Спосіб виробництва товстолистового прокату для виготовлення електрозварних нафтогазопровідних труб
Номер патенту: 101908
Опубліковано: 13.05.2013
Автори: Цкітішвілі Енвер Омарович, Фролов Сергій Петрович, Ордін Владімір Гєоргієвіч, Погожев Алєксандр Владіміровіч, Коновалов Гліб Миколайович, Орліченко Михайло Павлович, Очеретін Віктор Миколайович, Сагіров Руслан Іванович, Іванова Тетяна Юріївна, Клюквін Міхаіл Борісовіч
Формула / Реферат
Спосіб виробництва товстолистового прокату для виготовлення електрозварних нафтогазопровідних труб, що містить багатопрохідну чорнову і чистову прокатку сталевої заготовки з регламентованою температурою початку і кінця прокатки, і подальше гартування з відпуском прокату, який відрізняється тим, що чистову прокатку здійснюють в інтервалі температур від (Аr3+20°)-(Аr3+80) °С до 700-800 °С, а після закінчення прокатки здійснюють нагрівання отриманого прокату під гартування до температури вище Ас3 з подальшою витримкою і охолодженням прокату водою з швидкістю 10-30 °С/с, після чого проводять відпуск прокату з подальшою витримкою і охолодженням на повітрі, при цьому для виробництва прокату використовують сталь такого хімічного складу, мас. %:
вуглець
0,04-0,12
кремній
0,10-0,50
марганець
0,06-1,20
алюміній
0,02-0,05
ніобій
0,02-0,08
ванадій
0,005-0,080
нікель
0,01-0,40
мідь
0,01-0,40
хром
не більше 0,40
титан
0,010-0,030
азот не більше
0,010
фосфор не більше
0,015
сірка не більше
0,005
залізо і неминучі домішки
решта.
Текст
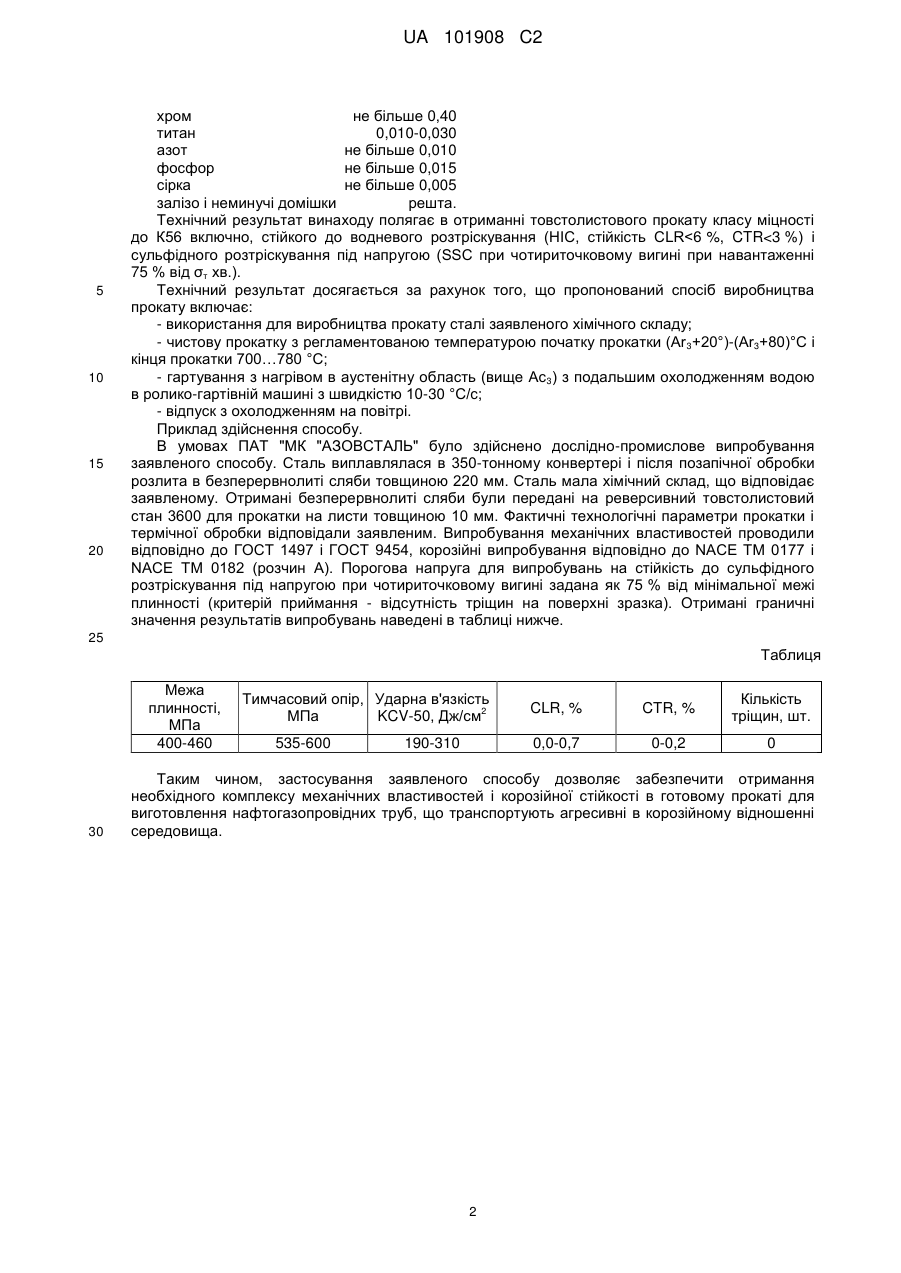
Реферат: Винахід належить до галузі металургії, а саме – до способу виробництва товстолистового прокату для виготовлення електрозварних нафтогазопровідних труб. Спосіб включає багатопрохідну чорнову і чистову прокатку сталевої заготовки з регламентованою температурою початку і кінця прокатки, подальше гартування з відпуском прокату, чистову о прокатку здійснюють в інтервалі температур від (Аr 3+20 )-(Аr3+80) °С до 700-800 °С, а після закінчення прокатки здійснюють нагрівання отриманого прокату під гартування до температури UA 101908 C2 (12) UA 101908 C2 вище Ас3 з подальшою витримкою і охолодженням прокату водою з швидкістю 10-30 °С/с, після чого проводять відпуск прокату з подальшою витримкою і охолодженням на повітрі, при цьому для виробництва прокату використовують сталь такого хімічного складу, мас. %: вуглець - 0,040,12, кремній - 0,10-0,50, марганець - 0,06-1,20, алюміній - 0,02-0,05, ніобій - 0,020-0,080, ванадій - 0,005-0,080, нікель -0,01-0,40, мідь - 0,01-0,40, хром - не більше 0,40, титан - 0,0100,030, азот - не більше 0,010, фосфор - не більше 0,015, сірка - не більше 0,005, залізо і неминучі домішки - решта. Винахід забезпечує отримання високих механічних властивостей і корозійної стійкості в готовому прокаті для виготовлення нафтогазопровідних труб, що транспортують агресивні в корозійному відношенні середовища, зокрема сірководень. UA 101908 C2 5 10 15 20 25 30 35 Винахід належить до галузі металургії, а саме, до прокатного виробництва і може бути використаний для отримання товстолистового прокату, стійкого до водневого розтріскування і сульфідного розтріскування під напругою, що застосовується для виготовлення труб для будівництва трубопроводів, які транспортують агресивні в корозійному відношенні середовища, що зокрема містять сірководень. З рівня техніки відомі різні способи виробництва сталі і прокату підвищеної корозійної стійкості для виготовлення труб. Відомий спосіб виробництва товстолистового прокату за патентом РФ на винахід № 2062795, що включає отримання заготовок із сталі певного хімічного складу, аустенізацію, попередню і остаточну деформації, охолодження прокату при температурі 760-900 °C із швидкістю 10-60 °C/сек. до температури 300-20 °C, повторний нагрів до температури 590-740 °C з витримкою 0,2-0,3 хв./мм і подальшим охолодженням на повітрі до температури навколишнього середовища. Виготовлений відповідно до цього способу прокат не має необхідної корозійної стійкості. Найбільш близьким до пропонованого винаходу є спосіб виробництва листового прокату за патентом РФ на винахід № 2430978, який включає попередню і остаточну деформації сталевої заготовки в реверсивному режимі, подальше контрольоване охолодження отриманого прокату з швидкістю 30-40 град/с від температури кінця деформації, що знаходиться в інтервалі(Ас 3+20)(Ас3+40)°С, до температури 530-570 °C, і відпуск прокату при температурі 665-695 °C з витримкою 0,2-0,4 хв./мм. При цьому сталь може мати такий хімічний склад, мас. %: вуглець 0,07-0,15 кремній 0,50-0,70 марганець 0,50-0,70 хром 0,04-0,12 ванадій не більше 0,70 молібден не більше 0,25 ніобій не більше 0,08 нікель не більше 0,30 титан не більше 0,03 алюміній 0,02-0,05 сірка не більше 0,005 фосфор не більше 0,015 залізо і неминучі домішки решта Отримання необхідної структури сталі та корозійних властивостей прокату відомим способом за патентом № 2430978 досягається шляхом застосування установки контрольованого прискореного охолодження, яка дозволяє охолоджувати прокат після завершення деформації з швидкістю 30-40 град/с. Таким чином, недоліком цього способу є неможливість його застосування в умовах відсутності устаткування для прискореного охолодження прокату. У основу винаходу поставлена задача розробки способу отримання листового прокату, стійкого до водневого розтріскування і сульфідного розтріскування під напругою для виготовлення електрозварних нафтогазопровідних труб, без застосування прискореного охолодження. Поставлена задача вирішується тим, що у способі виробництва товстолистового прокату для виготовлення електрозварних нафтогазопровідних труб, що містить багатопрохідну чорнову і чистову прокатку сталевої заготовки з регламентованою температурою початку і кінця прокатки, і подальше гартування з відпуском прокату, відповідно до винаходу, чистову прокатку здійснюють в інтервалі температур від (Аr3+20°)-(Аr3+80)°С до 700-800 °C, а після закінчення прокатки здійснюють нагрівання отриманого прокату під гартування до температури вище Ас3 з подальшою витримкою і охолодженням прокату водою з швидкістю 10-30 °C/с, після чого проводять відпуск прокату з подальшою витримкою і охолодженням на повітрі, при цьому для виробництва прокату використовують сталь такого хімічного складу, мас. %: вуглець 0,04-0,12 кремній 0,10-0,50 марганець 0,06-1,20 алюміній 0,02-0,05 ніобій 0,020-0,080 ванадій 0,005-0,080 нікель 0,01-0,40 мідь 0,01-0,40 1 UA 101908 C2 5 10 15 20 хром не більше 0,40 титан 0,010-0,030 азот не більше 0,010 фосфор не більше 0,015 сірка не більше 0,005 залізо і неминучі домішки решта. Технічний результат винаходу полягає в отриманні товстолистового прокату класу міцності до К56 включно, стійкого до водневого розтріскування (НІС, стійкість CLR
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for production of plate rolled stock for manufacturing of elecrowelding oil-and-gas pipeline tubes
Автори англійськоюPohozhev Aleksandr Vladimirovich, Ordin Vladimir Heorhievich, Tskitishvili Enver Omarovch, Kliukvin Mikhail Borisovich, Ocheretin Viktor Mykolaiovych, Orlichenko Mykhailo Pavlovych, Konovalov Hlib Mykolaiovych, Sahirov Ruslan Ivanoych, Ivanova Tetiana Yuriivna, Frolov Serhii Petrovych
Назва патенту російськоюСпособ производства толстолистового проката для изготовления электросвариваемых нефтегазопроводных труб
Автори російськоюПогожев Александр Владимирович, Ордин Владимир Георгиевич, Цкитишвили Энвер Омарович, Клюквин Михаил Борисович, Очеретин Виктор Николаевич, Орличенко Михаил Павлович, Коновалов Глеб Николаевич, Сагиров Руслан Иванович, Иванова Татьяна Юрьевна, Фролов Сергей Петрович
МПК / Мітки
МПК: C22C 38/04, C21D 9/46, C21D 8/02, C22C 38/26, C22C 38/12, C21D 8/00, C22C 38/00
Мітки: виробництва, спосіб, нафтогазопровідних, труб, прокату, виготовлення, товстолистового, електрозварних
Код посилання
<a href="https://ua.patents.su/5-101908-sposib-virobnictva-tovstolistovogo-prokatu-dlya-vigotovlennya-elektrozvarnikh-naftogazoprovidnikh-trub.html" target="_blank" rel="follow" title="База патентів України">Спосіб виробництва товстолистового прокату для виготовлення електрозварних нафтогазопровідних труб</a>
Спосіб виробництва товстолистового прокату зі сталі категорії міцності х80 для виготовлення труб для магістральних трубопроводів

Номер патенту: 101439
Опубліковано: 25.03.2013
Автори: Левченко Валерій Іванович, Ордін Владімір Гєоргієвіч, Лоскутов Олександр Юрійович, Очеретін Віктор Миколайович, Сагіров Руслан Іванович, Кислиця Вячеслав Володимирович, Коновалов Гліб Миколайович, Цкітішвілі Енвер Омарович, Сітало Олександр Олексійович, Матросов Юрій Івановіч, Погожєв Алєксандр Владіміровіч, Клюквін Міхаіл Борісовіч
МПК: C21D 1/00, C22C 38/00, C21D 8/02, C22C 38/04, C21D 9/46, C22C 38/44, C22C 38/42
Мітки: виготовлення, трубопроводів, труб, категорії, товстолистового, виробництва, сталі, міцності, прокату, магістральних, спосіб
Формула / Реферат:
1. Спосіб виробництва товстолистового прокату зі сталі категорії міцності Х80 для виготовлення труб для магістральних трубопроводів, який включає нагрівання слябів до температури аустенізації, багатопрохідну чорнову та чистову прокатку з регламентованою температурою кінця прокатки і подальше охолодження прокату водою, який відрізняється тим, що чистову прокатку ведуть з відносним обтисканням не менше 70 %, температуру кінця чистової прокатки...
Спосіб виробництва товстолистового прокату
Номер патенту: 69842
Опубліковано: 15.09.2004
Автори: Шебаніц Едуард Миколайович, Мурашкін Олександр Вікторович, Пушков Валерій Васильйович, Бочек Анатолій Павлович, Бойко Володимир Семенович, Климанчук Владислав Владиславович, Фентісов Ігор Миколайович, Самохвалов Володимир Михайлович, Ларіонов Олександр Олексійович
МПК: B21B 1/26
Мітки: товстолистового, прокату, виробництва, спосіб
Формула / Реферат:
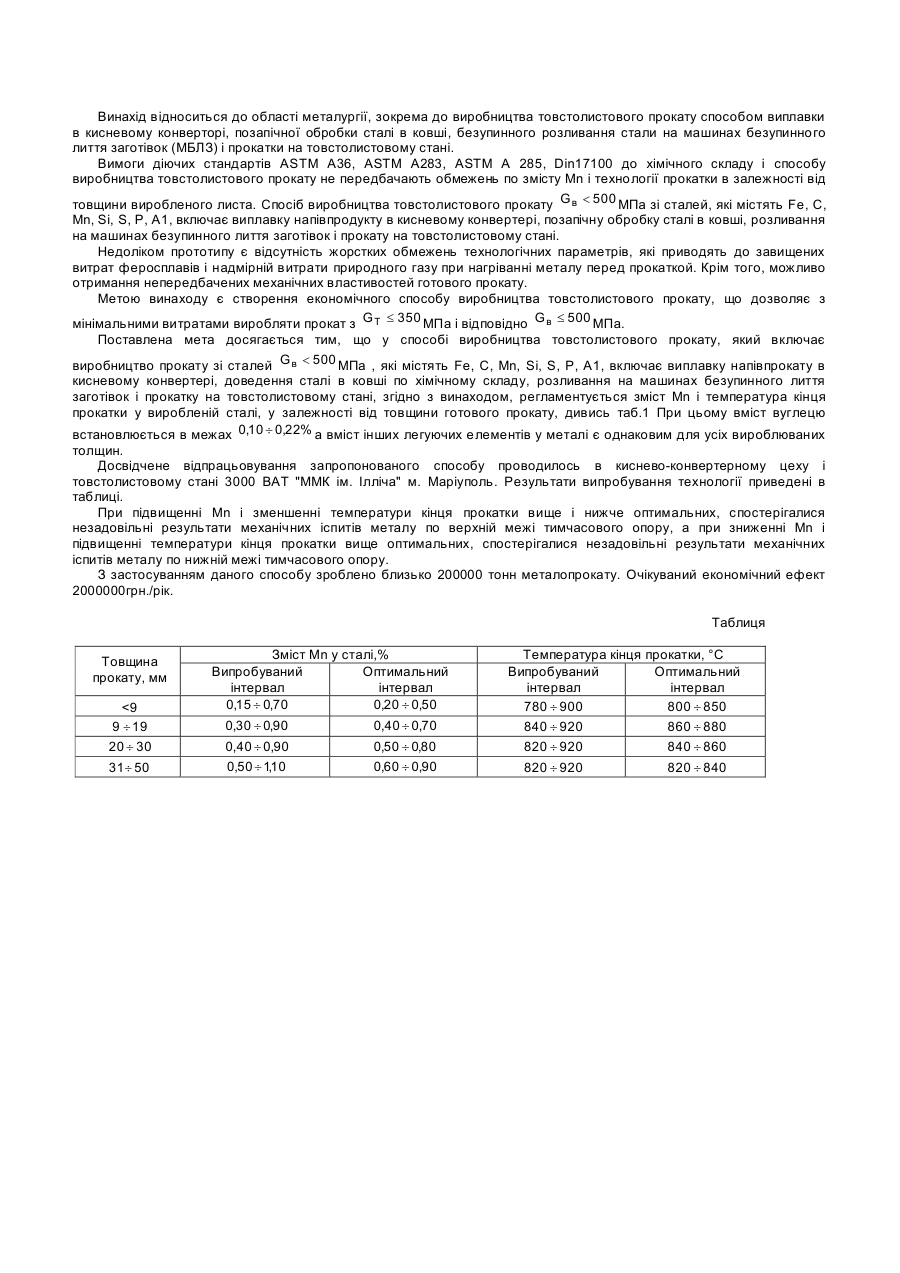
Спосіб виробництва товстолистового прокату з Gв ≤ 500 МПа зі сталей, які містять Fe, С, Mn, Si, S, P, Al, що включає виплавку напівпродукту в кисневому конверторі, доведення сталі в ковші по хімічному складу, розливання на машинах безупинного лиття заготівок і прокатку на товстолистовому стані, який відрізняється тим, що вміст Mn і температуру кінця прокатки, залежно від товщини готового прокату, встановлють в наступних межах: ...
Спосіб виробництва електрозварних профільних труб
Номер патенту: 38405
Опубліковано: 12.01.2009
Автори: Фурманов Валерій Борисович, Тимошенко Володимир Михайлович, Лариков Володимир Васильович, Шапіро Ілля Аронович
МПК: C21D 9/08, B21C 37/15, C21D 9/50, B21C 37/08
Мітки: електрозварних, спосіб, труб, профільних, виробництва
Формула / Реферат:
1. Спосіб виробництва електрозварних профільних труб, що включає безперервне профілювання у клітях профільного стана круглої труби безпосередньо за зварним калібром у чотиривалкових приводних профілюючих калібрах профільного стана, який відрізняється тим, що перед профілюванням здійснюють зменшення діаметра круглої труби за рахунок її калібрування в приводних калібрах калібрувального стана, встановленого за зварним калібром перед профільним...
Спосіб безперервного виробництва електрозварних круглих та профільних труб
Номер патенту: 24295
Опубліковано: 25.06.2007
Автори: Хавкін Геннадій Оскарович, Ладиженський Петро Дмитрович, Шапіро Ілля Аронович, Лариков Володимир Васильович, Білий Олександр Андрійович, Фурманов Валерій Борисович
МПК: B21C 37/08, C21D 9/08, B21C 37/15, C21D 9/50
Мітки: труб, безперервного, електрозварних, спосіб, профільних, виробництва, круглих
Формула / Реферат:
1. Спосіб безперервного виробництва електрозварних круглих та профільних труб, що включає валкове формування заготовки в круглий незамкнений профіль, нагрівання її кромок струмом високої частоти із застосуванням всередині труби феритів, встановлених у феритотримачі, що мають внутрішню порожнину, зварювання нагрітих кромок у зварному калібрі, видалення зовнішньої гарячої зварної задирки, охолодження водою гарячого зварного шва на зовнішній...
Спосіб виробництва сталевих високоміцних електрозварних двошовних труб великого діаметра для магістральних трубопроводів
Номер патенту: 96097
Опубліковано: 26.09.2011
Автори: Матросов Юрій Івановіч, Шахпазов Євгєній Хрістофоровіч, Ганошенко Ігор Володимирович, Курпе Олександр Геннадійович, Койфман Олександр Анатолійович, Шалімов Сергій Якович, Кумуржи Євген Володимирович, Гоман Сергій Володимирович, Лоскутов Олександр Юрійович, Лівшиц Дмітрій Арнольдовіч, Зінченко Юрій Анатолійович, Володарський Володимир Васильович
МПК: C22C 38/00, B23K 9/00, B21C 37/08, C21D 1/00, B21B 1/22
Мітки: сталевих, великого, виробництва, труб, високоміцних, спосіб, магістральних, двошовних, електрозварних, діаметра, трубопроводів
Формула / Реферат:
1. Спосіб виробництва сталевих високоміцних електрозварних двошовних труб великого діаметра для магістральних трубопроводів, що включає виготовлення сталевого сляба шляхом виплавки сталі в конвертері з подальшою її позапічною обробкою і розливанням на машині безперервного лиття заготовок, аустенізацію сляба і його подальшу багатостадійну прокатку на реверсивному стані у товстий лист, попередню підготовку товстого листа для подальшого трубної...
Попередній патент: Шпиндельна опора на постійних магнітах
Наступний патент: Спосіб заміни бойків у кувальному пристрої, що містить більше двох бойків
Випадковий патент: Колосник шуровочної колосникової решітки для топки великої потужності