Ливарно-прокатна кліть
Номер патенту: 100153
Опубліковано: 10.07.2015
Автори: Шепель Анна Олександрівна, Чубенко Вікторія Анатоліївна, Чубенко Валерій Андрійович, Хіноцька Алла Анатоліївна, Бережний Микола Миколайович, Мацишин Сергій Олегович


Формула / Реферат
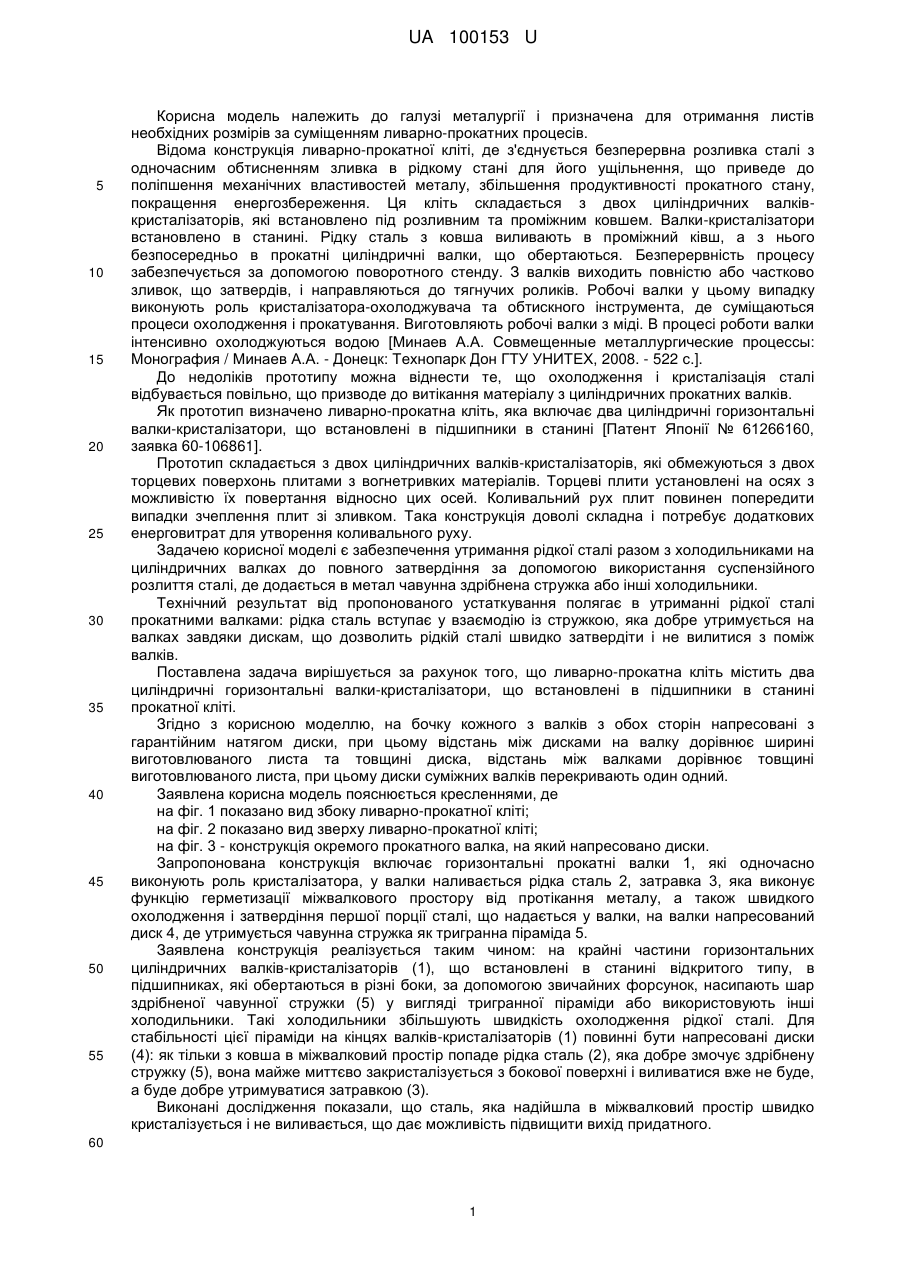
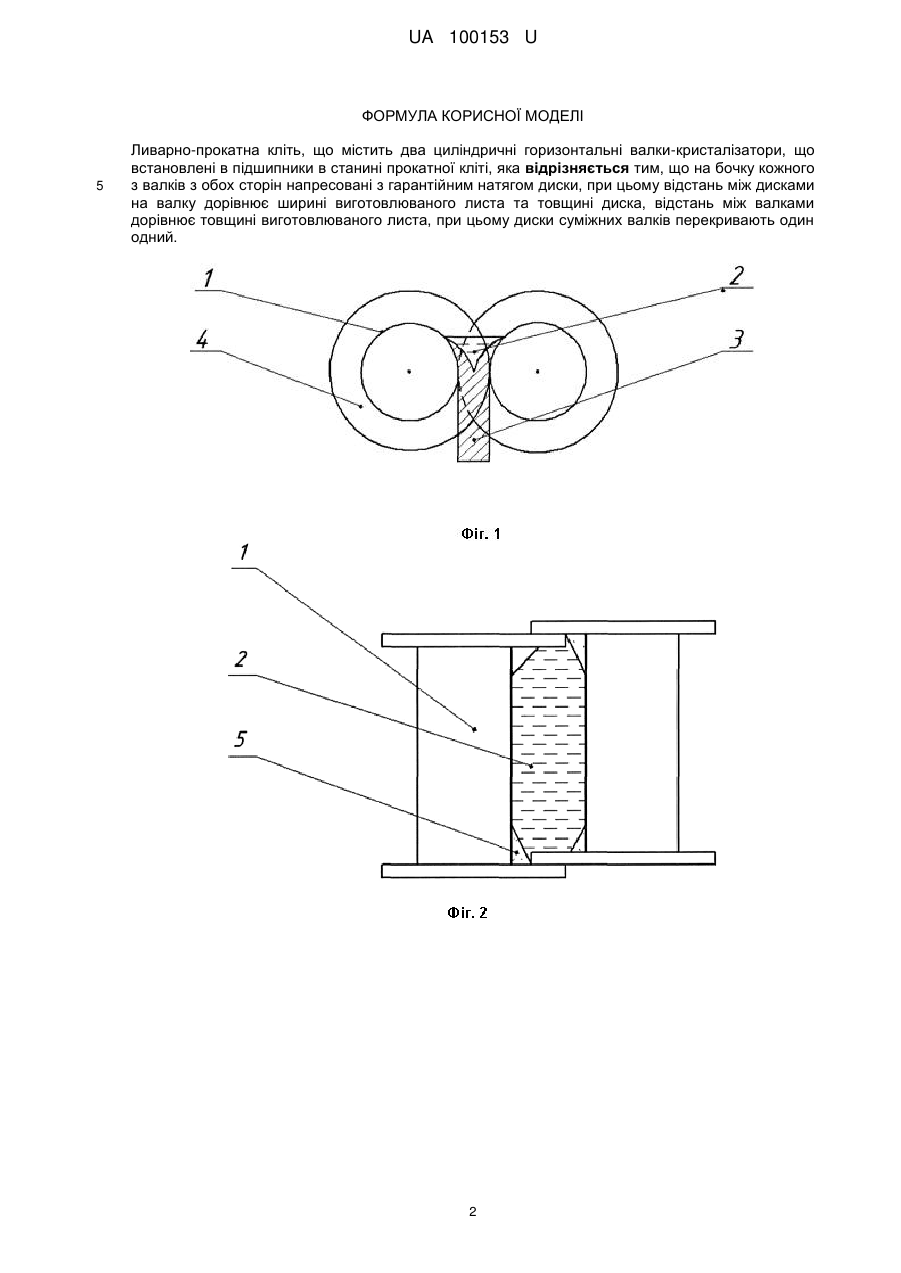
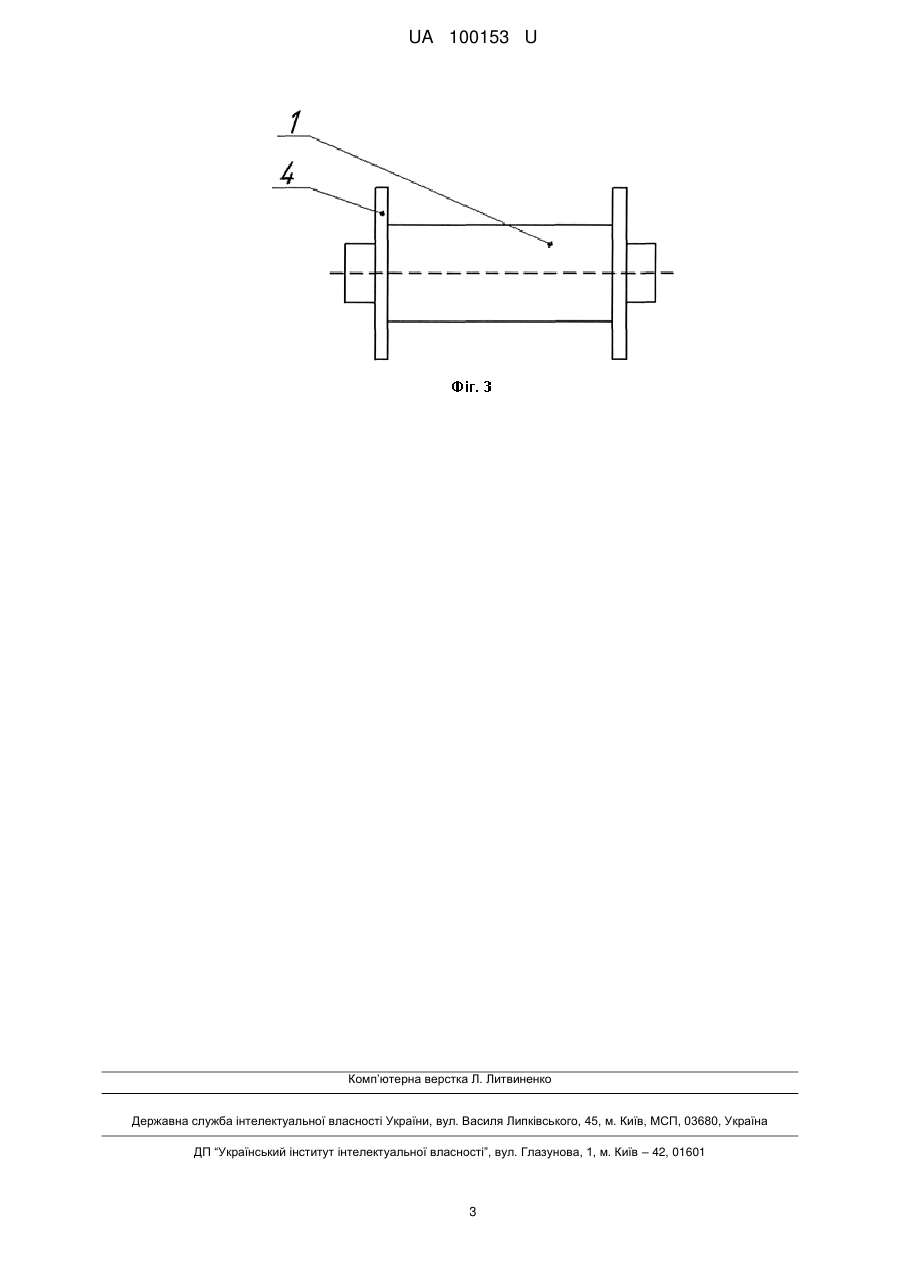
Ливарно-прокатна кліть, що містить два циліндричні горизонтальні валки-кристалізатори, що встановлені в підшипники в станині прокатної кліті, яка відрізняється тим, що на бочку кожного з валків з обох сторін напресовані з гарантійним натягом диски, при цьому відстань між дисками на валку дорівнює ширині виготовлюваного листа та товщині диска, відстань між валками дорівнює товщині виготовлюваного листа, при цьому диски суміжних валків перекривають один одний.
Текст
Реферат: Ливарно-прокатна кліть містить два циліндричні горизонтальні валки-кристалізатори, що встановлені в підшипники в станині прокатної кліті. На бочку кожного з валків з обох сторін напресовані з гарантійним натягом диски, при цьому відстань між дисками на валку дорівнює ширині виготовлюваного листа та товщині диска, відстань між валками дорівнює товщині виготовлюваного листа, при цьому диски суміжних валків перекривають один одний. UA 100153 U (12) UA 100153 U UA 100153 U 5 10 15 20 25 30 35 40 45 50 55 Корисна модель належить до галузі металургії і призначена для отримання листів необхідних розмірів за суміщенням ливарно-прокатних процесів. Відома конструкція ливарно-прокатної кліті, де з'єднується безперервна розливка сталі з одночасним обтисненням зливка в рідкому стані для його ущільнення, що приведе до поліпшення механічних властивостей металу, збільшення продуктивності прокатного стану, покращення енергозбереження. Ця кліть складається з двох циліндричних валківкристалізаторів, які встановлено під розливним та проміжним ковшем. Валки-кристалізатори встановлено в станині. Рідку сталь з ковша виливають в проміжний ківш, а з нього безпосередньо в прокатні циліндричні валки, що обертаються. Безперервність процесу забезпечується за допомогою поворотного стенду. З валків виходить повністю або частково зливок, що затвердів, і направляються до тягнучих роликів. Робочі валки у цьому випадку виконують роль кристалізатора-охолоджувача та обтискного інструмента, де суміщаються процеси охолодження і прокатування. Виготовляють робочі валки з міді. В процесі роботи валки інтенсивно охолоджуються водою [Минаев А.А. Совмещенные металлургические процессы: Монография / Минаев А.А. - Донецк: Технопарк Дон ГТУ УНИТЕХ, 2008. - 522 с.]. До недоліків прототипу можна віднести те, що охолодження і кристалізація сталі відбувається повільно, що призводе до витікання матеріалу з циліндричних прокатних валків. Як прототип визначено ливарно-прокатна кліть, яка включає два циліндричні горизонтальні валки-кристалізатори, що встановлені в підшипники в станині [Патент Японії № 61266160, заявка 60-106861]. Прототип складається з двох циліндричних валків-кристалізаторів, які обмежуються з двох торцевих поверхонь плитами з вогнетривких матеріалів. Торцеві плити установлені на осях з можливістю їх повертання відносно цих осей. Коливальний рух плит повинен попередити випадки зчеплення плит зі зливком. Така конструкція доволі складна і потребує додаткових енерговитрат для утворення коливального руху. Задачею корисної моделі є забезпечення утримання рідкої сталі разом з холодильниками на циліндричних валках до повного затвердіння за допомогою використання суспензійного розлиття сталі, де додається в метал чавунна здрібнена стружка або інші холодильники. Технічний результат від пропонованого устаткування полягає в утриманні рідкої сталі прокатними валками: рідка сталь вступає у взаємодію із стружкою, яка добре утримується на валках завдяки дискам, що дозволить рідкій сталі швидко затвердіти і не вилитися з поміж валків. Поставлена задача вирішується за рахунок того, що ливарно-прокатна кліть містить два циліндричні горизонтальні валки-кристалізатори, що встановлені в підшипники в станині прокатної кліті. Згідно з корисною моделлю, на бочку кожного з валків з обох сторін напресовані з гарантійним натягом диски, при цьому відстань між дисками на валку дорівнює ширині виготовлюваного листа та товщині диска, відстань між валками дорівнює товщині виготовлюваного листа, при цьому диски суміжних валків перекривають один одний. Заявлена корисна модель пояснюється кресленнями, де на фіг. 1 показано вид збоку ливарно-прокатної кліті; на фіг. 2 показано вид зверху ливарно-прокатної кліті; на фіг. 3 - конструкція окремого прокатного валка, на який напресовано диски. Запропонована конструкція включає горизонтальні прокатні валки 1, які одночасно виконують роль кристалізатора, у валки наливається рідка сталь 2, затравка 3, яка виконує функцію герметизації міжвалкового простору від протікання металу, а також швидкого охолодження і затвердіння першої порції сталі, що надається у валки, на валки напресований диск 4, де утримується чавунна стружка як тригранна піраміда 5. Заявлена конструкція реалізується таким чином: на крайні частини горизонтальних циліндричних валків-кристалізаторів (1), що встановлені в станині відкритого типу, в підшипниках, які обертаються в різні боки, за допомогою звичайних форсунок, насипають шар здрібненої чавунної стружки (5) у вигляді тригранної піраміди або використовують інші холодильники. Такі холодильники збільшують швидкість охолодження рідкої сталі. Для стабільності цієї піраміди на кінцях валків-кристалізаторів (1) повинні бути напресовані диски (4): як тільки з ковша в міжвалковий простір попаде рідка сталь (2), яка добре змочує здрібнену стружку (5), вона майже миттєво закристалізується з бокової поверхні і виливатися вже не буде, а буде добре утримуватися затравкою (3). Виконані дослідження показали, що сталь, яка надійшла в міжвалковий простір швидко кристалізується і не виливається, що дає можливість підвищити вихід придатного. 60 1 UA 100153 U ФОРМУЛА КОРИСНОЇ МОДЕЛІ 5 Ливарно-прокатна кліть, що містить два циліндричні горизонтальні валки-кристалізатори, що встановлені в підшипники в станині прокатної кліті, яка відрізняється тим, що на бочку кожного з валків з обох сторін напресовані з гарантійним натягом диски, при цьому відстань між дисками на валку дорівнює ширині виготовлюваного листа та товщині диска, відстань між валками дорівнює товщині виготовлюваного листа, при цьому диски суміжних валків перекривають один одний. 2 UA 100153 U Комп’ютерна верстка Л. Литвиненко Державна служба інтелектуальної власності України, вул. Василя Липківського, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут інтелектуальної власності”, вул. Глазунова, 1, м. Київ – 42, 01601 3
ДивитисяДодаткова інформація
Автори англійськоюBerezhnyi Mykola Mykolaiovych, Khinotska Alla Anatoliivna, Matsyshyn Serhii Olehovych
Автори російськоюБережный Николай Николаевич, Хиноцкая Алла Анатольевна, Мацишин Сергей Олегович
МПК / Мітки
МПК: B21B 13/00, B21B 27/02, B21B 31/00
Мітки: кліть, ливарно-прокатна
Код посилання
<a href="https://ua.patents.su/5-100153-livarno-prokatna-klit.html" target="_blank" rel="follow" title="База патентів України">Ливарно-прокатна кліть</a>
Прокатна кліть для виготовлення катаної штаби
Номер патенту: 86058
Опубліковано: 25.03.2009
Автори: Боде Торстен, Вайнгартен Людвіг, Клекнер Юрген
МПК: B21B 13/14
Мітки: штаби, катаної, кліть, прокатна, виготовлення
Формула / Реферат:
1. Прокатна кліть для виготовлення катаної штаби (1), що містить робочі валки (10, 11, 15, 16), які спираються за необхідності на опорні валки (30, 31) або на проміжні валки (20, 21) і опорні валки (30, 31), при цьому робочі валки (10, 11, 15, 16) і/або проміжні валки (20, 21), і/або опорні валки (30, 31) виконані з можливістю осьового переміщення, яка відрізняється тим, що довжина (L) бочки кожного проміжного валка (20, 21) у шестивалковій...
Безстанинна прокатна кліть
Номер патенту: 39042
Опубліковано: 15.05.2001
Автори: Сівак Владислав Олегович, Огінський Йосип Кузьмич, Коган Михайло Маркович, Кісіль Володимир Костянтинович
МПК: B21B 31/16, B21B 13/00
Мітки: безстанинна, прокатна, кліть
Формула / Реферат:
Безстанинна прокатна кліть, що містить у собі верхній та нижній валки з подушками та стяжними болтами з гайками, які проходять через них, механізми радіальної установки валків з ексцентриковими втулками, яка відрізняється тим, що у подушках додатково виконано діаметральні прорізи перпендикулярно площині поздовжніх осей валків, при цьому у прорізах встановлено із зазором прокладки, а ексцентрикові втулки обладнано різьбовими відтинками, на...
Прокатна кліть

Номер патенту: 62354
Опубліковано: 15.12.2003
Автори: Стеч Володимир Станіславович, Шевченко Олексій Якович, Литвинов Володимир Ілліч, Барабаш Андрій Володимирович, Колесников Юрій Миколайович, Єлецьких Володимир Іванович, Каушанський Ігор Борисович, Бобров Анатолій Андрійович
МПК: B21B 13/02
Формула / Реферат:
Прокатна кліть, яка містить станину з верхнім та нижнім робочими валками з підшипниковими подушками, встановленими з можливістю контакту з облицювальними планками боковин станини, і, з'єднані з магістраллю напору і зливу, розпірні гідрокапсули для вибору зазорів між підшипниковими подушками і облицювальними планками, яка відрізняється тим, що гідрокапсули розміщені в опорних поверхнях, виготовлених у боковинах станини з боку входу або виходу...
Прокатна кліть з чотиривалковим калібром
Номер патенту: 39041
Опубліковано: 15.05.2001
Автори: Коган Михайло Маркович, Сівак Владислав Олегович, Огінський Йосип Кузьмич, Кісіль Володимир Костянтинович
МПК: B21B 13/00, B21B 31/16
Мітки: кліть, калібром, прокатна, чотиривалковим
Формула / Реферат:
Прокатна кліть з чотиривалковим калібром, яка містить в собі привідні робочі валки з підшипниками, яка відрізняється тим, що вона містить два взаємозв´язані вузли, кожний з яких виконано у вигляді двох корпусних рознімних елементів, між якими розташовані перпендикулярно один до одного попарно робочі валки, закріплені у підшипниках, при цьому на привідних кінцях пари валків встановлені конічні шестерні, що утворюють шестеренну передачу,...
Чотиривалкова прокатна кліть з віялоподібним розташуванням валків
Номер патенту: 43298
Опубліковано: 10.08.2009
Автори: Нечепоренко Володимир Андрійович, Алексеєнко Андрій Георгійович
МПК: B21B 13/00
Мітки: віялоподібним, валків, чотиривалкова, розташуванням, прокатна, кліть
Формула / Реферат:
Чотиривалкова прокатна кліть з віялоподібним розташуванням валків, що містить чотири окремих корпуси, що утворюють станину, вузли робочих валків з підшипниковими опорами та ексцентрикові механізми радіального регулювання валків, яка відрізняється тим, що чотири окремих корпуси, що утворюють станину, виконані у вигляді чотирьох однакових паралелепіпедів, що межують один з одним, з прямокутними проточками для вільного розміщення вертикальних та...
Попередній патент: Спосіб формування кар’єрних транспортних комунікацій
Наступний патент: Плавуча населена система берегового захисту “соберенго”
Випадковий патент: Регульований ексцентрик