Агрегат для потокового емалювання труб
Номер патенту: 7371
Опубліковано: 29.09.1995
Автори: Ковалевський Валерій Борисович, Уланов Геннадій Олександрович, Сойбель Зіновій Елевич, Сінкевич Леонід Зіновійович, Сиротинський Олександр Олександрович, Шлепньов Чонгар Михайлович, Гвірцман Павло Йосипович, Бойко Анатолій Петрович

Формула / Реферат
1. Агрегат для поточного змалирования труб, содержащий конвейер-кантователь для подачи и съема труб, ротор для перемещения труб относительно рабочих позиций по ходу технологического процесса, каретки, на которых смонтированы с возможностью вращения вокруг своей вертикальной оси подвески с ограничителем хода, выполненные в виде многогранника, и захваты для труб, расположенные группами на гранях подвески с возможностью возвратно-поступательного перемещения в вертикальном направлении, привод и индукторы с шахтой под ними, отличающийся тем, что, с целью повышения качества за счет однородности покрытия труб, подвески выполнены в виде верхнего и нижнего оснований многогранной формы, соединенных направляющими колоннами, причем верхние основания выполнены с зажимными устройствами для труб, а нижние основания выполнены с расположенными на гранях центрирующими захватными устройствами с подпружиненными рычагами, на которых установлены ролики с взаимно перпендикулярными осями.
2. Агрегат по п. 1, отличающийся тем, что он снабжен верхним и нижним основанием.с зажимными устройствами, расположенными в шахте под индуктором, причем основания выполнены с возможностью возвратно-поступательного перемещения, и в них выполнены отверстия для прохода труб.
Текст
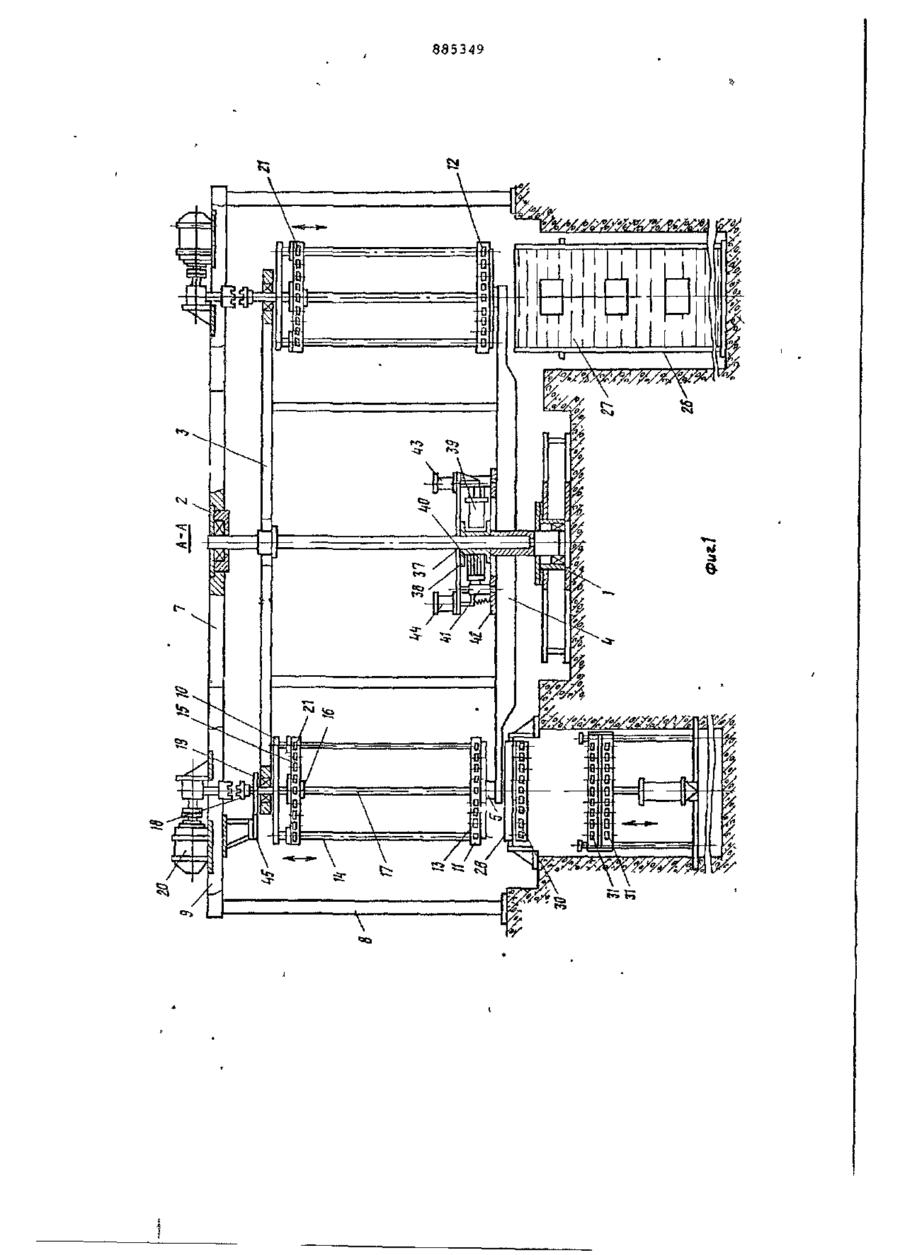
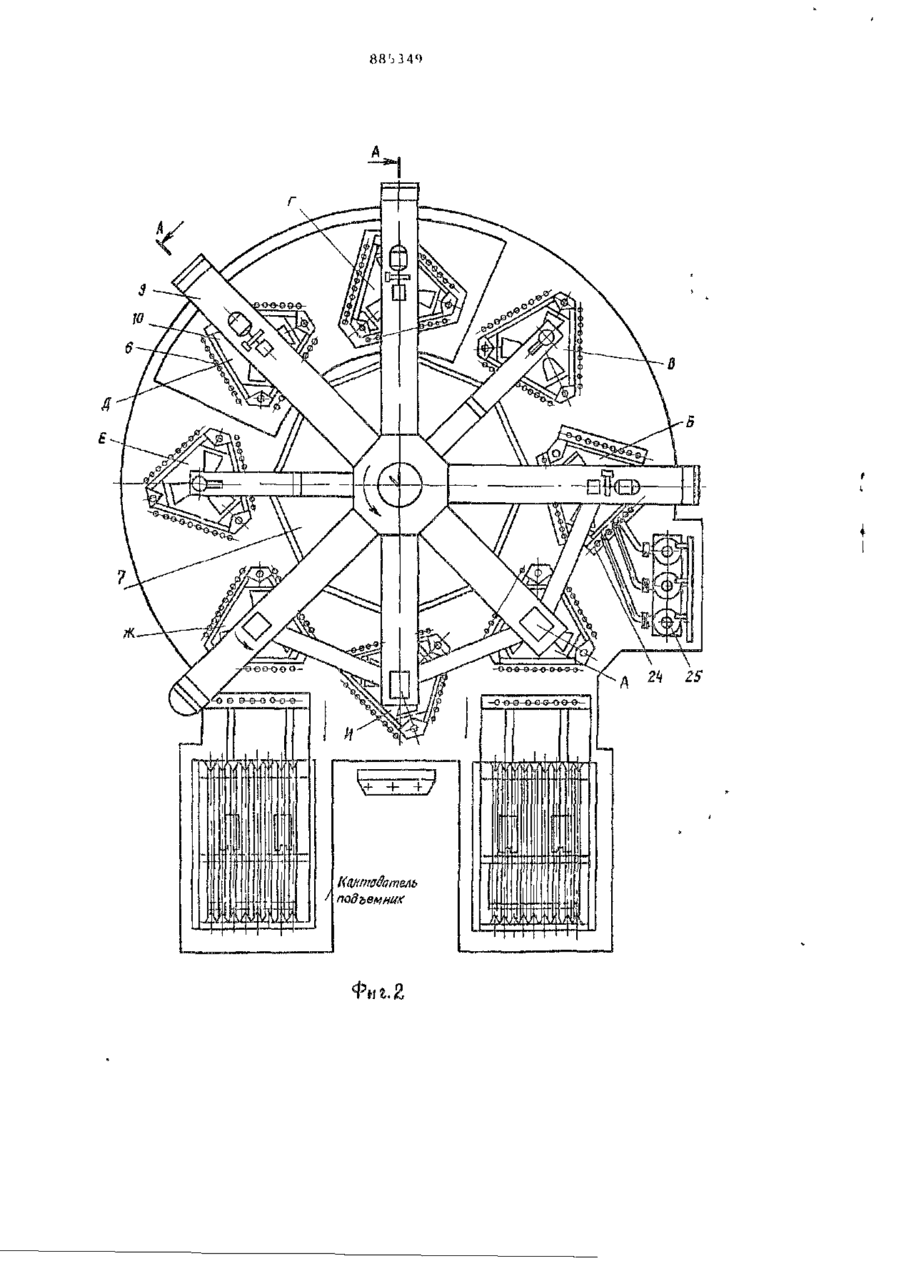
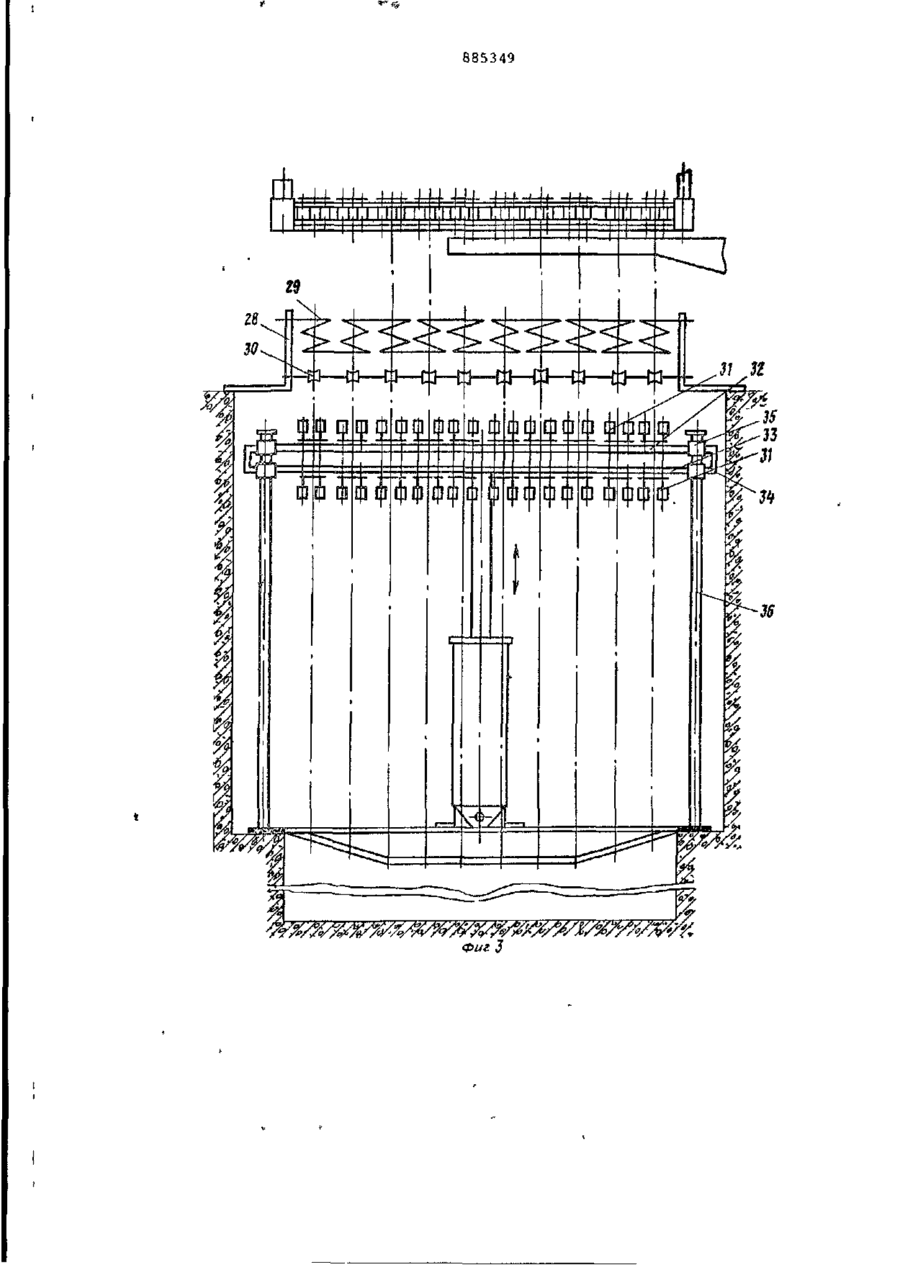
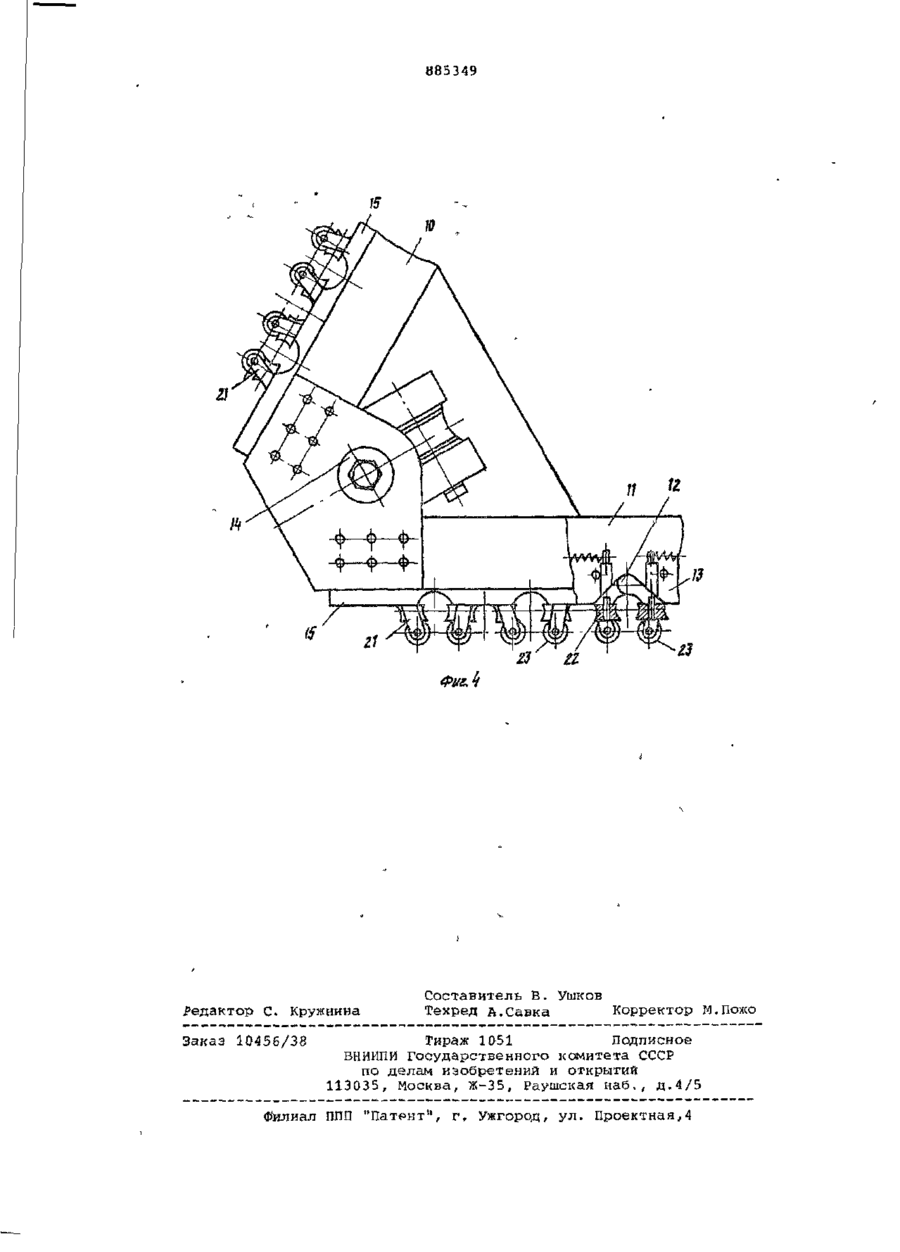
Союз Советских Социалистических (61) Дополнительное к авт. свид-ву {22)3аявлено 13.02.80 (21) 2881388/22-02 (51)М. Кл. с присоединением заявки № Государственный комитет СССР 3 С 23 D 5/00 (23) Приоритет по делам нзобр и открытий Опубликовано 30.11.81, Бюллетень N9 44 Дата опубликования описания 3 0 . 1 1 . 8 1 (72) Авторы изобретения 666.293 (088.8) З . Э . С о б е л ъ , п . И . Гвирцман, Г.А. Уланов, Л . З . Синкевич, А. П. Б о й к о , Ч.М. Шепнев, А. А. Сиротннский и В . Б . Ковалевский Львовский филиал Центрального конструкторского бюро Главэнергоремонта (71) Заявитель (54) АГРЕГАЇ ДЛЯ ПОТОЧНОГО ЭМАЛИРОВАНИЯ ТРУБ 1 Изобретение относится к эмалироИзвестен также агрегат для поточванию изделий, L частности к установного эмалирования труб, который сокам для поточного эмалирования труб. •держит конвейер-кантователь для подачи и съема труб, ротор для переИзвестен агрегат для поточного мещения труб относительно рабочих эмалирования труб, содержащий устпозиций по ходу технологического ройство для сушки и обжига транспорпроцесса, каретки, установленные на тирующий механизм, конвейер для перероторе с возможностью возвратно-помещения труб с кантователем, захваты ступателы-юго перемещения в вертидля удержания труб, смонтированные на перемешающихся каретках, обхваты- І0 кальном направлении. На каждой каретке смонтирована с возможностью вающих съемные с грибовидным выстувращения вокруг своей вертикальной пом головки, жестко соединенные с оси и останова подвеска с огранитрубами [і}. чителем хода, выполненная в виде В известном агрегате трубы закрепляются на подвесках только за один 15 многогранника, причем захваты для труб укреплены группами на гранях верхний конец. Такое закрепление труб подвески [2]. позволяет им занимать произвольное В известном агрегате одновреположение по отношению к вертикальной менно обрабатываются несколько труб оси, т.е. к поверхности индуктора, что влечет к получения неоднородного 20 (группа), чем достигается увеличение его производительности. Однопо качеству эмалевого покрытия. При временно исключается необходимость этом для закрепления труб на роторе в дополнительных съемных головках, агрегата необходимо вручную жестко жестко соединенных с трубами, так соединять с трубами съемные головки с грибовидными выступами, за которые 25 как захваты жестко зажимают верхние концы труб. При этом длинномерные труьы подвинчиваются (закрепляются) трубы, закрепленные за один верхний и которые после обжига эмалевого поконец, могут устанавливаться непрякрытия снимаются для установки на молинеино и не попадать в центридругие, что приводит к дополнительным трудозатратам. 30 рующие ролики, в результате чего 885349 происходит неконцентричное расположение поверхностей труб по отноіче- • ьию к индукторам. Это приводит к образованию на поверхности труб участков с разной температурой. Обжиг шликера (эмали) при различных температурах приводит к неоднородному покрытию , чем снижается качество эмалируемых труб в целом. Цель изобретения - повышение качества за счет однородности покрытия и повышение производительности агрегата , а также возможность получения покрытия по всей длине труб с меньшими трудозатратами. Указанная цель достигается тем, что в агрегате для поточного эмалирования труб, содержащем конвейер-кантователь для подачи и съема труб, ротор для перемещения труб относительно рабочих позиций по ходу технологического процесса, каретки, на которых смонтированы с возможностью вращения вокруг своей вертикальной оси подвески с ограничителем хода, выполненные в виде многогранника, и захваты для труб, расположенные группами на гранях подвески с возможностью возвратно-поступательного перемещения в вертикальном направлении, привод и индукторы с шахтой под ними, подвески выполнены в виде верхнего и нижнего оснований многогранной формы, соединенных направляющими колоннами, причем верхние основания выполнены с зажимными устройствами для труб, а нижние основания выполнены с расположенными на гранях центрирующими захватными устройствами с подпружиненными рычагами,на которых установлены ролики с взанмноперпеядикулярными осями. Агрегат снабжен верхним и нижним основанием с зажимными устройствами, расположенными в шахте под индукторами, причем основания выполнены с возможностью возвратно-поступательного перемещения, и в них выполнены отверстия для прохода труб. На фиг. 1 изображен агрегат, общий вид (разрез А - А ) ; на Фиг. 2 то же,общий вид сверху; на фиг. 3 подвеска, разрез по позиции обжига; на фиг. 4 - захватное устройство каретки. Агрегат состоит из многопозиционного ротора, устройства нанесения сушки естественной и принудительной, обжига эмалевого покрытия, транспортирующих приспособлений. К агрегату примолкают конвейера-кантователи для подачи и съема труб. Ротор представляет собой сборную металлоконструкцию, имеющую нижнюю 1 и -верхнюю 2 опоры (подшипниковые узлы) . Ротор содержит верхние 3 и нижние 4 балки, расположенные лучами, на концах которых установлены опоры 5 подвесок б с возможностью радиаль 4 ного перемещения для регулировки. Верхняя опора 2 установлена на металлоконструкции 7, состоящей из опорных колонн 8 и площадок 9. Подвески 6 представляют собой сборную конструкцию верхнего 10 и нижнего 11 оснований многогранной формы. Нижнее основание имеет центрирующие захватные устройства 12, расположенные группами по граням и подпружиненные рычаги которых снабжены центрирующими роликами 13, позволяющими трубам перемещаться вдоль своих очей через неподвижные захватные устройства. Верхние 10 и нижние 11 основания соединены между собой по вершинам на15 правляющими колоннами 14, длина которых равняется 9/10 максимальной длины эмалируемых труб. По направляющим колоннам установлены с возможностью перемещения каретки 15 многогранной формы, в вершинах которых расположены направляющие втулки с тремя верхними и нижними катками,установленными на регулируемых эксцентриковых осях. В центральной части подвижной каретки 15 установлена 25 гайка 16, внутри которой вращается винт-вал 17, проходящий через верхнюю опору 5 и на конце имеющий полумуфту 18 с торцовыми зубьями,звездочку 19, многогранный ограничитель и фиксатор. Приводы 20, установленные на неподвижных площадках 9, периодически соединяются с винтами-валами 17, которые связаны с возвратно-поступательно перемешающимися подвижными каретками 15 с зажимными 35 устройствами 21, которые установлены по периметру граней подвижных кареток 15. Зажимные устройства 21 и центрирующие захватные устройства 12 представляют собой подпружиненные рычаги 22, на концах которых установлены ролики 23. Ротор агрегата имеет следующие рабочие позиции: А - установка группы труб; Б ~ нанесение эмалевого шликера на поверхность труб; В - естественная сушка эмалевого шликера на воздухе (предварительная); Г - принудительная сушка эмалевого шликера; Д - обжиг эмалевого шликера; Е - остывание; Ж - проворот подвески на 120° (при трехгранной подвеске, соответствующей трехслойному эмалированию) , снятие группы труб; И - остывание. S5 Имеющееся в агрегате устройство 24 нанесения эмалевого шликера на внутреннюю поверхность труб имеет соосно расположенные зажимным устройством 21 подвесок уплотняющие головки, соединенные со шликерными резервуарами 25. Устройство сушки эмалевого шликера {принудительная сушка) представляет собой сушильную камеру 26, установленную в шахте. 'Сушильная камера 26 имеет двойные 885349 стенки многогранной формы, заполКоличество граней подвески зависит ненные стекловатой. На внутренней поот числа наносимых слоев эмали. верхности стенок установлены трубАгрегат работает следующим обчатые электронагреватели 27. Крыша разом. сушильной камеры имеет отверстия для Предварительно очищенная группа прохождения труб, закрываемые шибетруб подается в горизонтальном полорами. В камере автоматически поддержении к конвейеру-кантователю,где живается заданная температура 50они располагаются на одинаковом ,80°С. {равном) расстоянии друг от друга. Устройство 28 обжига эмалевого шли После этого трубы зажимаются по кера содержит высокочастотную устаконпам фиксаторами, затем кантоваа новку и многовитковые индукторы 29, тель поворачивается на 90 и устарасположенные центрирующие ролики навливает трубы в вертикальное по30, собранные группами по граням ложение. Выдвижной кареткой трубы многоугольника. передаются зажимным устройствам 21 подвески на рабочей позиции А мноЦентрирующие ролики установлены на общих валах таким образом, что 15 гопозиционнного ротора, где трубы закрепляются за верхние концы, а при прохождении труб поворачиваются нижние концы труб размещаются в приводом и охватывают с двух сторон центрирующих устройствах 12. Затем трубы. Для пропуска труб через индукротор поворачивается на определенный торы под ними предусмотрена шахта, в которой установлены соосно допол20 постоянный угол, зависящий от количества позиций, и подвеска с трубами нительные зажимные устройства 31 устанавливается на позицию Б. В это труб, расположенные на верхних 32 и же время на позицию А подается новая нижних 33 основаниях многогранной группа труб. формы с отверстиями для прохождения труб. Верхние и нижние основания с На позицию Б одновременно каретка дополнительными зажимными устройства- 25 15 с трубами опускается, а уплотми соединены между собой жесткими няющие головки подачи шликера подсвязями 3 4 и имеют в вершинах нанимаются вверх. Уплотняющие головки правляющие втулки 35 аналогичные по прижимаются к нижним концам группы конструкции втулкам подвижных каретруб- и эмалевый шликер наносится на ток 15. внутреннюю поверхность труб методом наполнения и слива эмалевого шликера Дополнительные зажимные устройства из внутреннего объема труб, а на нас основаниями имеют возможность возружную поверхность - распылением. врат по-посту пате ль ного перемещения по направляющим волокнам 36. Внутри После нанесения эмалевого шлике35 ра ротор вновь поворачивается на гот ротора на плите 37, закрепленной на трубчатой опоре 38, которая проже угол и группа труб попадает на ходит через втулочную нижнюю опору позицию В. На этой позиции эмаль сох1 ротора, установлен качающийся гиднет в естественных условиях на воздуроцилиндр 39 двойного действия. Шток хе. гидроцилиндра 39 шарнирно закреплен Предварительно подсушенные трубы 40 с плату ном 40, имеющим возможность переходят при повороте ротора на поповорачиваться на трубчатой опоре зицию В, где производится принуди38, на конце шатуна 40 установлен тельная сушка эмалевого покрытия. подпружиненный Фиксатор 41, который Включается привод 20 и каретка 15 при повороте шатуна входит в одну из с трубами опускается внутрь камеры, 45 где поддерхсиваетг-я постоянная темпевтулок (количество которых зависит от числа позиций ротора), закрепленратура. После необходимой выдержки ных на нижней плите 4 2 ротора. В каретка 15 с трубами поднимается отверстие втулки периодически уставверх. навливается ^иксатор-шток 43 пневмоПолумуфта электропривода 20 от50 соединяется от полумуфты винта-вацилиндра двойного действия,закрепленного на плите 37 привода. Шток 44 ла 17 подвески и высушенные трубы пепневмоцилиндра двойного действия, реходят при повороте ротора на попериодически поднимая подпружиненный зицию Г, где производится обжиг эмафиксатор, позвращает шатун гидроцилевого шликера. Происходит подключе55 ние электропривода 20 к винту-валу линдра до западання подпружиненного фиксатора в отверстие втулки. 17 подвески и каретка 15 с трубами На площадке 9 закреплен с возможопускается в шахту, проходя через ностью регулировки цевочный сектор группу индукторов. 4 5, входящий в зацепление со звезТрубы фиксируются центрирующими дочкой 19 подвески при повороте ро60 роликами 30, каретка с трубами,дойтора и поворачивающий подвеску водя до крайнего нижнего положения,выкруг своей оси на определенный всегключает электропривод 20 вращения да одинаковый угол, зависящий от винта-вала 17 и подает команду на числа граней подвески {например, зажим труб дополнительными зажимныпри трехгранной подвеске на 120 ). ми устройствами 31 и их перемещение 65 885349 вниз. При этом трубы вынимаются нэ вращения вокруг своей вертикальной зажимных устройств 21 каретки и расоси подвески с ограничителем хода, полагаются ниже индукторов 29. После выполненные в виде многогранника, этого к индукторам 2 9 подается ток и захваты для труб, расположенные и дополнительные зажимные устройства группами на гранях подвески с воз31 с трубами поднимаются вверх с можностью возвратно-поступательного постоянной регулируемой скоростью. • перемещения в вертикальном направлеПри этом происходит обжиг эмалевого нии , привод и индукторы с шахтой покрытия. Дойдя до верхнего крайнепод ними, о т л и ч а ю щ и й с я го положения, трубы передаются зажимтем, что, с целью повышения качества ным устройствам 21 каретки, включаетза счет однородности покрытия труб, ся электропривод 20 и каретка с тру- 10 подвеска выполнены в виде верхнего бами поднимается вверх. При этом и нижнего оснований многогранной трубы, проходя через индукторы 29, формы, соединенных направляющими обжигаются. После остывания на позиколоннами, причем верхние основания ции Д трубы попадают на позицию Е, выполнены с зажимными устройствами где производится окончательное осты- 15 для труб, а нижние основания выполвание труб, периодический поворот нены с расположенными на гранях центмногогранной подвески при провороте рирующими захватными устройствами с ротора и снятие группы труб конвейподпружиненными рычагами, на которых ером-кантователем после трехслойноустановлены ролики с взаимноперпенго покрытия. Трубы, установленные 20 дикулярными осями. на других гранях подвески, поступают ,2. Агрегат по п.1, о т л и ч а юпри провороте ротора для повторного щ и й с я тем, что он снабжен верхи последующего нанесения эмалевого ним и нижним основанием с зажимными шликера и его обжига. устройствами, расположенными в шахте П 25 °Д индукторами, причем основания выполнены с возможностью возвратно-поФормула изобретения ступательного перемещения, и в них выполнены отверстия для прохода труб, 1. Агрегат для поточного эмалироИсточники информации, вания труб, содержащий конвейер-канпринятые во внимание при экспертизе 30 тователь для подачи и съема труб, 1. Авторское свидетельство СССР ротор для перемещения труб относи№ 441827, кл. С 23 D 11/00, 1970. тельно рабочих позиций по ходу тех2. Авторское свидетельство СССР нологического процесса, каретки, на по заявке № 2527192/22-02, которых смонтированы с возможностью кл. С 23 D 5/00, 1977. 865349 885349 885349 Фиг. 4 Редактор С. Кружнина Заказ 10456/38 Составитель В. Ушков Техред А.Савка Корректор М.Пожо Тираж 1051 Подписное ЕНИИПИ Государственного комитета СССР по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д.4/5 Филиал ППП "Патрнт", г, Ужгород, ул. Проектная,4
ДивитисяДодаткова інформація
Назва патенту англійськоюApparatus for flow line pipe enameling
Автори англійськоюSoybel Zinovii Elevych, Hvirtsman Pavlo Yosypovych, Ulanov Hennadii Oleksandrovych, Sinkevych Leonid Zinoviiovych, Boiko Anatolii Petrovych, Shlepniov Chonhar Mykhailovych, Syrotynskyi Oleksandr Oleksandrovych, Kovalevskyi Valerii Borysovych
Назва патенту російськоюАгрегат для поточной эмалировки труб
Автори російськоюСойбель Зиновий Элевич, Гвирцман Павел Иосифович, Уланов Геннадий Александрович, Синкевич Леонид Зиновьевич, Бойко Анатолий Петрович, Шлепнев Чонгар Михайлович, Сиротинский Александр Александрович, Ковалевский Валерий Борисович
МПК / Мітки
МПК: C23D 5/00
Мітки: потокового, труб, агрегат, емалювання
Код посилання
<a href="https://ua.patents.su/8-7371-agregat-dlya-potokovogo-emalyuvannya-trub.html" target="_blank" rel="follow" title="База патентів України">Агрегат для потокового емалювання труб</a>
Спосіб цинкування труб
Номер патенту: 1335
Опубліковано: 25.03.1994
Автори: Краминський Семен Петрович, Норвилло Надія Юріївна, Зехов Сергій Васильович, Сидорова Наталія Миколаївна, Проскурін Євген Васильович, Калінін Олексій Іванович, Кучеренко Олег Павлович, Мітніков Ілля Юхимович, Копаєвич Аркадій Михайлович, Фрісман Йосип Абрамович, Шевченко Дмитро Анатолійович, Ліпман Михайло Хананович, Гладуш Василь Макарович, Галенчик Микола Андрійович
МПК: C23C 2/36
Мітки: труб, спосіб, цинкування
Формула / Реферат:
Способ цинкования труб, включающий погружение их в цинко-свинцовый состав расплава с установкой по вертикали, отличающийся тем, что установку труб осуществляют с помощью набора параллельно размещенных решеток, оси ячеек которых совпадают, при этом площади ячеек крайних решеток в 1,1-1,3 раза меньше площади поперечного сечения цинкуемых труб, а усилия, обеспечивающие погружение труб. прикладываются со стороны зеркала расплава, причем усилие...
Установка для з’єднання труб з термопластів
Номер патенту: 2651
Опубліковано: 26.12.1994
Автори: Самородницький Давид Єйхинович, Ротенфельд Веніамін Соломонович, Малінін Альберт Леонідович
МПК: B29C 65/18
Мітки: труб, з'єднання, термопластів, установка
Формула / Реферат:
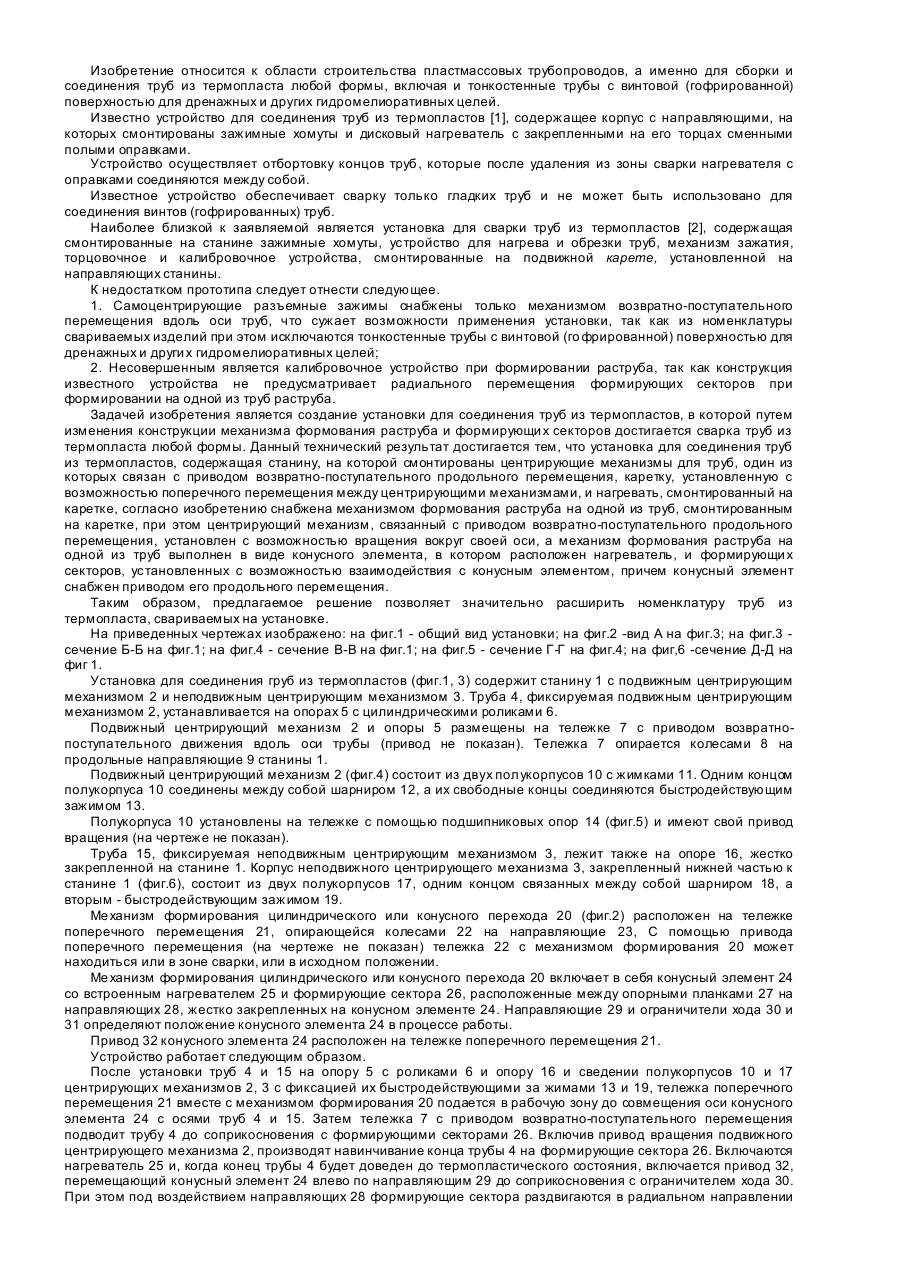
1. Установка для соединения труб из термопластов, содержащая станину, на которой смонтированы центрирующие механизмы для труб, один из которых связан с приводом возвратно-поступательного продольного перемещения, каретку, установленную с возможностью поперечного перемещения между центрирующими механизмами, и нагреватель, смонтированный на каретке, отличающаяся тем, что установка снабжена механизмом формирования раструба на одной из труб,...
Пристрій для складання труб теплообмінних апаратів
Номер патенту: 7370
Опубліковано: 29.09.1995
Автори: Сойбель Зіновій Елевич, Гвірцман Павло Йосипович, Брагінський Анатолій Аркадійович
МПК: B21D 39/00
Мітки: теплообмінних, труб, апаратів, складання, пристрій
Формула / Реферат:
1. Устройство для сборки труб теплообменных аппаратов, содержащее основание для установки трубных досок, толкатель, расположенные с равным шагом штыри-ловители, раму с направляющими, на которых установлены с возможностью перемещения толкатель и штыри-ловители, а также механизм для подачи труб, отличающееся тем, что, с целью повышения производительности, оно снабжено цепным конвейером, звенья цепи которого образуют ложементы для одного или...
Пристрій для зварювання труб з термопластів
Номер патенту: 4316
Опубліковано: 27.12.1994
Автори: Тютюник Микола Сергійович, Новиченко Микола Григорович, Персіон Олексій Абрамович
МПК: B29C 65/18
Мітки: труб, зварювання, пристрій, термопластів
Формула / Реферат:
Устройство для сварки труб из термопластов, содержащее неподвижный и подвижный кронштейны с зажимными хомутами, направляющие, закрепленные на неподвижном кронштейне, и приходной винт с трубчатой гайкой, установленной на подвижном кронштейне и снабженной на свободном конце резьбовой втулкой и поворотным кожухом с фиксатором и с тремя парами регулирумых стопоров, установленных с возможностью попарного контакта с торцами направляющих,...
Машина для контактного стикового зварювання оплавленням труб

Номер патенту: 2650
Опубліковано: 26.12.1994
Автори: Іткін Олександр Феліксович, Сєрафін Орєст Міхайловіч, Немировський Ісак Якович, Солтис Віталій Петрович, Зубаньов Олександр Георгійович, Уніговський Михайло Рахмілєвич
МПК: B23K 11/04
Мітки: контактного, труб, оплавленням, стикового, машина, зварювання
Формула / Реферат:
Машина для контактной стыковой сварки оплавлением труб, содержащая кинематически связанные между собой приводом оплавлення и осадки два полукорпуса клещевого типа, каждый из которых включает подвижную и неподвижную щеки с полукруглыми окнами для фиксации труб, отличающаяся тем, что она снабжена двумя жестко закрепленными на торцах неподвижных щек амортизационными устройствами, каждое из которых выполнено в виде жестко закрепленной на торце...
Попередній патент: Пристрій для складання труб теплообмінних апаратів
Наступний патент: Футеровочна плитка з камінного литва
Випадковий патент: Пристрій для переорієнтування сформованих пакетів