30 35 40 45 50 55 60 вилучена з поточного циклу завантаження. Всі поля даних форми 328 не редагуються. Три відповідні поля даних кожного поля 330 таблиці використовуються для відображення статусу проходження партії, що у цей момент подається установкою 10 подачі матеріалу. З цією метою поле даних типу матеріалу партії, про яку йде мова, затінено/підсвічено кольором відповідно до робочого стану, наприклад, у такий спосіб: - червоний: «завантаження бункера» означає, що у цей момент повторно наповнюється ваговий бункер-дозатор 16-1...16-n для відповідного типу матеріалу, - жовтий: «бункер готовий до завантаження» означає, що ваговий бункер-дозатор 16-1...16-n для відповідного типу матеріалу готовий до заповнення, - жовтогарячий: «розвантаження бункера» означає, що екстрактор 18-1...18-n вагового бункера-дозатора 16-1...16-n для відповідного типу матеріалу у цей момент витягає частину цього матеріалу, - зелений: «бункер вивантажений» означає, що частина відповідного типу матеріалу завантажена на конвеєр 14 для даної партії. Відповідне позначення з колірним кодом відображене на вигляді партії у роботі, як видно на фіг. 9. Крім того, якщо застосовно, то середнє поле даних кожного поля 330 таблиці використовується для відображення ваги відповідного типу матеріалу, що витягається, тобто для керування відповідним екстрактором 18-1...18-n, як обчислено за допомогою пропорції комплектування партії, визначеної у файлі набору параметрів і кількості номінального завантаження (дивися візуальну область 104), наприклад, відповідно до підпрограми «вага на номінальне завантаження» нижче. Як видно на фіг. 9, вигляд партії у роботі також містить наступні користувальницькі клавіші керування для зупинки процедури завантаження вручну: - клавіша 320 для припинення роботи установки 10 подачі матеріалу після того, як весь матеріал, що перебуває у цей момент у циклі завантаження, поданий в установку 10 завантаження через колошник, - клавіша 322 для припинення роботи установки 10 подачі матеріалу після того, як подана шихта, що перебуває у цей момент у роботі, - клавіша 324 для припинення роботи установки 10 подачі матеріалу після того, як подана партія, що завантажується у даний момент, і наступні клавіші керування для поновлення роботи установки 10 подачі матеріалу: - клавіша 326 для поновлення роботи установки 10 подачі матеріалу з партією поточного набору параметрів, який слідує за партією, що була подана останньою в установку 10 завантаження через колошник, - клавіша 327 для поновлення роботи установки 10 подачі матеріалу, починаючи з першої партії циклу завантаження відповідно до поточного набору параметрів. Для конфігурації додаткового завантаження коксу, вигляд партії у роботі також містить табличну форму 390 зі взаємозалежною селективною клавішею для вибору режиму вивантаження. Властивості й функціональність елементів графічного користувальницького інтерфейсу табличної форми 390 відповідає елементам табличної форми 154 фіг. 7 з передбаченими додатковими полями даних (у другій і третій колонці) для введення й відображення кількості коксу, що підлягає завантаженню (наприклад, у метричних тоннах [t]). Здійснюючу попередню конфігурацію додаткової партії коксу дані можуть зберігатися у файлі набору параметрів за допомогою призначеного для цього запису завантаження через колошник. Для того щоб керувати завантаженням додаткової партії коксу, вигляд партії у роботі має клавіші керування: - клавіша 392 для виклику підпрограми (дивися підпрограму «перевірка додаткового коксу»), що перевіряє й підтверджує правильність даних у табличній формі 390, - клавіша 394 для завантаження додаткової партії коксу, як попередньо сконфігуровано у формі 394 після циклу завантаження, що перебуває у цей момент у роботі (дивися підпрограму «додатковий кокс після поточного циклу завантаження»), - клавіша 396 для завантаження додаткової партії коксу, як попередньо сконфігуровано у формі 390 після поточного завантаження (дивися підпрограму «додатковий кокс після поточного завантаження»), - клавіша 398 для завантаження додаткової партії коксу, як сконфігуровано у формі 396 після того, як подана партія, що перебуває у цей момент у завантаженні (дивися підпрограму «додатковий кокс після поточної партії»). Клавіша керування 126 дозволяє перемикати в/активувати другий вигляд графічного інтерфейсу користувача у режимі роботи набору параметрів. Вигляд завантаження через колошник у роботі 16 UA 103652 C2 5 10 15 20 25 30 35 40 45 50 55 60 На фіг. 10 зображений другий вигляд графічного користувальницького інтерфейсу у режимі роботи набору параметрів. Цей вигляд використовується для відображення установок, застосовуваних для керування установкою 12 завантаження через колошник для вивантаження партій, попередньо сконфігурованих за допомогою поточного набору параметрів, більше конкретно, установок, які відносяться до зроблених, але ще не вивантажених у піч партій. Установки відображаються за допомогою табличної форми 354, що у цілому за властивостями ідентична формі 154 фіг. 7, перша колонка означає прийомний бункер 20-1, 20-2, з якого вивантажується партія з відображеними параметрами завантаження через колошник. Робочий стан прийомних бункерів 20-1, 20-2 відображений за допомогою колірного затінення/підсвічування, яке ідентичне використовуваній у вигляді на фіг. 9. Порядок відображення рядів параметрів завантаження через колошник у табличній формі 354 протилежний порядку розташування у табличній формі 154, у хронологічному порядку показані тільки вже зроблені партії, або партії подачі, що перебувають у виробництві за допомогою установки, матеріалу, які ще не вивантажені у піч, таким чином, відбивається поточна черговість виробництва партій, що може бути змінена. Наприклад, таблична форма 154 у хронологічному порядку показує у самих нижніх рядах дві партії, що перебувають або у цей момент вивантажуються з прийомного бункера 20-1, 20-2, у самому верхньому ряді показана партія, вироблена у цей момент за допомогою установки 10 подачі матеріалу, і між ними показана партія, що транспортується у цей момент конвеєром 14. Селективна клавіша 374 не редагується й відображає застосовуваний режим розвантаження. Клавіша 184 керування дозволяє перемикати в/активувати вигляд партії у роботі з фіг. 9. Ясно, що фактичний візуальний зовнішній вигляд і розташування елементів графічного користувальницького інтерфейсу, тобто графічних компонентів з якими взаємодіє користувач, відображених у різних видах і описаних вище, на відміну від їх функціональності, є тільки приблизним. Здійснення різних видів графічного користувальницького інтерфейсу може бути виконане самим по собі відомим способом, наприклад за допомогою стандартних наборів інструментів графічного користувальницького інтерфейсу. Таблиця екстрактора й таблиця матеріалу Користувальницький інтерфейс містить таблицю екстрактора, що містить стосовну до керування завантаженням доменної печі інформацію. У кращому варіанті здійснення таблиця екстрактора формується екстракторами бункера й для кожного такого екстрактора містить запис, що має, наприклад, наступні стосовні до підбункерного приміщення елементи (додаткові дані не виключаються): - ім'я/ідентифікатор екстрактора вагового бункера-дозатора, - ідентифікатор бункера для зберігання, до якого відноситься екстрактор вагового бункерадозатора (не обов'язково показано користувачеві), - ідентифікатор доменної печі, до якої відноситься екстрактор (не обов'язково показаний користувачеві), - доступність лінії екстрактора (наприклад, «Y» означає доступність лінії, «N» означає недоступність лінії), - група матеріалу/шихти (звичайно обмежена коксом, коксовим горішком, агломератом, котунами, рудою, добавками, переробним чавуном, ломом, залізом прямого відновлення), - тип матеріалу (звичайно обмежений, наприклад С1, С2, С3, NC, S1, S2, S3, P1, P2, P3, O1, O2, O3, A1, A2, A3, A4, A5, A6, SC, PI, DR), - товарний знак або опис матеріалу, - значення, що означає щільність матеріалу, - значення, що означає вологість матеріалу, - значення, що означає максимально допустимий об’єм, який відбирається, для вагового бункера-дозатора, з яким взаємозалежний екстрактор, - значення, що означає номінальну швидкість відбору, яка здійснюється екстрактором, - код хімічного аналізу (унікальний код з лабораторії), - дані хімічного аналізу матеріалу всередині бункера для зберігання, з яким взаємозалежний екстрактор. На фіг. 11-12 показані зразкові вигляди графічного користувальницького інтерфейсу для редагування й відображення змісту таблиці. Вигляд фіг. 11 використовується для даних, що відносяться до фізичних властивостей, у той час як вигляд фіг. 12 використовується для даних, що відносяться до хімічного складу матеріалу. За допомогою таблиці екстрактора користувальницький інтерфейс одержує «таблицю матеріалу» (за допомогою типів матеріалу), що є характерною для однієї печі у випадку, якщо установка 12 подачі матеріалу поставляє матеріал більше, ніж однієї печі. Для кожної печі 17 UA 103652 C2 5 10 15 20 25 30 35 користувальницький інтерфейс створює призначену для неї таблицю матеріалу. Таблиця матеріалу містить релевантну інформацію, яка використовується у виглядах конфігурації партії й завантаження через колошник і за допомогою підпрограм користувальницького інтерфейсу (дивися нижче). Таблиця(-і) матеріалу створюються автоматично користувальницьким інтерфейсом, наприклад, у такий спосіб: спочатку для кожної групи матеріалу/шихти (у наступному порядку: кокс, коксовий горішок, агломерат, котуни, руда, добавки, переробний чавун, лом, залізо прямого відновлення) визначається кількість доступних різних типів матеріалу. Потім у файлі роблять введення (запис) для кожного різного типу матеріалу. Для кожного введення визначені й включені наступні дані: - кількість доступних екстракторів вагових бункерів-дозаторів для даного матеріалу, - список екстракторів, що відповідають даному типу матеріалу (значення розглядаються тільки, якщо екстрактор включений і вжиті заходи обережності проти включення дублікатів бункера зберігання), - список бункерів для зберігання, що відповідають даному типу матеріалу (значення розглядаються тільки, якщо екстрактор включений і вжиті заходи обережності проти включення дублікатів бункера зберігання), - список товарних знаків, що відповідають даному типу матеріалу (значення розглядаються тільки, якщо екстрактор включений і вжиті заходи обережності проти включення дублікатів бункера зберігання). - середня щільність матеріалу (середня величина розраховується тільки для працюючих екстракторів) - середня вологість матеріалу (середня величина розраховується тільки для працюючих екстракторів) - об’єм, що витягається, для вагового бункера-дозатора (мінімальний об’єм вагового бункера-дозатора розраховується тільки для працюючих екстракторів) - швидкість добування для вагового бункера-дозатора (максимальна швидкість добування екстракторів розраховується тільки для працюючих екстракторів) - середній хімічний склад (середня величина розраховується тільки для працюючих екстракторів). Зразкова таблиця матеріалів (за типами матеріалів) зображена на фіг. 13. Підпрограми Описані нижче підпрограми використовують псевдокод і математичну формулу для розкриття, але не характерні для будь-якої окремої мови програмування. Користувальницький інтерфейс виконує наступні застосовувані підпрограми, особливо що стосується вигляду конфігурації партії (дивися фіг. 4) у режимі визначення набору параметрів: ПІДПРОГРАМА: “put into production” («ввести в експлуатацію») IF PUSHING button "PUT INTO PRODUCTION" THEN call SUBROUTINE "batch configuration check" call SUBROUTINE "matrix check" ENDIF IF batch configuration check = TRUE AND matrix check = TRUE THEN call SUBROUTINE "show weights" RETURN QUESTION "Are the values OK?" IF ANSWER ="YES" THEN call SUBROUTINE "Update matrix" RETURN MESSAGE "Recipe put into production" call SUBROUTINE "show percentages" ENDIF IF ANSWER ="NO" THEN RETURN MESSAGE "Recipe not put into production" call SUBROUTINE ""show percentages" EXIT "Put into production" SEQUENCE ENDIF ELSE RETURN MESSAGE "Recipe not put into production" ENDIF DISABLE button "PUT INTO PRODUCTION" WHEN call SUBROUTINE "Update matrix" SUCESSFUL ENABLE button "PUT INTO PRODUCTION" END 18 UA 103652 C2 Вищенаведена підпрограма викликається натисканням клавіші 124. Наступна підпрограма викликається або натисканням клавіші 122 або з іншої підпрограми, такої як «put into operation» («ввести в експлуатацію»): 5 ПІДПРОГРАМА: “batch configuration check” («перевірка конфігурації партії») IF PUSHING button "CHECK BATCH COMPOSITION" OR CALLED THEN call SUBROUTINE "Check if mixing of ferrous burden and coke" call SUBROUTINE "Check volume for weighing hopper" call SUBROUTINE "Check volume for receiving hopper" call SUBROUTINE "Check percentage request for each material type" call SUBROUTINE "Check overfilling of conveyor" call SUBROUTINE "Check number of available extractors" call SUBROUTINE "Check pellets position on belt" call SUBROUTINE "Check availability of requested types" ENDIF IF any check FAILED except "Check if mixing of ferrous burden and coke" THEN RETURN batch configuration check = FALSE ELSE RETURN batch configuration check = TRUE ENDIF Деякі з наступних підпрограм використовують дані, що містяться у таблиці матеріалу, створені користувальницьким інтерфейсом: ПІДПРОГРАМА: “weights per nominal charge” («вага на номінальне завантаження») h(coke, throat) = reference basis value d(throat) = furnace throat diameter FOR EACH i=material type having material family == COKE in nominal charge dataset LOAD ?(i) = average humidity of material from material table LOAD ?(i, coke) = average density of material from material table m(coke, i) = nominal charge quantity END CALCULATE FOR EACH i=material type defined in nominal charge dataset CALCULATE nominal charge quantity = α • target quantity END 10 15 Вищевказана підпрограма використовується для обчислення ваги (у сухому стані) для кожного матеріалу, що міститься у номінальному завантаженні, тобто значення елемента кількості кожного номінального завантаження у наборі даних номінального завантаження. Спочатку вона обчислює заданий об’єм коксу відповідно до калькуляції шихтування, тобто об’єм (у сухому стані) певної заданої кількості кожного необхідного типу коксу. Потім вона обчислює необхідний у номінальному завантаженні об’єм коксового матеріалу за допомогою заданої контрольної кількості (наприклад, висота шару коксу у колошника печі) і коефіцієнт 19 UA 103652 C2 5 перетворення для кількості номінального завантаження, що відповідає коефіцієнту сукупного заданого об’єму коксу й номінального об’єму коксу (помножений на коефіцієнт узгодження розмірності, наприклад, з [kg/tHM] у [t]. Кількість номінального завантаження для певного кожного типу матеріалу відповідає його заданій кількості, помноженій на цей коефіцієнт перетворення. ПІДПРОГРАМА: “wet weight to be extracted” («вага, що витягається, у вологому стані») FOR EACH j=batch dataset FOR EACH i=material type in batching record LOAD ?(i) = average humidity of material from material table %(requested, i) = batching proportion of material type i m(i) = nominal charge quantity of material type i CALCULATE IF batch identifier of top charging record == j batch weight of top charging record j = m(BLT, batch j) ENDIF END END 10 Вищенаведена підпрограма обчислює сукупну вагу (у вологому стані) кожної партії, як попередньо сконфігуровано відповідним набором даних партії на підставі пропорції комплектування партії й кількості номінального завантаження, визначеної для кожного типу матеріалу набору даних партії. ПІДПРОГРАМА : “show weights” («показати вагу») 15 20 Підпрограма заміняє для кожного певного запису комплектування партії пропорції комплектування партії, відображені у відповідному полі 134 даних табличної форми 128 на вагу (у сухому стані), обчислений для відповідного матеріалу за формулою: де «%(requested, i)» - пропорція комплектування партії відповідного запису комплектування парії, виражена у відсотках і «mi» - кількість номінального завантаження взаємозалежного типу матеріалу, задана у наборі даних номінального завантаження. ПІДПРОГРАМА: “show percentages” («показати процентне співвідношення») 25 Підпрограма відображає пропорції комплектування партії у кожному полі даних 134 табличної форми 128 для кожного заданого запису комплектування партії. Далі користувальницький інтерфейс виконує певну кількість перевірок для перевірки правильності й підтвердження даних набору даних номінального завантаження й набори даних поточного набору параметрів використовують наступні підпрограми: 30 ПІДПРОГРАМА: “check number of available extractors” («перевірити кількість доступних екстракторів» 35 Для того щоб перевірити, чи доступні в установці 10 подачі матеріалу відповідні типи матеріалу кожного запису комплектування партії у заданих наборах даних партії, дана підпрограма порівнює кількість екстракторів 18-1, 18-2, як потрібно відповідно до типів матеріалу, визначеними у наборі даних партії з кількістю екстракторів 18-1, 18-2 ... 18-n, доступних для даного типу матеріалу відповідно до таблиці матеріалу. Якщо кількість необхідних екстракторів перевищує кількість доступних екстракторів, відображається 20 UA 103652 C2 попереджуюче повідомлення, наприклад: “Batch i: too many extractors specified for material type S1” „Партія i: занадто багато екстракторів задано для типу S1 матеріалу“ ПІДПРОГРАМА: “check volume for weighing hopper” («перевірити об’єм для вагового бункерадозатора) 5 Для того щоб перевірити, чи не перевищує кількість подаваного матеріалу, взаємозалежного з відповідним типом матеріалу ємність установки 10 подачі матеріалу для відповідного типу матеріалу, дана підпрограма розраховує об’єм, що витягається, наприклад, у такий спосіб: 10 15 20 де «%(requested, i)» - пропорція комплектування партії відповідного запису комплектування парії, виражена у відсотках, і «mi» - кількість номінального завантаження взаємозалежного типу матеріалу, задана у наборі даних номінального завантаження, ”ρi” і ”ωi” – середня щільність і вологість відповідного типу матеріалу, завантаженого з таблиці матеріалу. Потім підпрограма порівнює необхідний розрахований об’єм (“V(i, batchj)”), з максимальною ємністю відповідного вагового бункера-дозатора 16-1…16-nвідповідно до таблиці матеріалу. Якщо необхідний об’єм перевищує допустимий об’єм, що витягається, відображається попереджуюче повідомлення, наприклад: “Batch i: requested volume exceeds weighing hopper capacity” „Партія i: необхідний об’єм перевищує ємність вагового бункера-дозатора» ПІДПРОГРАМА: “check volume for receiving hopper” («перевірити об’єм прийомного бункера») 25 Для того щоб перевірити, чи не перевищує партія сировинного матеріалу, попередньо сконфігурована набором даних партії прийомну ємність установки 12 завантаження через колошник, тобто корисний об’єм прийомного бункера 20-1, 20-2, дана підпрограма обчислює сукупний об’єм попередньо сконфігурованої партії, наприклад, у такий спосіб: 30 35 де символи встановлені для підпрограми «перевірити об’єм для вагового бункерадозатора». Якщо цей сукупний об’єм попередньо сконфігурованої партії перевищує допустиму ємність прийомного бункера, відображається попереджуюче повідомлення, наприклад: 3 “Batch i: BLT hopper will be overfilled (65m )” 3 „Партія i: BLT бункер буде переповнений (65м )“ ПІДПРОГРАМА: “check percentage request for each material type” («перевірити запит на процентне співвідношення для кожного типу матеріалу» 40 45 Для того щоб перевірити, чи дотримане номінальне завантаження, дана підпрограма обчислює для кожного типу матеріалу, визначеного у записі номінального завантаження суму всіх пропорцій комплектування партій, взаємозалежних з відповідним типом матеріалу у циклі завантаження, тобто за всіма заданими наборами даних партій. Дана сума повинна дорівнювати сукупному значенню пропорції комплектування партій (наприклад, сукупному процентному співвідношенню, що витягається, як відображено у текстовому вікні 140, 140) для кожного типу матеріалу, щоб відобразити всю кількість номінального завантаження відповідного типу матеріалу, у противному випадку підпрограма формує попереджуюче повідомлення, наприклад: “Percentage for S1 is not equal to 100% ” “Процентне співвідношення для S1 не дорівнює 100%“ Крім того, підпрограма перевіряє, чи потрібен будь-який тип матеріалу у заданих наборах даних партії, який не визначений у записі номінального завантаження й, якщо необхідно, видає 21 UA 103652 C2 попередження. ПІДПРОГРАМА: “check if mixing of ferrous burden and coke” («перевірити, чи змішані залізна шихта й кокс») 5 10 Для того щоб перевірити, чи сумісні відповідні типи матеріалу кожного запису комплектування партії у заданому наборі даних партії, дана підпрограма перевіряє, чи містять записи комплектування партій того самого набору даних партії типу матеріалу з групи матеріалу «кокс» і будь-якої групи залізовмісного матеріалу, наприклад «агломерат»/«котуни»/«руда». Якщо така суміш визначена, підпрограма формує попереджуюче повідомлення, наприклад: “Batch i : coke and burden are mixed” „Партія i: кокс і шихта змішані» SUBROUTINE: “check availability of requested types” 15 20 Для того щоб перевірити, чи доступні необхідні типи матеріалу з установки 10 подачі матеріалу, дана підпрограма порівнює всі типи матеріалу, визначені у записах завантажувального матеріалу набору даних номінального завантаження з елементами типу матеріалу у таблиці матеріалу. Якщо матеріал заданий у наборі даних номінального навантаження, для якого не існує елемент у таблиці матеріалу, відображається попереджуюче повідомлення, наприклад: “Material “S3” is currently not existing/available ” „Матеріал „S3“ у цей момент не існує/недоступний“ Наступні факультативні підпрограми переважно виконуються для того, щоб перевірити, чи може установка 12 подачі матеріалу поставляти партію сировинного матеріалу способом, попередньо сконфігурованим набором даних партії. У випадку застосування спеціального типу стрічкового конвеєра 14, включені наступні підпрограми: 25 ПІДПРОГРАМА: “check overfilling of conveyor” («перевірити конвеєр на перевантаження») 30 Якщо загальна швидкість добування матеріалу на головний конвеєр для набору даних партії перевищує задану місткість стрічки, формується попереджуюче повідомлення. Загальна швидкість добування розраховується як сума швидкостей добування, завантажених з таблиці матеріалу для типів матеріалу, що завантажуються спільно відповідно до їх індикаторів розташування партій. Приклад: "Batch 1: Extraction flow rate is too high for main conveyor " „Партія 1: Швидкість добування занадто висока для головного конвеєра“ ПІДПРОГРАМА: “check pellets position on belt” («перевірити положення котунів на стрічці») 35 40 45 Дана підпрограма має перевагу з упорядкованої структури даних набору даних партії. Якщо тип матеріалу групи «котуни» попередньо сконфігурований для утворення останньої ділянки партії, формується попереджуюче повідомлення, наприклад: "Batch 1: Pellets alone in last section of batch". „Партія 1: Тільки котуни на останній ділянці партії“ Якщо тип матеріалу групи «котуни» попередньо сконфігурований для завантаження у безшаровій ділянці (ділянка, що містить тільки котуни), який відрізняється від останньої ділянки послідовності партії, формується попереджуюче повідомлення, наприклад: "Batch 1: Pellets alone in a section of the batch". „Партія 1: Тільки котуни на ділянці партії“ ПІДПРОГРАМА: “check overfilling of skip” («перевірити скіп на перевантаження») 50 Якщо загальний об'єм матеріалу у скіп, що витягається, для набору даних партії перевищує задану місткість скіпа, формується попереджуюче повідомлення. Загальний об'єм, що витягається, обчислюється за допомогою користувальницького інтерфейсу для ділянок, що вивантажуються у той самий скіп (схожим чином з обчисленням підпрограми «перевірити об'єм для прийомного бункера»), тобто беручи до уваги будь-який поділ партій у скіпи, визначений у даному наборі даних партії за допомогою індикаторів розташування партії. Приклад: "Batch 1: Extraction volume exceeds skip capacity" 22 UA 103652 C2 „Партія 1: Об'єм, що витягається, перевищує ємність скіпа“ Що стосується використання вигляду конфігурації завантаження через колошник (дивися фіг. 7) виконує наступні підпрограми: ПІДПРОГРАМА: “matrix check” («Перевірити матрицю») IF PUSHING button “CHECK MATRIX” OR CALLED THEN call SUBROUTINE “check batch number”” call SUBROUTINE “check flow rate” call SUBROUTINE “check charging direction” call SUBROUTINE “check percentage input” ENDIF IF any check FAILED THEN RETURN matrix check = FALSE ELSE RETURN matrix check = TRUE ENDIF 5 Вищевказана підпрограма передбачена для перевірки правильності записів параметрів завантаження через колошник, заданих для поточного набору параметрів. Приклади для підпрограм, що використовуються: ПІДПРОГРАМА: “check batch number” («перевірити кількість партій») 10 15 Якщо кількість певних записів параметрів завантаження через колошник не відповідає кількості певних наборів даних партії для поточного набору параметрів, формується попереджуюче повідомлення, наприклад: “Number of defined batches is incorrect” „Кількість певних партій невірна“ ПІДПРОГРАМА: “discharge time” («час вивантаження») Дана підпрограма обчислює час вивантаження для режиму вивантаження «на підставі частки» у такий спосіб: 20 25 де “ni” – кількість обертів, заданих для певної квоти положення жолоба (елемент масиву “quota[n]”) і RPM відбиває задану швидкість обертання, при якій жолоб 22 обертається навколо вертикальної осі за допомогою вузла 24 приводу жолоба. Обчислений результат відображається для кожного запису завантаження через колошник у колонку 164 полів даних табличної форми 154. У режимі «на підставі відсотків» час розвантаження задається користувачем. ПІДПРОГРАМА: “check flow rate” («перевірити витрату») 30 35 У даній підпрограмі витрата обчислюється розподілом об’єму партії за допомогою результату підпрограми «перевірити об’єм для прийомного бункера» на час розвантаження. Якщо отримана витрата не перебуває у діапазоні від мінімальної до максимальної швидкості вивантаження (попередньо визначається у відповідності з властивостями установки 12 завантаження через колошник), формується попереджуюче повідомлення, наприклад: “Batch 1: discharge rate is too low” „Партія 1: час вивантаження занадто повільний» ПІДПРОГРАМА: “check percentage input” («Перевірити введення процентного співвідношення») 40 Для режиму розвантаження «на підставі відсотків», дана підпрограма обчислює суму заданих процентних співвідношень (тобто значення елемента масиву “quota[n]”) для кожного запису завантаження через колошник відповідно. Якщо результат не дорівнює 100 відсоткам, формується попереджуюче повідомлення: 23 UA 103652 C2 “Batch 1: allocated percentage sum differs from 100” «Партія 1: сума розміщених відсотків відрізняється від 100» ПІДПРОГРАМА: “check charging direction” («Перевірити напрямок завантаження») 5 10 Дана підпрограма перевіряє, чи задане значення для елемента напрямку кожного запису завантаження через колошник відповідно й, якщо значення відсутнє, відображається попереджуюче повідомлення: “Batch 1: no charging direction specified” „Партія 1: не заданий напрямок завантаження“ Що стосується робочого режиму перегляду, особливо перегляду партії у роботі (дивися фіг. 9), виконуються наступні підпрограми: ПІДПРОГРАМА: “remove a batch” («вилучити партію») IF PUSHING button “remove batch line” THEN IF current batch number in actual matrix > batch to delete THEN MESSAGE "the batch cannot be deleted" ELSE WARNING "Do you really want to delete the batch?" IF ANSWER = YES THEN REMOVE line with the corresponding number in actual matrix SHIFT UP the lines below ENDIF ENDIF ENDIF 15 Дана підпрограма здійснюється у випадку використання будь-якої з клавіш керування у колонці 388 табличної форми 328. Подальші подробиці структури даних, яка називається „actual matrix“ подані нижче з посиланням на фіг. 14. ПІДПРОГРАМА: “extra coke after current charging cycle” («додатковий кокс після поточного циклу завантаження» IF PUSHING button "AFTER CURRENT EXTRACTION" THEN CALL SUBROUTINE "Extra coke check" ENDIF IF extra coke check = TRUE THEN INSERT extra-coke lines in actual matrix after last charging cycle line (do not overwrite any lines, shift them down) CALL SUBROUTINE "Update matrix" RETURN MESSAGE "Extra coke put into production" ELSE RETURN MESSAGE "Extra coke not put into production" ENDIF Вищенаведена підпрограма виконується, коли використовується клавіша 394 керування. 20 ПІДПРОГРАМА: “extra coke after current charge” («додатковий кокс після поточного завантаження») IF PUSHING button "AFTER CURRENT EXTRACTION" THEN CALL SUBROUTINE "Extra coke check" ENDIF IF extra coke check = TRUE THEN INSERT extra-coke lines in actual matrix after the charge that is currently extracted (do not overwrite any lines, shift them down) CALL SUBROUTINE "Update matrix" RETURN MESSAGE "Extra coke put into production" ELSE RETURN MESSAGE "Extra coke not put into production" ENDIF 24 UA 103652 C2 Вищенаведена підпрограма виконується, коли використовується клавіша 396 керування. ПІДПРОГРАМА: “extra coke after current batch” («Додатковий кокс після поточної партії») IF PUSHING button "AFTER CURRENT EXTRACTION" THEN CALL SUBROUTINE "Extra coke check" ENDIF IF extra coke check = TRUE THEN INSERT extra-coke lines in actual matrix after the batch that is currently extracted (do not overwrite any lines, shift them down) CALL SUBROUTINE "Update matrix" RETURN MESSAGE "Extra coke put into production" ELSE RETURN MESSAGE "Extra coke not put into production" ENDIF Вищенаведена підпрограма виконується, коли використовується клавіша 398 керування. 5 ПІДПРОГРАМА: “extra coke check” («перевірити додатковий кокс») IF PUSHING button "CHECK EXTRA COKE" OR CALLED THEN CALL SUBROUTINE "Check volume for weighing hopper" CALL SUBROUTINE "Check volume for receiving hopper" CALL SUBROUTINE "Check flow rate" CALL SUBROUTINE "Check overfilling of conveyor" CALL SUBROUTINE "Check availability of requested types" CALL SUBROUTINE "Check number of available extractors" ENDIF IF any check FAILED THEN RETURN extra coke check = FALSE ELSE RETURN extra coke check = TRUE 10 15 20 25 30 35 Дана підпрограма використовує перевірки, схожі з перевірками, які викликані підпрограмою «перевірити конфігурацію партії», установленими вище. Дані для керування технологічним процесом: блок даних матриці Блок-схема фіг. 14 відображає структуру й застосування блоку 402 даних тимчасової матриці й блоку 404 даних фактичної (поточної) матриці, створених користувальницьким інтерфейсом і збережених у пам'яті, наприклад, обидва на рівні PLC. Тільки затінені поля (ряди) у файлах 405 і 404 містять дані. Для спрощення відображений цикл завантаження, що містить тільки чотири партії, хоча у структурах даних 402, 404 можуть зберігатися дані, наприклад, до 16 партій завантажувального циклу й чотири додаткові завантаження коксу. Як зображено на фіг. 14, на етапі 502, тобто коли підпрограма «запустити в експлуатацію» викликає підпрограму «оновити матрицю» (дивися нижче), користувальницький інтерфейс копіює дані наборів даних партії й записів завантаження через колошник, що перебувають у цей момент у пам'яті сервера 42 або комп'ютера 46 відповідно до видів конфігурації й завантаження через колошник (дивися фіг. 4 і фіг. 7) у блок 402 даних тимчасової матриці, що зберігається у PLC. Придатне програмне забезпечення для зв'язку з PLC, таке як OLE для Process Comtrol (OPC) сервера запускається на сервері 42 і комп'ютері 46. Після того, як всі партії циклу завантаження завантажені установкою 10 подачі матеріалу, дані блоку 402 даних тимчасової матриці використовуються для перезапису даних у блоці 404 даних фактичної матриці на етапі 504. Етап 504 повторюється щораз, поки не завершиться цикл завантаження, тобто коли остання партія циклу завантаження зроблена установкою 10 подачі матеріалу. Таким чином, на рівні PLC дані блоку 404 даних фактичної матриці регулярно автоматично перезаписуються даними блоку 401 даних тимчасової матриці, у той час як дані блоку 402 даних тимчасової матриці перезаписуються тільки за запитом користувача за допомогою інтерфейсу "людина машина". Дані, що містяться у блоці 404 даних фактичної матриці, використовуються у пристроях керування сi для керування установкою 10 подачі матеріалу й установкою 12 завантаження через колошник. Ясно, що надання додаткового блоку 404 даних фактичної матриці дозволяє користувачеві втручатися у робочий режим набору параметрів для зміни поточного циклу завантаження для того, щоб ухилитися від даних поточного набору параметрів, збережених у блоці 402 даних тимчасової матриці, наприклад, за допомогою додавання 25 UA 103652 C2 5 10 15 20 25 додаткових партій коксу за допомогою клавіш 394, 396, 398 або за допомогою видалення певних партій за допомогою відповідної клавіші колонки 388, безпосередньо у блоці 404 даних фактичної матриці. Наступна інформація для керування установкою 10 подачі матеріалу включена у блоки даних 402, 404 матриці для кожної партії відповідно: - вага у вологому стані, що витягається з кожного вагового бункера-дозатора 16-1…16-n за допомогою взаємозалежного екстрактора 18-1...18-n обчислюється за допомогою підпрограми «зважування у підбункерному приміщенні», описаної нижче відповідно до набору даних партії за допомогою пропорції комплектування партії й кількості номінального завантаження для кожного типу попередньо сконфігурованого матеріалу, - розташування матеріалу у/на конвеєрі 14, особливо на головному стрічковому конвеєрі (дивися опис фіг. 16 нижче) визначається за допомогою індикаторів розташування партії. Наступна інформація для керування установкою 10 завантаження через колошник включена у блоки даних 402, 404 фактичної матриці для кожної партії відповідно: - ідентифікатор набору параметрів, - ідентифікатор партії, - сукупний тип матеріалу (О=залізовмісний, С=кокс), - середня щільність шихти (дивися підпрограму «середня щільність»), - загальна вага партії, що очікується з установки 10 подачі матеріалу, - напрямок повороту жолоба (початок шихтування від стінки печі або центра), - час стоку (загальний час вивантаження), - кут запуску (для вивантаження), - кутове збільшення (для вивантаження), - час вивантаження на кутове поворотне положення (дивися підпрограму «час на кожне положення»), - вага вивантаження на кутове поворотне положення (розраховується за допомогою виміру mmeas загальної ваги партії й пропорції часу, проведеного у даному положенні: t i m im meas t i , 30 35 де ti як визначено нижче - керуюча інформація для закриття засувки 28-1, 28-2 для матеріалу між кутовими поворотними положеннями (якщо необхідно). Вищенаведена інформація виводиться автоматично за допомогою користувальницького інтерфейсу за допомогою записів завантаження через колошник, описаних вище. На фіг. 15 схематично зображені структури даних, що підходять для змісту інформації для керування установкою 10 завантаження через колошник. Кінець циклу завантаження позначений порожніми (не визначеними) полями у структурах даних (або в останньому полі, наприклад, партія номер 20). Користувальницький інтерфейс виконує наступні підпрограми для формування даних для блоків даних матриці, насамперед блоку 402 даних тимчасової матриці. 40 Підпрограма: “update matrix” («оновити матрицю) 45 50 Ця підпрограма виводить для кожної партії інформацію, що підходить для керування установкою 10 подачі матеріалу й установкою 12 завантаження через колошник з наборів даних партій і записів завантаження через колошник, що перебувають у цей момент у пам'яті (як завантажено, введено або змінено за допомогою видів конфігурації партії й завантаження через колошник). Підпрограма перетворить значення елементів релевантної інформації у придатний формат, наприклад, формат, що підходить для використання OPS-сервером і копіює таку форматовану інформацію у відповідні поля блоку даних 402 тимчасової матриці. Деякі значення, які копіюють у блок даних 402 матриці, необхідно розрахувати у такий спосіб: ПІДПРОГРАМА: “time per position” («час на кожне положення) 55 Дана підпрограма обчислює час, за який матеріал повинен бути вивантажений на кожному кутовому положення розподільного жолоба. У режимі «на підставі частки» користувальницький інтерфейс розраховує час у такий спосіб: 26 UA 103652 C2 5 де «ti» - це час, що повинен бути визначений, «RPM» - це швидкість обертання, при якій обертається жолоб 22 і «ni» - це значення квоти [i] елемента масиву, задане у записі завантаження через колошник для відповідного поворотного положення. У режимі «на підставі відсотків» користувальницький інтерфейс розраховує час у такий спосіб: 10 де «ti» - це час, що повинен бути визначений, «t» - час загального вивантаження, заданий користувачем і «хi» - значення (процентне співвідношення ваги, що вивантажується) квоти [i] елемента масиву заданого у записі завантаження через колошник для відповідного поворотного положення. 15 ПІДПРОГРАМА: “average density” («середня щільність») Дана підпрограма обчислює середню щільність матеріалу для даної партії у такий спосіб: 20 де «W» - загальна вага партії у вологому стані, тобто значення елемента «вага партії» (дивися підпрограму «встановити вагу, що витягається») і «V» - загальний об’єм партії, тобто значення елемента «об’єм партії» (дивися підпрограму «перевірити об’єм прийомного бункера»). 25 ПІДПРОГРАМА: “stockhouse weights” (зважування у підбункерному приміщенні) 30 У запропонованому варіанті здійснення підпрограма для кожного запису комплектування партії, визначеної у наборі даних партії обчислює взаємозалежну з ним кількість комплектування партіїї, яку установка 10 подачі матеріалу повинна забезпечувати у попередньо сконфігурованій партії сировинного матеріалу. З цією метою, використовується значення елемента пропорції комплектування партії й значення елемента кількості номінального завантаження, взаємозалежної з відповідним типом матеріалу у такий спосіб: 35 40 45 50 де “m(i, batchj)” – кількість комплектування партії, визначена у відповідному записі комплектування партії, насамперед вага, що витягається, у вологому стані, “m(charge, i)” кількість номінального завантаження, визначена у відповідному записі завантажувального матеріалу, “%(requested, i)” - пропорція комплектування партії, визначена у відповідному записі комплектування партії й “ωi“ - середня вологість завантаженого матеріалу з таблиці матеріалу. Ясно, що кількість комплектування партії (тобто у вазі у вологому стані, вираженому у кілограмах [kg] розраховується тільки, якщо необхідно для відновлення блоку 402 даних тимчасової матриці з метою керування й, якщо необхідно для контролюючої підпрограми, але не зберігається у файлі набору параметрів, що використовується за допомогою користувальницького інтерфейсу для заповнення або збереження змісту табличної форми 128. Відповідні дані блоку 404 даних фактичної матриці після відновлення змістом блоку даних 402 тимчасової матриці використовуються для операції керування установкою 10 подачі матеріалу за допомогою архітектури системи керування, як зображено на фіг. 2-3. Крім того, дані, що відносяться до параметрів завантаження через колошник із блоку даних 404 матриці використовуються, серед усього іншого, для: 27 UA 103652 C2 5 10 - проходження керуючої інформації до установки 12 завантаження через колошник за допомогою архітектури системи керування, як зображено на фіг. 2-3, - визначення властивостей прийомного бункера (у випадку, якщо всі бункери заповнені або порожні), - відстежування просування матеріалу на конвеєрі 14 від установки 10 подачі матеріалу до установки 12 завантаження через колошник. На фіг. 16 зображений приклад багатошарових партій 602, 604, які подаються установкою 10 подачі матеріалу за допомогою керуючої інформації, отриманої від індикаторів розташування партії відповідних наборів даних завантаження. Посилальні позиції А1, А2, З1, NC, O1, P1 і S1 означають ділянки відповідного типу матеріалу. Схематично зображене розташування шарів партій 602, 604 фіг. 16 відповідає наборам даних партії, визначених у такий спосіб: Партії 1 1 C1 50 2 E S1 50 3 15 20 25 30 35 40 45 2 + C1 50 + S1 50 3 + NC 100 4 5 6 7 P1 100 + O1 100 + A1 100 + A2 100 + Індикатор розташування партії для запису 1 (колонка) партії 1 (ряд) означає, що два екстрактори для типу коксу С1 повинні здійснювати спільне вивантаження. Відповідно, партія 602 з багатошаровими ділянками типу матеріалу С1 завантажується на конвеєр 14. У наступному наборі даних (ряд 2) партії, індикатори розташування партії служать для позначення того, що вивантаження двох екстракторів, які забезпечують тип матеріалу S1 і одного екстрактора, який забезпечує тип матеріалу NC здійснюється спільно. Схожим чином, індикатори розташування партії служать для попередньої конфігурації багатошарових ділянок Р1, О1, А1 і А2. Партія 602 відповідає попередній конфігурації за допомогою набору даних 2 (ряд 2) партії. Можна відзначити, що перший екстрактор, який заданий у послідовності ділянок, які повинні бути вивантажені пошарово відповідно до порядку записів комплектування партії у наборі даних партії, розглядається як контрольний екстрактор. Екстракція наступної(-их) секції(-ій) починається, коли контрольний екстрактор закінчить роботу. У висновку коротенько буде розглянуте зразкове застосування запропонованого користувальницького інтерфейсу. Склад шихти (наприклад, на тонну рідкого металу) встановлюється або оператором вручну за допомогою введення відповідної заданої кількості або автоматично за допомогою зовнішнього модуля/бази даних для обчислення складу шихти. За допомогою заданої оператором контрольної кількості (наприклад, висота шару коксу у колошника печі), за допомогою користувальницького інтерфейсу для кожного необхідного типу матеріалу обчислюється кількість номінального завантаження, тобто кількість матеріалу, що повинна бути додана на номінальне завантаження. Оператор вибирає кількість завантажень, що підлягають завантаженню на певну кількість циклів завантаження й визначає склад кожної партії за допомогою вибору типів матеріалів (кокс, агломерат, котуни) і за допомогою впливу на пропорцію комплектування партії, наприклад, процентне співвідношення даного матеріалу, що повинно бути включене у партію. Якщо дозволено, системою керування підбункерного приміщення, оператор може задавати розташування типів сировинного матеріалу на головному стрічковому конвеєрі. Таким чином, задається вся релевантна інформація для набору параметрів. Набори параметрів можна зберігати, завантажувати й редагувати. Набір параметрів не вимагає ручного відновлення у випадку зміни/відновлення складу шихти (за допомогою введення нового складу шихти на тонну рідкого металу), тому що склад партій задається у пропорції (наприклад, у вигляді процентного співвідношення) ваги номінального завантаження. Користувальницький інтерфейс сприяє операторові за допомогою різноманітних перевірок, наприклад, перевіркою того, чи всі типи матеріалу, що завантажується, застосовані до партій, і що приймальні бункери не будуть переповнені. ПЕРЕЛІК УМОВНИХ ПОЗНАЧЕНЬ Фіг. 1-3 10 Автоматизована установка подачі матеріалу 12 Автоматизована установка завантаження через колошник 14 Конвеєр 16 -1…16-n Вагові бункери-дозатори 18 -1…18-n Екстрактори 19 Привод конвеєра 20 -1, 20-2 Приймальні бункери 22 Розподільний жолоб 28
ДивитисяДодаткова інформація
Назва патенту англійськоюComputer system and method for controlling charging of a blast furnace by means of a user interface
Автори англійськоюTockert, Paul, Meyer, Damien, Hansen, Fabrice
Автори російськоюТокер Поль
МПК / Мітки
МПК: F27B 1/20, G05B 19/418, C21B 7/20, C21B 5/00
Мітки: спосіб, інтерфейсу, завантаженням, система, доменної, допомогою, печі, користувальницького, керування, комп'ютерна
Код посилання
<a href="https://ua.patents.su/41-103652-kompyuterna-sistema-jj-sposib-keruvannya-zavantazhennyam-domenno-pechi-za-dopomogoyu-koristuvalnickogo-interfejjsu.html" target="_blank" rel="follow" title="База патентів України">Комп’ютерна система й спосіб керування завантаженням доменної печі за допомогою користувальницького інтерфейсу</a>
Спосіб керування розподілом шихти на колошнику доменної печі за допомогою електромагнітного поля
Номер патенту: 33854
Опубліковано: 10.07.2008
Автори: Бойко Володимир Семенович, Матвієнков Сергій Анатольович, Руських Володимир Петрович, Степнов Ксенофонт Ксенофонтович, Косолап Микола Володимирович, Степнов Дмитро Ксенофонтович
МПК: C21B 5/00, C22C 33/00, C21B 7/00
Мітки: допомогою, шихти, колошнику, керування, спосіб, електромагнітного, печі, розподілом, поля, доменної
Формула / Реферат:
Спосіб керування розподілом шихти на колошнику доменної печі за допомогою електромагнітного поля, що включає конусне завантаження шихти, розподіл її методом обертання малого конуса і набір декількох скіпів на великому конусі, який відрізняється тим, що вище рівня засипки на кожух колошника або в захисних плитах доменної печі встановлено соленоїди, потужність яких залежить від маси та порядку завантажуваної шихти через конусний...
Спосіб керування розподілом шихти на колошнику доменної печі
Номер патенту: 85651
Опубліковано: 10.02.2009
Автори: Степнов Ксенофонт Ксенофонтович, Бойко Володимир Семенович, Косолап Микола Володимирович, Степнов Дмитро Ксенофонтович, Матвієнков Сергій Анатолійович, Руських Володимир Петрович
МПК: B03C 1/23, C21B 7/20, C21B 7/00, B03C 1/08, B03C 1/00, F27B 1/20, F27D 3/10, B03C 1/26, C21B 7/18
Мітки: шихти, керування, доменної, колошнику, спосіб, печі, розподілом
Формула / Реферат:
Спосіб керування розподілом шихти на колошнику доменної печі, який включає завантаження шихти у доменну піч за допомогою триконусного завантажувального пристрою, розподіл шихти з набором декількох скіпів на великому конусі триконусного завантажувального пристрою шляхом обертання малого конуса, який відрізняється тим, що додатково встановлюють соленоїди, які створюють електромагнітне поле вище рівня засипки шихти на кожусі колошника або...
Спосіб керування окружним розподілом шихтових матеріалів на колошнику доменної печі

Номер патенту: 88848
Опубліковано: 25.11.2009
Автори: Большаков Вадим Іванович, Семенов Юрій Станіславович, Шутилев Фелікс Михайлович, Муравйова Ірина Геннадіївна
Мітки: спосіб, розподілом, керування, окружним, шихтових, печі, матеріалів, доменної, колошнику
Формула / Реферат:
Спосіб керування окружним розподілом шихтових матеріалів на колошнику доменної печі, обладнаної безконусним завантажувальним пристроєм, що включає вимірювання швидкостей опускання шихти і рівня засипу по окружності колошника, визначення сектора з відмінною, протягом 1 години, швидкістю опускання на 0,5 м/год. та/або стабільним перекосом в 0,5 м профілю поверхні засипу, вивантаження порцій шихтових матеріалів з бункерів безконусного...
Спосіб завантаження доменної печі
Номер патенту: 47800
Опубліковано: 15.07.2002
Автори: Адаменко Олександр Васильйович, Сокуренко Анатолій Валентинович, Костенко Георгій Петрович, Лялюк Віталій Павлович, Шеремет Володимир Олександрович, Донсков Евгеній Гаврилович
МПК: C21B 7/20
Мітки: доменної, завантаження, спосіб, печі
Формула / Реферат:
1. Спосіб завантаження доменної печі, при якому здійснюється набір у приймальну лійку двоконусового засипного апарата з обертовим розподільником шихти порцій (скіпів) коксу і залізорудних матеріалів з добавками, перевантаження матеріалів з малого конуса на великий конус і далі на колошник печі, який відрізняється тим, що на малому конусі формують подачу, що складається з n = 2-6 порцій (скіпів) одного виду матеріалу, що чергуються між собою...
Спосіб керування тепловим станом доменної печі
Номер патенту: 4728
Опубліковано: 15.02.2005
Автори: Падалка Володимир Павлович, Новохатський Олександр Михайлович, Літвінов Леонід Федорович, Кузнецов Олександр Михайлович, Димченко Євген Миколайович, Михайлюк Геннадій Дмитрович
МПК: C21B 7/24
Мітки: станом, керування, печі, спосіб, тепловим, доменної
Формула / Реферат:
Спосіб керування тепловим станом доменної печі, що містить вимірювання різниці електропотенціалів на кожусі в секторі чавунної льотки та відповідну зміну режиму завантажування шихтових матеріалів та параметрів дуттьового режиму, який відрізняється тим, що при додатній розбіжності між різницями електропотенціалів в моменти закінчення теперішнього та попереднього випусків рідких продуктів плавки (чавунна льотка продута) збільшують витрати коксу...
Попередній патент: Літальний апарат вертикального зльоту-посадки (лавзп)
Наступний патент: Кінотелеоператорський кран
Випадковий патент: Спосіб перетворення виштовхувальної сили рідини у механічну енергію та пристрій для його здіснення