Спосіб термомеханічної обробки підшипникової сталі
Номер патенту: 102189
Опубліковано: 26.10.2015
Автори: Мороз Олексій Миколайович, Глотка Олександр Анатолійович

Формула / Реферат
Спосіб термомеханічної обробки підшипникової сталі, який включає пластичну деформацію, охолодження до 650 °C зі швидкістю 30-100 °C/годину та наступне охолодження на повітрі, який відрізняється тим, що пластичну деформацію здійснюють в межах 930-970 °С.
Текст
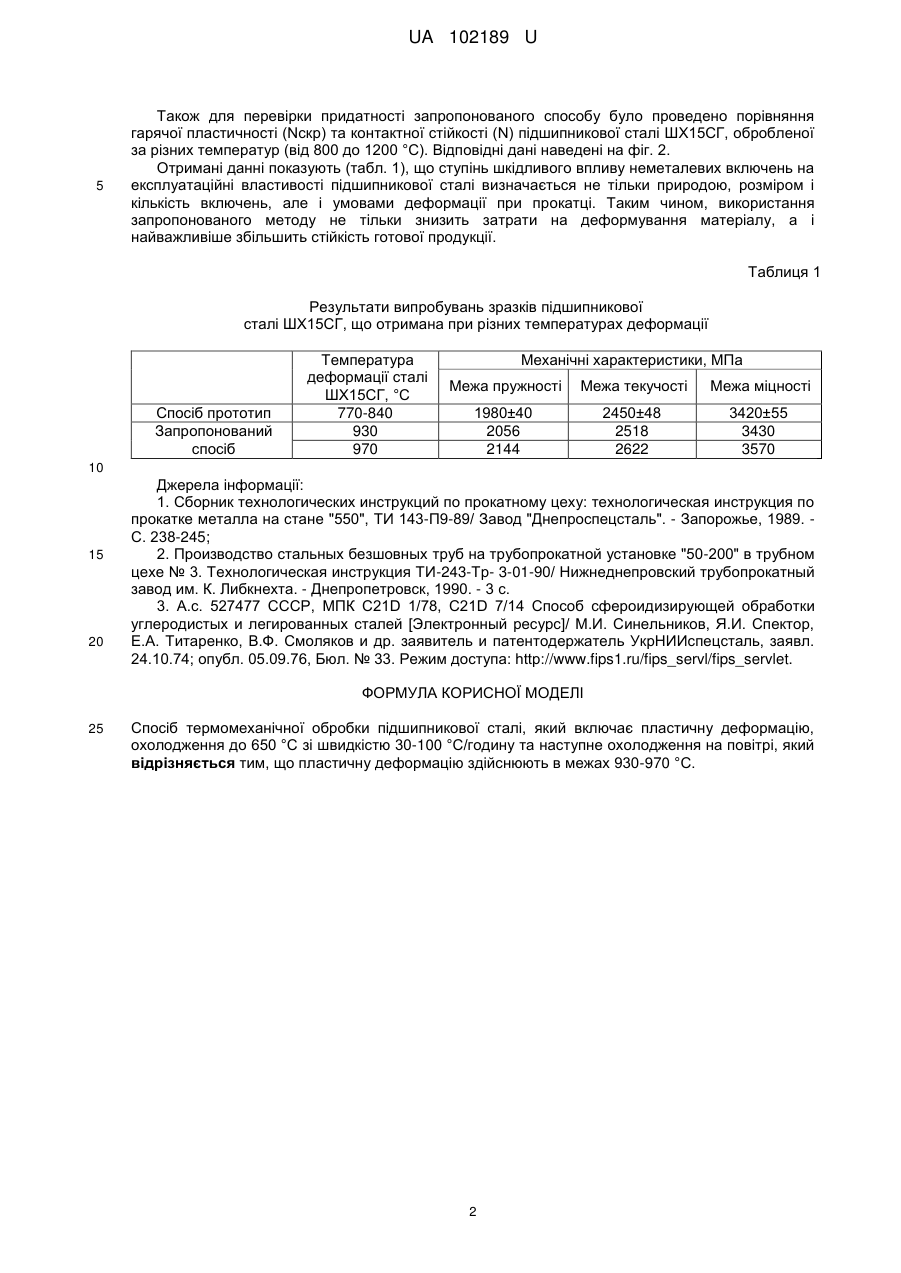
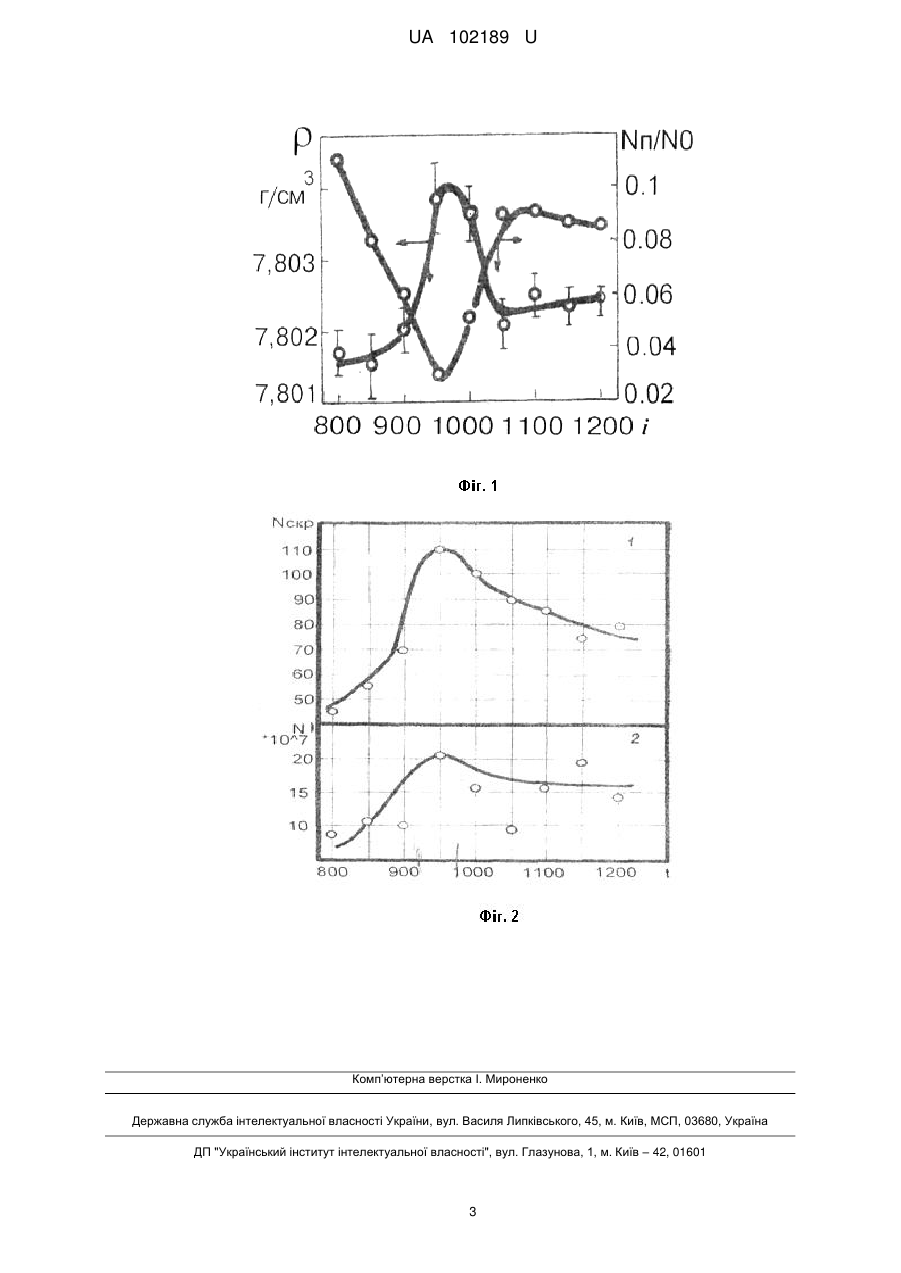
Реферат: Спосіб термомеханічної обробки підшипникової сталі включає пластичну деформацію, охолодження до 650 °C зі швидкістю 30-100 °C/годину та наступне охолодження на повітрі. Пластичну деформацію здійснюють в межах 930-970 °С. UA 102189 U (54) СПОСІБ ТЕРМОМЕХАНІЧНОЇ ОБРОБКИ ПІДШИПНИКОВОЇ СТАЛІ UA 102189 U UA 102189 U 5 10 15 20 25 30 35 40 45 50 55 60 Корисна модель належить до металургії та машинобудування, а саме способу термомеханічної обробки підшипникової сталі для виробництва важконавантажених підшипників кочення. Відомий спосіб [1-2], за яким деформацію проводять при температурах від 1120 °C до 850 °C з охолодженням на повітрі до температури 700-600 °C з наступним охолодженням в колодязях, що не опалюються. Істотним недоліком цього способу є великий розбіг температури деформування, що може призвести до нерівномірності деформації заготовки та проходженню небажаних фазових перетворень. При цьому на кожному етапі переробки підшипникової сталі температура прокату не контролюється, так як за технологічними нормами задається температурний режим початку та кінця деформації заготовки. Також слід врахувати, що при високих температурах деформації (1000-1200 °C), по-перше, зростає зерно аустеніту, що знижує опір руйнування матриці, по-друге, може відбуватися оплавлення евтектики на базі меж границь матриця-сульфід, оксид або карбід. Крім того, недоліком є повільне охолодження (10-30 °C/годину) з температури нагрівання, що може призвести до утворення цементитної сітки. Як найближчий аналог відомий спосіб сфероідизуючої обробки вуглецевих и легованих сталей [3], за яким пластичну деформацію здійснюють при температурах 770-840 °C та наступному охолодженні до 650 °C зі швидкістю 30-100 °C/годину, після чого охолодження проводять на повітрі. Недоліком способу-аналога є низька температура деформування, при якій пластичність сталі низька, що призводить до утворення мікротріщин під час її обробки. Крім того, у вказаному інтервалі температур інтенсивно утворюються мікропори, що негативно впливає на технологічні властивості та експлуатаційні характеристики готової продукції. В основу корисної моделі поставлено задачу розробки способу термомеханічної обробки (контрольованої прокатки) підшипникової сталі, що дає можливість отримати прокат з підвищеними технологічними властивостями, та зниженою кількістю мікропор біля різних типів неметалевих включень і як результат підвищення службових властивостей матеріалу. Поставлена задача вирішується тим, що у способі термомеханічної обробки підшипникової сталі, який передбачає пластичну деформацію в діапазоні температур 930-970 °C, охолодження до 650 °C зі швидкістю 30-100 °C/годину, та наступне охолодження на повітрі. Причинно-наслідковий зв'язок між сукупністю ознак корисної моделі, що заявляється, і технічним результатом, що досягається, полягає в наступному. Зміна параметрів температури пластичної деформації в межах 930-970 °C у сукупності з відомими ознаками корисної моделі забезпечує в аустенітній області в результаті розвитку процесу рекристалізації, полегшення поперечного ковзання і переповзання дислокацій, також підвищується та збільшується значення критичного ступеню деформації. При певних температурах, в процесі деформації, виникає динамічна полігонізація або рекристалізація, яка дає тонко дисперсну, дрібнозернисту, найбільш благо приємну (с точки зору опору руйнуванню) мікроструктуру аустеніту, і як результат підвищення службових властивостей матеріалу. Така структура і виникає при температурах 930-970 °C, що відповідає мінімуму вмісту неметалевих включень всіх типів (оксиди, оксисульфіди, сульфіди, нітриди) з мікропорами фіг. 1. При температури пластичної деформації (850 до 930 °C) протягом між деформаційних пауз встигають розпочатися процеси знеміцнення матриці - відпочинок, рекристалізація; ступінь розвитку цих процесів підвищується з температурою; відповідно, знижується наклеп і небезпека виникнення мікроруйнувань. При температури пластичної деформації більше 970 °C, по-перше зростає зерно аустеніту, що знижує опір руйнуванню матриці, по друге, може відбуватися оплавлення евтектики на базі меж границь матриця-сульфіт, оксид або карбід. Були проведені дослідження на шарикопідшипниковій сталі типу ШХ15, ШХ15СГ в інтервалі температур від 800 до 1200 °C для перевірки промислової придатності запропонованого способу. На фіг. 1 показаний вплив температури деформації на густину р і утворення мікропор Nп/N0. На фіг. 2 показана залежність гарячої пластичності Nскр (1) та контактної стійкості N (2).З наведених даних чітко видно, що максимальні значення гарячої пластичності та контактної стійкості мають зразки оброблені при температурі 950 °C фіг. 2. Встановлено, що при температурі 930-970 °C в сталі знижується кількість мікропор N п/N0 (Nп - кількість включень з мікропорами; N0 - загальна кількість включень), які розташовані біля неметалевих вкраплень (фіг. 1), що викликає збільшення густини сталі ρ (густина сталі). 1 UA 102189 U 5 Також для перевірки придатності запропонованого способу було проведено порівняння гарячої пластичності (Nскр) та контактної стійкості (N) підшипникової сталі ШХ15СГ, обробленої за різних температур (від 800 до 1200 °C). Відповідні дані наведені на фіг. 2. Отримані данні показують (табл. 1), що ступінь шкідливого впливу неметалевих включень на експлуатаційні властивості підшипникової сталі визначається не тільки природою, розміром і кількість включень, але і умовами деформації при прокатці. Таким чином, використання запропонованого методу не тільки знизить затрати на деформування матеріалу, а і найважливіше збільшить стійкість готової продукції. Таблиця 1 Результати випробувань зразків підшипникової сталі ШХ15СГ, що отримана при різних температурах деформації Спосіб прототип Запропонований спосіб Температура деформації сталі ШХ15СГ, °C 770-840 930 970 Механічні характеристики, МПа Межа пружності Межа текучості Межа міцності 1980±40 2056 2144 2450±48 2518 2622 3420±55 3430 3570 10 15 20 Джерела інформації: 1. Сборник технологических инструкций по прокатному цеху: технологическая инструкция по прокатке металла на стане "550", ТИ 143-П9-89/ Завод "Днепроспецсталь". - Запорожье, 1989. С. 238-245; 2. Производство стальных безшовных труб на трубопрокатной установке "50-200" в трубном цехе № 3. Технологическая инструкция ТИ-243-Тр- 3-01-90/ Нижнеднепровский трубопрокатный завод им. К. Либкнехта. - Днепропетровск, 1990. - 3 с. 3. А.с. 527477 СССР, МПК C21D 1/78, C21D 7/14 Способ сфероидизирующей обработки углеродистых и легированных сталей [Электронный ресурс]/ М.И. Синельников, Я.И. Спектор, Е.А. Титаренко, В.Ф. Смоляков и др. заявитель и патентодержатель УкрНИИспецсталь, заявл. 24.10.74; опубл. 05.09.76, Бюл. № 33. Режим доступа: http://www.fips1.ru/fips_servl/fips_servlet. ФОРМУЛА КОРИСНОЇ МОДЕЛІ 25 Спосіб термомеханічної обробки підшипникової сталі, який включає пластичну деформацію, охолодження до 650 °C зі швидкістю 30-100 °C/годину та наступне охолодження на повітрі, який відрізняється тим, що пластичну деформацію здійснюють в межах 930-970 °С. 2 UA 102189 U Комп’ютерна верстка І. Мироненко Державна служба інтелектуальної власності України, вул. Василя Липківського, 45, м. Київ, МСП, 03680, Україна ДП "Український інститут інтелектуальної власності", вул. Глазунова, 1, м. Київ – 42, 01601 3
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for thermomechanical processing of bearing steel
Автори англійськоюHlotka Oleksandr Anatoliiovych, Moroz Oleksii Mykolaiovych
Назва патенту російськоюСпособ термомеханической обработки подшипниковой стали
Автори російськоюГлотка Александр Анатольевич, Мороз Алексей Николаевич
МПК / Мітки
МПК: C21D 7/13
Мітки: обробки, спосіб, сталі, термомеханічної, підшипникової
Код посилання
<a href="https://ua.patents.su/5-102189-sposib-termomekhanichno-obrobki-pidshipnikovo-stali.html" target="_blank" rel="follow" title="База патентів України">Спосіб термомеханічної обробки підшипникової сталі</a>
Спосіб термомеханічної обробки сталі
Номер патенту: 26277
Опубліковано: 10.09.2007
Автори: Войтюк Валерій Дмитрович, КОТРЕЧКО ОЛЕКСІЙ ОЛЕКСІЙОВИЧ
МПК: C21D 7/00
Мітки: обробки, термомеханічної, сталі, спосіб
Формула / Реферат:
Спосіб термомеханічної обробки сталі, що передбачає розпад деформованого аустеніту в проміжній області, який відрізняється тим, що охолодження прокату перед кінцевою чистовою кліттю проводять до температури 400-420 °С, а потім при цій же температурі здійснюють пластичну деформацію з отриманням зміцненої штабової полоси.
Спосіб термомеханічної обробки маловуглецевої низьколегованої сталі
Номер патенту: 34358
Опубліковано: 11.08.2008
Автори: Карабаш Тетяна Борисівна, Дорожко Григорій Костянтинович
МПК: C21D 8/00
Мітки: маловуглецевої, обробки, термомеханічної, спосіб, сталі, низьколегованої
Формула / Реферат:
Спосіб термомеханічної обробки маловуглецевої низьколегованої сталі, що включає нагрів сляба, його пластичну деформацію із завершенням в міжкритичному інтервалі і подальше охолоджування, який відрізняється тим, що охолоджування ведуть із швидкістю 7,6-11 град/сек., причому, чим нижче температура завершення деформації, тим менше швидкість охолоджування.
Спосіб термомеханічної обробки маловуглецевої низьколегованої сталі з карбонітридним зміцненням
Номер патенту: 34357
Опубліковано: 11.08.2008
Автори: Дорожко Григорій Костянтинович, Карабаш Тетяна Борисівна
МПК: C21D 8/00
Мітки: маловуглецевої, спосіб, зміцненням, низьколегованої, термомеханічної, обробки, сталі, карбонітридним
Формула / Реферат:
Спосіб термомеханічної обробки маловуглецевої низьколегованої сталі з карбонітридним зміцненням, що включає нагрів сляба, його пластичну деформацію із завершенням в міжкритичному інтервалі і подальше охолоджування, який відрізняється тим, що охолоджування ведуть із швидкістю 2,5-4 град/сек.
Спосіб термомеханічної обробки гарячого прокату
Номер патенту: 40240
Опубліковано: 16.07.2001
Автори: Воробйов Геннадій Михайлович, Большаков Володимир Іванович, Большаков Вадим Іванович, Лаухін Дмитро Вячеславович, Куліченко Іван Іванович, Савенков Володимир Яковлевич
МПК: B21B 45/02
Мітки: спосіб, гарячого, прокату, термомеханічної, обробки
Формула / Реферат:
1. Спосіб термомеханічної обробки гарячого прокату, який включає гарячу пластичну деформацію прокату і прискорене охолодження нижче температури γ-α перетворення, який відрізняється тим, що прискорене охолодження здійснюють валками прокатного стану, які охолоджують потоками води найбільшої витрати, а також потоками води, спрямованими за допомогою сопел до місця дотику прокату і валків з боку виходу прокату з валків, при цьому...
Спосіб термомеханічної обробки низьковуглецевої мікролегованої сталі
Номер патенту: 99769
Опубліковано: 25.06.2015
Автори: Бекетов Олександр Вадимович, Лаухін Владислав Дмитрович, Федорова Інга Сергіївна, Любимова-Зінченко Ольга Валентинівна, Сухомлин Георгій Дмитрович, Большаков Володимир Іванович, Лаухін Дмитро Вячеславович, Ротт Наталія Олександрівна, Мурашкін Олександр Вікторович, Ткач Тетяна Вадимівна
МПК: B21B 45/02
Мітки: термомеханічної, обробки, мікролегованої, низьковуглецевої, сталі, спосіб
Формула / Реферат:
Спосіб термомеханічної обробки низьковуглецевої мікролегованої сталі, що включає нагрів та витримку слябів, чорнову і чистову прокатки до потрібної товщини листа з подальшим уповільненим охолодженням, який відрізняється тим, що після здійснення чорнової прокатки метал примусово інтенсивно охолоджують протягом 90 секунд до температури 300 °C, а чистову прокатку починають по досягненні металом температури 750 °C.
Попередній патент: Спосіб оцінки якості формування наплавленого металу
Наступний патент: Спосіб реклами за допомогою рекламного стенда та насоса для розбризкування рідини
Випадковий патент: Стабілізація естерів глюкокортикоїдів кислотами