Агрегат тампонування труб в зборі

Формула / Реферат
Агрегат тампонування труб в зборі, який містить планшайбу з прихватами і отвором посередині; токарну установку з супортом, відрізним і подовжнім різцями; різьбонарізний пристрій; стакан з вікнами і моторну установку з приводом на ходовий вал і ходовий гвинт, який відрізняється тим, що планшайба в нижній частині виконана з конусним уловлювачем, у верхній частині виконана із стійками, ходовим валом і ходовим гвинтом, які забезпечені приводом з програмним керуванням токарною установкою і різьбонарізним пристроєм, а різьбонарізна частина суміщена зі стаканом з вікнами і шліцами по периметру, глухим дном або розривною муфтою і внутрішньою втулкою.
Текст
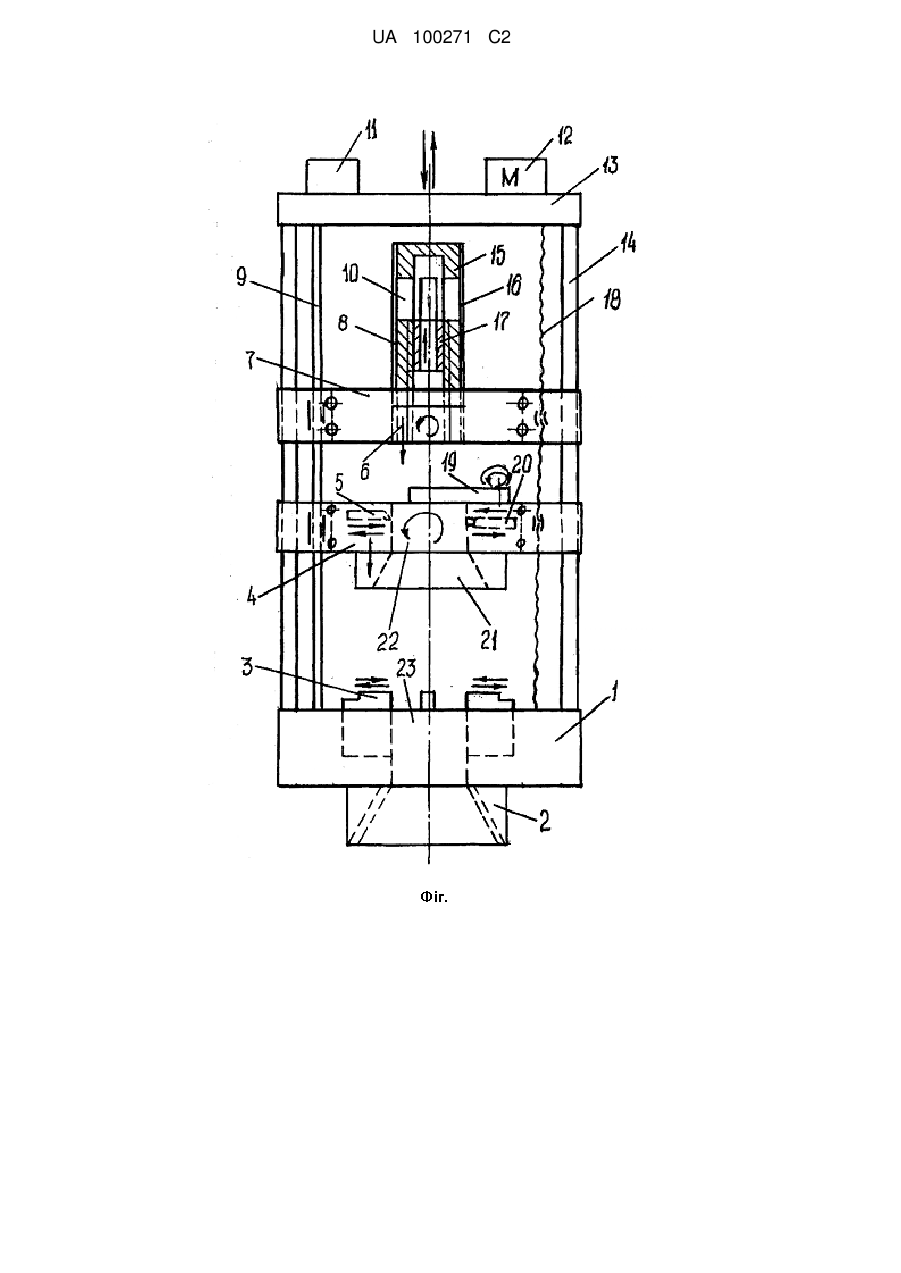
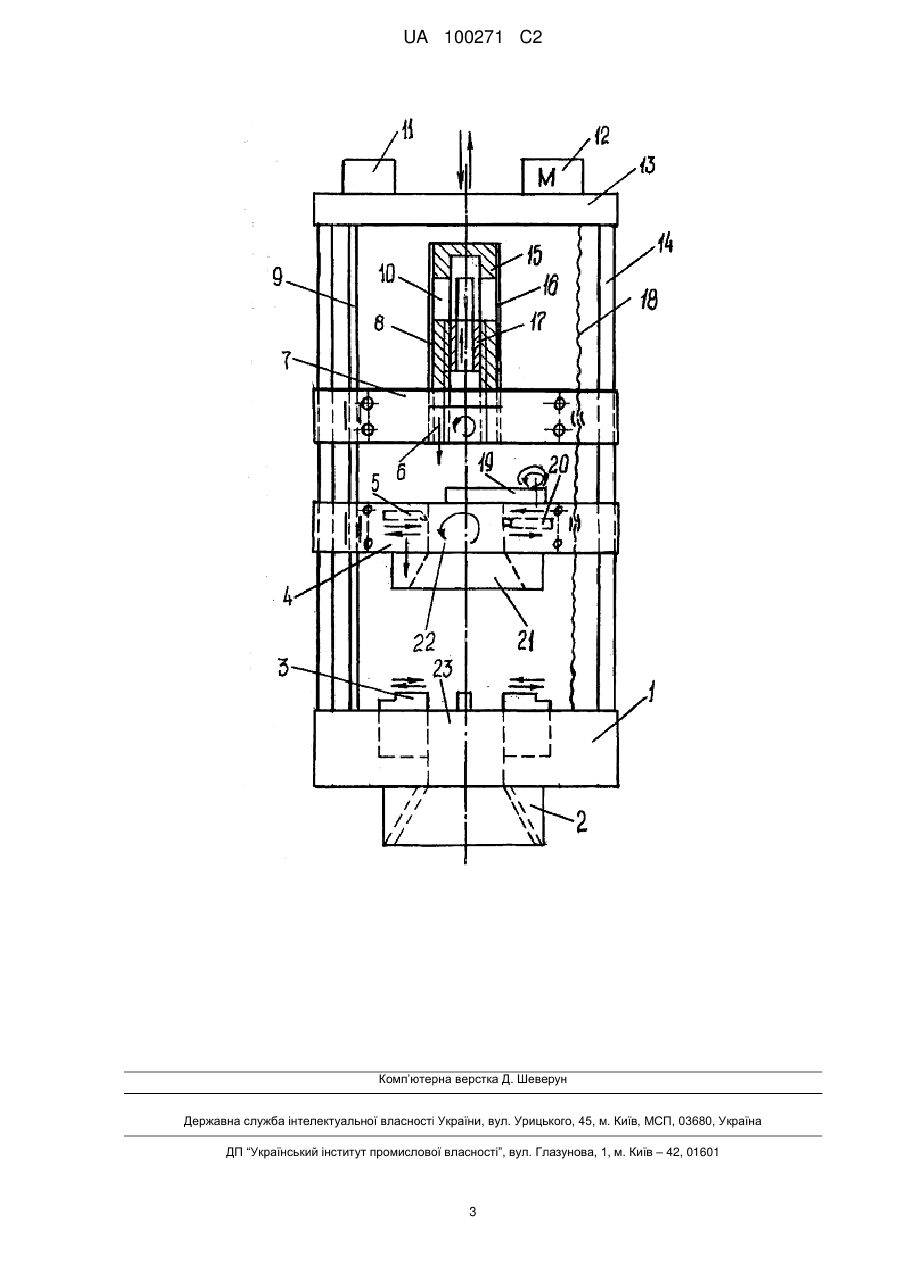
Реферат: Винахід належить до закупорки пошкоджених труб, у тому числі при підводному видобутку нафти і газу. Агрегат тампонування труб має планшайбу з прихватами і отвором посередині; токарну установку з супортом, відрізним і подовжнім різцями; різьбонарізний пристрій; стакан з вікнами. Моторна установка приводить у дію ходовий вал і ходовий гвинт. Планшайба в нижній частині виконана з конусним уловлювачем, а у верхній частині має стійки, ходовий вал і ходовий гвинт. Привід токарної установки і різьбонарізного пристрою має програмне керування. Різьбонарізна частина суміщена зі стаканом, який має вікна зі шліцами по периметру, глухе дно або розривну муфту і внутрішню втулку. Токарна обробка неушкодженої частини труби перед нарізанням різьби і вікна у стакані забезпечують плавне перекриття потоку проточної рідини під час тампонування, що зменшує динамічні гідравлічні навантаження. UA 100271 C2 (12) UA 100271 C2 UA 100271 C2 5 10 15 20 25 30 35 40 45 50 55 60 Винахід належить до галузі машинобудування і може бути використаний на газо- і нафтовидобувних установках і підприємствах, спеціалізованих по ремонту порваних труб, у тому числі і на морських промислах. Відомо, що для обробки металів різанням широко застосовуються токарні верстати (Политехнический словарь, издание второе, Гл. редактор академик А.Ю. Ишлинский. - М.: Советская энциклопедия, 1980. - с. 530), для нарізування різьби - різьбонарізний інструмент (Политехнический словарь, издание второе, Гл. редактор академик А.Ю. Ишлинский. - М.: Советская энциклопедия, 1980. - с. 446, 447), для утримання деталі - планшайба (Политехнический словарь, издание второе, Гл. редактор академик А.Ю. Ишлинский. - М.: Советская энциклопедия, 1980. - с. 379, 384) або кулачковий патрон (Политехнический словарь, издание второе, Гл. редактор академик А.Ю. Ишлинский. - М.: Советская энциклопедия, 1980. с. 364, 365), а також широко застосовуються розривні муфти (Тракторі ЮМЗ - 8070, ЮМЗ - 8071, ЮМЗ - 8080, ЮМЗ - 8270, ЮМЗ - 8271, ЮМЗ - 8280. Інструкція з експлуатацій і технічного обслуговування. Україна. Дніпропетровськ. 1999. - с. 79). Найбільш близьким аналогом агрегату, що заявляється, вибраним за прототип, є пристрій для тампонування аварійних труб з прорізами, що закриваються, для усунення течі рідини з частини розірваної труби, що залишилася. При роботі відомі пристрої не враховують профіль зламу, технічний стан зовнішньої поверхні пошкодженої труби, що особливо знаходиться якийсь час в морській воді. Ці чинники не були враховані при тампонуванні обірваної труби при видобутку нафти в Мексиканській затоці. Крім того, сила тиску витікаючої нафти протидіяла оперативному усуненню аварії і приводила до руйнування застосованих пристроїв. У основу винаходу поставлено задачу удосконалення застосованих пристроїв тампонування труб, в яких шляхом модифікації конструкцій планшайби з прихватами і отвором посередині; токарної установки з супортом, відрізним і подовжнім різцями; різьбонарізного пристрою; стакана з вікнами і моторної установки з приводом на ходовий вал і ходовий гвинт, забезпечується якість: очищення поверхні труби і нарізки різьби. За рахунок цього підвищується ефективність роботи агрегату в зборі, досягається оперативність роботи, скорочуються об'єми викиду нафти або газу. Поставлена задача вирішується тим, що планшайба в нижній частині виконана з конусним уловлювачем, у верхній частині виконана із стійками, ходовим валом і ходовим гвинтом, які забезпечені приводом з програмним керуванням в токарній установці і різьбонарізному пристрої, а різьбонарізна частина суміщена із стаканом з вікнами по периметру, глухим дном або розривною муфтою і внутрішньою втулкою. Запропонована конструкція забезпечує можливість якісного нарізування різьби за рахунок утворення поверхні труби з фаскою, перпендикулярною подовжній осі. У свою чергу, якісна нарізка дозволяє повільному навертанню на трубу стакана і плавному перекриттю потоку поточної рідини, що повністю виключає можливість динамічного удару і забезпечує надійність герметизації. Явною перевагою агрегату є можливість його багаторазового використання, оскільки після усунення течі на трубі залишається різьбонарізна частина і стакан з глухим дном або розривною муфтою і внутрішньою втулкою. Суть пропонованого винаходу пояснюється рисунком, на якому зображена схема агрегату тампонування труб в зборі, де: планшайба 1, конусний уловлювач 2, прихвати 3, токарна установка з супортом 4, подовжній різець 5, різьбонарізний інструмент 6, різьбонарізний пристрій 7, стакан 8, ходовий вал 9, вікна стакана 10, блок програмного керування 11, мотор 12, силова установка 13, стійкі 14, дно стакана або розривна муфта 15, шліци 16, втулка 17, ходовий гвинт 18, викидач 19, відрізний різець 20, конус 21, 22 і 23 отвори. Агрегат тампонування труб в зборі має планшайбу 1 з отвором 23, встановленими з верхнім виходом симетрично стійками 14, ходовим валом 9 і ходовим гвинтом 18, на нижній поверхні конусним уловлювачем 2, а також розташованими симетрично прихватами 3. Вище за планшайбу 1 знаходиться токарна установка з супортом 4, через яку проходять стійки 14, ходовий вал 9 і ходовий гвинт 18, з отвором 22 і конусом 21, закріпленим на нижній поверхні. Токарна установка з супортом 4 оснащена подовжнім різцем 5, відрізним різцем 20 і викидачем 19. Через різьбонарізний пристрій 7 проходять стійки 14, ходовий вал 9 і ходовий гвинт 18. Посередині різьбонарізного пристрою 7 на шліцьовій поверхні з незначним натягом за допомогою шліцьового з'єднання 16 встановлений різьбонарізний інструмент 6, жорстко сполучений із стаканом 8. Стакан 8 виконаний по периметру з вікнами 10, глухим дном стакана або розривною муфтою 15 і втулкою 17 з щільною посадкою. У верхній частині силової установки 13 встановлені блок програмного керування 11 і мотор 12, усередині з виходом в 1 UA 100271 C2 5 10 15 20 25 30 35 40 45 50 нижній частині встановлені стійки 14, ходовий вал 9 і ходовий гвинт 18 з приводом від мотора 12. Технологічним процесом усунення течі нафтопродуктів, газу, води і тому подібного (далі рідина) з порваної труби є наступні операції: - закріпити агрегат нижче за місце пориву; - відрізати і викинути верхню частину труби зі рваною поверхнею зламу і обточити поверхню труби, видаливши елементи обростання в морському або агресивному середовищі (підготовча операція для якісної нарізки різьби); - нарізати різьбу і перекрити потік рідини. Агрегат тампонування труб в зборі відповідно до технологічного процесу працює таким чином. На пошкоджену трубу агрегат тампонування труб в зборі встановлюють відомими способами (за допомогою водолазів, відеокамери, робота і тому подібне), використовуючи конусний уловлювач 2 і конус 21 і швидкість витікання рідини через отвори 22 і 23. Труба проходить через отвори 23 планшайби 1 і отвори 22 токарної установки з супортом 4. При цьому пошкоджену частину труби залишають вищою за верхню поверхню токарної установки з супортом 4. Потім агрегат жорстко закріплюють на трубі за допомогою прихватів 3, які висуваються з планшайби 1 по команді блока програмного керування 11 на мотор 12 і далі силовою установкою 13 ходовим валом 9, відключеним від приводу різьбонарізного пристрою 7, до виконавчої частини планшайби 1. Після закріплення агрегату на трубі ходовий вал 9 відключається. По команді блока програмного керування 11 на мотор 12 і далі силовою установкою 13 ходовим валом 9 приводиться в дію частина токарної установки, що обертається, з супортом 4 і висувається відрізний різець 20. Після завершення відрізки і формування фаски пошкоджена частина труби віддаляється викидачем 19 за межі агрегату. Викидач 19 і відрізний різець 20 повертаються в початкове положення. Висувається подовжній різець 5 до зіткнення з поверхнею труби. Включається ходовий гвинт 18 і токарна установка з супортом 4 зі встановленою швидкість опускається вниз до зіткнення з елементами планшайби 1, а подовжній різець 5 повертається в початкове положення. По завершенні проточки ходовий вал 9 і ходовий гвинт 18 відключаються. По команді включається ходовий гвинт 18 і опускає на стійках 14 різьбонарізний пристрій 7 до зіткнення з трубою. Далі включається ходовий вал 9 на привід частини різьбонарізного пристрою, що обертається, 7, а ходовий гвинт 18 переводиться в режим нарізки різьби в залежність від використовуваного різьбонарізного інструмента 6. Одночасно з нарізуванням різьби накручується різьбова частина стакана 8 з переміщенням по шліцах 16. Рідина з труби витікає через вікна стакана 10. Після зіткнення торця труби з нижньою поверхнею втулки 17, починається її рух вгору, перекриваючи вікна стакана 10, до зіткнення з дном стакана або розривною муфтою 15 і усунення течі рідини. Це служить сигналом на відключення ходового вала 9, ходового гвинта 18 і мотора 12. Агрегат тампонування труб в зборі знімається через отвори 22 23, а стакан з втулкою залишається на трубі за допомогою наявності шліцьової частини 16. При використанні стакана 8 з глухим дном досягається постійне тампонування, а використання стакана 8 з розривною муфтою дозволяє відновити видобуток рідини. ФОРМУЛА ВИНАХОДУ Агрегат тампонування труб в зборі, який містить планшайбу з прихватами і отвором посередині; токарну установку з супортом, відрізним і подовжнім різцями; різьбонарізний пристрій; стакан з вікнами і моторну установку з приводом на ходовий вал і ходовий гвинт, який відрізняється тим, що планшайба в нижній частині виконана з конусним уловлювачем, у верхній частині виконана із стійками, ходовим валом і ходовим гвинтом, які забезпечені приводом з програмним керуванням токарною установкою і різьбонарізним пристроєм, а різьбонарізна частина суміщена зі стаканом з вікнами і шліцами по периметру, глухим дном або розривною муфтою і внутрішньою втулкою. 2 UA 100271 C2 Комп’ютерна верстка Д. Шеверун Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 3
ДивитисяДодаткова інформація
Назва патенту англійськоюUnit for plugging pipes in assembly
Автори англійськоюDikov Kostiantyn Ivanovych
Назва патенту російськоюАгрегат тампонирования труб в сборке
Автори російськоюДиков Константин Иванович
МПК / Мітки
МПК: F16L 1/26, E21B 33/12
Мітки: зборі, агрегат, труб, тампонування
Код посилання
<a href="https://ua.patents.su/5-100271-agregat-tamponuvannya-trub-v-zbori.html" target="_blank" rel="follow" title="База патентів України">Агрегат тампонування труб в зборі</a>
Пристрій для відключення (тампонування) каналізаційного трубопроводу
Номер патенту: 45740
Опубліковано: 25.11.2009
Автори: Дмитрашко Олександр Анатолійович, Терновий Сергій Вікторович
МПК: E03F 7/00
Мітки: пристрій, каналізаційного, тампонування, відключення, трубопроводу
Формула / Реферат:
Пристрій для відключення (тампонування) каналізаційного трубопроводу, що містить відрізок труби з вмонтованим, у його верхній частині, кронштейном, який відрізняється тим, що відрізок труби виконаний із пружного матеріалу, з бічним вирізом - як порожнистий зрізаний циліндр, для розвертання твірної циліндра у порожнині каналізаційного стояка з наступним її щільним приляганням до отворів каналізаційних випусків, а кронштейн призначений для...
Спосіб тампонування внутрішньої порожнини фонтануючої труби
Номер патенту: 43580
Опубліковано: 25.08.2009
Автори: Дітковський Анатолій Вікторович, Гордієнко Юрій Миколайович, Цибулько Сергій Володимирович, Римчук Данило Васильович, Ленкевич Юрій Евгенович
МПК: E21B 33/00
Мітки: фонтануючої, трубі, внутрішньої, порожнини, тампонування, спосіб
Формула / Реферат:
Спосіб тампонування внутрішньої порожнини фонтануючої труби, що включає створення каналу у стінці труби для встановлення загороджувального пальця, встановлення загороджувального пальця в трубу, створення нижче по напрямку витоку каналу у стінці труби для накачування тампонуючих елементів, накачування тампонуючих елементів у трубу з утворенням під пальцем герметичного тампона, який відрізняється тим, що після встановлення загороджувального...
Агрегат для потокового емалювання труб

Номер патенту: 7371
Опубліковано: 29.09.1995
Автори: Гвірцман Павло Йосипович, Уланов Геннадій Олександрович, Ковалевський Валерій Борисович, Шлепньов Чонгар Михайлович, Сиротинський Олександр Олександрович, Бойко Анатолій Петрович, Сінкевич Леонід Зіновійович, Сойбель Зіновій Елевич
МПК: C23D 5/00
Мітки: труб, агрегат, емалювання, потокового
Формула / Реферат:
1. Агрегат для поточного змалирования труб, содержащий конвейер-кантователь для подачи и съема труб, ротор для перемещения труб относительно рабочих позиций по ходу технологического процесса, каретки, на которых смонтированы с возможностью вращения вокруг своей вертикальной оси подвески с ограничителем хода, выполненные в виде многогранника, и захваты для труб, расположенные группами на гранях подвески с возможностью...
Склад для тампонування водонасиченого пласта
Номер патенту: 4058
Опубліковано: 15.12.2004
Автор: Буркинський Ігор Борисович
МПК: E21B 33/10
Мітки: пласта, водонасиченого, склад, тампонування
Формула / Реферат:
1. Склад для тампонування водонасиченого пласта, який містить гелеутворюючу речовину та коагулюючу добавку, який відрізняється тим, що як гелеутворюючу речовину використовують твердий силікат лужного металу, а як коагулюючу добавку - амфотерний метал або його окисел при наступному співвідношенні, мас. %: твердий силікат лужного металу 65-95,5 амфотерний метал або його окисел ...
Пристрій для різання сталевих, чавунних труб, виробів із залізобетону
Номер патенту: 9703
Опубліковано: 17.10.2005
Автори: Рафалович Михайло Григорович, Бланар Олег Володимирович, Дзюбенко Руслан Васильович
МПК: G21F 5/005
Мітки: різання, труб, пристрій, залізобетону, виробів, сталевих, чавунних
Формула / Реферат:
1. Пристрій для різання сталевих, чавунних труб, виробів із залізобетону, що містить раму, механізм обертання диска пили, який відрізняється тим, що на рамі встановлений двигун приводу подачі повзуна з диском пили, ходовий гвинт подачі повзуна, напрямні колонки.2. Пристрій за п.1, який відрізняється тим, що рама оснащена призмою, яка базується на виріб, що обробляється.
Попередній патент: Спосіб охорони підготовчих виробок, пройдених по пласту
Наступний патент: Система передоплати за постачання води і газу безпровідною смарт-карткою і лічильник такої системи
Випадковий патент: Канал автоматичного супроводження літальних апаратів за напрямком з використанням частот міжмодових биттів та додаткового сканування для комбінованої лазерної системи