Пристрій для наплавлення стрічковим електродом під флюсом
Номер патенту: 101288
Опубліковано: 11.03.2013
Автори: Іванов Віталій Петрович, Серенко Валерій Олександрович, Лаврова Олена Володимирівна, Серенко Олександр Микитович
Формула / Реферат
Пристрій для наплавлення стрічковим електродом під флюсом, що містить подавальні ролики, верхні і нижні напрямні для електрода, встановлений між ними ексцентриковий збуджувач коливань, струмопідведення, який відрізняється тим, що напрямні виконані з двох закріплених між собою частин, причому одна з частин верхньої та одна з частин нижньої напрямних з'єднані між собою шарніром.
Текст
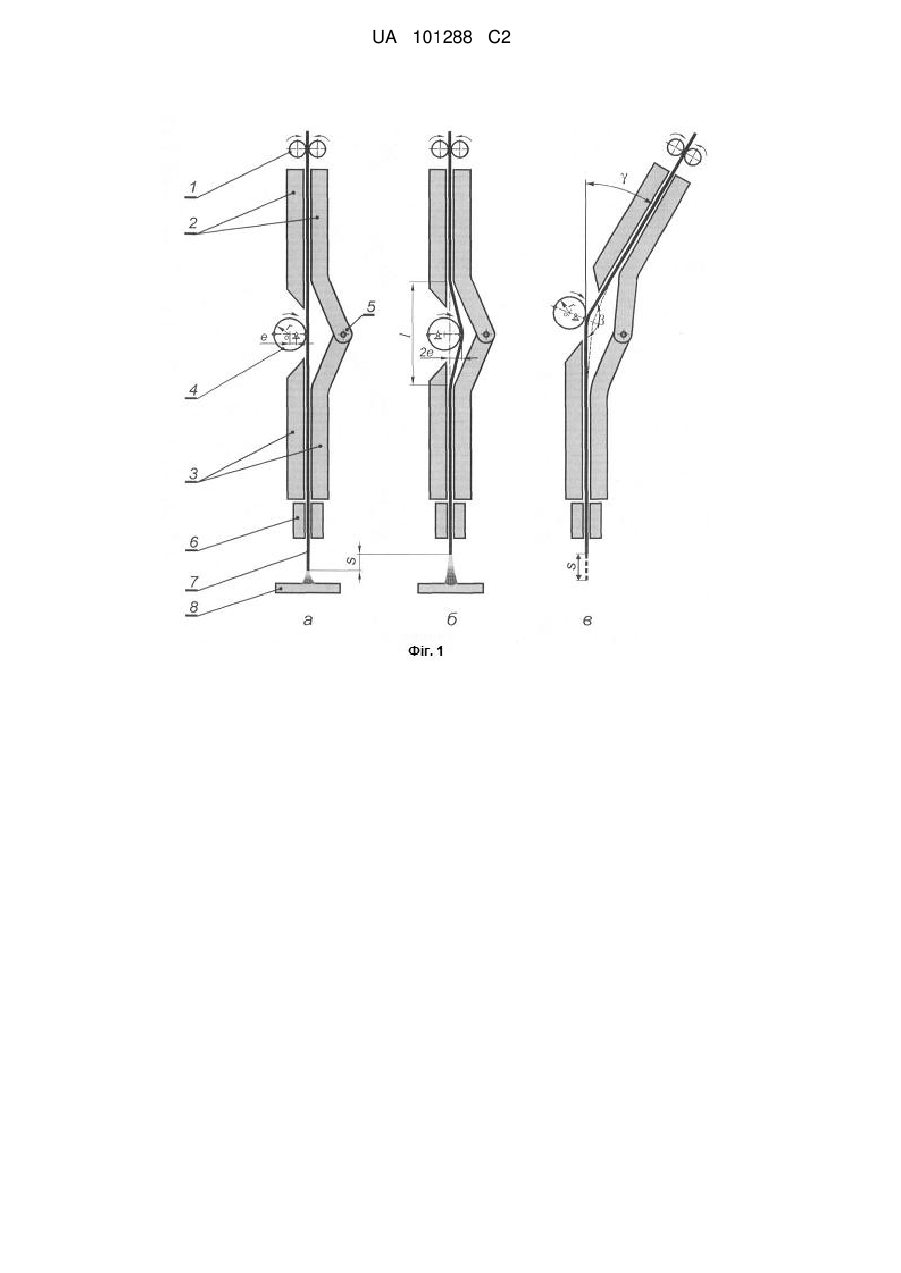
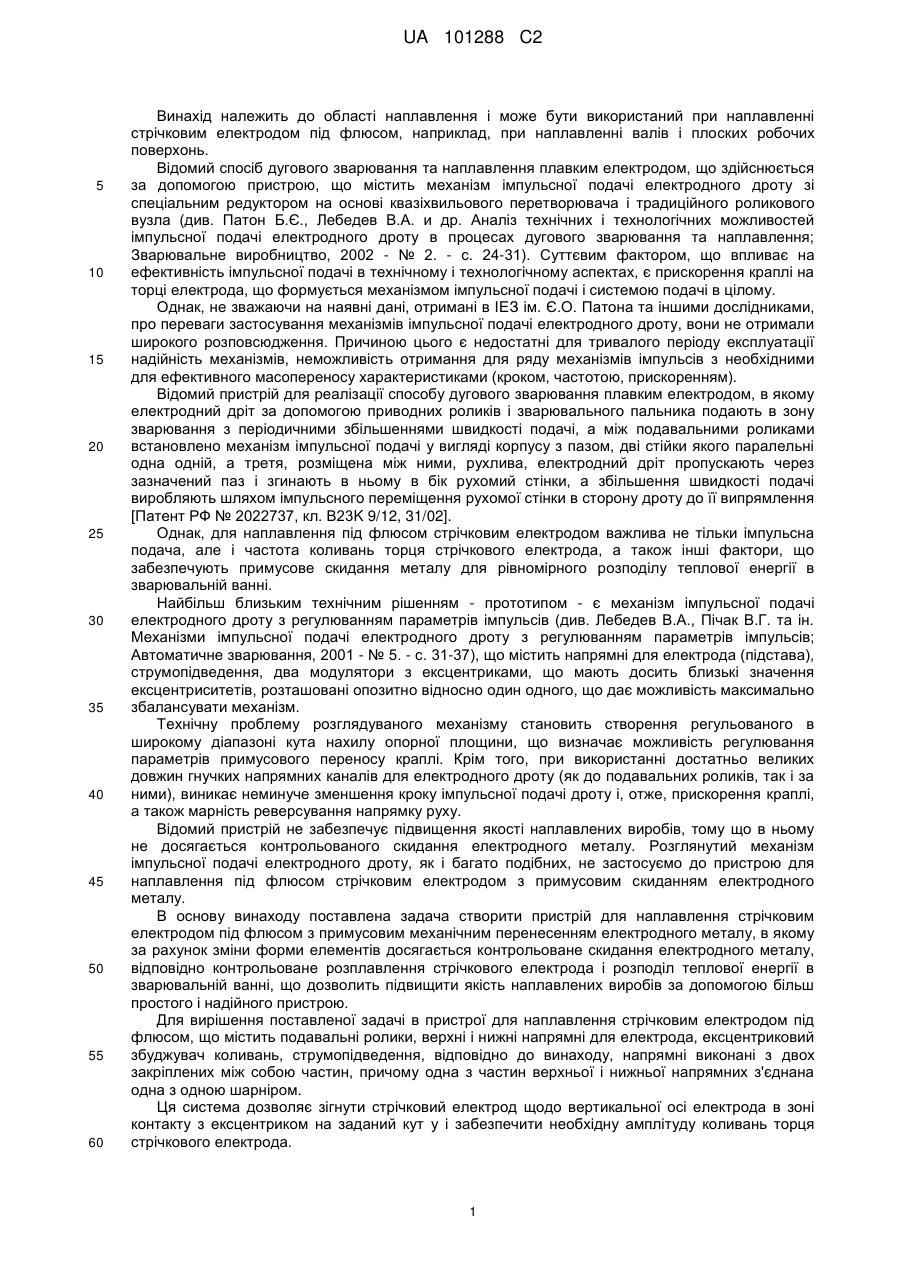
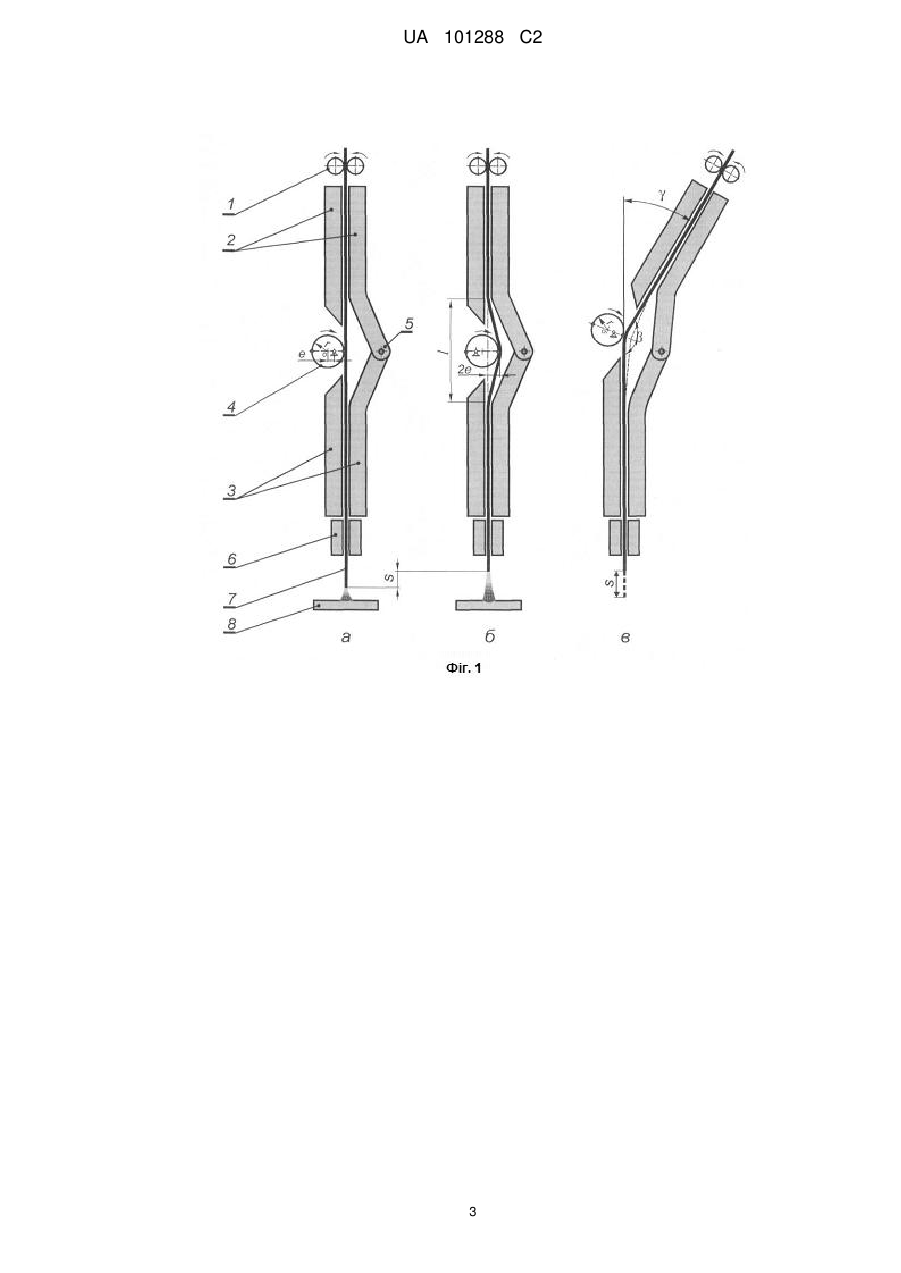
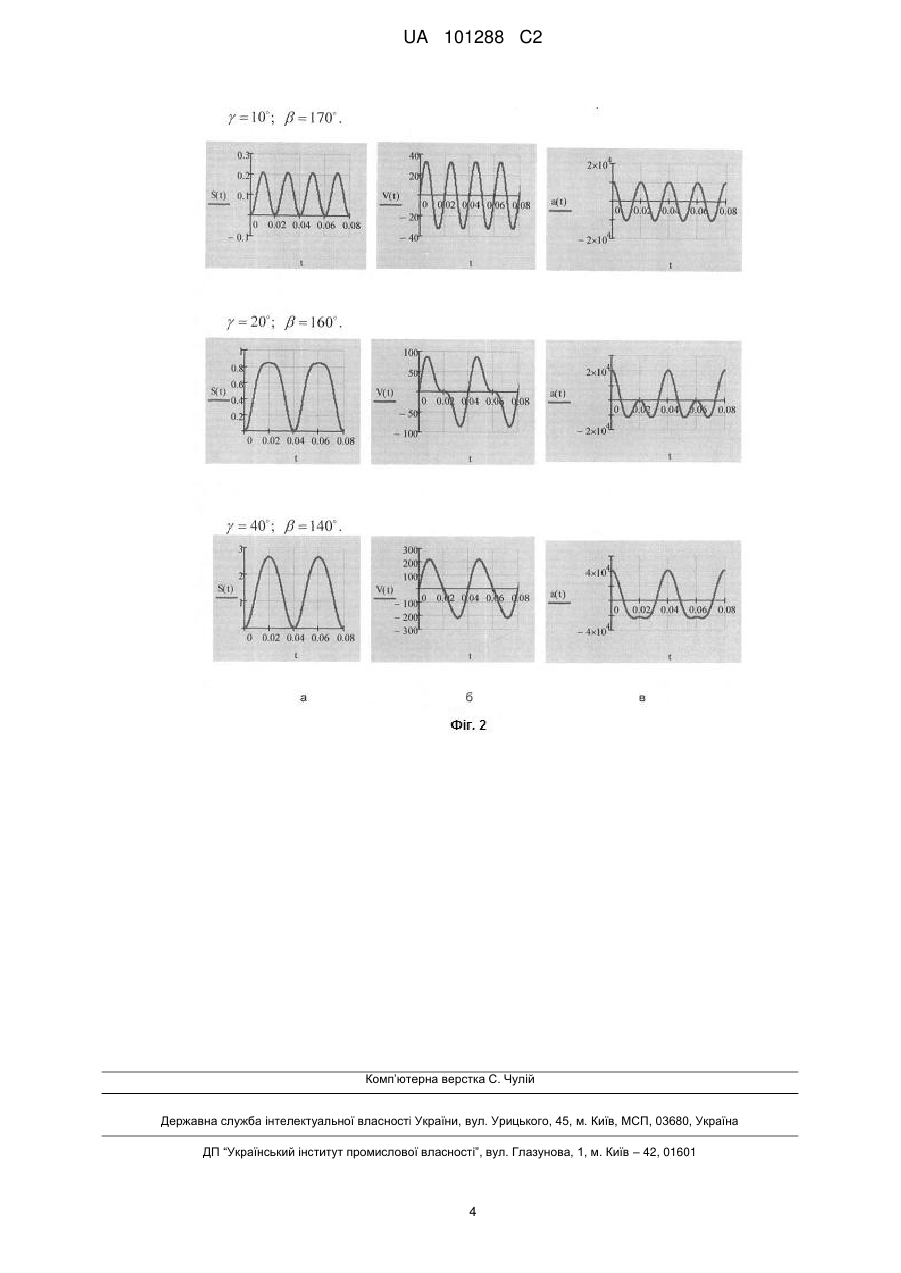
Реферат: Винахід належить до області наплавлення і може бути використаний при наплавленні під флюсом стрічковим електродом, наприклад, при наплавленні валів і плоских робочих поверхонь. У пристрої для наплавлення стрічковим електродом під флюсом, що містить подавальні ролики, верхні і нижні напрямні для електрода, встановлений між ними ексцентриковий збуджувач коливань, струмопідведення. Напрямні виконані з двох закріплених між собою частин, причому одна з частин верхньої та нижньої напрямних закріплена між собою шарніром. Досягається рівномірне плавлення стрічкового електрода, усунення хаотичного руху краплі рідкого металу по торцю стрічкового електрода і підвищення якості наплавленої поверхні. UA 101288 C2 (12) UA 101288 C2 UA 101288 C2 5 10 15 20 25 30 35 40 45 50 55 60 Винахід належить до області наплавлення і може бути використаний при наплавленні стрічковим електродом під флюсом, наприклад, при наплавленні валів і плоских робочих поверхонь. Відомий спосіб дугового зварювання та наплавлення плавким електродом, що здійснюється за допомогою пристрою, що містить механізм імпульсної подачі електродного дроту зі спеціальним редуктором на основі квазіхвильового перетворювача і традиційного роликового вузла (див. Патон Б.Є., Лебедев В.А. и др. Аналіз технічних і технологічних можливостей імпульсної подачі електродного дроту в процесах дугового зварювання та наплавлення; Зварювальне виробництво, 2002 - № 2. - с. 24-31). Суттєвим фактором, що впливає на ефективність імпульсної подачі в технічному і технологічному аспектах, є прискорення краплі на торці електрода, що формується механізмом імпульсної подачі і системою подачі в цілому. Однак, не зважаючи на наявні дані, отримані в ІЕЗ ім. Є.О. Патона та іншими дослідниками, про переваги застосування механізмів імпульсної подачі електродного дроту, вони не отримали широкого розповсюдження. Причиною цього є недостатні для тривалого періоду експлуатації надійність механізмів, неможливість отримання для ряду механізмів імпульсів з необхідними для ефективного масопереносу характеристиками (кроком, частотою, прискоренням). Відомий пристрій для реалізації способу дугового зварювання плавким електродом, в якому електродний дріт за допомогою приводних роликів і зварювального пальника подають в зону зварювання з періодичними збільшеннями швидкості подачі, а між подавальними роликами встановлено механізм імпульсної подачі у вигляді корпусу з пазом, дві стійки якого паралельні одна одній, а третя, розміщена між ними, рухлива, електродний дріт пропускають через зазначений паз і згинають в ньому в бік рухомий стінки, а збільшення швидкості подачі виробляють шляхом імпульсного переміщення рухомої стінки в сторону дроту до її випрямлення [Патент РФ № 2022737, кл. В23K 9/12, 31/02]. Однак, для наплавлення під флюсом стрічковим електродом важлива не тільки імпульсна подача, але і частота коливань торця стрічкового електрода, а також інші фактори, що забезпечують примусове скидання металу для рівномірного розподілу теплової енергії в зварювальній ванні. Найбільш близьким технічним рішенням - прототипом - є механізм імпульсної подачі електродного дроту з регулюванням параметрів імпульсів (див. Лебедев В.А., Пічак В.Г. та ін. Механізми імпульсної подачі електродного дроту з регулюванням параметрів імпульсів; Автоматичне зварювання, 2001 - № 5. - с. 31-37), що містить напрямні для електрода (підстава), струмопідведення, два модулятори з ексцентриками, що мають досить близькі значення ексцентриситетів, розташовані опозитно відносно один одного, що дає можливість максимально збалансувати механізм. Технічну проблему розглядуваного механізму становить створення регульованого в широкому діапазоні кута нахилу опорної площини, що визначає можливість регулювання параметрів примусового переносу краплі. Крім того, при використанні достатньо великих довжин гнучких напрямних каналів для електродного дроту (як до подавальних роликів, так і за ними), виникає неминуче зменшення кроку імпульсної подачі дроту і, отже, прискорення краплі, а також марність реверсування напрямку руху. Відомий пристрій не забезпечує підвищення якості наплавлених виробів, тому що в ньому не досягається контрольованого скидання електродного металу. Розглянутий механізм імпульсної подачі електродного дроту, як і багато подібних, не застосуємо до пристрою для наплавлення під флюсом стрічковим електродом з примусовим скиданням електродного металу. В основу винаходу поставлена задача створити пристрій для наплавлення стрічковим електродом під флюсом з примусовим механічним перенесенням електродного металу, в якому за рахунок зміни форми елементів досягається контрольоване скидання електродного металу, відповідно контрольоване розплавлення стрічкового електрода і розподіл теплової енергії в зварювальній ванні, що дозволить підвищити якість наплавлених виробів за допомогою більш простого і надійного пристрою. Для вирішення поставленої задачі в пристрої для наплавлення стрічковим електродом під флюсом, що містить подавальні ролики, верхні і нижні напрямні для електрода, ексцентриковий збуджувач коливань, струмопідведення, відповідно до винаходу, напрямні виконані з двох закріплених між собою частин, причому одна з частин верхньої і нижньої напрямних з'єднана одна з одною шарніром. Ця система дозволяє зігнути стрічковий електрод щодо вертикальної осі електрода в зоні контакту з ексцентриком на заданий кут у і забезпечити необхідну амплітуду коливань торця стрічкового електрода. 1 UA 101288 C2 5 10 15 20 25 30 35 Відомо, що торець стрічкового електрода в процесі наплавлення плавиться нерівномірно по ширині, утворені при цьому краплі розплавленого металу матимуть випадкові розміри і хаотичне розташування на торці і, отже електродний метал нерівномірно розподіляється в зварювальній ванні, що може привести до утворення хімічної неоднорідності в наплавленому валику, не сплавлення та ін. дефектів. Запропонований пристрій дозволяє отримати кероване масоперенесення електродного металу за рахунок зворотно-поступального руху торця стрічки, одержуваного за допомогою ексцентрикового механізму збудження згинальних коливань стрічкового електрода в зоні шарнірного з'єднання верхніх і нижніх напрямних. Суть винаходу пояснюється кресленнями: фіг. 1 - пристрій для наплавлення стрічковим електродом під флюсом у випадках: а) - первісне положення ексцентрика, б) - пряма підстава, в) - зігнута підстава, фіг. 2 - зміна основних параметрів коливального процесу торця стрічкового електрода в залежності від часу при різних кутах вигину стрічкового електрода, де: а) переміщення торця електрода, б) - швидкість руху, в) - прискорення руху. Пристрій містить обертові подавальні ролики (1), верхні (2) і нижні (3) напрямні, між напрямними встановлено ексцентриковий збуджувач коливань (4) на валу обертовий за допомогою двигуна (на фіг. 1 не показано), шарніра (5) за допомогою якого регулюється кут вигину, струмопідводу (6) і стрічкового електрода (7) для наплавлення виробу (8). Застосування пристрою здійснюється наступним чином: наводяться в обертання подавальні ролики (1) між якими подається стрічковий електрод (7), в процесі подачі електрода здійснюється його вигин на кут за допомогою повороту верхніх напрямних (2) щодо осі шарніра (5), за рахунок чого здійснюється зміна амплітуди коливань торця стрічки S за інших незмінних параметрах пристрою та стабільному положенні нижніх направляючих. Важливо також зазначити, що отримані при цьому коливання обмежуються невеликою ділянкою довжини стрічкового електрода. Зміна основних параметрів коливального процесу торця стрічкового електрода в залежності від часу при різних кутах вигину стрічкового електрода наведено на фіг. 2. Кінематичні розрахунки виконані при наступних початкових умовах: довжина ділянки електроду, що -1 згинається l=60 мм (фіг. 1, б); частота обертання ексцентрика =25 с ; величина ексцентриситету е=2,5 мм, швидкість подачі стрічкового електроду V=9,2 мм/с. Розраховувалися наступні характеристики (без урахування постійної складової швидкості подачі стрічки): переміщення торця електрода S(t), мм (фіг 2, а); швидкість руху V(t), мм/с (фіг. 2 2, б); прискорення руху a(t), мм\с (фіг. 2, в). З фіг. 2 видно, що при зміні кута вигину стрічкового електрода змінюються не тільки числові характеристики процесу коливання, але і характер кривих. Так, наприклад, при вигині =170° частота коливань торця стрічки буде в два рази більше в порівнянні з іншими величинами кута, що пояснюється особливостями кінематики пропонованого пристрою. У таблиці наведені найбільші значення згаданих параметрів. Параметри обертання ексцентрика і кут вигину основи необхідно підбирати таким чином, щоб при заданих режимах наплавлення забезпечувати скидання однієї краплі електродного металу за один оборот ексцентрика. 40 Таблиця Кут вигину стрічки, град. 170 160 140 45 Амплітуда коливань, мм 0,21 0,84 2,65 Максимальна швидкість, Максимальне 2 4 мм/с прискорення, мм/с (*10 ) 32,8 1 85,5 2,03 217 4,1 Пропонований пристрій дозволяє змінювати кут вигину стрічкового електрода за допомогою напрямних, з'єднаних шарніром, за рахунок чого регулюється амплітуда коливань торця стрічкового електрода, забезпечується рівномірність наплавлення по всій ширині стрічкового електрода, підвищується якість наплавлених деталей і знижується ймовірність появи дефектів. ФОРМУЛА ВИНАХОДУ 50 Пристрій для наплавлення стрічковим електродом під флюсом, що містить подавальні ролики, верхні і нижні напрямні для електрода, встановлений між ними ексцентриковий збуджувач коливань, струмопідведення, який відрізняється тим, що напрямні виконані з двох закріплених між собою частин, причому одна з частин верхньої та одна з частин нижньої напрямних з'єднані між собою шарніром. 2 UA 101288 C2 3 UA 101288 C2 Комп’ютерна верстка С. Чулій Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 4
ДивитисяДодаткова інформація
Назва патенту англійськоюApparatus for submerged arc welding by tape electrode
Автори англійськоюSerenko Oleksandr Mykytovych, Lavrova Olena Volodymyrivna, Ivanov Vitalii Petrovych, Serenko Valerii Oleksandrovych
Назва патенту російськоюУстройство для наплавки ленточным электродом под флюсом
Автори російськоюСеренко Александр Никитович, Лаврова Елена Владимировна, Иванов Виталий Петрович, Серенко Валерий Александрович
МПК / Мітки
МПК: B23K 9/12, B23K 9/18, B23K 31/02
Мітки: флюсом, наплавлення, стрічковим, пристрій, електродом
Код посилання
<a href="https://ua.patents.su/6-101288-pristrijj-dlya-naplavlennya-strichkovim-elektrodom-pid-flyusom.html" target="_blank" rel="follow" title="База патентів України">Пристрій для наплавлення стрічковим електродом під флюсом</a>
Спосіб широкошарового наплавлення під флюсом стрічковим електродом
Номер патенту: 44885
Опубліковано: 26.10.2009
Автори: Лаврова Олена Володимирівна, Носовський Борис Іванович
МПК: B23K 9/12
Мітки: спосіб, широкошарового, стрічковим, електродом, флюсом, наплавлення
Формула / Реферат:
Спосіб широкошарового наплавлення під флюсом стрічковим електродом, при якому стрічковий електрод згинають і за допомогою привідних роликів, які обертаються з постійною швидкістю, і подавального пристрою подають в зону наплавлення, який відрізняється тим, що стрічковий електрод перед подачею в зону плавлення згинають під кутом 110-120° щодо осі, перпендикулярної вертикальній осі подачі стрічкового електрода, а подачу торця стрічкового...
Пристрій для наплавлення під флюсом плавким електродом постійним струмом
Номер патенту: 20393
Опубліковано: 15.01.2007
Автори: Делі Олександр Анатолійович, Міронова Марина Володимирівна, Розмишляєв Олександр Денисович
Мітки: флюсом, струмом, плавким, постійним, пристрій, електродом, наплавлення
Формула / Реферат:
Пристрій для наплавлення під флюсом плавким електродом постійним струмом, що містить електромагніт, виконаний із струмопровідної трубки та обмотки, і мундштук, який відрізняється тим, що на струмопровідній трубці додатково встановлена струмопровідна планка, яка з'єднана з обмоткою.
Спосіб наплавлення стрічковим електродом
Номер патенту: 83749
Опубліковано: 11.08.2008
Автори: Матвієнко Ярослав Володимирович, Гулаков Сергій Володимирович, Матвієнко Владислав Володимирович, Матвієнко Володимир Миколайович
МПК: B23K 9/04
Мітки: електродом, наплавлення, стрічковим, спосіб
Формула / Реферат:
Спосіб наплавлення стрічковим електродом, при якому основну стрічку розташовують у площині, перпендикулярній напрямку наплавлення, а додаткові стрічки - з обох боків від основної під прямим кутом до її торців, який відрізняється тим, що основну стрічку переміщують уздовж додаткових на величину, рівну їх ширині, що становить ширини основної стрічки, уперед по напрямку...
Спосіб наплавлення стрічковим електродом
Номер патенту: 85445
Опубліковано: 26.01.2009
Автори: Матвієнко Владислав Володимирович, Матвієнко Володимир Миколайович, Гулаков Сергій Володимирович, Матвієнко Ярослав Володимирович
МПК: B23K 9/04
Мітки: наплавлення, спосіб, стрічковим, електродом
Формула / Реферат:
1. Спосіб наплавлення стрічковим електродом, при якому в зварювальну ванну подають основну і дві додаткові стрічки, розташовуючи основну стрічку в площині, перпендикулярній напряму наплавлення, а додаткові - по обидві сторони від основної з можливістю їх повороту, який відрізняється тим, що додаткові стрічки, шириною до 0,5 ширини основної стрічки, встановлюють позаду основної стрічки бічними передніми кромками до кромок основної стрічки з...
Спосіб дугового наплавлення стрічковим електродом
Номер патенту: 83756
Опубліковано: 11.08.2008
Автори: Псарьова Ірина Сергіївна, Крівохатько Сергій Анатолійович, Бурлака Володимир Володимирович, Гулаков Сергій Володимирович
МПК: B23K 9/04
Мітки: спосіб, стрічковим, наплавлення, дугового, електродом
Формула / Реферат:
Спосіб дугового наплавлення стрічковим електродом, який включає підведення струму до вильоту електрода, який відрізняється тим, що підведення струму здійснюють окремими ізольованими один від одного елементами струмопідводу і підключають у зварювальне коло той елемент струмопідводу, що знаходиться в даний момент часу на найменшій відстані від активної плями дуги, яка переміщується по торцю стрічки.
Попередній патент: Спосіб електродугового наплавлення
Наступний патент: Спосіб отримання борошняних кулінарних виробів із швидкозаморожених напівфабрикатів
Випадковий патент: Спосіб отримання телуриду свинцю n-типу із покращеними термоелектричними параметрами