Спосіб обробки кромок будівельних панелей
Формула / Реферат
1. Спосіб виробництва механічних замикаючих систем на панелі (1′, 1) підлоги, використовуючи першу конфігурацію (68) інструмента, в якому панель (1′, 1) підлоги містить:
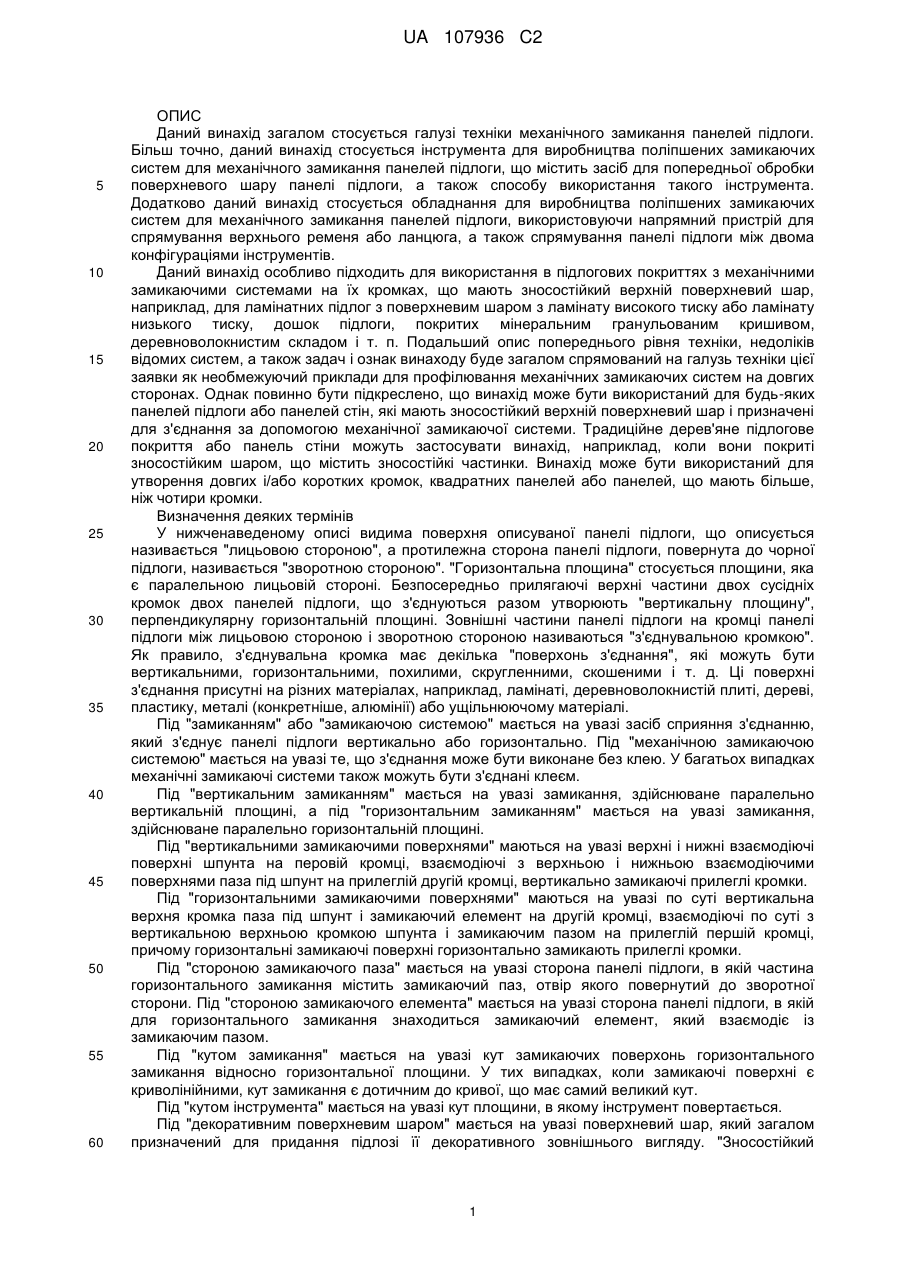
зносостійкий верхній поверхневий шар (31), внутрішній шар (30) і механічні замикаючі системи (43, 46, 11, 19; 53, 56, 12, 18) на першій (1) і другій (1′) кромках для горизонтального замикання панелі (1′, 1) підлоги з подібними іншими панелями, причому механічна замикаюча система містить:
першу пару замикаючих поверхонь на першій кромці (1) панелі і другу пару замикаючих поверхонь на протилежній другій кромці (1′), при цьому перша пара замикаючих поверхонь містить першу верхню кромку (19) і замикаючий елемент (8), а друга пара замикаючих поверхонь містить другу верхню кромку (18) і замикаючий паз (14), в якому:
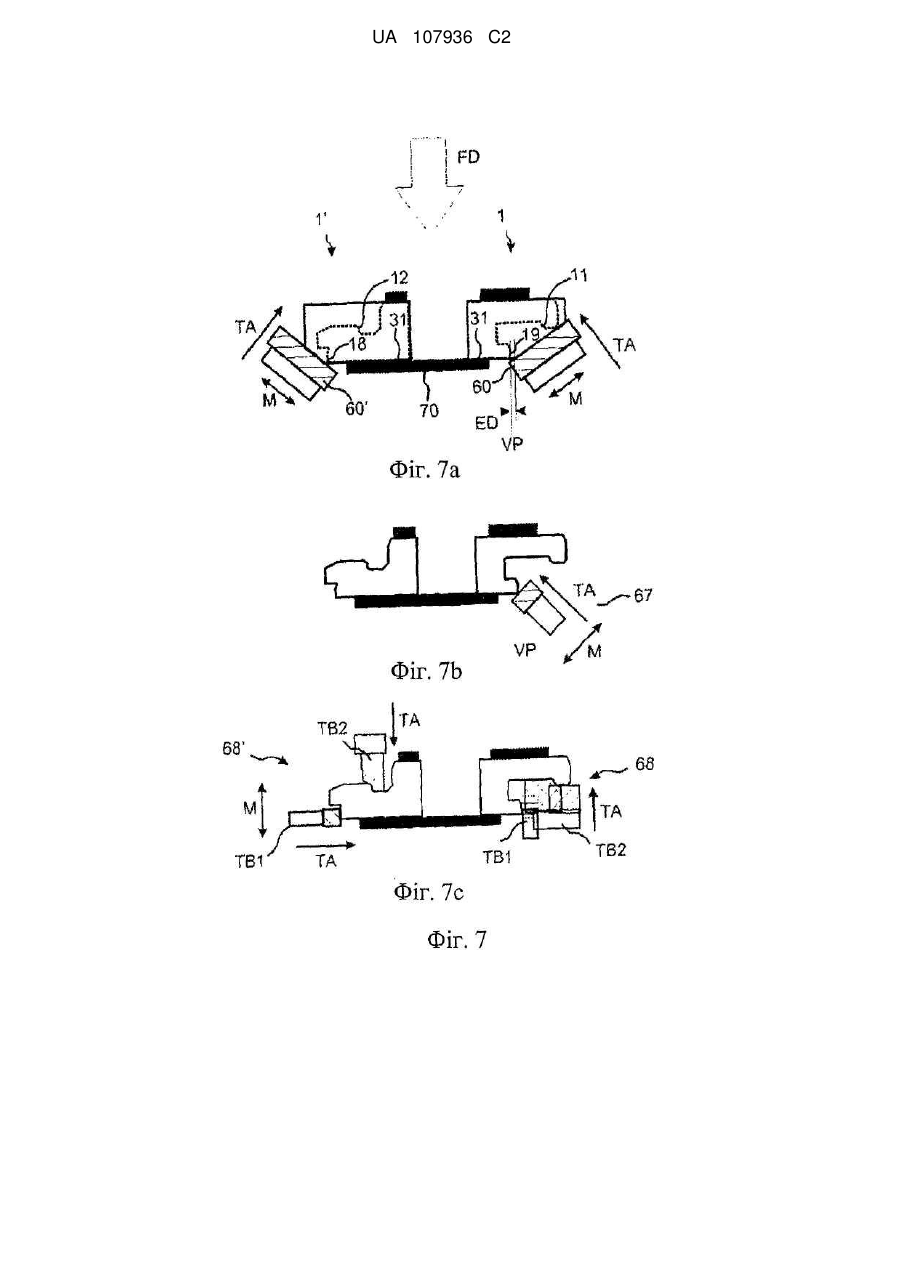
панель підлоги переміщують в напрямку (FD) подачі, причому її першу кромку (1) переміщують відносно першої конфігурації (68) інструмента, при цьому перша конфігурація (68) інструмента містить першу і другу інструментальні одиниці (ТВ1, ТВ2), розміщені на одній і тій же стороні (88) першого опорного стовпа (80), що має дві протилежні сторони (88, 89),
попередньо обробляють щонайменше частину зносостійкого верхнього поверхневого шару (31b) панелі (1) підлоги на першій верхній кромці (19) таким чином, що властивості поверхневого шару змінюються;
обробляють першою (ТВ1) і другою (ТВ2) інструментальними одиницями щонайменше частину першої пари замикаючих поверхонь (19, 8).
2. Спосіб за п. 1, в якому переміщують панелі (1′) підлоги в напрямку (FD) подачі, причому її другу кромку (18) переміщують відносно другої конфігурації (68′) інструмента, при цьому друга конфігурація (68′) інструмента містить першу і другу інструментальні одиниці (ТВ1, ТВ2), розміщені на одній і тій же стороні другого опорного стовпа (88), що має дві протилежні сторони (88, 89), і
за рахунок другої конфігурації (68′) інструмента утворюють щонайменше частину щонайменше однієї з поверхонь другої пари замикаючих поверхонь (18, 14).
3. Спосіб за п. 2, в якому обробляють щонайменше частину зносостійкого верхнього поверхневого шару (31b) панелі (1′) підлоги на другій верхній кромці (18) таким чином, що властивості поверхневого шару змінюються, перед тим як утворюють щонайменше частину щонайменше однієї з поверхонь другої пари замикаючих поверхонь (18, 14).
4. Спосіб за будь-яким з пп. 1-3, в якому конфігурація (68) інструмента є конфігурацією обертового інструмента, що містить першу інструментальну одиницю (ТВ1), що має перший диск (95) інструмента, і другу інструментальну одиницю (ТВ2), що має другий диск (96) інструмента, причому перший і другий диски інструмента приводять в дію одним обертовим валом (87), при цьому диски здатні змінювати положення один відносно одного.
5. Спосіб за будь-яким з пп. 1-3, в якому перша інструментальна одиниця (ТВ1) містить перший диск (95) інструмента, а друга інструментальна одиниця (ТВ2) містить другий диск (96) інструмента, причому перший диск (83) інструмента приводять в дію першим обертовим валом (86), а другий диск (84) інструментаприводять в дію другим обертовим валом (87), при цьому перший (86) і другий (87) обертові вали встановлені на одній і тій же стороні (88) опорного стовпа (80).
6. Спосіб за будь-яким з п. 4 або 5, в якому конфігурація (68) інструмента, що має щонайменше перший диск (95) інструмента, обробляє поверхню по суті паралельно вертикальному куту (ТА1) конфігурації інструмента або паралельно куту (LA) замикання замикаючої поверхні (11), або паралельно будь-якому куту, що знаходиться між вертикальним кутом (ТА1) конфігурації інструмента і кутом (LA) замикання замикаючої поверхні (11).
7. Спосіб за одним з пп. 1-3, в якому конфігурація (68) інструмента є конфігурацією протягувального інструмента, що містить першу інструментальну одиницю (ТВ1), яка має першу арматуру і другу інструментальну одиницю (ТВ2), яка має другу арматуру, при цьому арматура, що має щонайменше одну державку (107) з наконечником (106), утворює замикаючі поверхні щонайменше одним наконечником, що має поверхню, яка видаляє стружку, закріпленим під конкретним кутом і в конкретному місцерозташуванні на державці (107).
8. Спосіб за будь-яким з пп. 1-7, в якому попередня обробка щонайменше частини зносостійкого верхнього поверхневого шару (31b) панелі (1′, 1) підлоги на верхній кромці (18, 19) панелі підлоги полягає в тому, що:
видаляють частину краю (76) на верхній кромці (18, 19) зносостійкого верхнього поверхневого шару (31).
9. Спосіб за п. 8, в якому видаляють частину краю (76) верхньої кромки (18, 19) зносостійкого верхнього поверхневого шару (31) за допомогою традиційної фрези для чорнового різання, яку розміщують (ED) поруч з кінцевою кромкою верхнього поверхневого шару в місцеположенні (TD) близькому до фрези для чистового різання.
10. Спосіб за будь-яким з пп. 1-9, в якому попередня обробка щонайменше частини зносостійкого верхнього поверхневого шару (31) панелі (1’, 1) підлоги на верхній кромці (18, 19) панелі підлоги є проміжним етапом попередньої обробки, що полягає в тому, що:
видаляють частину краю (76) на верхній кромці (18, 19) зносостійкого верхнього поверхневого шару (31); а
перший етап попередньої обробки, який передує проміжному етапу попередньої обробки полягає в тому, що:
видаляють щонайменше частину верхнього поверхневого шару (31) панелі підлоги на першій кромці (1) за допомогою першого інструмента (60) для попередньої обробки.
11. Спосіб за одним з пп. 1-7, в якому попередня обробка щонайменше частини зносостійкого верхнього поверхневого шару (31) панелі (1′, 1) підлоги на верхній кромці (18, 19) панелі підлоги полягає в тому, що:
зменшують твердість за рахунок змащування і/або нагрівання (67) частини краю (76) зносостійкого верхнього поверхневого шару (31).
12. Спосіб за п. 11, в якому змащування (67) є змащуванням воском.
13. Спосіб за п. 11, в якому нагрівання (67) здійснюють за допомогою нагрівання лазером або інфрачервоними лампами, або гарячим повітрям, або ковзним башмаком, або мікрохвилями.
14. Спосіб за будь-яким з пп. 8-10, в якому видалений край (76) зносостійкого верхнього поверхневого шару (31) є ділянкою кромки, яка є тоншою, ніж верхній поверхневий шар (31).
15. Спосіб за будь-яким з пп. 1-14, в якому зносостійкий верхній поверхневий шар (31) є ламінатом або деревноволокнистим складом.
Текст
Реферат: Даний винахід стосується способу обробки кромок будівельних панелей, що застосовує конфігурацію інструмента з етапом попередньої обробки, яка виробляє поліпшену замикаючу систему панелі 1, 1' підлоги. За допомогою спеціальної конфігурації інструментів і етапу попередньої обробки, який змінює властивості поверхневого рівня, профілюються точні поверхні з'єднувальної кромки панелі інструментів, що в результаті приводить до зменшення відхилень. UA 107936 C2 (12) UA 107936 C2 UA 107936 C2 5 10 15 20 25 30 35 40 45 50 55 60 ОПИС Даний винахід загалом стосується галузі техніки механічного замикання панелей підлоги. Більш точно, даний винахід стосується інструмента для виробництва поліпшених замикаючих систем для механічного замикання панелей підлоги, що містить засіб для попередньої обробки поверхневого шару панелі підлоги, а також способу використання такого інструмента. Додатково даний винахід стосується обладнання для виробництва поліпшених замикаючих систем для механічного замикання панелей підлоги, використовуючи напрямний пристрій для спрямування верхнього ременя або ланцюга, а також спрямування панелі підлоги між двома конфігураціями інструментів. Даний винахід особливо підходить для використання в підлогових покриттях з механічними замикаючими системами на їх кромках, що мають зносостійкий верхній поверхневий шар, наприклад, для ламінатних підлог з поверхневим шаром з ламінату високого тиску або ламінату низького тиску, дошок підлоги, покритих мінеральним гранульованим кришивом, деревноволокнистим складом і т. п. Подальший опис попереднього рівня техніки, недоліків відомих систем, а також задач і ознак винаходу буде загалом спрямований на галузь техніки цієї заявки як необмежуючий приклади для профілювання механічних замикаючих систем на довгих сторонах. Однак повинно бути підкреслено, що винахід може бути використаний для будь-яких панелей підлоги або панелей стін, які мають зносостійкий верхній поверхневий шар і призначені для з'єднання за допомогою механічної замикаючої системи. Традиційне дерев'яне підлогове покриття або панель стіни можуть застосувати винахід, наприклад, коли вони покриті зносостійким шаром, що містить зносостійкі частинки. Винахід може бути використаний для утворення довгих і/або коротких кромок, квадратних панелей або панелей, що мають більше, ніж чотири кромки. Визначення деяких термінів У нижченаведеному описі видима поверхня описуваної панелі підлоги, що описується називається "лицьовою стороною", а протилежна сторона панелі підлоги, повернута до чорної підлоги, називається "зворотною стороною". "Горизонтальна площина" стосується площини, яка є паралельною лицьовій стороні. Безпосередньо прилягаючі верхні частини двох сусідніх кромок двох панелей підлоги, що з'єднуються разом утворюють "вертикальну площину", перпендикулярну горизонтальній площині. Зовнішні частини панелі підлоги на кромці панелі підлоги між лицьовою стороною і зворотною стороною називаються "з'єднувальною кромкою". Як правило, з'єднувальна кромка має декілька "поверхонь з'єднання", які можуть бути вертикальними, горизонтальними, похилими, скругленними, скошеними і т. д. Ці поверхні з'єднання присутні на різних матеріалах, наприклад, ламінаті, деревноволокнистій плиті, дереві, пластику, металі (конкретніше, алюмінії) або ущільнюючому матеріалі. Під "замиканням" або "замикаючою системою" мається на увазі засіб сприяння з'єднанню, який з'єднує панелі підлоги вертикально або горизонтально. Під "механічною замикаючою системою" мається на увазі те, що з'єднання може бути виконане без клею. У багатьох випадках механічні замикаючі системи також можуть бути з'єднані клеєм. Під "вертикальним замиканням" мається на увазі замикання, здійснюване паралельно вертикальній площині, а під "горизонтальним замиканням" мається на увазі замикання, здійснюване паралельно горизонтальній площині. Під "вертикальними замикаючими поверхнями" маються на увазі верхні і нижні взаємодіючі поверхні шпунта на перовій кромці, взаємодіючі з верхньою і нижньою взаємодіючими поверхнями паза під шпунт на прилеглій другій кромці, вертикально замикаючі прилеглі кромки. Під "горизонтальними замикаючими поверхнями" маються на увазі по суті вертикальна верхня кромка паза під шпунт і замикаючий елемент на другій кромці, взаємодіючі по суті з вертикальною верхньою кромкою шпунта і замикаючим пазом на прилеглій першій кромці, причому горизонтальні замикаючі поверхні горизонтально замикають прилеглі кромки. Під "стороною замикаючого паза" мається на увазі сторона панелі підлоги, в якій частина горизонтального замикання містить замикаючий паз, отвір якого повернутий до зворотної сторони. Під "стороною замикаючого елемента" мається на увазі сторона панелі підлоги, в якій для горизонтального замикання знаходиться замикаючий елемент, який взаємодіє із замикаючим пазом. Під "кутом замикання" мається на увазі кут замикаючих поверхонь горизонтального замикання відносно горизонтальної площини. У тих випадках, коли замикаючі поверхні є криволінійними, кут замикання є дотичним до кривої, що має самий великий кут. Під "кутом інструмента" мається на увазі кут площини, в якому інструмент повертається. Під "декоративним поверхневим шаром" мається на увазі поверхневий шар, який загалом призначений для придання підлозі її декоративного зовнішнього вигляду. "Зносостійкий 1 UA 107936 C2 5 10 15 20 25 30 35 40 45 50 55 60 поверхневий шар" стосується високоабразивного поверхневого шару, який головним чином адаптований для поліпшення зносостійкості лицьової сторони. На основі цього можна зробити висновок про те, що "декоративний зносостійкий поверхневий шар" є шаром, який призначений для того, щоб забезпечити підлогу декоративним оформленням, а також поліпшити тривалість експлуатації лицьової сторони. Поверхневий шар накладається на внутрішній шар. "Край поверхневого шару" стосується частини поверхневого шару ділянок панелі підлоги, які знаходяться поруч із з'єднувальною кромкою, тобто стосується ділянки поверхневого шару, що йде вздовж з'єднувальної кромки. Для полегшення розуміння опису даного винаходу, а також для ознайомлення із задачами, що стоять перед винаходом, далі з посиланням на фіг. 1-6 прикладених креслень слідує опис стандартної конструкції і функцій панелей підлоги. Стандартна конструкція і функції також повністю або частково використовуються в даному винаході. Механічна замикаюча система містить шпунт і паз під шпунт для вертикального замикання, а також замикаючий елемент і замикаючий паз для горизонтального замикання. Вона має щонайменше чотири пари фактично взаємодіючих замикаючих поверхонь, дві пари для вертикального замикання і дві пари для горизонтального замикання. Замикаюча система містить декілька інших поверхонь, які звичайно не стикаються одна з одною, і, отже, можуть бути зроблені зі значно більшими допустимими відхиленнями, ніж взаємодіючі замикаючі поверхні. Ламінатне підлогове покриття звичайно складається з внутрішнього шару, що містить 6-9 мм деревноволокнистої плити, верхнього поверхневого шару товщиною 0,20 мм і нижнього балансуючого шару. Поверхневий шар надає дошкам настилу необхідний зовнішній вигляд і зносостійкість. Внутрішній шар забезпечує міцність, а балансуючий шар захищає панель настилу при змінах відносної вологості (RH) протягом року. Механічні замикаючі системи звичайно утворюються за допомогою механічної обробки внутрішнього шару панелі. Така обробка повинна бути дуже точною для того, щоб гарантувати високу якість. Особливо важливо щоб вертикальна і горизонтальна замикаючі поверхні були б утворені з високою точністю для того, щоб гарантувати простоту встановлення і точність відповідності між прилеглими кромками. На фіг. 1а проілюстрована механічна замикаюча система згідно з попереднім рівнем техніки, яка може бути замкнута, використовуючи установку зі зміною кута, причому така система широко поширена на ринку. Подібна замикаюча система може бути сконструйована, щоб закриватися вертикальним або горизонтальним защіпанням. Показаний вертикальний поперечний переріз частини довгої сторони 4а панелі підлоги 1', а також частини довгої сторони 4b прилеглої панелі підлоги 1. Основні частини панелей 1, 1' підлоги можуть складатися з деревноволокнистої плити або внутрішнього шару 30, на лицьову сторону якого спирається зносостійкий і декоративний поверхневий шар 31, а на зворотну сторону (нижню сторону) якого спирається балансуючий шар 32. Замикаюча система має шпунт 10 і паз 9 під шпунт, які замикають панелі у вертикальному напрямку D1, причому верхня 53 і нижня 56 поверхні шпунта взаємодіють з верхньої 43 і нижньої 46 поверхнями паза під шпунт. З балансуючого шару панелі підлоги утворюється планка 6, яка підтримує замикаючий елемент 8 на стороні 1 замикаючого елемента 8. Отже, таким чином, планка 6 і замикаючий елемент 8 можуть утворювати виступаючу нижню частину паза 46 під шпунт. Замикаючий елемент 8, утворений на планці 6, має поверхню 11 замикаючого елемента, яка взаємодіє з робочою поверхнею 12 замикаючого паза, що знаходиться на замикаючому пазу 14, який знаходиться на протилежній стороні замикаючого паза прилеглої панелі 1' підлоги. За рахунок з'єднання між горизонтальними робочими замикаючими поверхнями 11, 12 досягається горизонтальне замикання панелей 1, 1' підлоги упоперек з'єднувальної кромки (напрямок D2), якщо панелі переміщують в сторону одна від одної. Кут А замикання замикаючих поверхонь 11, 12 в цьому показаному варіанті здійснення становить 90 градусів, і це забезпечує міцне горизонтальне замикання. Замикаючі системи також можуть бути утворені з іншими кутами замикання, наприклад, 45-60 градусів. Деякі замикаючі системи мають відносно невеликий кут замикання, наприклад, 30 градусів. Невеликі кути замикання дозволяють виготовити дуже компактні замикаючі системи і зекономити матеріал. Однак міцність замикання таких систем є відносно низькою. Верхня частина сторони 1 замикаючого елемента містить першу верхню кромку 19, а верхня частина сторони 1' замикаючого паза містить другу верхню кромку 18, які запобігають горизонтальному переміщенню, якщо панелі з'єднані одна з одною. На фіг. 1b показаний ламінатний поверхневий шар, який складається з прозорого покриття 33 з зносостійкими частинками оксиду 36 алюмінію і декоративного паперового шару 35 з малюнком, що надає поверхні її декоративні характеристики. Малюнок, який в більшості 2 UA 107936 C2 5 10 15 20 25 30 35 40 45 50 55 випадків має деревний дизайн, звичайно має білий несучий шар, який не бачимо завдяки прямим вертикальним верхнім кромкам. Деякі панелі підлоги мають декоративні фаски 31а, які покриті фарбою або декоративною плівкою. Також відомо що частина покриття 31b може бути оброблена як невелика фаска для того, щоб кромка була пологішою і, щоб видалити стружки кромки, які можуть з'явитися, якщо інструменти не є гострими. Така обробка покриття виконується як заключний етап після обробки поверхневого шару і верхньої кромки операціями, які подібні шліфувальним операціям. Замикаюча система (шпунтове замикання) також може бути утворена без планки 6, як показано на фіг. 2а. Замикаючий елемент 8 в цьому варіанті здійснення розташовується на шпунті 10 і замикаючий паз 14 утворюється як канавка в пазу 9 під шпунт. Замикаюча система також може бути утворена за допомогою шпунта 10а, який відхиляється, (замикання з відхиленням), який може бути зміщений під час замикання. Замикаюча система, подібна до тієї, яка показана на фіг. 2b, може бути замкнена вертикальним переміщенням D1. Замикаюча система (гакове замикання) також може бути утворена без шпунта, як показано на фіг. 2с для того, щоб здійснити замикання в горизонтальному напрямку D2. Така замикаюча система використовується на коротких сторонах вузьких панелей підлоги. Вертикальне замикання здійснюється з довгими сторонами прилеглих панелей. Кожна з цих відомих замикаючих систем, яка використовується для горизонтального замикання панелей, має дві пари взаємодіючих поверхонь 18, 19 і 11, 12, які повинні точно відповідати одна одній, щоб функціонування здійснювалося належним чином. На фіг. 3а (вигляд збоку) і 3b (вигляд зверху) проілюстрований спосіб виробництва замикаючої системи, який найчастіше використовується, і основні недоліки, що стосуються такого виробництва. Замикаюча система утворюється з спрямованою вниз поверхнею 31 панелі підлоги. Конфігурація 60 декількох обертових інструментів використовується для профілювання кромок, коли панель 1, 1' підлоги горизонтально переміщується в лінійному напрямку подачі ланцюгом 70. Ремінь 70а, що підтримується притискними колесами 70b, використовується для утворення вертикального тиску на ланцюг. Ремінь не є стійким в горизонтальному напрямку D2, перпендикулярному напрямку подачі. Вертикальне D1 і горизонтальне D2 місцеположення панелі підлоги набувається за рахунок ланцюга, який переміщується з високою точністю відносно конфігурації обертового інструмента. Поверхневий шар панелі підлоги фіксується з ланцюгом тертям. На фіг. 4а показана панель підлоги, яка виготовляється за допомогою обладнання профілювання, яке містить один ланцюг 70 і один ремінь 70а, що підтримується притискними колесами 70b, які чинять вертикальний тиск відносно до ланцюга. На фіг. 4b показано, що при ідеальній обробці можуть бути утворені дуже точні пази 14, що замикають елементи 8 і верхні кромки 18, 19, які теоретично є майже абсолютно паралельними. Виробничі відхилення можуть мати мінімально допустиме значення ±0,02 мм. Однак на практиці дуже складно не вийти за межі таких відхилень. Причина полягає в тому, що сили тертя між ланцюгом і поверхнею панелі підлоги не досить, і під час виробництва панель підлоги переміщується або повертається горизонтально перпендикулярно напрямку подачі (надалі це називається горизонтальним поворотом). Ремінь, ланцюги, особливо якщо вони не паралельні, інструменти і притискні башмаки, які також використовуються (не показані), здійснюють некерований горизонтальний бічний тиск відносно до панелі підлоги, і, як згадано вище, частини замикаючої системи не будуть утворені абсолютно паралельними, як показано на фіг. 4с. Відстані L1, L2 між верхньою частиною 18, 19 панелі підлоги і замикаючими поверхнями 11, 12 на одній частині панелі можуть бути на 0,1-0,2 мм меншими, ніж відповідні відстані L3, L4 на іншій частині тієї ж панелі. Замикання може бути дуже тугим або нещільним. Шпунт 10 і паз 9 під шпунт також можуть змінюватися в горизонтальному напрямку. Однак такі відхилення 10', 9', як показано на фіг. 1а, не викликають будь-яких ускладнень, оскільки замикаюча система утворюється з просторами між кінчиком шпунта і внутрішньою частиною паза, і такі простори використовуються для компенсації вищезазначених виробничих відхилень. Для рішення задачі, що стосується горизонтального повороту, вживалося декілька способів. Найчастіше використовувані способи полягають в тому, щоб профілююче обладнання стало більш стійким, а також поліпшився напрямок ланцюгів. Також використовуються пристрої очищення ланцюгів для того, щоб підтримувати високий коефіцієнт сили тертя між ланцюгом і панеллю підлоги. Для запобігання горизонтальному повороту використовуються спеціальні напрямні пристрої GD, як показано на фіг. 4а, наприклад, сталеві напрямні, які взаємодіють з спеціальними пазами на зворотній стороні панелі. Такі напрямні важко підігнати в пази, вони 3 UA 107936 C2 5 10 15 20 25 30 35 40 45 50 55 60 викликають знос і тепловий ефект під час виробництва, а також можуть виникнути проблеми нестійкості, коли пазом зачіпляється балансуючий шар. Однак всі ці заходи по поліпшенню профілюючого обладнання не вирішили згаданих задач. І, навпаки, з роками задача горизонтального зміщення все більше наростала. Одна з причин в тому, що швидкість виробництва зростає, і це сприяє сильнішому бічному тиску. Розвиток виробництва панелі підлоги з меншими розмірами, глибокого тиснення поверхні і полірування поверхні зменшило тертя між ланцюгом і поверхнею панелі підлоги і збільшило імовірність великого неконтрольованого горизонтального повороту. Інші представлені способи для зменшення горизонтального повороту основані на принципі використання конструкції інструмента і місцерозташуванні інструмента. Це показано на фіг. 5 і 6. Фіг. 5а-5е показують традиційне компонування інструментів для виробництва панелей підлоги зі зносостійким верхнім поверхневим шаром. Панель підлоги під час профілювання кромок переміщується в напрямку FD подачі, вказаному стрілкою. Перший етап лінії профілювання проілюстрований на фіг. 5а, а останній етап - на фіг. 5е. Показаний поперечний переріз панелі 1, 1' підлоги, яка в фрезерній машині на шарикопідшипниковій стрічці 70 розміщена верхнім поверхневим шаром 31 вниз. Традиційне обробне компонування інструментів з великою точністю транспортує дошку 1, 1' повз декілька різальних інструментів, які незалежно обертаються. Різальні інструменти звичайно мають діаметр приблизно 200-250 мм, і можуть бути встановлені під певним кутом інструмента TA до горизонтальної площини HP дошки. Інструменти встановлюються на протилежних сторонах декількох опорних стовпів. Відстань TD між інструментами становить близько 0,5 м, а відстань CD між опорними стовпами становить близько 1 м, як показано на фіг. 3а і 3b. Кожний інструмент 60-64, 60'-63' призначений для видалення обмеженої частини з'єднувальної кромки, при цьому деякі з них також утворюють кінцеві поверхні з'єднання. Деякі інструменти розміщуються вздовж обох сторін профілюючої лінії в напрямку FD подачі панелі 1, 1' підлоги. Це здійснюється для того, щоб одержати задовільні виробничі відхилення. Основоположне правило полягає в тому, що збільшення кількості інструментів впливає на поліпшення в додержанні виробничих відхилень, оскільки кожний інструмент видаляє менше матеріалу і здійснює менше зусиль, які можуть неконтрольованим чином змістити панель підлоги. У звичайному режимі виробництва використовується від 4 до 6 пар протилежних інструментів на першій машині, що здійснює різання довгої сторони, з подальшою подібною машиною, яка здійснює різання короткої сторони замикаючої системи панелі. Горизонтальні замикаючі поверхні 18, 19, 11, 12 обробляються чотирма незалежними інструментами 62, 62' і 63, 63'. Горизонтальний поворот, здійснений між третім (фіг. 5с) і четвертим (фіг. 5d) робочими місцеположеннями інструментів на кожній стороні, спричинить утворення горизонтальних замикаючих поверхонь 18, 19, 11, 12, які не будуть паралельними, як показано на фіг. 4с. Традиційно при виробництві механічних замикаючих систем для панелі підлоги інструменти 60, 60' для чорнового різання, як проілюстровано на фіг. 5а, або інструменти 62, 62' для чистового різання, розташовуються в окремих незалежних місцеположеннях профілювання на одній стороні напрямку FD подачі панелі 1, 1' підлоги, а також на протилежній стороні як протилежна пара, як проілюстровано на фіг. 5с. Один інструмент з пари обробляє сторону 1 замикаючого елемента, а інший інструмент обробляє сторону 1' замикаючого паза. Інструменти 60, 60' для чорнового різання видаляють велику частину високоабразивного матеріалу зносостійкого поверхневого шару для того, щоб збільшити термін експлуатації і якість різання подальших інструментів, за винятком інструментів 62, 62', які також можуть здійснювати різання зносостійкого поверхневого шару. Різальна кромка інструментів містить алмаз але, незважаючи на це, час експлуатації такого інструмента є обмеженим, і звичайно становить не більше ніж 5000-20000 метрів при різанні у високоабразивному верхньому шарі. З цієї причини інструменти, які ріжуть поверхневий шар, тобто інструменти 60, 60' для чорнового різання, проілюстровані на фіг. 5а, і інструменти 62, 62' для чистового різання, проілюстровані на фіг. 5с, виконані з прямою різальною кромкою, яка може покроковим чином M переміщуватися паралельно різальній кромці під час виробництва для того, щоб свіжа частина різальної кромки інструмента також переміщувалася в місцеположення різання. Такий горизонтальний поворот з горизонтальним кутом TA інструмента і покрокове вертикальне коректування M показані на фіг. 6a-6c. На фіг. 6а показана поверхня 71 інструмента 62 чистового різання, що видаляє стружку, яка утворює верхній поверхневий шар 31 панелі 1 підлоги. Якщо дошка має зносостійкий верхній поверхневий шар, інструмент 62 чистового різання зноситься значно швидше в порівнянні з різанням внутрішнього шару дошки, 4 UA 107936 C2 5 10 15 20 25 30 35 40 45 50 55 60 наприклад, деревноволокнистої плити високої щільності (ДВПВЩ). Це приводить до зносу ділянки різальної поверхні 72, як показано на фіг. 6b, на інструменті 62, що в результаті приведе до утворення стружки на ділянці верхньої кромки панелі 73, тобто з'являться невеликі надломи, і кромка стане шорсткою, при цьому можуть стати видимими невеликі білі ділянки несучого шару малюнка. На фіг. 6с проілюстровано, яким чином невеликими кроками в декілька десятих міліметра у вертикальному напрямку М переміщується фреза 62 для чистового різання таким чином, що свіжа ділянка 71 інструмента 62 для чистового різання розташовується у верхній поверхні 31. Подібні принципи використовуються для фрез чорнового різання, а покрокове переміщення інструментів виконується під час роботи машини для того, щоб зекономити робочий час на лінії. Інструменти 60, 60' для чорнового різання на фіг. 5а звичайно розміщуються на відстані ED, яка приблизно дорівнює 0,5 мм, від вертикальної площини VP і від кінцевої верхньої кромки 18, 19. Всі подальші різальні інструменти, за винятком фрези 62, 62', сконструйовані таким чином, щоб їх різці знаходилися на безпечній відстані від поверхневого шару верхньої кромки для того, щоб уникнути ризику різання зносостійкого поверхневого шару 31, і тим самим уникнути їх швидкого зносу особливо тому, що ці інструменти не можуть переміщуватися покроковим чином. Горизонтальний поворот всередині профілюючої машини має велике значення внаслідок того, що інструменти здійснюють неконтрольований тиск на сторони панелей. Такий бічний тиск може виникнути, якщо інструменти працюють під різними кутами інструмента, з відмінними швидкостями обертання (у напрямку або проти напрямку подачі), або якщо вони видаляють відмінні об'єми матеріалу, або матеріал має відмінний склад (внутрішній шар, поверхневий шар). З декількох причин в першому і останньому місцеположенні різання дошки 1, 1' звичайно є більш нестійкими, а небезпека горизонтального повороту є високою відносно інших місцеположень інструментів. Наприклад, дошка затискається ланцюгом і ременем лише протягом обмеженої ділянки, а приймаюче/виведене обладнання може лише трохи натискати на дошки. Тому обробка взаємодіючих горизонтальних замикаючих поверхонь 11, 12, 18, 19 звичайно виконується інструментами, що знаходяться на внутрішніх позиціях відносно до інших інструментів. Вони утворюються за допомогою фрез 62, 62' для чистового різання фіг. 5с, а також фрези 63' замикаючого паза і фрези 63 замикаючого елемента фіг. 5d. Фрези 62, 62' для чистового різання фіг. 5с звичайно завжди розташовані після інструментів, які утворюють шпунт і паз під шпунт, як показано на фіг. 5b. Це є головною перевагою, оскільки велика частина матеріалу вже видалена попередніми інструментами 60, 60', 61, 61' в момент, коли фрези для чистового різання починають видаляти матеріал. Фрези 62, 62' для чистового різання повинні видаляти лише дуже обмежену кількість матеріалу внутрішнього шару і частини зносостійкого поверхневого шару, що залишилася 31. Це дозволяє відповідати жорстким допускам обробки за рахунок зменшення різального зусилля і зменшення горизонтального тиску на панель підлоги. Фрези 60, 60' для чорнового різання і фрези 62, 62' для чистового різання, які описані вище, завжди розділяються декількома інструментами, що знаходяться між ними. Це викликає по суті некерований горизонтальний поворот між фрезами 60, 60' для чорнового різання і фрезами 62, 62' для чистового різання, і такий поворот може становити близько 0,2 мм. При цьому фрези для чорнового різання повинні розташовуватися на задовільній відстані звичайно щонайменше на 0,5 мм від кінцевої поверхневої кромки для того, щоб уникнути проблем з якістю, такими як кромка зі стружкою, видимість ліній декоративного паперу і вихід на поверхню внутрішнього шару. Замикаючі поверхні замикаючого паза 14 і замикаючого елемента 8 утворюються за допомогою конфігурації 63, 63' обертового інструменти з кутом TA інструмента, що дорівнює або більший, ніж кут LA замикання. Конфігурація обертового інструмента, що утворює замикаючу поверхню при куті А замикання не може працювати при куті TA інструмента, який є меншим, ніж кут А замикання. Ця обставина є суттєвим обмеженням, яке повинне бути прийняте до уваги при конструюванні і виробництві замикаючих систем. Інструменти 61, 61', 63, 63' горизонтального і вертикального замикання і фіг. 5b і 5d є прикладами конфігурацій обертових інструментів, що складаються з двох інструментальних одиниць TB1 і TB2, що коректуються одна відносно одної і встановлених на одному валу. Такі інструменти надалі будуть називатися COMBI-інструментами. Ці COMBI-інструменти потрібні, коли інструмент утворює геометричні елементи, наприклад, паз, який складається з двох протилежних поверхонь різання з постійною відносною відстанню між ними. Коли інструмент заточується, деяка кількість матеріалу видаляється, і відносна відстань між протилежними 5 UA 107936 C2 5 10 15 20 25 30 35 40 45 50 55 кромками змінюється. Отже, для двох інструментальних одиниць можливо здійснити коректування до більшого розміру, щоб виконати поправку на коректний відносний розмір. Позитивний результат від використання цих COMBI-інструментів в тому, що точність відповідності між двома профільованими поверхнями, утвореними двома інструментальними одиницями, є дуже високою, оскільки профілювання здійснювалося в одному і тому ж місцеположенні і одним і тим же інструментом. Такі COMBI-інструменти 61, 61' можуть бути використані для зменшення відхилень між парою вертикальних замикаючих поверхонь шпунта, як показано на фіг. 5b. Однак COMBI-інструменти не використовуються для виробництва пари горизонтальних замикаючих поверхонь. Одна причина полягає в тому, що верхня кромка на стороні замикаючого паза повинна бути утворена за допомогою інструментальної одиниці 62', що має кут інструмента, який відрізняється від кута інструмента інструментальної одиниці 63', утворюючої замикаючу поверхню в замикаючому пазу, як показано на фіг. 5c і 5d. Інструментальні одиниці COMBIінструмента завжди працюють під одним кутом інструмента, оскільки вони закріплені на одному і тому ж валу. Інша причина в тому, що одна з інструментальних одиниць 62, яка утворює верхню кромку, повинна працювати горизонтально і повинна покроковим чином коректуватися у вертикальному напрямку. COMBI-інструмент 63, 63' не може бути скорегований покроковим чином вертикально, оскільки таке коректування в той же час змінить місцеположення іншої інструментальної одиниці TB1 і TB2, яка використовується для утворення замикаючої поверхні замикаючого елемента. Отже, COMBI-інструмент з двома інструментальними одиницями на одному і тому ж валу має два основних обмеження. Обидві інструментальні одиниці TB1, TB2 повинні працювати під одним і тим же кутом і повинні переміщуватися в одному і тому ж напрямку в один і той же час. Основна задача під час обробки механічної замикаючої системи, не вважаючи виробничих витрат, полягає в додержанні задовільних виробничих відхилень, тобто в одержанні належної геометрії з'єднання і здійсненні цього в рентабельному режимі виробництва. Відповідно, було б дуже бажано при виготовленні панелей підлоги додатково зменшити відхилення для горизонтального замикання до суттєво низького рівня при більш рентабельному і простому підході. Головна задача даного винаходу полягає в вирішенні задач, які стосуються горизонтального повороту панелей підлоги під час обробки механічної замикаючої системи і, особливо під час обробки частин механічної замикаючої системи, які використовуються для горизонтального замикання. Конкретною задачею є протидія або усунення горизонтального повороту і/або зменшення негативного впливу такого горизонтального повороту на виробництво панелей підлоги, особливо для панелей підлоги, що мають зносостійкий верхній поверхневий шар подібний ламінатним підлоговим покриттям. Інша задача зразкового варіанта здійснення винаходу полягає в збереженні рентабельності при збільшенні часу експлуатації і зменшенні часу простою профілюючої лінії внаслідок невеликих змін для інструментів. Задача була досягнута і вирішена за рахунок першого принципу, який оснований на способі виробництва, при якому інструменти, які утворюють горизонтальні замикаючі поверхні, об'єднуються в одну конфігурацію інструмента на одній і тій же стороні опорного стовпа, що має дві протилежні сторони. Це може усунути по суті будь-який горизонтальний поворот між інструментами в конфігурації інструмента. Однак при такому типі обробки для інструмента здійснюється сильний знос за рахунок зносостійкого поверхневого шару, і термін експлуатації такого інструмента неможливо продовжити за допомогою покрокового коректування під час виробництва. Тому представляється етап попередньої обробки, на якому здійснюється попередня обробка щонайменше частини зносостійкого верхнього поверхневого шару панелі підлоги на першій верхній кромці таким чином, що властивості поверхневого шару змінюються. Задача була вирішена за допомогою другого принципу, в якому об'єднаний набір інструментів щонайменше на стороні замикаючого елемента є конфігурацією обертового інструмента, при цьому один і той же вал інструмента приводить щонайменше дві інструментальних одиниці, які можуть бути індивідуально скоректовані одна відносно одної. Така конфігурація обертового інструмента може працювати тільки по суті з вертикальним кутом інструмента або щонайменше з кутом інструмента, який дорівнює або більший, ніж кут замикання замикаючої поверхні. Однак при такому типі обробки для інструмента здійснюється сильний знос за рахунок зносостійкого поверхневого шару, і термін експлуатації такого інструмента неможливо продовжити за допомогою покрокового коректування під час 6 UA 107936 C2 5 10 15 20 25 30 35 40 45 50 55 60 виробництва. Замість цього представляється етап попередньої обробки, що змінює властивості поверхневого шару. Отже, задача вирішується третім принципом, при якому виконується етап проміжної попередньої обробки перед утворенням горизонтальних замикаючих поверхонь. Така проміжна попередня обробка, при якій матеріал видаляється, або властивості матеріалу змінюються, може бути виконана декількома способами, навіть за допомогою традиційних фрез для чорнового різання, які розташовуються дуже близько до кінцевої кромки верхнього поверхневого шару в місцеположенні близькому до фрез для чистового різання. Однак проміжна попередня обробка переважно виконується таким чином, що видаляється край, визначений як частина зносостійкого поверхневого шару на відстані від вертикальної площини і всередині вертикальної площини. Така спеціальна проміжна попередня обробка дозволяє уникнути високого зносу конфігурації обертового інструмента, яка по суті працює вертикально, і уникнути горизонтального повороту між інструментом для проміжної попередньої обробки і конфігурацією обертового інструмента. Всі ці три принципи можуть бути використані незалежно для того, щоб поліпшити обробку механічних замикаючих систем. Найкращий результат забезпечується, якщо вони об'єднуються. Згідно з першим аспектом винаходу представлений спосіб виробництва механічних замикаючих систем на протилежних кромках панелі підлоги, використовуючи першу конфігурацію інструмента на першій кромці. Панель підлоги має зносостійкий верхній поверхневий шар, внутрішній шар і механічні замикаючі системи на першій і другій кромці для горизонтального замикання панелі з подібними іншими панелями. Механічна замикаюча система містить першу пару замикаючих поверхонь на першій кромці панелі і другу пару замикаючих поверхонь на протилежній другій кромці. Перша пара замикаючих поверхонь містить першу верхню кромку і замикаючий елемент. Друга пара замикаючих поверхонь містить другу верхню кромку і замикаючий паз. Панель підлоги переміщується в напрямку подачі, при цьому її перша кромка відповідає першій конфігурації інструмента. Перша конфігурація інструмента містить першу і другу інструментальну одиницю, розташовані на одній і тій же стороні опорного стовпа, що має дві протилежних сторони. Спосіб включає етап, на якому: - попередньо оброблюють щонайменше частину зносостійкого верхнього поверхневого шару панелі підлоги на першій верхній кромці таким чином, що властивості поверхневого шару змінюються. - При цьому щонайменше першою і другою інструментальною одиницею утворюють частину першої пари замикаючих поверхонь. Цей спосіб представляє по суті поліпшене придушення відхилень на стороні замикаючого паза внаслідок використання конфігурації інструмента з двома інструментальними одиницями на одній і тій же стороні опорного стовпа. Додаткове поліпшення може бути одержане, якщо сторона замикаючого паза або щонайменше одна з пари замикаючих поверхонь на стороні паза також утвориться одночасно тим же видом інструмента на протилежній стороні панелі. Отже, зразковий варіант здійснення першого аспекту передбачає спосіб для виробництва механічних замикаючих систем на протилежних кромках панелі підлоги, використовуючи першу конфігурацію інструмента на першій кромці і другу конфігурацію інструмента на другій протилежній кромці. Панель інструментів має зносостійкий верхній поверхневий шар, внутрішній шар і механічні замикаючі системи на першій і другій кромці для горизонтального замикання панелей з подібними іншими панелями. Механічна замикаюча система містить першу пару замикаючих поверхонь на першій кромці і другу пару замикаючих поверхонь на протилежній другій кромці. Перша пара замикаючих поверхонь містить першу верхню кромку і замикаючий елемент. Друга пара замикаючих поверхонь містить другу верхню кромку і замикаючий паз. Панель підлоги переміщується в напрямку подачі, при цьому її перша кромка відповідає першій конфігурації інструмента, а її друга кромка відповідає другій конфігурації інструмента. Перша і друга конфігурація інструмента містять першу і другу інструментальні одиниці, які взаємодіють з панеллю підлоги на одній і тій же стороні опорного стовпа, причому кожний опорний стовп має дві протилежних сторони. Спосіб полягає в тому, що: - утворюють щонайменше частини однієї з поверхонь другої пари замикаючих поверхонь за допомогою другої конфігурації інструмента. Це також може бути об'єднано з подальшим етапом, який виконується до етапу утворення: - попередньо обробляють щонайменше частину зносостійкого верхнього поверхневого шару панелі підлоги на другій верхній кромці таким чином, що властивості поверхневого шару змінюються. Перша і друга конфігурації інструментів переважно повинні бути розміщені по суті навпроти одна одної упоперек напрямку подачі. Конфігурації інструментів переважно повинні бути зміщені 7 UA 107936 C2 5 10 15 20 25 30 35 40 45 50 55 60 вздовж напрямку подачі більше, ніж середня відстань між опорними стовпами на одній і тій же стороні ланцюга. Однак найкращий результат досягається, якщо конфігурації інструментів розташовуються точно навпроти одна одної перпендикулярно напрямку подачі, це має на увазі, що утворення замикаючих поверхонь першої і другої кромки почнеться і закінчиться в один і той же час. Такий перший аспект забезпечує переваги в тому, що поворот панелі підлоги під час виробництва не змінить відносну відстань між взаємодіючими горизонтальними замикаючими поверхнями по двох причинах. По-перше, вони утворюються першою і другою інструментальними одиницями, які розташовані на одній і тій же стороні опорного стовпа на близькій відстані одна від одної в напрямку подачі або переважно в одному і тому ж місцеположенні, що усуває поворот між інструментальними одиницями. По-друге, перша і друга конфігурації інструментів також розташовані по суті навпроти одна одної упоперек напрямку подачі, що усуває поворот між цими конфігураціями інструментів. За рахунок етапу другої попередньої обробки, який є проміжним етапом попередньої обробки, і який виконується поблизу від першої конфігурації інструмента і другої конфігурації інструмента, дозволяється використовувати конфігурацію обертового інструмента протягом значного терміну експлуатації. Горизонтальний поворот між другим інструментом для попередньої обробки і обертовим інструментом може бути невеликим, наприклад, 0,05 мм або менше, що дозволить видалити майже кожний зносостійкий шар, не торкаючись якості, оскільки другий інструмент для попередньої обробки може бути, наприклад, використаний для видалення 0,5 мм поверхні, які залишаються після першого інструмента для попередньої обробки. Такий інструмент може також видалити частину покриття всередині вертикальної площини. Згідно із зразковим варіантом здійснення винаходу перший аспект способу додатково включає: - те, що на проміжному етапі видаляється частина краю зносостійкого верхнього поверхневого шару. Така попередня обробка значно збільшить термін експлуатації обертового інструмента. Термін експлуатації може бути значно довшим, ніж у традиційних інструментів, що використовують традиційні способи виробництва. Край може бути видалений, використовуючи традиційний обертовий інструмент або необертовий шабрувальний інструмент, який містить декілька зубців, розташованих вздовж напрямку подачі на інструментальній одиниці. Виробничі відхилення, які стосуються горизонтального повороту, також можуть бути зменшені, якщо перша і/або друга пара горизонтальних поверхонь утворюються за допомогою інструментальних одиниць, які розташовані на одній стороні опорного стовпа настільки близько одна до одної, наскільки це можливо, одна над одною або в ряд. Інструментальні одиниці можуть містити поєднання двох конфігурацій обертових інструментів, двох конфігурації шабрувальних інструментів або одну конфігурацію обертового інструмента або одну конфігурацію шабрувального інструмента. Згідно з другим аспектом винаходу використовується інструмент для виробництва механічних замикаючих систем на панелі підлоги. Панель підлоги має зносостійкий верхній поверхневий шар, внутрішній шар і механічні замикаючі системи на першій і другій кромці для горизонтального замикання панелі підлоги з подібними іншими панелями. Додатково, механічна замикаюча система містить першу пару замикаючих поверхонь на першій кромці панелі і другу пару замикаючих поверхонь на протилежній другій кромці, при цьому перша пара замикаючих поверхонь містить першу верхню кромку і замикаючий елемент, а друга пара замикаючих поверхонь містить другу верхню кромку і замикаючий паз. Інструмент містить першу конфігурацію 68 інструмента, а перша конфігурація інструмента містить першу і другу інструментальні одиниці. Перша конфігурація інструмента розташована на одній і тій же стороні опорного стовпа, що має дві протилежних сторони. Інструмент має засіб для попередньої обробки щонайменше частини зносостійкого верхнього поверхневого шару панелі підлоги на першій верхній кромці таким чином, що властивості поверхневого шару змінюються. Перша і друга інструментальні одиниці містять засіб для утворення щонайменше частини першої пари замикаючих поверхонь. Горизонтальному повороту протидіє спосіб виробництва і обладнання, на якому нижня частина по суті використовується тільки для вертикального спрямування панелі підлоги. Горизонтальний напрямок не відповідає відомим способам, що виконуються верхнім ременем або ланцюгом. Згідно з третім аспектом винаходу для виробництва механічних замикаючих систем на протилежних кромках панелі підлоги надається обладнання, що містить нижній ланцюг, верхній ремінь або ланцюг, декілька конфігурацій інструментів для утворення протилежних кромок. 8 UA 107936 C2 5 10 15 20 25 30 35 40 45 50 55 60 Панель підлоги зміщується в напрямку подачі нижнім ланцюгом або верхнім ременем або ланцюгом, при цьому декоративна лицьова сторона панелі стикається з нижнім ланцюгом. Нижній ланцюг спрямовується вертикально або горизонтально за допомогою нижнього напрямного пристрою. Верхній ремінь або ланцюг спрямовується в горизонтальному напрямку верхнім напрямним пристроєм і конфігурується таким чином, щоб притискувати панель підлоги вертикально до нижнього ланцюга. Напрямні пристрої сконфігуровані таким чином, що горизонтальне відхилення від напрямку подачі між двома конфігураціями інструментів по суті дорівнювало або було менше, ніж відповідне відхилення верхнього ременя або ланцюга від нижнього ланцюга. За допомогою виробничого обладнання може бути досягнуто декілька переваг, причому горизонтальний напрямок по суті виконується верхнім ланцюгом або ременем. Зворотна сторона панелі підлоги, яка стикається з ременем або ланцюгом, може бути утворена з поверхнею, яка може мати високий коефіцієнт тертя. Ремінь або верхній ланцюг також можуть мати поверхню з високим коефіцієнтом тертя. Така поверхня може навіть утворити деякий рельєф на зворотній стороні без будь-якого негативного впливу на якість панелі підлоги. Дуже тісний зв'язок між верхнім ременем або ланцюгом з панеллю підлоги може бути здійснений незалежно від структури поверхні декоративної сторони, яка стикається з нижнім ланцюгом. Обладнання також забезпечує переваги, що полягають в тому, що не потрібно напрямних пазів і не потрібно окремого коректування напрямних частин, якщо розмір панелі або замикаючої системи змінюється. Перший, другий і третій аспекти можуть бути використані незалежно або в поєднанні для того, щоб протидіяти або видаляти горизонтальний поворот панелей підлоги під час виробництва. Суть винаходу пояснюється на кресленнях, де: Фіг. 1а-b є поперечним перерізом відомої в попередньому рівні техніки панелі підлоги, при цьому на фігурах проілюстрована механічна замикаюча система і збільшене зображення поверхневого шару. На фіг. 2а-2с проілюстровані різні типи механічних замикаючих систем, відомих в попередньому рівні техніки. Фіг. 3а-3b є виглядом збоку і виглядом зверху традиційної відомої в попередньому рівні техніки профілюючої лінії для виробництва панелей підлоги з зносостійким верхнім поверхневим шаром. Фіг. 4а-4с є виглядами збоку поперечного перерізу з короткої сторони відомої в попередній галузі техніки панелі підлоги з традиційним профілюючим обладнанням, а також виглядом зверху і виглядом збоку з короткої сторони панелі підлоги після обробки. На фіг. 5а-5е відображена відома в попередній галузі техніка етапи обробки механічних замикаючих систем на панелі підлоги. Фіг. 6а-6с є виглядами поперечних перерізів відомого в даній галузі техніки інструмента, різального ламінатний шар, при цьому на фігурах проілюстровані покрокові переміщення для збільшення терміну експлуатації інструмента. Фіг. 7а-7c є виглядами поперечних перерізів, взятих під час етапів виготовлення, які включають в себе зразкові варіанти здійснення виготовлення поліпшеної замикаючої системи панелей підлоги згідно з винаходом. Фіг. 8а-8с є виглядом збоку і виглядами зверху частин різних профілюючих ліній, причому проілюстровані вигляд збоку і вигляд зверху зразкових варіантів здійснення компонування інструментів, як показано на фіг. 7а-7с згідно з винаходом. Фіг. 9а-9d є виглядами поперечних перерізів, взятих на етапах попередньої обробки, зразковими варіантами здійснення, що є згідно з винаходом. Фіг. 10а-10е є виглядами поперечних перерізів, взятих на етапах виробництва, що включають зразкові варіанти здійснення того, як згідно з винаходом виготовляються поліпшені замикаючі системи. Фіг. 11а-11с є виглядом збоку і виглядами зверху суцільної панелі підлоги, що проводиться на поліпшеному етапі виготовлення, зразковим варіантом здійснення, що є згідно з винаходом. Фіг. 12а-12е є виглядами збоку поперечного перерізу сторони паза панелі підлоги, що пояснюють принцип дії компонування СOMBI-інструмента, і виглядом збоку, що пояснюють напрямок повороту компонування COMBI-інструмента згідно з винаходом. Фіг. 13а-13b є виглядом збоку і виглядом зверху зразкового варіанта здійснення компонування інструментів, що застосовує етап попередньої обробки згідно з винаходом. Фіг. 14а-14d є виглядами збоку поперечних перерізів для зразкових варіантів здійснення компонування інструментів згідно з винаходом. 9 UA 107936 C2 5 10 15 20 25 30 35 40 45 50 55 60 Фіг. 15а-15с є виглядами збоку поперечних перерізів для зразкового варіанта здійснення етапу попередньої підготовки згідно з винаходом. Фіг. 16а-16d є виглядами збоку поперечних перерізів різних конструкцій механічних замикаючих систем, які можливо зробити за допомогою зразкових варіантів здійснення компонування інструментів згідно з винаходом. Фіг. 17а-17e є виглядами поперечних перерізів, взятими під час етапів виготовлення, які включають в себе зразкові варіанти здійснення виготовлення згідно з винаходом поліпшеної замикаючої системи панелей підлоги. Фіг. 18а-18b є виглядами збоку зразкових варіантів здійснення компонування інструментів, альтернатив COMBI-інструменту, що застосовують етап попередньої підготовки згідно з винаходом. Фіг. 19а-19с є виглядами поперечних перерізів COMBI-інструментів зразкових варіантів здійснення і їх різальних поверхонь згідно з винаходом. Фіг. 20а-20f є виглядами поперечних перерізів COMBI-інструмента зразкових варіантів здійснення, і його способу зміни місцеположення згідно з винаходом. Фіг. 21а-21b є виглядами збоку поперечних перерізів панелі підлоги з короткої сторони із зразковими варіантами здійснення обладнання для виробництва поліпшених механічних замикаючих систем на протилежних кромках панелі підлоги. Фіг. 22а-22b є виглядами збоку поперечних перерізів панелі підлоги з короткої сторони із зразковими варіантами здійснення обладнання для виробництва механічних замикаючих систем на протилежних кромках панелі підлоги. Фіг. 23а-23b є виглядами зразкового варіанта здійснення конфігурації шабрильного інструмента, альтернативного COMBI-інструменту згідно з винаходом. На фіг. 7a-7c показана профілююча лінія, що ілюструє зразкові варіанти здійснення компонування інструментів для виробництва поліпшених механічних замикаючих систем на панелі підлоги згідно з винаходом. Горизонтальні замикаючі поверхні на стороні 1 замикаючого елемента попередньо обробляються на першому етапі за допомогою фрези 60 попереднього різання, яка видаляє велику частину внутрішнього шару і поверхні, що прилягає до вертикальної площини VP, як показано на фіг. 7а. У випадку традиційного профілювання звичайним є розташування фрези 60 для попереднього різання на відстані ED в 0,5 мм від вертикальної площини VP. Фіг. 7b є виглядом компонування інструментів для етапу проміжної попередньої обробки згідно із зразковим варіантом здійснення винаходу, який може бути включений в профілюючу лінію винаходу, етап на якому щонайменше видаляється велика частина зносостійкого поверхневого шару, який залишається після першого етапу попередньої обробки, див. фіг. 7а. Подібне придання форми є дуже точним і може бути виконане з невеликим зусиллям, оскільки видаляється невелика кількість матеріалу, а інструмент для проміжної попередньої обробки може бути розташований дуже близько до наступного інструмента, який утворює замикаючі поверхні. Для підтримування в справному стані інструмента, фрези 60, 60' попереднього різання і конфігурація 67 інструмента для проміжної попередньої обробки можуть переміщуватися покроковим чином в напрямку M, паралельному різальній кромці, і це значно збільшить термін експлуатації інструментів. Фіг. 7с є компонуванням інструментів для етапу придання форми згідно із зразковим варіантом здійснення, який може бути використаний в профілюючій лінії винаходу. Горизонтальні замикаючі поверхні на стороні 1 замикаючого елемента утворені за допомогою конфігурації обертового інструмента, тобто COMBI-інструмента, що містить дві інструментальних одиниці. У компонуванні 68 інструментів перша інструментальна одиниця TB1 утворює першу верхню кромку 19, а друга інструментальна одиниця TB2 утворює замикаючий елемент 8 панелі 1 підлоги. Це гарантує те, що проміжне місцеположення замикаючих поверхонь буде завжди безпомилковим незалежно від горизонтального повороту панелі під час виробництва. COMBIінструмент в цьому варіанті здійснення має кут інструмента, який дорівнює 90 градусам відносно до поверхні підлоги і утворює замикаючу поверхню на стороні 1 замикаючого елемента, яка має кут замикання LA, який дорівнює 90 градусам (див. також фіг. 20а-20с). COMBI-інструмент не може переміщуватися кроковим чином. Однак час експлуатації першої інструментальної одиниці TB1 може бути таким же або навіть значно довшим, ніж для традиційного компонування інструментів, оскільки повинна віддалятися тільки дуже невелика частина поверхневого шару, яка залишиться зрештою після етапу проміжної попередньої обробки. На фіг. 7с показано, що для утворення горизонтальних замикаючих поверхонь на стороні 1' замикаючого паза переважно може бути використана конфігурація 68' інструмента з першої TB1 і другої TB2 інструментальними одиницями, розташованими вертикально одна над одною на 10 UA 107936 C2 5 10 15 20 25 30 35 40 45 50 55 60 одному і тому ж опорному стовпі. Етап проміжної попередньої обробки в цьому випадку не є необхідним, оскільки фреза TB1 для чистового різання може вертикально переміщуватися покроковим чином. Однак переважно використовувати етап проміжної попередньої обробки для того, щоб додатково збільшити термін експлуатації фрези TB1 для чистового різання, наприклад, подібно тому, як це проілюстровано на стороні 1 замикаючого елемента фіг. 7b. Фіг. 8a-8c є різними виглядами профілюючої лінії, при цьому на фігурах проілюстровані зразкові варіанти компонування інструментів фіг. 7а-7с для виробництва поліпшених механічних замикаючих систем на панелі підлоги згідно з винаходом. Фіг. 8а є виглядом з боку сторони 1 замикаючого елемента. Конфігурація 67 інструмента для проміжної попередньої обробки розміщується на першому опорному стовпі 81, і COMBI-інструмент 68 розміщується на суміжній стороні другого опорного стовпа 80. Це приводить до того, що інструменти знаходяться дуже близько один до одного і горизонтальні повороти можуть бути обмежені або можуть не існувати. Інструментальна відстань TD, виміряна від цента одного вала до центра іншого вала може бути меншою, ніж діаметр самого великого інструмента для того, щоб це приводило до оптимального обмеження горизонтального повороту. Це є еквівалентом для відстані TD, яка менша ніж 240 мм для традиційних інструментів, що використовуються в цей час, в порівнянні з відстанню, що звичайно використовується TD, що становить 400-500 мм в сучасних профілюючих машинах. Інструментальна відстань TD може бути навіть меншою, якщо інструменти частково вертикально перекривають один одного. Фіг. 8b є виглядом збоку сторони 1' замикаючого паза. На фігурі показана перша TB1 і друга TB2 інструментальні одиниці, які утворюють верхню кромку і замикаючу поверхню замикаючого паза. Інструментальні одиниці розміщені вертикально одна над одною. Це приводить до того, що виникаючий горизонтальний поворот не буде змінювати відносну відстань між парою горизонтальних замикаючих поверхонь, див. фіг. 11 а-с. Фіг. 8с є виглядом зверху профілюючої лінії, і на фігурі показано, що високоякісні горизонтальні замикаючі поверхні можуть бути утворені за допомогою чотирьох конфігурацій обертових інструментів, розташованих на трьох сторонах трьох опорних стовпів 80, 80', 81. Переважним є те, що дві конфігурації 68, 68' інструментів, які утворюють взаємодіючі горизонтальні замикаючі поверхні 11 і 19, 12 і 18 розташовані на кожній стороні ланцюга навпроти один одного по суті в лінію LP, перпендикулярну напрямку подачі. Утворення взаємодіючих замикаючих поверхонь в подібній конфігурації інструмента буде починатися і закінчуватися в один і той же час, і ефект горизонтального повороту для взаємного місцерозташування взаємодіючих горизонтальних поверхонь буде повністю усунутий. На фіг. 9а-9d показані зразкові варіанти здійснення етапу попередньої обробки, а також етап проміжної попередньої обробки згідно з винаходом. Тепловий ефект в одному варіанті здійснення фіг. 9а буде впливати на властивості поверхневого шару, таким чином, що вони змінюються, наприклад, зменшується жорсткість зносостійкого верхнього поверхневого шару. Коли високоабразивні частинки, наприклад частинки на основі оксиду алюмінію, недостатньо задовільно зафіксовані в матриці, нагрівання зносостійкого поверхневого шару буде зменшувати зносостійкість верхнього поверхневого шару. Тепловий ефект може бути, наприклад, здійснений за рахунок ІЧ-випромінювання, безпосередньо перед остаточним профілюванням поверхонь з'єднання, які знаходяться в одному робочому місцеположенні інструментів в профілюючій машині, або навіть перед тим як профілююча лінія почне дію в машині. В іншому варіанті здійснення як засіб нагрівання також може бути використаний лазер, оскільки і те й інше є ефективними і можуть здійснити доступ до поверхневого шару, який дуже близький до фрези для чистового різання. Крім лазера нагрівання може бути здійснене, наприклад, інфрачервоними лампами або гарячим повітрям, за допомогою інших способів, якими може скористатися фахівець даної галузі техніки, наприклад, ковзним башмаком, що горить, мікрохвилями й іншими відомими технологіями нагрівання або їх поєднанням. Використання лазера тільки для нагрівання замість різання також буде гарантувати дуже надійне зменшення зносу, за допомогою чого термін експлуатації фрези для чистового різання буде довшим. Інший зразковий варіант здійснення етапу альтернативної попередньої обробки згідно з винаходом полягає в додаванні мастильного матеріалу, наприклад, воску щонайменше на ділянці верхнього поверхневого шару панелі підлоги. Це також буде змінювати властивості поверхневого шару. Нагрівання або змащування буде виконуватися особливо для краю зносостійкості поверхневого шару. На фіг. 9b показаний додатковий зразковий варіант здійснення етапу альтернативної попередньої обробки згідно з винаходом. Ділянка декоративного зносостійкого верхнього поверхневого шару 31 видаляється за допомогою шабрильного інструмента, що приводить до абсолютної зміни властивостей поверхневого шару. На фіг. 9с показаний етап попередньої обробки за допомогою конфігурації 67 інструмента для попередньої обробки, яка розміщується по суті у вертикальної площини VP, див. також фіг. 1b. 11 UA 107936 C2 5 10 15 20 25 30 35 40 45 50 55 60 На фіг. 9d показана конфігурація 67 інструмента для попередньої обробки, яка розміщена таким чином, що вона видаляє частину зносостійкого шару всередині вертикальної площини VP і утворює край 76 на поверхневому шарі 31. Фіг. 10а-10е є профілюючою лінією, що ілюструє зразкові варіанти здійснення компонування інструментів для виробництва вдосконалених механічних замикаючих систем для панелі підлоги, що застосовує етап проміжної попередньої обробки на профілюючій лінії на обох протилежних кромках згідно з винаходом. Вдосконалена точність профілювання для механічної замикаючої системи панелі підлоги досягається для позиції замикаючого елемента і для сторони замикаючого паза, а для профілюючих інструментів збільшується термін експлуатації. Фіг. 10а-10b відповідають фіг. 5а-5b, а, отже, додатково не описуються. На фіг. 10с показане компонування інструментів, при цьому проміжна попередня обробка виконується за допомогою конфігурацій 67, 67' інструментів для проміжної попередньої обробки на стороні 1 замикаючого елемента і на стороні 1' замикаючого паза. На фіг. 10d показаний COMBI-інструмент 68 на стороні 1 замикаючого елемента і конфігурація інструмента з першою TB1 і другою ТВ2 інструментальною одиницею на стороні 1' замикаючого паза. Наприклад, замикаюча поверхня і частина замикаючого паза утворюються другою інструментальною одиницею TB2 для того, щоб довести до мінімуму кількість матеріалу, який видаляється. Це збільшить термін експлуатації інструмента. Ця друга інструментальна одиниця TB2 також може бути сконструйована як найпростіший шабрильний інструмент, який може бути розташований на тій же стороні опорного стовпа вище обертової першої інструментальної одиниці ТВ1. Частина замикаючого паза, що залишилася, для якої не потрібно додержання жорстких допусків, може бути утворена іншим інструментом 63', як показано на фіг. 10e. Компонування інструментів, що застосовує етап попередньої обробки і COMBI-інструмент, працюючий переважно у вертикальній площині згідно з варіантом здійснення винаходу, може додатково збільшити термін експлуатації інструментів. Беручи до уваги, що фреза для чистового різання попереднього рівня техніки без попередньої обробки буде експлуатуватися приблизно 10000-20000 метрів, перед тим як для інструмента буде потрібне покрокове переміщення, конфігурація 68, 68' інструменти може відпрацювати більше, ніж для 500000 метрів, перед тим як для інструмента буде потрібне повторне заточення. Це в свою чергу принесе суттєву перевагу в зменшенні часу зупинки профілюючої лінії внаслідок змін для інструментів, а також помітний ефект відносно помилок оператора при переобладнанні новим інструментом. Існує більше позитивних результатів, крім збільшення терміну експлуатації при здійсненні різання у вертикальній площині. Традиційна фреза для чистового різання, працююча в горизонтальній площині, буде проводити хвилястість на вертикальній контактній поверхні 18, 19 фіг. 1. Це добре відоме явище, яке, наприклад, описане в документі попереднього рівня техніки WO 2006117229A1 або EP 1851020A1. Згадана вище фреза для чистового різання вирішить цю задачу, оскільки різальні кромки зубців переміщуються точно вздовж вертикальної площини, паралельної контактної поверхні 18, 19 фіг. 1, за допомогою чого хвилястість не виникне. Ця технологія буде значно більш економічною, ніж, наприклад, альтернативна лазерна технологія. На фіг. 11 показано, що згадані вище способи виробництва згідно з винаходом забезпечать можливість утворення горизонтальних замикаючих поверхонь на протилежних сторонах, які розташовані на одній і тій же горизонтальній відстані L1, L2, L3 і L4 одна від одної по всій довжині панелі підлоги навіть у випадку, коли має місце суттєвий горизонтальний поворот. Поворот, наприклад, на 0,2 мм буде бути присутнім на шпунті 10, що не надасть впливу на якість замикання для паза 9 під шпунт, як описано вище. Горизонтальний поворот змінить форму верхніх кромок таким чином, що вони не будуть перпендикулярними коротким кромкам 5а, 5b. Це відхилення буде усунене при утворенні коротких кромок, оскільки верхні кромки звичайно використовуються як основа для пристроїв подачі, які використовуються для профілювання коротких кромок. Такий тип відхилення може бути легко усунений навіть у випадку, коли горизонтальний поворот приведе до кривої форми горизонтальних замикаючих поверхонь, оскільки проміжна відстань залишається L однією і тією ж. Частина відхилень буде усунена при обробці короткої кромки. Відхилення, що залишилися, наприклад, ті, що становлять 0,1 мм приведуть в результаті до вигнутої форми, яка легко буде автоматично випрямлена під час встановлення, оскільки замикаючий елемент і замикаючий паз утворюються з напрямними поверхнями, які автоматично притискаються одна до одної і утворюють тим самим пряму лінію. Звичайно, панелі можуть бути не сильно притиснуті одна до одної. Всі панелі мають злегка вигнуту форму навіть у випадку, коли є ідеальна відповідність. На фіг. 11 показано, що компонування інструментів, як показано на фіг. 10d, згідно із зразковим варіантом здійснення винаходу, може бути сконструйоване таким чином, щоб планка шпунта і зовнішня частина 12 UA 107936 C2 5 10 15 20 25 30 35 40 45 50 55 60 планки утворювалися за допомогою, наприклад, третьої інструментальної одиниці TB3 або частково зубцями 68а COMBI-інструмента 68. Така обробка також буде усувати наслідки горизонтального повороту на вертикальному замикаючому засобі, якщо це необхідно. Подібна конфігурація інструмента може бути використана для утворення замикаючих систем з прилеглими поверхнями, які мають точну відповідність, і не потрібно ніяких просторів для того, щоб компенсувати виробничі відхилення. Це дозволяє утворити непроникні і вологостійкі замикаючі системи. На фіг. 12а-12е показаний напрямок зусилля різання для роз'яснення принципу дії компонування 68 інструментів, як показано на фіг. 7c, 8a або 10d. Фреза для чистового різання попереднього рівня техніки спрямовує зусилля різання в напрямках Py-, Px- і Py-, відображених на фіг. 12а. Зусилля Py- несе явну небезпеку в створенні мікростружок, як описано вище, оскільки спрямоване назовні зусилля чинить тиск на крихкий поверхневий шар, що не має за ним опори. На фіг. 12b показаний зразковий варіант здійснення компонування інструментів для етапу придання форми згідно з винаходом, диск 96 інструмента 68 для чистового різання головним чином працює у вертикальній площині і обертається в напрямку подачі дошки, тобто робочі зубці переміщуються в тому ж самому напрямку, що і дошка, тобто в напрямку FD подачі. З цієї причини ні зусилля Px-, ні зусилля Py- не створюють мікростружки на поверхневому шарі. Інструмент 68, отже, буде менш гострим, ніж би був потрібен для існування зусилля Py- на поверхневий шар. Якщо інструмент обертався б в протилежному напрямку, це привело б до значного придання зусилля Py-, яке могло б значно зменшити робочу швидкість і термін експлуатації інструмента. Другий принцип дії, що збільшує термін експлуатації специфічного компонування 68 інструментів фіг. 12b, стосується характеристик зносу наконечника 92 інструментального оснащення 96 фрези для чистового різання фіг. 12с. Ділянка Сс зовнішнього наконечника інструмента 68 буде ділянкою, яка першою стикається з високоабразивним поверхневим шаром і видаляє матеріал. Інша різальна кромка Dd, розташована перед Сс, буде різати тільки внутрішній шар 30. Однак коли наконечник Сс зноситься, він буде злегка віддалений від кромки 18, 19 фіг. 1, але замість цього високоабразивний поверхневий шар буде різати свіжу ділянку різальної кромки наконечника Сс. Коли ця ділянка знесеться, тоді різання буде здійснювати нова свіжа ділянка різальної кромки, при цьому інструмент буде поступово зноситися від кінчика різця, поки наконечник не знесеться до ділянки Ee. Спосіб доведення до максимуму терміну експлуатації інструмента, отже, полягає в тому, щоб збільшити відстань від ділянки Сс наконечника інструмента до ділянки Ee. У порівнянні з традиційною фрезою для чистового різання, при якому потрібно ручним чином здійснювати покрокове переміщення інструмента, цей режим роботи у випадку роботи інструмента у вертикальній площині буде автоматично переміщувати свіжу різальну кромку у високооабразивному матеріалі, при її зносі. У позиції 1' замикаючого елемента напрямок повороту конфігурації 68' обертового інструмента повинен бути залежним від напрямку FD подачі, запозичуючи подібні принципи як у COMBI-інструмента 68 фіг. 12b на стороні 1 замикаючого паза. Напрямок обертання гарантує, що зусилля різання прямують під поверхневий шар у внутрішній шар, що є дуже важливим, як описано вище. На фіг. 12d і 12е показані два зразковихваріанти здійснення, де показано, що чим більший кут замикання для горизонтального замикання, тим більше потрібний кут для інструмента. Також можливо використовувати цей спосіб для кута замикання, що становить 90 градусів при горизонтальному замиканні, коли не існує виступаючого шпунта як в замикаючій системі фіг. 12е. Якщо обертова ділянка 96 для чистового різання фіг. 12 буде працювати не зовсім у вертикальній площині, а з невеликим нахилом, це може змінити принцип зносу інструмента для чистового різання. Це в свою чергу може мати позитивний вплив на термін експлуатації інструмента при конкретному матеріалі, наприклад, при дуже крихких поверхнях, які є дуже чутливими до загостреності інструмента. При обертанні виключно у вертикальній площині без нахилу, зовнішня найгостріша ділянка кінчика різця між Сс і Ee фіг. 12с буде віддаляти високоабразивний поверхневий шар. Переміщення зубців інструмента проілюстроване на фіг. 12d на вигляді зверху, де повне видалення поверхневого шару буде виконане в місцеположенні А, коли інструмент є новим. Свіжа ділянка кромки наконечника буде ковзати вздовж вже прорізаного краю кромки поверхневого шару між місцеположенням А і С. Коли інструмент зноситься, точка А буде наближатися до точки В і зрештою прийде до цієї точки, коли інструмент знесеться, як було описано вище. Перша точка, в якій інструмент починає різання, коли інструмент є зношеним, буде знову ж точкою А. Якщо матеріал є чутливим до зношеної різальної кромки, це може спричинити утворення деякої кількості мікростружок, навіть якщо ділянка свіжої різальної кромки від наступного зубця, що наближається буде видаляти деяку 13 UA 107936 C2 5 10 15 20 25 30 35 40 45 50 55 60 частину цієї ділянки кромки. На фіг. 12е проілюстроване переміщення зубців по краю поверхневого шару під час зміни нахилу інструмента. При зміні нахилу зубець інструмента буде різати вздовж всієї кромки від ділянки Сс кромки до ділянки Ee фіг. 12с, оскільки зубець буде поступово пересуватися всередину дошки від точки А до точки В дошки фіг. 12е, слідуючи лінії TL інструмента. Від точки В до точки С контакту з дошкою здійснюватися не буде. Якщо обертова фреза 96 для чистового різання фіг. 12b буде заміщена конфігурацією шабрильного інструмента об'єднаної, наприклад, з конфігурацією 95 обертового інструмента, або конфігурацією шабрильного інструмента, тоді конфігурація 96 шабрильного інструмента переважно буде працювати з похилим кутом для спрямування зусилля всередину на внутрішній шар. Якщо обертовий інструмент приводиться в дію, починаючи з верхньої частини, наприклад, на стороні шпунта, тоді напрямок повороту повинен бути проти напрямку FD подачі для того, щоб спрямовувати сили в напрямку Py-. На фіг. 13а-13b показаний вигляд збоку і зверху зразкового варіанта здійснення профілюючої лінії, що включає етап попередньої обробки згідно з винаходом. На фіг. 13а-13b показане компонування 68 інструментів, що має другий інструмент Аа, який утворює щонайменше частину взаємодіючих поверхонь, які замикають прилеглі кромки в горизонтальному напрямку або на стороні замикаючого елемента, або на стороні замикаючого паза. Зразкове компонування 68 інструментів встановлюється на одній стороні 89 опорного стовпа 80, але працює на іншій стороні 88 опорного стовпа 80, тобто у взаємодії з першим інструментом Bb. Як приклад інструментальне оснащення містить першу конфігурацію обертового інструмента і другу конфігурацію шабрильного інструмента, або конфігурація обертового інструмента може також бути конфігурацією шабрильного інструмента, лазером, невеликою кінцевою фрезою або інструментом, який може видаляти матеріал. Оскільки знос досить сильно зменшується за рахунок етапу попередньої обробки, для профілювання обох взаємодіючих поверхонь може бути задіяна лише одна інструментальна одиниця. Фахівцем в даній галузі техніки буде брати до уваги, що знову ж переважно здійснювати покрокові переміщення для однієї частини цієї інструментальної одиниці, оскільки ця частина інструмента для чистового різання в більшості випадків буде здійснювати різання невеликих ділянок високоабразивного поверхневого шару, при цьому навіть якщо її знос буде зменшений за рахунок етапу попередньої обробки, вона може значно швидше знестися, ніж інша частина інструментального оснащення, що профілює тільки внутрішній шар. Другий інструмент Аа може бути також, наприклад, встановлений на другому опорному стовпі 81, але працювати на тій же стороні 88 опорного стовпа 80, якщо два опорних стовпи знаходяться близько один до одного. Для сторони замикаючого елемента і замикаючого паза може бути використане компонування з незначними змінами інструментів, але вони всі основані на загальному принципі обробки щонайменше частині взаємодіючих поверхонь, які замикають прилеглі кромки в горизонтальному напрямку в профілюючій машині згідно із зразковим варіантом здійснення винаходу. Переважно також враховувати принципи попередньої обробки. Фахівець в даній галузі техніки братиме до уваги, що принцип попередньої обробки згідно із зразковими варіантами здійснення винаходу також може бути використаний при виробництві панелей підлоги, що не мають зносостійкого верхнього поверхневого шару, для збільшення терміну експлуатації інструментального оснащення за рахунок попередньої обробки поверхні. На фіг. 14а-14d показані зразкові варіанти здійснення конфігурацій інструментів згідно з винаходом. На фіг. 14а показано, що інструмент 68', який утворює верхню частину 18 кромки на стороні 1' замикаючого паза, працює у вертикальному напрямку з кутом інструмента, що становить 90 градусів відносно поверхневого шару. Функціонування є таким же, як для першої інструментальної одиниці TB1, працюючої з верхньою частиною кромки 19 на стороні 1 замикаючого елемента з COMBI-інструментом 68. На фіг. 14b показано, що друга інструментальна одиниця TB2 конфігурації 68' інструмента на стороні 1' замикаючого паза може працювати з кутом інструмента меншим 90 градусів. У цьому випадку кут TA інструмента дорівнює куту LA замикання (див. також фіг. 20а і 20d). COMBI-інструмент 68 в цьому варіанті здійснення має той же самий кут інструмента. На фіг. 14с і фіг. 14d показано, що COMBIінструмент 68' з першою і другою інструментальними одиницями TB1, TB2, розміщеними на одному і тому ж валу, може бути використаний для утворення горизонтальних замикаючих поверхонь на стороні 1' замикаючого паза. Кут TA інструмента повинен бути адаптований для кута LA замикання замикаючої поверхні 12 в замикаючому пазі і для форми шпунта 10. Замикаючі поверхні аж до 80 градусів або навіть більше можуть бути утворені при тому, що виступаюча частина шпунта буде обмежена. На фіг. 14d показана замикаюча система без шпунта, при цьому подібна замикаюча система показана на фіг. 2b, і вони обидві можуть бути 14 UA 107936 C2 5 10 15 20 25 30 35 40 45 50 55 60 утворені з кутом інструмента, що становить 90 градусів. Замикаюча система переважно повинна бути утворена за допомогою конфігурації обертового інструмента проти напрямку подачі для того, щоб уникнути утворення стружок на зносостійкостому поверхневому шарі за рахунок спрямування різальних зусиль у напрямку до внутрішнього шару. На фіг. 15а-15с проілюстрований зразковий варіант здійснення етапу попередньої обробки зносостійкого поверхневого шару 31, як і на фіг. 9d, використовуючи конфігурацію обертового інструмента згідно з винаходом. На фіг. 15а показана фреза 60 для чорнового різання, розміщена на надійній відстані ED, наприклад в 0,5 мм, від кінцевої з'єднувальної кромки 19 для того, щоб уникнути появи білої смужки, що станеться, якщо ED стане меншим, ніж горизонтальне переміщення панелі 1 підлоги між фрезою 60 для чорнового різання і фрезою 62 для чистового різання, за допомогою чого на білому декоративному папері залишиться видимою невелика фаска в кінцевому варіанті панелі підлоги. Інструмент 61 для попередньої обробки може бути розташований близько до з'єднувальної кромки 19, оскільки інструмент розміщується спільно з фрезою 62 для чистового різання, що фактично приводить до відсутнього горизонтального переміщення між інструментом 61 для попередньої обробки і фрезою 62 для чистового різання. Це відбувається через те, що два інструменти переважно розміщуються в середній частині машини, де більше стабільності, на відміну фрезі 60 для чорнового різання, розміщеного на вході профілюючої лінії. Додатково, інструменти рознесені на дуже невелику відстань, і обидва інструменти видаляють дуже обмежену кількість матеріалу, чинячи дуже обмежений бічний тиск. Інструмент 61 для попередньої обробки переважно позиціонується відносно інструмента 62 для чистового різання таким чином, що в кінцевому результаті залишається невелика фаска 76 на покритті 35, але не така глибока, що це приведе до фаски на декоративному папері 35, який буде формувати білу лінію. Ця фаска, яка в подальшому називається мікрофаскою, буде утворювати відчуття згладженого краю кромки, що усуне відому в іншому випадку проблему з ламінатною підлогою, що має дуже гострі кромки. Гострі кромки є проблемою для монтажника, який може порізати руки, а також для покупця, який в деяких випадках може пошкодити шкарпетки при ходьбі по підлозі. Мікрофаска доводить до максимуму термін експлуатації інструмента 62 для чистового різання. Однак повинно бути підкреслено, що можливо розмістити інструмент 61 для попередньої обробки злегка далі, щоб уникнути утворення мікрофаски 76, якщо необхідно, наприклад, при темних декорах, де можна побачити фаску, але при цьому зберегти прийнятний термін експлуатації інструмента для чистового різання. При розміщенні інструмента 61 для попередньої обробки приблизно за межами кінцевої з'єднувальної кромки 19 на відстані 0,1 мм, може бути значно зменшена кількість зносостійкого поверхневого матеріалу, який повинна видалити фреза для чистового різання, в порівнянні із застосуванням фрези для чорнового різання, що залишає 0,5 мм зносостійкого матеріалу. На фіг. 16а-16d проілюстровані конструкції механічних замикаючих систем, які можуть бути виготовлені компонуванням інструментів згідно з винаходом. На фіг. 16а і фіг. 16с показана механічна замикаюча система згідно з попереднім рівнем техніки, що має абсолютно доповнюючі поверхні на стороні шпунта і паза. Однак підтверджено, що виготовлення таких систем неможливе. Верхня контактна поверхня в багатьох випадках може бути дуже невеликою, що викликає пошкодження на верхній контактній поверхні, коли дошки піддаються впливу сил, які пересувають дошки одна відносно одної. Це може привести до утворення проміжків, за рахунок яких бруд і вода можуть потрапити в замикаючу систему. Також це може привести до піднімання декоративної верхньої поверхні, і підлогове покриття буде закриватися незадовільно. Верхня поверхня буде, наприклад, невеликою для дуже тонких дошок, наприклад, 7 мм або менше, або для дошок з фасками, або де потрібно виготовити велику кишеню 79 для клею або технічні проміжки 79 фіг. 16b, 16d, в які повинен бути встановлений ущільнюючий пристрій. Рішення цієї задачі полягає в тому, щоб враховувати зусилля, які відсувають дошки одна від одної за допомогою більшого контакту в іншому місці замикаючого профілю, наприклад, на виступі замикаючої планки, який буде відповідати стикувальним поверхням на поглибленні нижньої сторони паза. Утворення простору між внутрішньою нижньою контактною поверхнею виступу і стикувальною поверхнею шпунта здійснюється для того, щоб враховувати виробничі відхилення для гарантії того, що цей контакт не відділить верхню контактну поверхню дошки. Однак рішення буде за інструментом, що профілює поглиблення і верхню контактну поверхню на стороні замикаючого паза при поєднанні з оснащенням з двох механізмів на стороні замикаючого елемента, таким чином, профілюючи всі критичні горизонтальні поверхні в одному і тому ж місцеположенні. Це здійснює бездоганну відповідність, а більшість спрямованих всередину сил діють в поглибленні, таким чином, 15 UA 107936 C2 5 10 15 20 25 30 35 40 45 50 55 60 захищаючи верхню контактну поверхню. На практиці технічні проміжки 79 на фіг. 16b і 16d використовуються в механічних замикаючих системах для того, щоб врахувати вертикальне і горизонтальне переміщення панелі 1, 1' підлоги між компонуванням інструментів профілюючої лінії під час виробництва. Наприклад, якщо проміжок 79 фіг. 16d повинен був бути усунений, і при цьому використовувалося б традиційне компонування інструментів, тоді міг би існувати деякий хід між інструментом, який ріже кромки 18, 19 і 46, 56, в результаті чого міг би утворитися простір між верхньою контактною поверхнею 18,19, при натисненні поверхні 46 на поверхню 56, при цьому міг би з'явитися видимий проміжок. Якби простір існував, натиснення б не трапилося. За допомогою цього винаходу можливо виробити обидві поверхні 19 і 46, або 18 і 56 одним або двома інструментами в одному і тому ж місцеположенні профілювання. Це тоді усуне відхилення відносно місцеположень поверхонь, і у цьому випадку тенденції натиснення можна було б уникнути. Отже, можливо усунути проміжки 79 фіг. 16b і фіг. 16d. Це викликає додаткову міцність для з'єднання при горизонтальних зусиллях, коли дошки скріплюються. Відсутність проміжку, може бути додатково переважним для м'яких матеріалів внутрішнього шару, такого як ДВПСЩ, або в присутності зрізаної вертикальної контактної поверхні, наприклад, через глибоку фаску, або коли над шпунтом необхідний великий проміжок. На фіг. 17а-17е проілюстровані зразкові варіанти здійснення компонування інструментів для замикаючої системи, де одна контактна поверхня 43, 53 основує вертикальну замикаючу поверхню, а також горизонтальну замикаючу поверхню для спрямованих всередину сил згідно з винаходом. Фахівець в даній галузі техніки братиме до уваги, що тут проілюстрована лише одна контактна поверхня, але описані принципи природно є також застосовними, якщо існує більше, ніж одна контактна поверхня. На фіг. 17а показано, що інструмент видаляє основну частину зносостійкого матеріалу. На фіг. 17b показано, що інструмент видаляє основну частину матеріалу внутрішнього шару для того, щоб зменшити кількість матеріалу, який повинен бути видалений наступними по порядку інструментами. На фіг. 17с показане компонування інструментів для попередньої обробки, що видаляє велику частину зносостійкого матеріалу, що залишився, який повинна видаляти фреза для чистового різання на фіг. 17d. Компонування інструментів для попередньої обробки фіг. 17с розташовується близько до фрези для чистового різання фіг. 17d і розташовується в середній частині профілюючої лінії близько до фрези для чистового різання. На фіг. 17d показано два альтернативних компонування інструментів для сторони паза. Альт. 1 є відображенням конфігурації обертового інструмента, причому контактна поверхня 43 повинна бути профільована на наступному етапі, показаному на фіг. 17е. На фіг. 17e показане компонування інструментів, яке знаходиться на віддаленні від компонування інструментів фіг. 17d, при цьому можуть виникнути горизонтальні переміщення панелі підлоги, особливо внаслідок зовнішнього розміщення панелі підлоги, в якому вона не завжди задовільно скріплена з подаючим ланцюгом. Таке переміщення буде породжувати невідповідності. Якщо виникне відповідність, це може породити скрип після встановлення, і встановлення буде виконувати складніше через туге з'єднання. Альт. 2 є відображенням альтернативного шабрильного інструмента 68" в поєднанні з конфігурацією 68 обертового інструмента. При такому збиранні фіг. 17d вертикальна і горизонтальна поверхні профілюються в одному і тому ж місцеположенні. Це є важливим принципом, який забезпечує система, при цьому він є дуже особливо переважним для замикаючих систем, що мають поверхні, які складаються з вертикальної і горизонтальної замикаючої поверхні. Фахівець в даній галузі техніки братиме до уваги, що також прийнятні інші зразкові механічні замикаючі системи, наприклад, традиційні планкові замикаючі системи, як на фіг. 1, де нижні вертикальні поверхні 46, 56 були видалені, і похилі замикаючі поверхні 11, 12 обидві є вертикальними і горизонтальними замикаючими поверхнями. Фіг. 18а-18b є профілюючими лініями, що ілюструють зразкові варіанти здійснення альтернативи до COMBI-інструмента, що застосовує етап попередньої обробки згідно з винаходом. Подвійний механізм 83, 84 являє собою один інструмент 84, що ріже зверху, й інший інструмент 83, що ріже знизу. Оскільки ці інструменти розташовані на одному і тому ж опорному стовпі машини і на одній і тій же стороні 88 опорного стовпа 80, можна буде досягти такого ж ефекту як при використанні COMBI-інструмента 68. Кут інструмента буде тоді обмежений кутом замикаючої поверхні. Інструменти 83 і 84 можуть бути рознесені на невелику відстань на опорному стовпі 80, і вони можуть обидва працювати на одній і тій же стороні дошки, наприклад, на стороні 1 паза з похилими запірними поверхнями замикаючого елемента, коли інструмент 83 є більшим, ніж інструмент 84, і цей механізм нахилений. Подібне раніше виконати було 16 UA 107936 C2 5 10 15 20 25 30 35 40 45 50 55 60 неможливо, оскільки інструмент, який ріже зносостійкий поверхневий шар, був змушений працювати в горизонтальній площині і, отже, блокував підходи інших інструментів в паз під шпунт. Будь-який один з цих інструментів, або обидва можуть бути замінені на конфігурації шабрильних інструментів, і тоді на замикаючому елементі стає можливим профілювати будь-які геометричні форми, наприклад, замикаючі поверхні 90 градусів. Вирішальним для точності профілювання з точки зору відповідності є те, що всі інструментальні одиниці повинні знаходитися близько одна до одної. Цього можна досягти, використовуючи декілька дуже невеликих обертових інструментів, які можуть в такому випадку знаходитися близько один до одного через невеликі діаметри інструментів, це технічно еквівалентне використанню великих інструментів, змонтованих на одній і тій же стороні опорного стовпа. У випадку використання декількох невеликих інструментів, переважно використовувати один або декілька великих обертових інструментів для видалення більшої частини матеріалу і використовувати набір дуже невеликих інструментів, встановлених бік об бік для видалення кінцевої невеликої кількості матеріалу і створення кінцевих замикаючих поверхонь. Вони можуть, наприклад, бути рознесені не більше ніж на відстань TD, що становить 40 мм між валами інструментів. На фіг. 19а-19с проілюстровані наконечники 93, 94 фрези для чистового різання зразкового варіанта здійснення конфігурації інструмента, що ріже знизу згідно з винаходом. Якщо верхній шар складається з дуже твердих частинок або великих частинок, наконечник інструмента може піддаватися таким навантаженням, що його куток може відламатися, особливо у випадку наконечника 94 інструмента, що має кут, що становить 90 градусів як на фіг. 19b. Наконечник інструмента може бути більш гострим на відміну від 90 градусів. Якщо кромка наконечника інструмента ламається, буде утворена тупа різальна кромка, яка може входити в зачеплення з кінцевою кромкою дошки підлоги. Це в свою чергу може привести до утворення стружки. Рішення цієї задачі полягає в загостренні наконечника 93 кромки, як на фіг. 19а. Основне місце зачеплення тоді не буде знаходитися на кінцевій ділянці кромки, і при цьому буде поступово переміщуватися всередину при обертанні інструмента. У випадку поломки кута частина кромки, що залишилася буде гострою, а оскільки точка зачеплення кромки переміщується всередину під час обертання інструмента, стружка буде зрізана, що надасть точну форму ділянці кінцевої кромки. На фіг. 20а-20b проілюстрований зразковий варіант здійснення COMBI-інструмента 68, і як він може змінювати розташування згідно з винаходом. COMBI-інструмент 69 здійснює різання, обертаючись навколо осі його вала. При нахилі вала COMBI-інструмента під різними кутами, механічна замикаюча система може бути зроблена, використовуючи різні кути для різання поверхні. Місцеположення вала може змінюватися по суті від паралельного верхньому поверхневому шару 31 і до розташованого таким чином, що поверхня обертання диска відповідає куту LA1-LA2 замикання замикаючої поверхні 11. Це означає, що для різальних зубців може бути здійснена корекція для профілювання замикаючих поверхонь під різними кутами інструмента. На фіг. 20а і 20d показані два різних приклади вертикальних кутів замикання, що становлять 90 градусів і 60 градусів. На фіг. 20с і 20f показано, як коректуються відповідні кути ТА диска обертового інструмента для того, щоб здійснити можливість профілювання цих замикаючих поверхонь. Рішення для сторони замикаючого елемента не може сильно змінюватися залежно від геометрії замикаючої системи. Фіг. 21а і 21b є виглядами зразкових варіантів здійснення обладнання, що виробляє механічні замикаючі системи на протилежних кромках панелі підлоги, що містить нижній ланцюг 70, верхній ремінь або ланцюг 70а і декілька конфігурацій інструментів для утворення протилежних кромок згідно з винаходом. Панель 1 підлоги переміщується в напрямку подачі нижнім ланцюгом 70 або верхнім ременем/ланцюгом 70а, причому її декоративна лицьова сторона стикається з нижнім ланцюгом. Нижній ланцюг переміщується вертикально або горизонтально за допомогою нижнього напрямного пристрою 70с. Верхній ремінь або ланцюг переміщується в горизонтальному напрямку верхнім напрямним пристроєм 70b і сконфігурована таким чином, що вона притискує панель підлоги у вертикальному напрямку до нижнього ланцюга. Напрямні пристрої 70с і 70b сконфігуровані таким чином, що горизонтальне відхилення від прямого напрямку подачі між двома конфігураціями інструментів по суті дорівнює або менше, ніж відповідне відхилення верхнього ременя або ланцюга від нижнього ланцюга. На фіг. 21а показана панель 1 підлоги, яка головним чином спрямовується в прямому горизонтальному напрямку вздовж напрямку подачі за допомогою одного або декількох верхніх ременів 70а. На фіг. 21b показано, що подача в тому ж самому напрямку може бути здійснена верхнім ланцюгом 70а. На фіг. 22а показаний варіант здійснення, при якому тільки один верхній ремінь 70а має горизонтальний напрямний пристрій 70b. Інший ремінь 70a' є традиційним ременем. На фіг. 22b 17 UA 107936 C2 5 10 15 20 25 30 35 40 45 50 55 60 показано, що верхній ланцюг 70a або ремінь, який взаємодіє з нижнім ланцюгом або ременем 70b, може бути встановлений між традиційним обладнанням ланцюга/ременя для того, щоб горизонтально спрямовувати панель під час обробки. За допомогою виробничого обладнання може бути досягнуто декілька переваг, причому горизонтальний напрямок по суті виконується верхнім ланцюгом або ременем. Зворотна сторона панелі підлоги, яка стикається з ременем або ланцюгом, може бути утворена зповерхнею, яка може мати високий коефіцієнт тертя. Ремінь або верхній ланцюг також можуть мати поверхню з високим коефіцієнтом тертя. Така поверхня може навіть утворити деякий рельєф на зворотній стороні без будь-якого негативного впливу на якість панелі підлоги. Дуже тісний зв'язок між верхнім ременем або ланцюгом з панеллю підлоги може бути здійснений незалежно від структури поверхні декоративної сторони, яка стикається з нижнім ланцюгом. Обладнання також забезпечує переваги, що полягають в тому, що не потрібно напрямних пазів і не потрібно окремого коректування напрямних частин, якщо розмір панелі або замикаючої системи змінюється. Змінювана товщина дошки може бути, наприклад, компенсована верхнім ланцюгом, який має гнучку пластину ланцюга. Весь ланцюг або ремінь також можуть бути зміщені у вертикальному напрямку. На фіг. 23а показаний зразковий варіант здійснення конфігурації 68 інструмента згідно з винаходом. Далі представлений зразковий варіант здійснення конфігурації 68 шабрильного інструмента, який містить безліч ділянок 106a-d, що видаляють стружку, які розміщені вздовж напрямку FD подачі в конкретних місцеположеннях відносно до кожного з множини інших ділянок, що видаляють стружку, і вздовж кромки панелі підлоги, на яку буде утворена замикаюча система. Конфігурація 68 шабрильного інструмента має закріплені зубці, причому кожний зубець 105a-d містить ділянку 106a-d, що видаляє стружку, наприклад, різальну поверхню, яка надалі називається наконечником 106, і набір державок 107a-d. Типовий зуб 105 закріпляється на арматурі 100 за допомогою шурупа 103. Переважна кількість зубців, тобто державок 107 наконечників, які можуть бути прикріплені до однієї і тієї ж арматури 100, може бути від 2 до 8 або більше. Зразковий спосіб кріплення зубців 105 полягає в позиціонуванні кожного зубця на поперечині 102 арматури 100. Кожна арматура 100 має отвори 101 під болти, які використовуються для кріплення арматури 100 на профілюючій лінії. Кожний наконечник 106a-d на державці 107a-d наконечника, закріпленому на арматурі 100, розташовується таким чином, що кожний подальший наконечник 106 має відмінне місцеположення в горизонтальному або вертикальному напрямку або в горизонтальному і вертикальному напрямку. При використанні конфігурації шабрильного інструмента пил і стружки можна просто прибрати з отвору у кожного наконечника. Показано, що різні державки 105a-d наконечників мають один і той же розмір на арматурі 100. Наконечники 106a-d в такому випадку знаходяться в лінії наконечників. Інший альтернативний варіант здійснення згідно з винаходом полягає в тому, щоб зміщати зубці вертикально і/або горизонтально. Перший зубець 105а може, наприклад, мати розмір, який "коротший", ніж у другого "вищого" зубця 105b. Таким чином, перший зубець 105а може досягати поверхні матеріалу, який повинен бути видалений, при цьому він є "досить коротким" для видалення матеріалу, а другий зубець 105b повинен потім видалити наступний шар матеріалу, який знаходиться ще далі від наконечника 106b, і потрібно, щоб він був, отже, "вищим". Таким чином, наконечники, що знаходяться на арматурі 100, якщо розглядати їх збоку, будуть утворювати нахил, за рахунок зростання, починаючи з "найкоротшого" першого зубця 105a, а закінчуючи "найвищим" в кінцевому положенні 105d. На фіг. 23b проілюстрований зразковий варіант здійснення того, як згідно з винаходом можуть бути усунені виробничі відхилення. Конфігурація 68 шабрильного інструмента проілюстрована як приклад. У цьому випадку конфігурація шабрильного інструмента не тільки має два протилежних робочі місцеположення для встановлення інструментів в напрямку подачі, але перша інструментальна одиниця TB1 також як друга інструментальна одиниця TB1 можуть усувати відхилення, оскільки вони працюють, розташовуючись близько одна до одної, відповідно до взаємодіючих замикаючих поверхонь 19,11; 12,18, і на одному і тому ж етапі відхилення зменшується. Форма наконечників виготовляється залежно від того, яку необхідно зробити замикаючу систему, а те як зубці розташовуються на арматурі, залежить від того як профілювати матеріал - зверху або знизу. Для фахівця в даній галузі техніки буде зрозуміло, що для даного винаходу можуть бути виконані різні модифікації і зміни, не виходячи з його об'єму, що визначено прикладеною формулою винаходу. ФОРМУЛА ВИНАХОДУ 18 UA 107936 C2 5 10 15 20 25 30 35 40 45 50 55 60 1. Спосіб виробництва механічних замикаючих систем на панелі (1′, 1) підлоги, використовуючи першу конфігурацію (68) інструмента, в якому панель (1′, 1) підлоги містить: зносостійкий верхній поверхневий шар (31), внутрішній шар (30) і механічні замикаючі системи (43, 46, 11, 19; 53, 56, 12, 18) на першій (1) і другій (1′) кромках для горизонтального замикання панелі (1′, 1) підлоги з подібними іншими панелями, причому механічна замикаюча система містить: першу пару замикаючих поверхонь на першій кромці (1) панелі і другу пару замикаючих поверхонь на протилежній другій кромці (1′), при цьому перша пара замикаючих поверхонь містить першу верхню кромку (19) і замикаючий елемент (8), а друга пара замикаючих поверхонь містить другу верхню кромку (18) і замикаючий паз (14), в якому: панель підлоги переміщують в напрямку (FD) подачі, причому її першу кромку (1) переміщують відносно першої конфігурації (68) інструмента, при цьому перша конфігурація (68) інструмента містить першу і другу інструментальні одиниці (ТВ1, ТВ2), розміщені на одній і тій же стороні (88) першого опорного стовпа (80), що має дві протилежні сторони (88, 89), попередньо обробляють щонайменше частину зносостійкого верхнього поверхневого шару (31b) панелі (1) підлоги на першій верхній кромці (19) таким чином, що властивості поверхневого шару змінюються; обробляють першою (ТВ1) і другою (ТВ2) інструментальними одиницями щонайменше частину першої пари замикаючих поверхонь (19, 8). 2. Спосіб за п. 1, в якому переміщують панелі (1′) підлоги в напрямку (FD) подачі, причому її другу кромку (18) переміщують відносно другої конфігурації (68′) інструмента, при цьому друга конфігурація (68′) інструмента містить першу і другу інструментальні одиниці (ТВ1, ТВ2), розміщені на одній і тій же стороні другого опорного стовпа (88), що має дві протилежні сторони (88, 89), і за рахунок другої конфігурації (68′) інструмента утворюють щонайменше частину щонайменше однієї з поверхонь другої пари замикаючих поверхонь (18, 14). 3. Спосіб за п. 2, в якому обробляють щонайменше частину зносостійкого верхнього поверхневого шару (31b) панелі (1′) підлоги на другій верхній кромці (18) таким чином, що властивості поверхневого шару змінюються, перед тим як утворюють щонайменше частину щонайменше однієї з поверхонь другої пари замикаючих поверхонь (18, 14). 4. Спосіб за будь-яким з пп. 1-3, в якому конфігурація (68) інструмента є конфігурацією обертового інструмента, що містить першу інструментальну одиницю (ТВ1), що має перший диск (95) інструмента, і другу інструментальну одиницю (ТВ2), що має другий диск (96) інструмента, причому перший і другий диски інструмента приводять в дію одним обертовим валом (87), при цьому диски здатні змінювати положення один відносно одного. 5. Спосіб за будь-яким з пп. 1-3, в якому перша інструментальна одиниця (ТВ1) містить перший диск (95) інструмента, а друга інструментальна одиниця (ТВ2) містить другий диск (96) інструмента, причому перший диск (83) інструмента приводять в дію першим обертовим валом (86), а другий диск (84) інструмента приводять в дію другим обертовим валом (87), при цьому перший (86) і другий (87) обертові вали встановлені на одній і тій же стороні (88) опорного стовпа (80). 6. Спосіб за будь-яким з п. 4 або 5, в якому конфігурація (68) інструмента, що має щонайменше перший диск (95) інструмента, обробляє поверхню по суті паралельно вертикальному куту (ТА1) конфігурації інструмента або паралельно куту (LA) замикання замикаючої поверхні (11), або паралельно будь-якому куту, що знаходиться між вертикальним кутом (ТА1) конфігурації інструмента і кутом (LA) замикання замикаючої поверхні (11). 7. Спосіб за одним з пп. 1-3, в якому конфігурація (68) інструмента є конфігурацією протягувального інструмента, що містить першу інструментальну одиницю (ТВ1), яка має першу арматуру і другу інструментальну одиницю (ТВ2), яка має другу арматуру, при цьому арматура, що має щонайменше одну державку (107) з наконечником (106), утворює замикаючі поверхні щонайменше одним наконечником, що має поверхню, яка видаляє стружку, закріпленим під конкретним кутом і в конкретному місцерозташуванні на державці (107). 8. Спосіб за будь-яким з пп. 1-7, в якому попередня обробка щонайменше частини зносостійкого верхнього поверхневого шару (31b) панелі (1′, 1) підлоги на верхній кромці (18, 19) панелі підлоги полягає в тому, що: видаляють частину краю (76) на верхній кромці (18, 19) зносостійкого верхнього поверхневого шару (31). 9. Спосіб за п. 8, в якому видаляють частину краю (76) верхньої кромки (18, 19) зносостійкого верхнього поверхневого шару (31) за допомогою традиційної фрези для чорнового різання, яку 19 UA 107936 C2 5 10 15 20 розміщують (ED) поруч з кінцевою кромкою верхнього поверхневого шару в місцеположенні (TD) близькому до фрези для чистового різання. 10. Спосіб за будь-яким з пп. 1-9, в якому попередня обробка щонайменше частини зносостійкого верхнього поверхневого шару (31) панелі (1’, 1) підлоги на верхній кромці (18, 19) панелі підлоги є проміжним етапом попередньої обробки, що полягає в тому, що: видаляють частину краю (76) на верхній кромці (18, 19) зносостійкого верхнього поверхневого шару (31); а перший етап попередньої обробки, який передує проміжному етапу попередньої обробки полягає в тому, що: видаляють щонайменше частину верхнього поверхневого шару (31) панелі підлоги на першій кромці (1) за допомогою першого інструмента (60) для попередньої обробки. 11. Спосіб за одним з пп. 1-7, в якому попередня обробка щонайменше частини зносостійкого верхнього поверхневого шару (31) панелі (1′, 1) підлоги на верхній кромці (18, 19) панелі підлоги полягає в тому, що: зменшують твердість за рахунок змащування і/або нагрівання (67) частини краю (76) зносостійкого верхнього поверхневого шару (31). 12. Спосіб за п. 11, в якому змащування (67) є змащуванням воском. 13. Спосіб за п. 11, в якому нагрівання (67) здійснюють за допомогою нагрівання лазером або інфрачервоними лампами, або гарячим повітрям, або ковзним башмаком, або мікрохвилями. 14. Спосіб за будь-яким з пп. 8-10, в якому видалений край (76) зносостійкого верхнього поверхневого шару (31) є ділянкою кромки, яка є тоншою, ніж верхній поверхневий шар (31). 15. Спосіб за будь-яким з пп. 1-14, в якому зносостійкий верхній поверхневий шар (31) є ламінатом або деревноволокнистим складом. 20 UA 107936 C2 21 UA 107936 C2 22 UA 107936 C2 23 UA 107936 C2 24 UA 107936 C2 25 UA 107936 C2 26 UA 107936 C2 27 UA 107936 C2 28
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod and arrangements relating to edge machining of building panels
Автори англійськоюPervan, Darko, Bergelin, Marcus, Boo, Christian
Автори російськоюПерван Дарко, Бергелин Маркус, Боо Кристиан
МПК / Мітки
МПК: E04F 15/02, B27M 3/06, B27M 3/04, B27F 1/00, B27C 5/00
Мітки: обробки, будівельних, кромок, панелей, спосіб
Код посилання
<a href="https://ua.patents.su/45-107936-sposib-obrobki-kromok-budivelnikh-panelejj.html" target="_blank" rel="follow" title="База патентів України">Спосіб обробки кромок будівельних панелей</a>
Спосіб виробництва структурно-ізоляційних панелей (сіп-панелей) – готових конструктивних елементів будівель і будівельних споруд
Номер патенту: 96648
Опубліковано: 10.02.2015
Автор: Ковганіч Дмитро Володимирович
МПК: E04C 2/26, E04B 1/14, E04B 1/02
Мітки: сіп-панелей, конструктивних, будівель, спосіб, будівельних, панелей, виробництва, споруд, елементів, структурно-ізоляційних, готових
Формула / Реферат:
1. Спосіб виробництва структурно-ізоляційних панелей (СІП-панелей) - готових конструктивних елементів будівель і будівельних споруд, що включає послідовне приклеювання шарів, за рахунок нанесення на перший поверхневий шар клею, накладання на нього внутрішнього шару, на який також наносять шар клею і закривають зверху другим поверхневим шаром, після чого пресують по всій площині під впливом високого тиску, який відрізняється тим, що готові...
Спосіб розмежування відкритих просторів поверхів чи площин будинків з використанням будівельних панелей або плит
Номер патенту: 7624
Опубліковано: 15.07.2005
Автори: Гончаренко Роман Олександрович, Нестеренко Микола Іванович, Нестеренко Євгеній Миколайович
Мітки: розмежування, будинків, панелей, відкритих, будівельних, використанням, плит, просторів, спосіб, площин, поверхів
Формула / Реферат:
1. Спосіб розмежування відкритих просторів поверхів чи площин будинків з використанням будівельних панелей або плит, який відрізняється тим, що панелі або плити, висота яких більша за ширину і відповідає відстані від підлоги до стелі і які мають на торцевих бокових поверхнях вертикальний гребінь з одного боку і відповідний йому паз - з другого, а також паз у верхній торцевій частині панелі або плити, встановлюють вертикально, при влаштуванні...
Способи і пристрої, пов’язані з формуванням поверхонь будівельних панелей
Номер патенту: 107205
Опубліковано: 10.12.2014
Автори: ВАЛЛІН, Магнус
МПК: E04F 15/04, E04F 15/02, B27M 3/06
Мітки: способи, поверхонь, панелей, пристрої, будівельних, пов'язані, формуванням
Формула / Реферат:
1. Спосіб виготовлення панелей (2) підлоги, що включає в себе етапи, на яких:здійснюють механічну обробку множини пазів (20', 20") серцевини у верхній горизонтальній поверхні елемента (3) підлоги;наносять верхній поверхневий шар (31) на серцевину (30) елемента (3) підлоги;прикладають тиск щонайменше до частин поверхневого шару (31) таким чином, що поверхневий шар (31) проходить по поверхні елемента підлоги і,...
Спосіб виробництва будівельних панелей
Номер патенту: 38599
Опубліковано: 12.01.2009
Автори: Твердохлібов Роман Валентинович, Дороніна Юлія Ніколаєвна, Твердохлібова Лідія Дмитрівна
МПК: E04B 2/02
Мітки: виробництва, панелей, будівельних, спосіб
Формула / Реферат:
1. Спосіб виробництва будівельних панелей, згідно з яким виготовляють профілі з тонкостінної листової оцинкованої сталі, перфорують їх, збирають каркаси будівельних панелей, прошивають вузли самонарізними шурупами, покривають каркас теплоізолювальним матеріалом, який захищають зсередини пароізолювальною плівкою та внутрішньою плитою, а зовні - гідроізолювальною плівкою, утеплювачем та зовнішньою плитою, який відрізняється тим, що для збирання...
Пристрій для обробки кромок отворів
Номер патенту: 84398
Опубліковано: 25.10.2013
Автори: Лях Бенгард Григорович, Лавриненко Роман Миколайович, Любов Олексій Вікторович, Самчук Володимир Володимирович
МПК: B23B 51/00, B23B 5/16
Мітки: обробки, кромок, отворів, пристрій
Формула / Реферат:
Пристрій для обробки кромок отворів, що містить втулку, пружину, вал, який відрізняється тим, що його оснащено конусною інструментальною втулкою, до торця якої жорстко прикріплена шліцьова втулка, вздовж головної осі якої встановлено, з можливістю повздовжнього руху, шліцьовий вал, на одному кінці якого, який встановлено у втулку, закріплено фіксатор, а до іншого торця жорстко прикріплена робоча частина, на кінці якої прикріплена змінна...
Попередній патент: 5-феніл-[1,2,4]триазоло[1,5-а]піридин-2-ілкарбоксаміди як інгібітори jak
Наступний патент: Спосіб інтегрованого безпервного виробництва біологічних молекул
Випадковий патент: Неорганічна плита та спосіб її виготовлення