Прокатна кліть для виготовлення катаної штаби
Номер патенту: 86058
Опубліковано: 25.03.2009
Автори: Боде Торстен, Вайнгартен Людвіг, Клекнер Юрген
Формула / Реферат
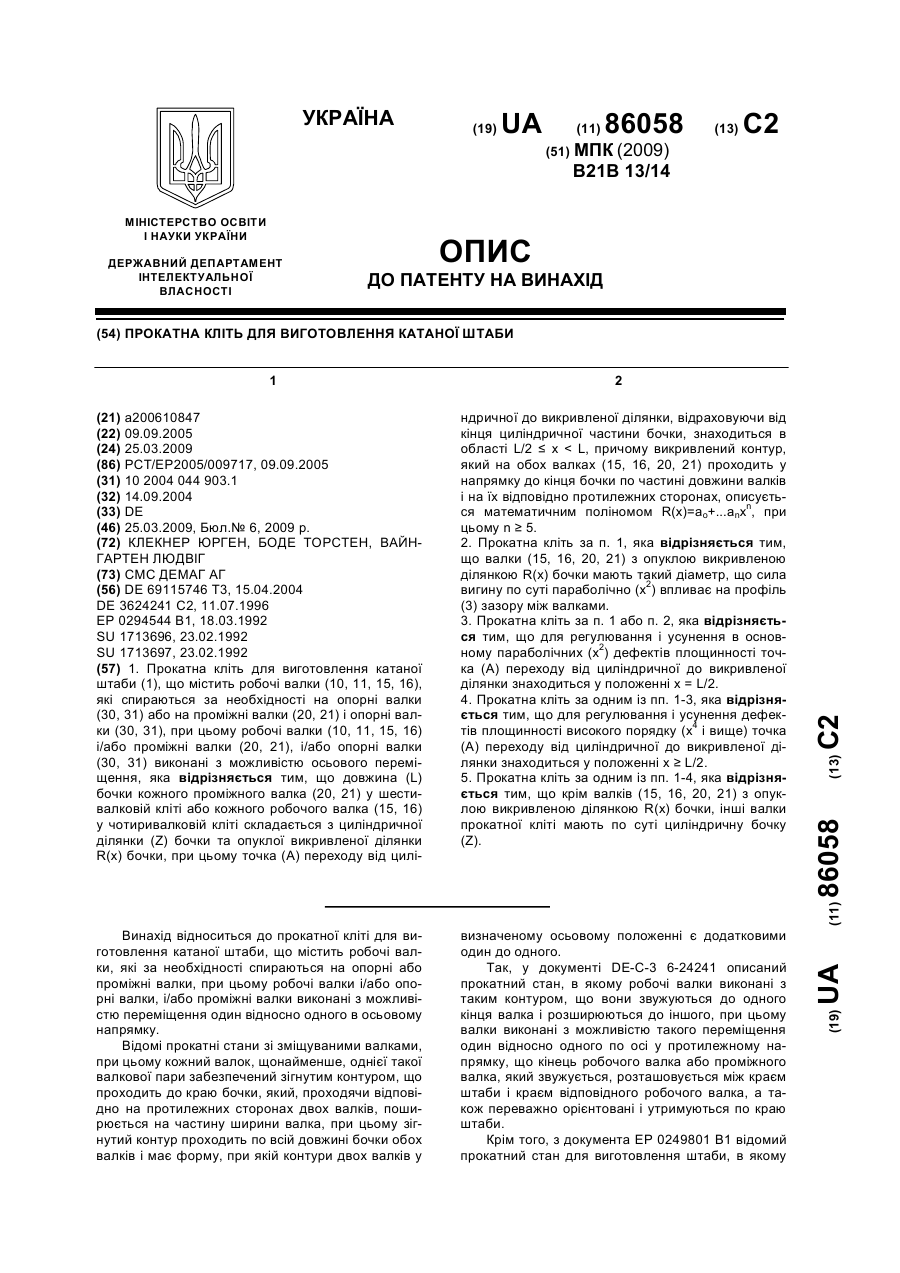
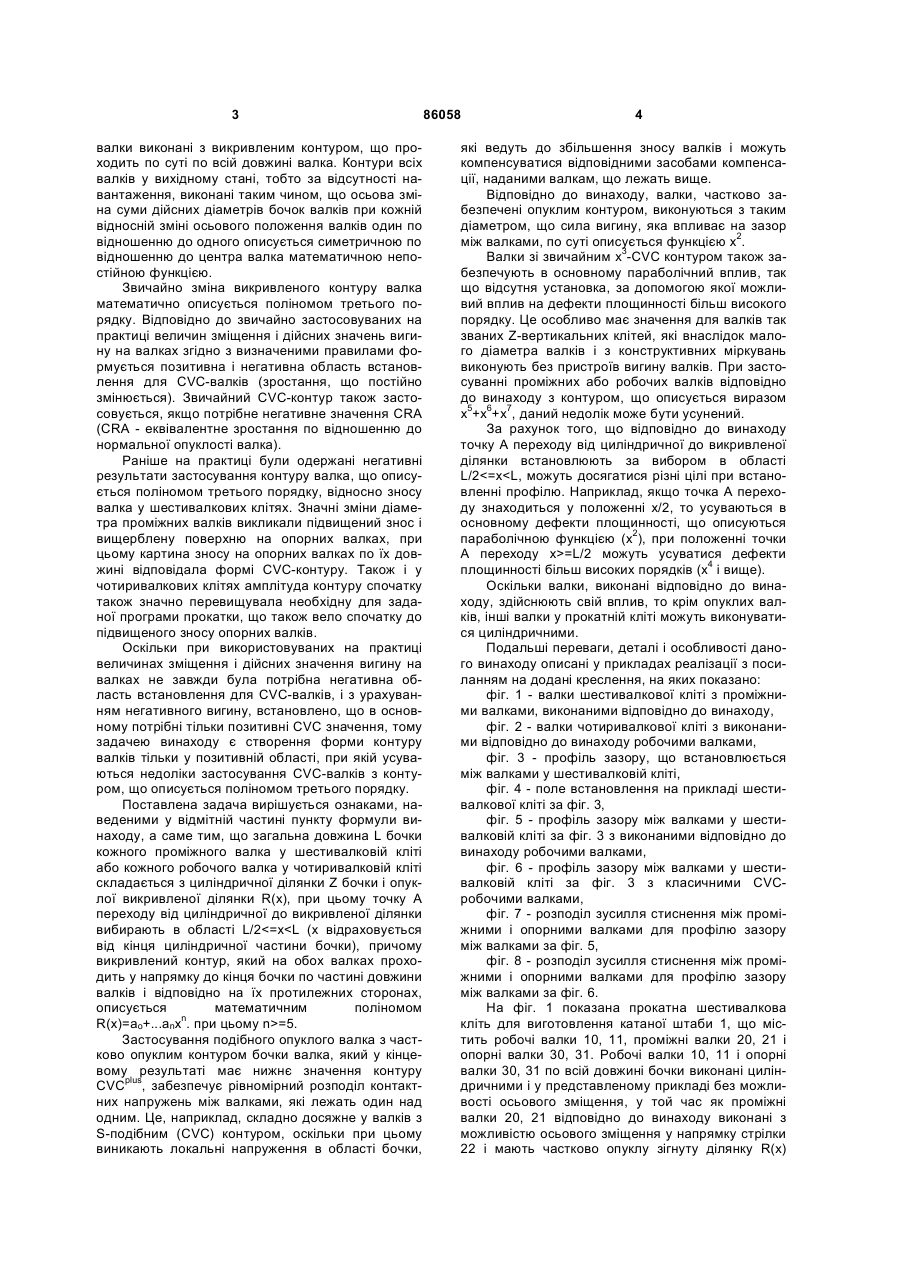
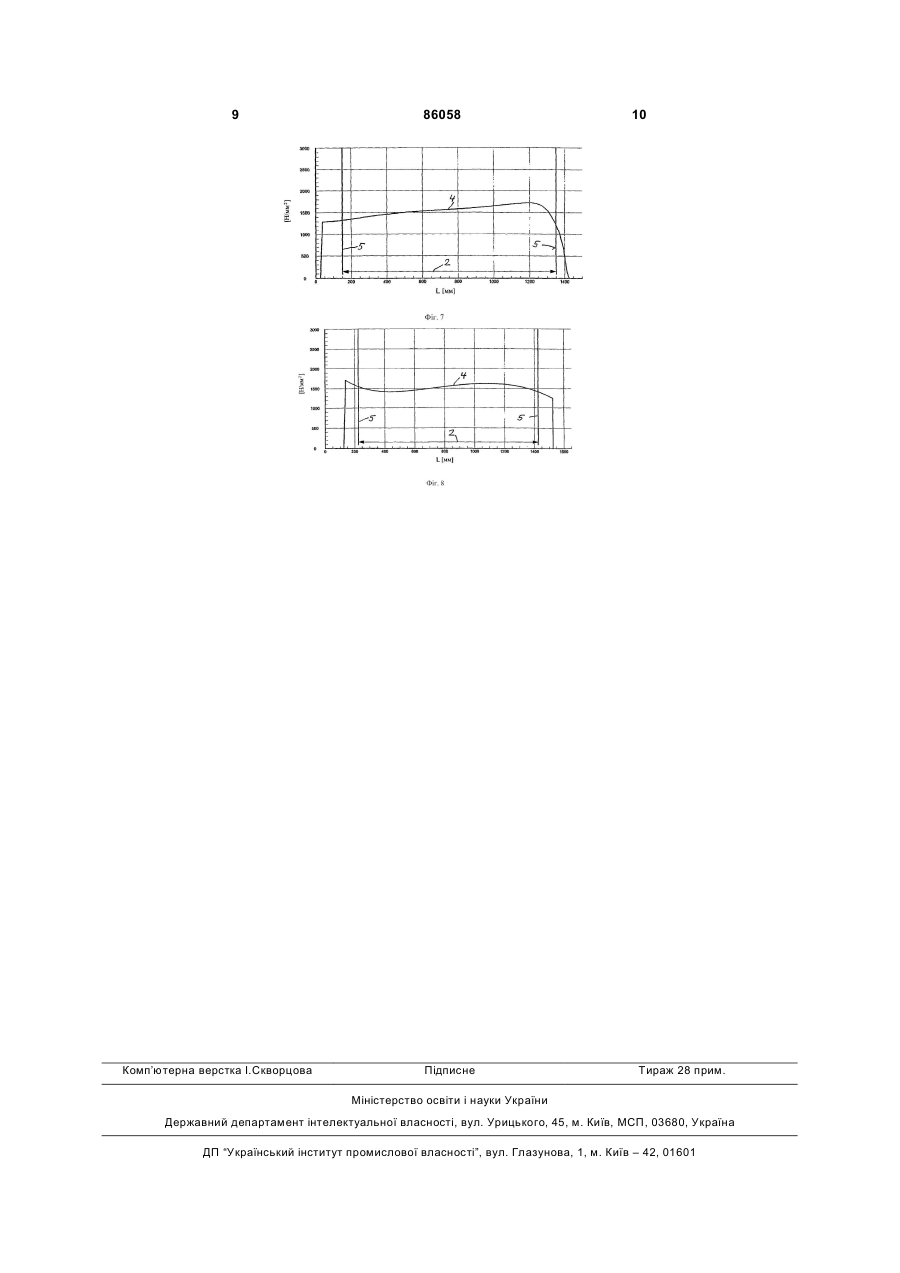
1. Прокатна кліть для виготовлення катаної штаби (1), що містить робочі валки (10, 11, 15, 16), які спираються за необхідності на опорні валки (30, 31) або на проміжні валки (20, 21) і опорні валки (30, 31), при цьому робочі валки (10, 11, 15, 16) і/або проміжні валки (20, 21), і/або опорні валки (30, 31) виконані з можливістю осьового переміщення, яка відрізняється тим, що довжина (L) бочки кожного проміжного валка (20, 21) у шестивалковій кліті або кожного робочого валка (15, 16) у чотиривалковій кліті складається з циліндричної ділянки (Z) бочки та опуклої викривленої ділянки R(x) бочки, при цьому точка (А) переходу від циліндричної до викривленої ділянки, відраховуючи від кінця циліндричної частини бочки, знаходиться в області L/2 ≤ x < L, причому викривлений контур, який на обох валках (15, 16, 20, 21) проходить у напрямку до кінця бочки по частині довжини валків і на їх відповідно протилежних сторонах, описується математичним поліномом R(x)=ao+...anxn, при цьому n ≥ 5.
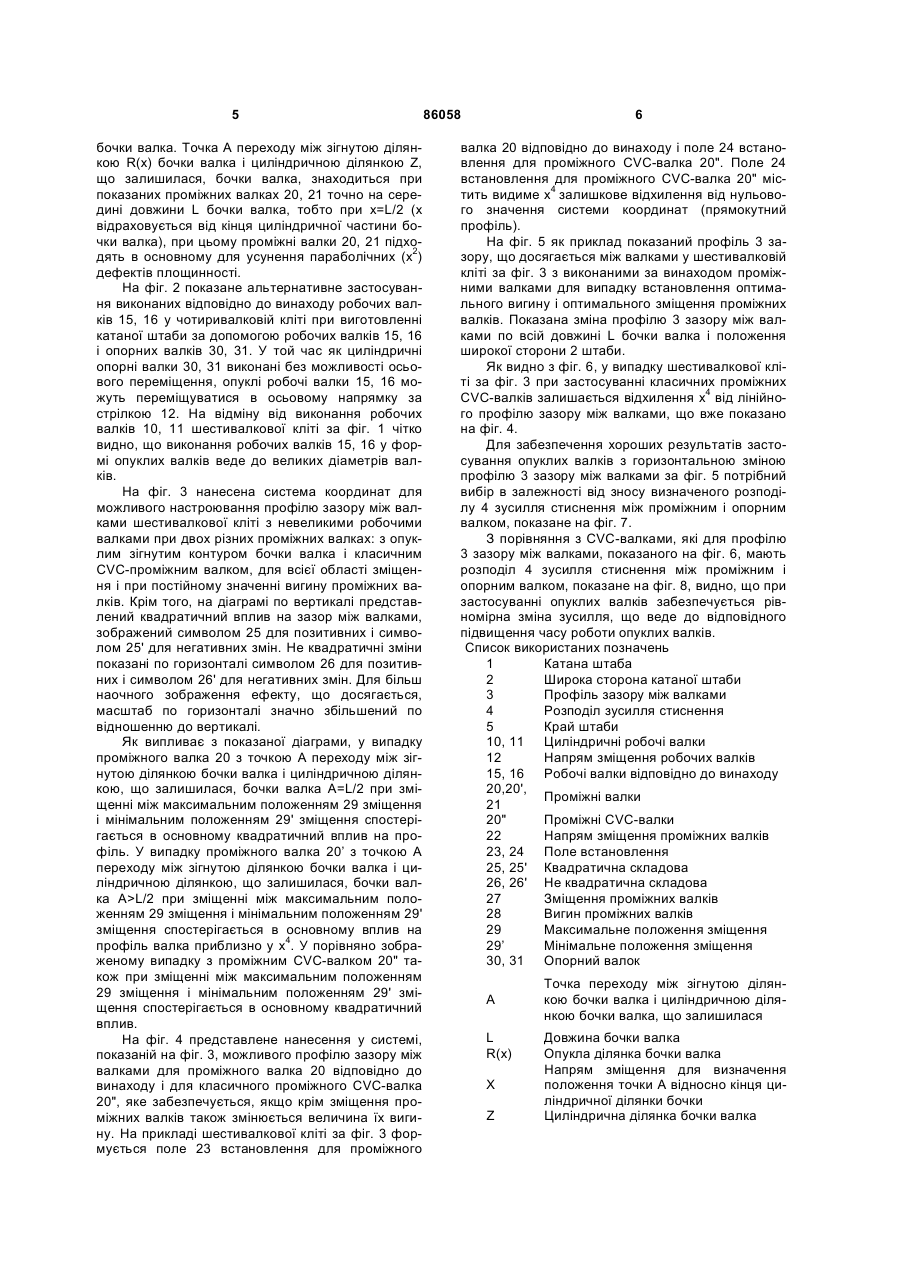
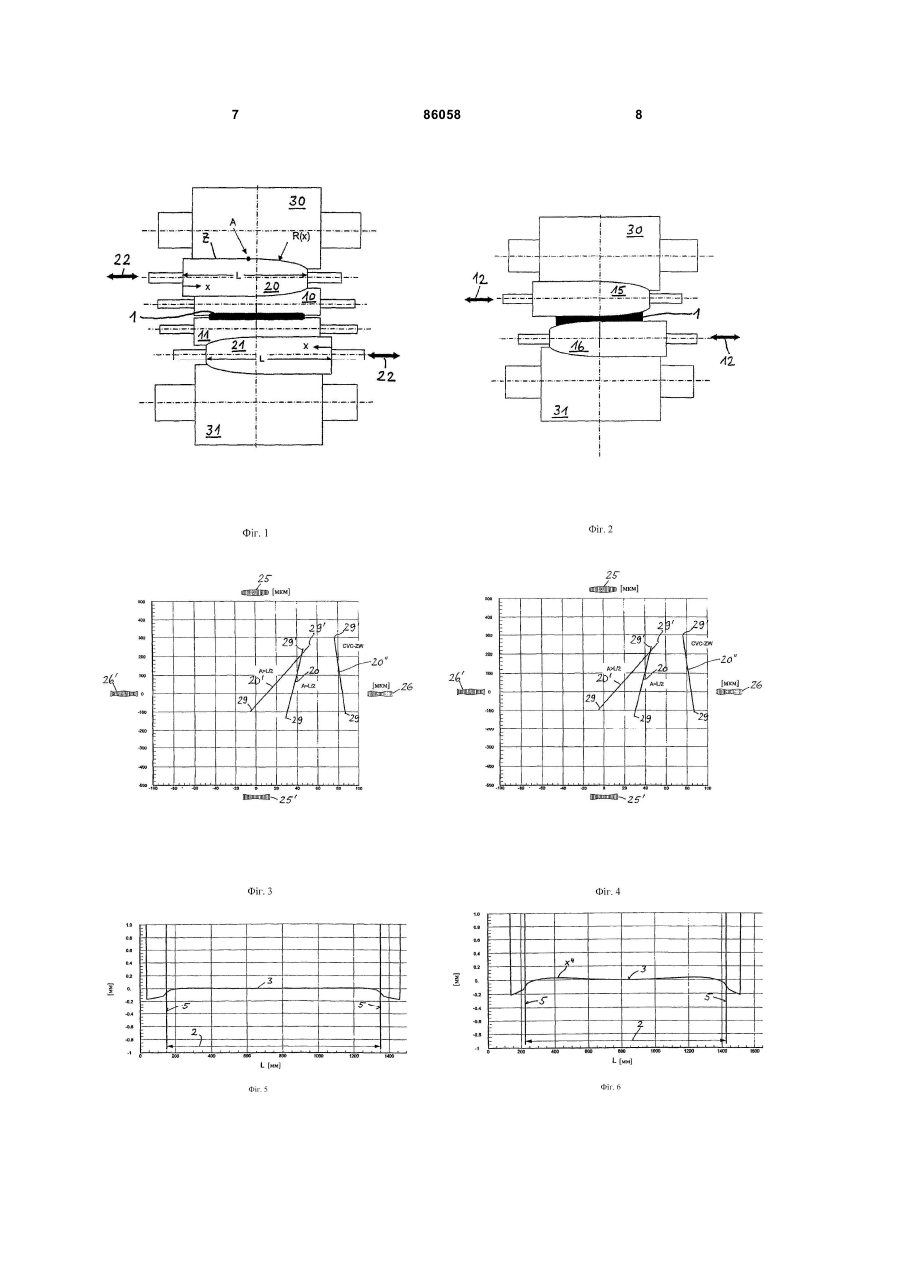
2. Прокатна кліть за п. 1, яка відрізняється тим, що валки (15, 16, 20, 21) з опуклою викривленою ділянкою R(x) бочки мають такий діаметр, що сила вигину по суті параболічно (х2) впливає на профіль (3) зазору між валками.
3. Прокатна кліть за п. 1 або п. 2, яка відрізняється тим, що для регулювання і усунення в основному параболічних (х2) дефектів площинності точка (А) переходу від циліндричної до викривленої ділянки знаходиться у положенні x = L/2.
4. Прокатна кліть за одним із пп. 1-3, яка відрізняється тим, що для регулювання і усунення дефектів площинності високого порядку (х4 і вище) точка (А) переходу від циліндричної до викривленої ділянки знаходиться у положенні x ≥ L/2.
5. Прокатна кліть за одним із пп. 1-4, яка відрізняється тим, що крім валків (15, 16, 20, 21) з опуклою викривленою ділянкою R(x) бочки, інші валки прокатної кліті мають по суті циліндричну бочку (Z).
Текст
1. Прокатна кліть для виготовлення катаної штаби (1), що містить робочі валки (10, 11, 15, 16), які спираються за необхідності на опорні валки (30, 31) або на проміжні валки (20, 21) і опорні валки (30, 31), при цьому робочі валки (10, 11, 15, 16) і/або проміжні валки (20, 21), і/або опорні валки (30, 31) виконані з можливістю осьового переміщення, яка відрізняється тим, що довжина (L) бочки кожного проміжного валка (20, 21) у шестивалковій кліті або кожного робочого валка (15, 16) у чотиривалковій кліті складається з циліндричної ділянки (Z) бочки та опуклої викривленої ділянки R(x) бочки, при цьому точка (А) переходу від цилі C2 2 86058 1 3 валки виконані з викривленим контуром, що проходить по суті по всій довжині валка. Контури всіх валків у вихідному стані, тобто за відсутності навантаження, виконані таким чином, що осьова зміна суми дійсних діаметрів бочок валків при кожній відносній зміні осьового положення валків один по відношенню до одного описується симетричною по відношенню до центра валка математичною непостійною функцією. Звичайно зміна викривленого контуру валка математично описується поліномом третього порядку. Відповідно до звичайно застосовуваних на практиці величин зміщення і дійсних значень вигину на валках згідно з визначеними правилами формується позитивна і негативна область встановлення для CVC-валків (зростання, що постійно змінюється). Звичайний CVC-контур також застосовується, якщо потрібне негативне значення CRA (CRA - еквівалентне зростання по відношенню до нормальної опуклості валка). Раніше на практиці були одержані негативні результати застосування контуру валка, що описується поліномом третього порядку, відносно зносу валка у шестивалкових клітях. Значні зміни діаметра проміжних валків викликали підвищений знос і вищерблену поверхню на опорних валках, при цьому картина зносу на опорних валках по їх довжині відповідала формі CVC-контуру. Також і у чотиривалкових клітях амплітуда контуру спочатку також значно перевищувала необхідну для заданої програми прокатки, що також вело спочатку до підвищеного зносу опорних валків. Оскільки при використовуваних на практиці величинах зміщення і дійсних значення вигину на валках не завжди була потрібна негативна область встановлення для CVC-валків, і з урахуванням негативного вигину, встановлено, що в основному потрібні тільки позитивні CVC значення, тому задачею винаходу є створення форми контуру валків тільки у позитивній області, при якій усуваються недоліки застосування CVC-валків з контуром, що описується поліномом третього порядку. Поставлена задача вирішується ознаками, наведеними у відмітній частині пункту формули винаходу, а саме тим, що загальна довжина L бочки кожного проміжного валка у шестивалковій кліті або кожного робочого валка у чотиривалковій кліті складається з циліндричної ділянки Ζ бочки і опуклої викривленої ділянки R(x), при цьому точку А переходу від циліндричної до викривленої ділянки вибирають в області L/2
ДивитисяДодаткова інформація
Назва патенту англійськоюSexto-type roll stand for producing rolled strip
Автори англійськоюKlockner Jurgen, Bode Thorsten, Weingarten Ludwig
Назва патенту російськоюПрокатная клеть для изготовления катаной полосы
Автори російськоюКлекнер Юрген, Боде Торстен, Вайнгартен Людвиг
МПК / Мітки
МПК: B21B 13/14
Мітки: виготовлення, штаби, катаної, кліть, прокатна
Код посилання
<a href="https://ua.patents.su/5-86058-prokatna-klit-dlya-vigotovlennya-katano-shtabi.html" target="_blank" rel="follow" title="База патентів України">Прокатна кліть для виготовлення катаної штаби</a>
Прокатна кліть лінії для виготовлення зварних прямошовних труб
Номер патенту: 50403
Опубліковано: 15.10.2002
Автори: Сатонін Олександр Володимирович, Севост'янов Сергій Вікторович, Новоселов Сергій Вікторович, Потапкін Віктор Федорович, Колесников Юрій Миколайович, Послушняк Олексій Володимирович, Капорович Світлана Едуардівна, Сусь Юрій Васильович
МПК: B21B 31/00
Мітки: зварних, виготовлення, лінії, кліть, труб, прокатна, прямошовних
Формула / Реферат:
1. Прокатна кліть лінії для виготовлення зварних прямошовних труб, що включає станину з розміщеними в ній подушками з двома привідними каліброваними робочими валками, радіус твірної калібру яких дорівнює радіусу зовнішньої поверхні труби, що прокатується, і пристрій для зміцнення внутрішньої поверхні звареного шва, що містить пару обтискних роликів, радіус твірної поверхні яких дорівнює радіусу внутрішньої поверхні труби, що прокатується, яка...
Безстанинна прокатна кліть
Номер патенту: 39042
Опубліковано: 15.05.2001
Автори: Сівак Владислав Олегович, Огінський Йосип Кузьмич, Кісіль Володимир Костянтинович, Коган Михайло Маркович
МПК: B21B 31/16, B21B 13/00
Мітки: прокатна, кліть, безстанинна
Формула / Реферат:
Безстанинна прокатна кліть, що містить у собі верхній та нижній валки з подушками та стяжними болтами з гайками, які проходять через них, механізми радіальної установки валків з ексцентриковими втулками, яка відрізняється тим, що у подушках додатково виконано діаметральні прорізи перпендикулярно площині поздовжніх осей валків, при цьому у прорізах встановлено із зазором прокладки, а ексцентрикові втулки обладнано різьбовими відтинками, на...
Прокатна кліть і спосіб регулювання прокатної кліті
Номер патенту: 83819
Опубліковано: 26.08.2008
Автор: Денкер Вольфганг
МПК: B21B 31/00
Мітки: регулювання, спосіб, кліть, кліті, прокатної, прокатна
Формула / Реферат:
1. Прокатна кліть, що складається з чотирьох колон (1) станини, які нерухомо з'єднані з опорною плитою (6) і в яких нерухомо в осьовому напрямку розташовані з можливістю обертання ходові вали (3), верхні і нижні кінці яких обладнані протихідною різьбою і на яких розміщені верхня і нижня траверси (4, 5), та за допомогою яких можна регулювати з протиходом відносно один одного комплекти валків, причому між нижньою подушкою (8) опорного...
Прокатна кліть з чотиривалковим калібром
Номер патенту: 39041
Опубліковано: 15.05.2001
Автори: Огінський Йосип Кузьмич, Кісіль Володимир Костянтинович, Коган Михайло Маркович, Сівак Владислав Олегович
МПК: B21B 31/16, B21B 13/00
Мітки: кліть, чотиривалковим, калібром, прокатна
Формула / Реферат:
Прокатна кліть з чотиривалковим калібром, яка містить в собі привідні робочі валки з підшипниками, яка відрізняється тим, що вона містить два взаємозв´язані вузли, кожний з яких виконано у вигляді двох корпусних рознімних елементів, між якими розташовані перпендикулярно один до одного попарно робочі валки, закріплені у підшипниках, при цьому на привідних кінцях пари валків встановлені конічні шестерні, що утворюють шестеренну передачу,...
Прокатна кліть лінії для виготовлення електрозварних прямошовних труб
Номер патенту: 9311
Опубліковано: 15.09.2005
Автори: Черненко Павло Петрович, Послушняк Олексій Володимирович, Сатонін Олександр Володимирович, Потапкін Віктор Федорович, Тімченко Віктор Вікторович, Доброносов Юрій Костянтинович
МПК: B21B 31/00
Мітки: електрозварних, труб, виготовлення, лінії, кліть, прокатна, прямошовних
Формула / Реферат:
1. Прокатна кліть лінії для виготовлення електрозварних прямошовних труб, що включає станину з розміщеними в ній подушками з двома привідними зовнішніми каліброваними робочими валками, радіус твірних калібру яких дорівнює радіусу зовнішньої поверхні труби, що прокатується, і пристрій для локального термомеханічного зміцнення внутрішнього зварного шва, що містить касету, яка переміщується, з установленими в ній двома обтискними з'єднаними один...