Спосіб електродугового наплавлення
Номер патенту: 101287
Опубліковано: 11.03.2013
Автори: Чейлях Ян Олександрович, Чигарьов Валерій Васильович, Шейченко Галина Валентинівна



Формула / Реферат
Спосіб електродугового наплавлення, який включає нанесення на наплавлювану поверхню шару флюсу та легуючого матеріалу, який відрізняється тим, що як легуючий матеріал використовують карбюризатор, якій змішують з флюсом у пропорції: флюс 60…80 %, карбюризатор 20…40 %.
Текст
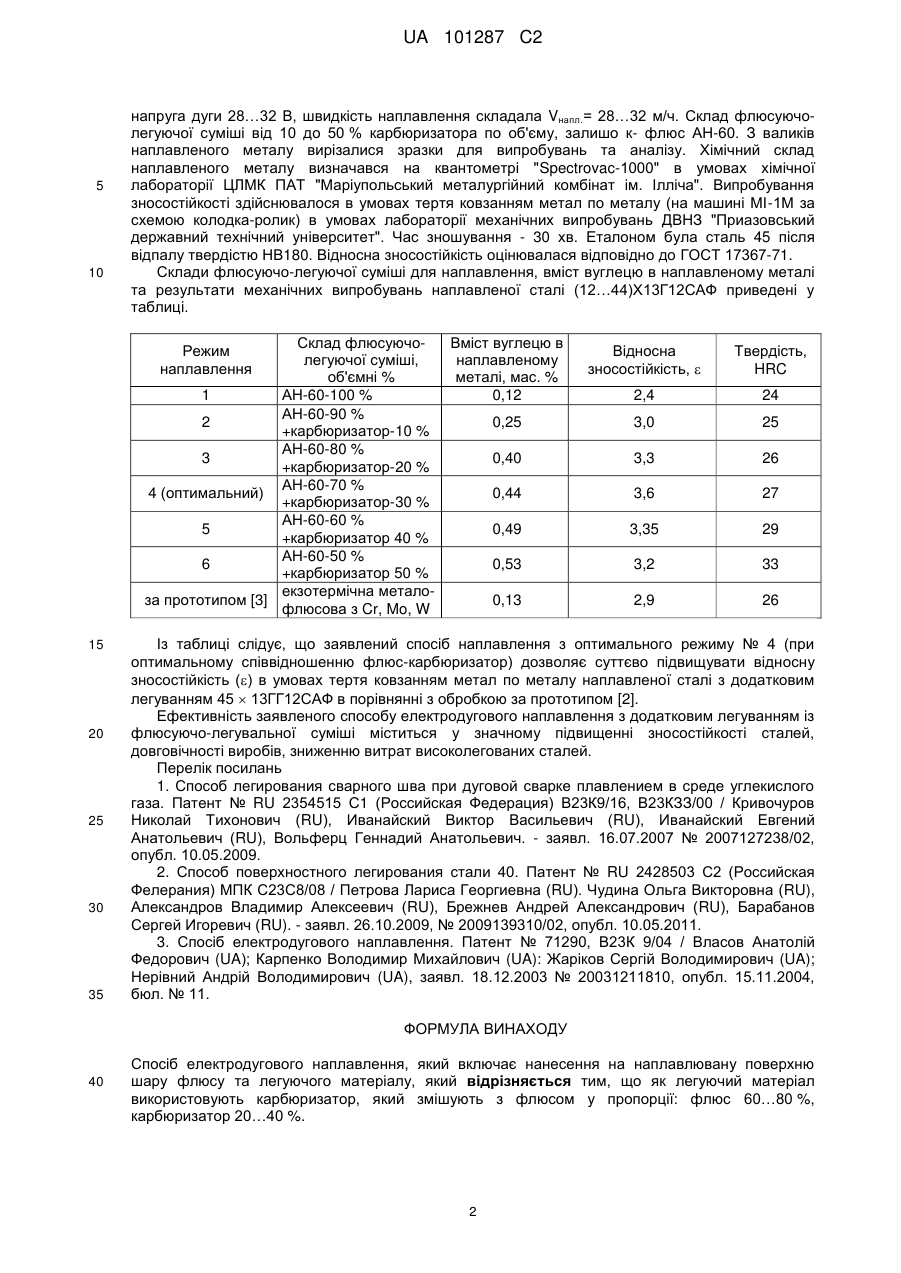
Реферат: Винахід належить до галузі зварювального виробництва, зокрема до способів електродугового наплавлення деталей. В способі електродугового наплавлення, який включає нанесення на наплавлювану поверхню флюсу та легуючого матеріалу, як легуючий матеріал використовують карбюризатор, який змішують з флюсом у пропорції: флюс 60…80 %, карбюризатор 20…40 %. Досягається суттєве підвищення відносної зносостійкості сталей, довговічності виробів, зниження витрат високолегованих сталей. UA 101287 C2 (12) UA 101287 C2 UA 101287 C2 5 10 15 20 25 30 35 40 45 50 55 60 Винахід належить до галузі зварювального виробництва, зокрема до способів електродугового наплавлення деталей. Відомі способи електродугового зварювання та наплавлення з легуванням зі спеціальної суміші, нанесеної на поверхню деталей [1]. Згідно з ним перед зварюванням на поверхні деталей напікають шар порошку із легуючих компонентів, після чого ведуть наплавлення електродуговим методом. Це дозволяє економити легуючі компоненти, підвищувати ефективність способу та розширювати технологічні можливості за рахунок легування металу шва. Однак, додаткового поверхневого зміцнення та суттєвого підвищення зносостійкості це не викликає. У другому відомому способі поверхневого легування [2] здійснюють термодифузійне насичення поверхні деталей легуючими елементами (Сr, V, Ті) з нанесеної на їхню поверхню обмазки шляхом нагріву, витримки та охолодження. Досягається технічний результат підвищення товщини дифузійного слою, скорочення тривалості та зниження температури процесу при зберіганні високої твердості. Однак цей спосіб не дозволяє суттєво підвищувати зносостійкість. Найбільш близьким за спільним та досягнутим результатом до запропонованого є способи електродугового наплавлення, в яких, крім насипання флюсу на поверхню основного металу, додатково засипають шар екзотермічної металофлюсової легованої суміші, яка забезпечує потрібну масу наплавленого металу за один прохід [3]. Цей спосіб дозволяє додатково легувати наплавлений метал металевими легуючими компонентами - Cr, Mo, W, тощо. Між тим, це легування не підвищує суттєво зносостійкості наплавленого металу за рахунок карбідного та карбонітридного зміцнення, оскільки вміст вуглецю залишається на рівні наплавлювального матеріалу. В основу винаходу поставлена задача удосконалити спосіб електродугового наплавлення, в якому за рахунок використання нових матеріалів підвищується вміст вуглецю проти його вмісту у порошковому наплавлювальному дроті, що забезпечить суттєве підвищення зносостійкості наплавленого металу. Для вирішення поставленої задачі в способі електродугового наплавлення, що включає нанесення на наплавлювану поверхню шару флюсу та легуючого матеріалу, як легуючий матеріал використовують карбюризатор, якій змішують з флюсом у пропорції: флюс 60…80 %, карбюризатор 20…40 %. У запропонованому способі електродугового наплавлення здійснюють додаткове легування вуглецем (на відміну від прототипу, де легування здійснюється легуючими металевими компонентами) із флюсуючо-легуючої суміші, підвищується його вміст в наплавленому металі в межах, які залежать від пропорції флюсу та карбюризатора в флюсуючо-легуючій суміші. Це забезпечує суттєве підвищення зносостійкості наплавленого металу за рахунок підвищення вмісту вуглецю в наплавленому металі та розширює технологічні можливості наплавлення для формування механічних та експлуатаційних властивостей відновлюваних наплавленням деталей. Структура наплавленого металу є аустенітною, деформаційно-метастабільною: в процесі випробувань на зношування ковзанням метал по металу метастабільний аустеніт в поверхневому шарі перетворюється в мартенсит деформації, що додатково забезпечує самозміцнення і підвищення відносної зносостійкості (). Оскільки зміст вуглецю таким чином в аустенітній структурі помітно збільшується, з нього утворюється середньовуглецевий мартенсит деформації, який відрізняється більш високою зносостійкістю, чим низьковуглецевий мартенсит в випадку наплавлення при відсутності карбюризатора в флюсуюче-легуючій суміші. При змісті карбюризатора в флюсуюче-легуючій суміші менш 20 % насиченість наплавленого металу вуглецем недостатня для суттєвого зміцнення аустеніту та мартенситу деформації, який утворюється з нього, що не забезпечує помітного підвищення відносної зносостійкості. При відносно високому вмісті карбюризатора в флюсуючо-легуючій суміші більше 40 % концентрація вуглецю в наплавленому металі стає надмірно високою (>0,5 %), що робить аустеніт надмірно стабільним. В результаті його схильність до деформаційного мартенситного перетворення в процесі випробувань зменшується, отримується незначна кількість мартенситу деформації. Це не забезпечує достатнього самозміцнення та підвищення відносної зносостійкості. Запропонований спосіб електродугового наплавлення з додатковим легуванням з флюсуючо-легуючої суміші здійснювалося в умовах лабораторії електродугового наплавлення кафедри металургії та технології зварювального виробництва ДВНЗ "Приазовський державний технічний університет" порошковим дротом ПП-Нп-12 13П2АСФ діаметром 4,0 мм на зварювальному автоматі А1401 зі джерелом постачання ВДУ 1200 під флюсуючо-легуючою сумішшю у складі флюс АН - 60 та карбюризатор згідно ГОСТ2407-83 "Карбюризатор древесноугольный" на підложку зі сталі Ст. 3 при наступних режимах - зварювальний струм 320…480 А, 1 UA 101287 C2 5 10 напруга дуги 28…32 В, швидкість наплавлення складала Vнапл.= 28…32 м/ч. Склад флюсуючолегуючої суміші від 10 до 50 % карбюризатора по об'єму, залишо к- флюс АН-60. З валиків наплавленого металу вирізалися зразки для випробувань та аналізу. Хімічний склад наплавленого металу визначався на квантометрі "Spectrovac-1000" в умовах хімічної лабораторії ЦЛМК ПАТ "Маріупольський металургійний комбінат ім. Ілліча". Випробування зносостійкості здійснювалося в умовах тертя ковзанням метал по металу (на машині МІ-1М за схемою колодка-ролик) в умовах лабораторії механічних випробувань ДВНЗ "Приазовський державний технічний університет". Час зношування - 30 хв. Еталоном була сталь 45 після відпалу твердістю НВ180. Відносна зносостійкість оцінювалася відповідно до ГОСТ 17367-71. Склади флюсуючо-легуючої суміші для наплавлення, вміст вуглецю в наплавленому металі та результати механічних випробувань наплавленої сталі (12…44)Х13Г12САФ приведені у таблиці. Склад флюсуючолегуючої суміші, об'ємні % 1 АН-60-100 % АН-60-90 % 2 +карбюризатор-10 % АН-60-80 % 3 +карбюризатор-20 % АН-60-70 % 4 (оптимальний) +карбюризатор-30 % АН-60-60 % 5 +карбюризатор 40 % АН-60-50 % 6 +карбюризатор 50 % екзотермічна металоза прототипом [3] флюсова з Cr, Mo, W Режим наплавлення 15 20 25 30 35 Вміст вуглецю в наплавленому металі, мас. % 0,12 Відносна зносостійкість, Твердість, HRC 2,4 24 0,25 3,0 25 0,40 3,3 26 0,44 3,6 27 0,49 3,35 29 0,53 3,2 33 0,13 2,9 26 Із таблиці слідує, що заявлений спосіб наплавлення з оптимального режиму № 4 (при оптимальному співвідношенню флюс-карбюризатор) дозволяє суттєво підвищувати відносну зносостійкість () в умовах тертя ковзанням метал по металу наплавленої сталі з додатковим легуванням 45 13ГГ12САФ в порівнянні з обробкою за прототипом [2]. Ефективність заявленого способу електродугового наплавлення з додатковим легуванням із флюсуючо-легувальної суміші міститься у значному підвищенні зносостійкості сталей, довговічності виробів, зниженню витрат високолегованих сталей. Перелік посилань 1. Способ легирования сварного шва при дуговой сварке плавлением в среде углекислого газа. Патент № RU 2354515 С1 (Российская Федерация) В23К9/16, В23КЗЗ/00 / Кривочуров Николай Тихонович (RU), Иванайский Виктор Васильевич (RU), Иванайский Евгений Анатольевич (RU), Вольферц Геннадий Анатольевич. - заявл. 16.07.2007 № 2007127238/02, опубл. 10.05.2009. 2. Способ поверхностного легирования стали 40. Патент № RU 2428503 С2 (Российская Фелерания) МПК С23С8/08 / Петрова Лариса Георгиевна (RU). Чудина Ольга Викторовна (RU), Александров Владимир Алексеевич (RU), Брежнев Андрей Александрович (RU), Барабанов Сергей Игоревич (RU). - заявл. 26.10.2009, № 2009139310/02, опубл. 10.05.2011. 3. Спосіб електродугового наплавлення. Патент № 71290, В23К 9/04 / Власов Анатолій Федорович (UA); Карпенко Володимир Михайлович (UA): Жаріков Сергій Володимирович (UA); Нерівний Андрій Володимирович (UA), заявл. 18.12.2003 № 20031211810, опубл. 15.11.2004, бюл. № 11. ФОРМУЛА ВИНАХОДУ 40 Спосіб електродугового наплавлення, який включає нанесення на наплавлювану поверхню шару флюсу та легуючого матеріалу, який відрізняється тим, що як легуючий матеріал використовують карбюризатор, який змішують з флюсом у пропорції: флюс 60…80 %, карбюризатор 20…40 %. 2 UA 101287 C2 Комп’ютерна верстка С. Чулій Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 3
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of arc surfacing
Автори англійськоюCheiliakh Yan Oleksanrdovych, Chyhariov Valerii Vasyliovych, Sheichenko Halyna Valentynivna
Назва патенту російськоюСпособ электродуговой наплавки
Автори російськоюЧейлях Ян Александрович, Чигарев Валерий Васильевич, Шейченко Галина Валентиновна
МПК / Мітки
МПК: B23K 9/04
Мітки: спосіб, електродугового, наплавлення
Код посилання
<a href="https://ua.patents.su/5-101287-sposib-elektrodugovogo-naplavlennya.html" target="_blank" rel="follow" title="База патентів України">Спосіб електродугового наплавлення</a>
Спосіб електродугового наплавлення на поверхню металевих виробів
Номер патенту: 55909
Опубліковано: 27.12.2010
Автори: Осадчук Андрій Юрійович, Шаповалова Олеся Василівна, Шенфельд Валерій Йосипович, Савуляк Валерій Іванович
МПК: B23K 9/04
Мітки: поверхню, наплавлення, металевих, електродугового, спосіб, виробів
Формула / Реферат:
Спосіб електродугового наплавлення на поверхню металевих виробів, що включає попереднє нанесення на поверхню, що обробляють, вуглевмісного матеріалу у вигляді волокон, тканини, стрічки чи повсті, їх сумісне плавлення, який відрізняється тим, що разом з вуглевмісним матеріалом на поверхню, що наплавляють, наносять тонкий дріт з легувального матеріалу.
Спосіб електродугового наплавлення
Номер патенту: 83317
Опубліковано: 25.06.2008
Автори: Кирильченко Петро Миколайович, Климанчук Владислав Владиславович, Пушков Валерій Васильович, Бойко Володимир Семенович, Щетинін Сергій Вікторович, Воробьов Андрій Олексійович, Щетиніна Віра Іванівна
Мітки: наплавлення, електродугового, спосіб
Формула / Реферат:
Спосіб електродугового високошвидкісного наплавлення U-подібним стрічковим електродом з прямолінійними ділянками, який відрізняється тим, що легування наплавленого металу здійснюють легуючими елементами, які подають між кромками в області внутрішньої частини стрічки, а довжину прямолінійних ділянок встановлюють у залежності від ширини U-подібної стрічки відповідно до виразу:L = (2,25-2,5) В, мм,де В - ширина U-подібної...
Спосіб електродугового наплавлення чавуну
Номер патенту: 18206
Опубліковано: 15.11.2006
Автори: Щетинін Сергій Вікторович, Щетиніна Віра Іванівна
МПК: B23K 9/18
Мітки: чавуну, електродугового, наплавлення, спосіб
Формула / Реферат:
Спосіб електродугового наплавлення чавуну з попереднім і співпадаючим підігріванням і термічною обробкою після наплавлення, який відрізняється тим, що наплавлення здійснюють зі швидкістю, величину якої встановлюють у залежності від режиму, відповідно до виразу:V=(4,6-5,0)·10-3IU м/г,де I - величина зварювального струму, А;U - величина напруги на дузі, В.
Спосіб електродугового наплавлення на поверхню металевих виробів
Номер патенту: 52753
Опубліковано: 10.09.2010
Автори: Осадчук Андрій Юрійович, Савуляк Валерій Іванович, Шенфельд Валерій Йосипович, Шаповалова Олеся Василівна, Заболотний Сергій Антонович
МПК: B23K 9/04
Мітки: поверхню, наплавлення, електродугового, спосіб, металевих, виробів
Формула / Реферат:
Спосіб електродугового наплавлення на поверхню металевих виробів, що мають шари з підвищеним вмістом вуглецю, який включає попереднє нанесення на поверхню, що обробляють, вуглевмісного матеріалу у вигляді волокон, тканини, стрічки чи повсті, їх сумісне плавлення, який відрізняється тим, що вуглецеві волокна наносять на поверхню, що наплавляють, і фіксують за допомогою суспензії з рідкого скла або клею або полімерів та суміші порошків...
Спосіб електродугового наплавлення
Номер патенту: 75256
Опубліковано: 15.03.2006
Автори: Климанчук Владислав Владиславович, Щетиніна Віра Іванівна, Бойко Володимир Семенович, Воробьов Андрій Олексійович, Щетинін Сергій Вікторович, Халізев Александр Алексеевич, Фентісов Ігор Миколайович, Голі-Оглу Володимир Семенович, Кирильченко Петро Миколайович, Шебаніц Едуард Миколайович
МПК: B23K 9/04
Мітки: наплавлення, спосіб, електродугового
Формула / Реферат:
Спосіб електродугового наплавлення двома автоматами, при якому струмопідвід здійснюють на кінцях деталі і струм тече до кінців в протилежних напрямках, який відрізняється тим, що струмопідвід додатково здійснюють до середини деталі, а величину струму, який тече до середини, встановлюють залежно від величини струму, який тече до кінців, відповідно до виразу:І = (1,3-1,6)І1, А,де І - величина струму, який тече до середини деталі,...
Попередній патент: Спосіб формування антифрикційного покриття
Наступний патент: Пристрій для наплавлення стрічковим електродом під флюсом
Випадковий патент: Спосіб індивідуалізованої оцінки психомоторних якостей розумово відсталих дітей на підставі об'єктивних психофізіологічних параметрів