Спосіб регулювання натягу на моталці дрібносортного стану
Номер патенту: 102407
Опубліковано: 26.10.2015
Автори: Іванов Дмитро Олексійович, Політов Ігор Віталійович, Куваєв Володимир Миколайович, Бешта Олександр Степанович
Формула / Реферат
Спосіб регулювання натягу на моталці дрібносортного стану, що містить завдання швидкості прокату, що змотується, через завдання частоти останньої кліті стана та завдання натягу прокату шляхом завдання струму приводу моталки, вимірювання прогину прокату за останньою кліттю стану, завдання прогину прокату за останньою кліттю та корегування завдання струму приводу моталки у процесі змотування прокату в залежності від відхилення обмірюваної величини прогину від заданої величини, який відрізняється тим, що в період переходу до намотування нового шару мотка здійснюють коригування частоти обертів останньої кліті стану, контролюючи відхилення обмірювальної величини прогину від заданої величини, до моменту, коли величина прогину прокату стане рівною чи більшою заданої величини.
Текст
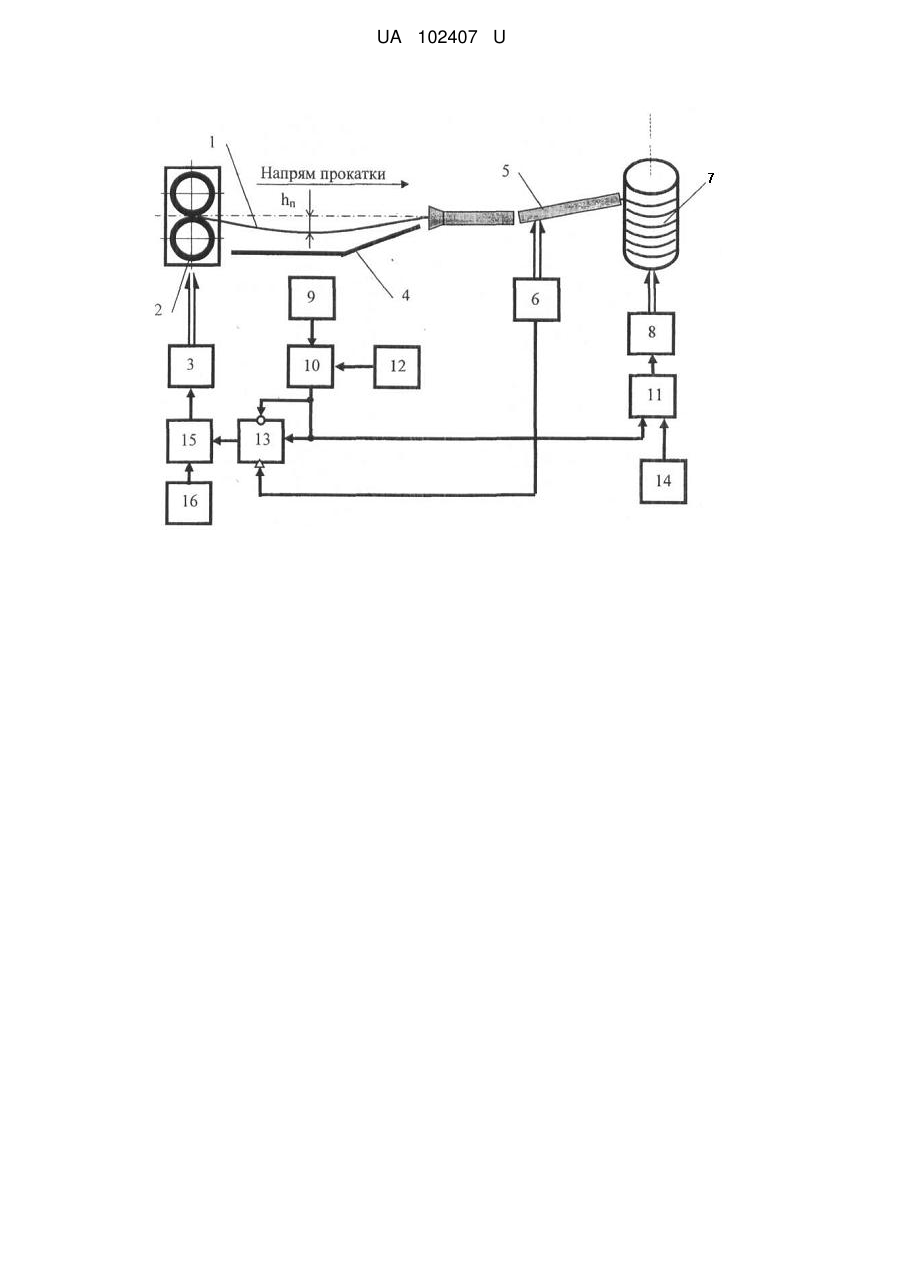
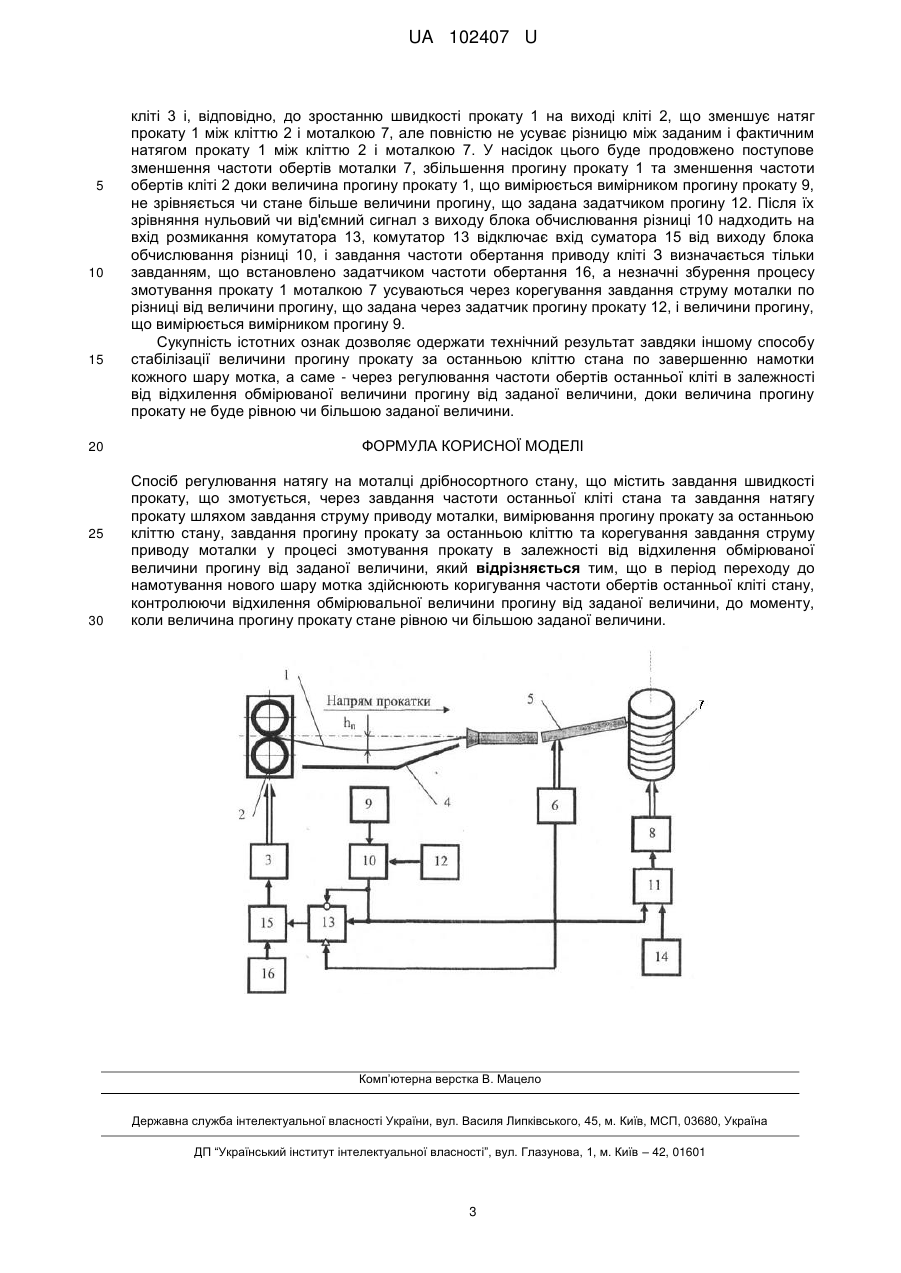
Реферат: Спосіб регулювання натягу на моталці дрібносортного стану містить завдання швидкості прокату, що змотується, через завдання частоти останньої кліті стана та завдання натягу прокату шляхом завдання струму приводу моталки, вимірювання прогину прокату за останньою кліттю стану, завдання прогину прокату за останньою кліттю та корегування завдання струму приводу моталки у процесі змотування прокату в залежності від відхилення обмірюваної величини прогину від заданої величини. У період переходу до намотування нового шару мотка здійснюють коригування частоти обертів останньої кліті стану, контролюючи відхилення обмірювальної величини прогину від заданої величини, до моменту, коли величина прогину прокату стане рівною чи більшою заданої величини. UA 102407 U (12) UA 102407 U UA 102407 U 5 10 15 20 25 30 35 40 45 50 55 60 Корисна модель належить до прокатного виробництва і може бути використана на дрібносортних станах при змотуванні прокату на моталках з обертовим мотком (типу Гаррета). Відомий спосіб регулювання натягу на моталці дрібносортного стану, що містить завдання натягу прокату шляхом завдання струму приводу моталки при змотуванні прокату, вимір похідної швидкості останньої кліті стану і корекцію завдання струму приводу моталки відповідно до величини похідної швидкості останньої кліті стану, реалізований відомим пристроєм (а.с. СССР № 740335, "Устройство для регулирования натяжения на моталке мелкосортного стана" Д.П. Браудо, В.И. Стахно, В.Д. Шпитько и др., БИ, 1980, № 22). Недоліком цього способу, крім неоднозначної відповідності поточного струму приводу моталки фактичному натягу за випускною кліттю, є те, що корекція коливань натягу через переміщення укладальника шляхом виділення похідної швидкості останньої кліті принципово не забезпечує поставлену мету, тому що зміна швидкості кліті викликається зміною натягу вже після того, як ця зміна відбулася, а вимір похідної швидкості кліті, викликаної коливаннями натягу за кліттю, на фоні змін швидкості, викликаних іншими причинами, наприклад: коливаннями натягу перед кліттю, зміною температури заготовки, коливаннями швидкості при роботі регуляторів частоти обертання - представляє значні технічні труднощі. У результаті не забезпечується необхідний рівень і стабільність натягу за останньою кліттю, що призводить до зниження точності поперечних розмірів готового прокату. Найбільш близьким по технічній суті є спосіб регулювання натягу на моталці дрібносортного стану, що полягає у завданні швидкості прокату, що змотується, через завдання частоти обертів кліті, яка знаходиться безпосередньо перед моталкою, та завданні натягу прокату шляхом завдання струму приводу моталки, вимірювання прогину прокату за останньою кліттю стана, завдання прогину прокату за останньою кліттю стана відповідно до величини прогину прокату та корегування завдання струму приводу моталки у процесі змотування прокату в залежності від відхилення обмірюваної величини прогину від заданої величини, починаючи з початку намотки другого і подальших шарів мотка, (патент України № 107297 "Спосіб регулювання натягу на моталці дрібно сортного стану" О.С. Бешта, Д.О. Іванов, І.В. Політов, В.А. Щур; Бюл. № 23, 10.12.2014). Недоліком цього способу є те, що корегування струму змотування в залежності від відхилення обмірюваної величини прогину від заданої величини при переході до намотування нового шару прокату не забезпечує швидкого усунення зростання натягу прокату перед моталкою, яке обумовлене стрибковим зростанням швидкості намотування прокату на моталку внаслідок стрибкового зростання радіусу намотування, через велику інерційну масу мотка, що намотується, і це призводить до зниження якості змотування прокату через локальне утягнення прокату та зрив крайніх витків. В основу корисної моделі поставлена задача удосконалення способу регулювання натягу на моталці дрібносортного стану, в якому введенням нових технологічних операцій досягається можливість підвищити стабільність натягу прокату перед моталкою у відповідності до величини, що задана, в умовах змін швидкості змотування прокату, що обумовлена зміною шару намотки, запобігається утягнення та деформація прокату внаслідок надмірного натягу і за рахунок цього підвищення якості прокату, що намотується. Поставлена задача вирішується тим, що в способі регулювання натягу на моталці дрібносортного стану, який містить завдання швидкості прокату, що змотується, через завдання частоти останньої кліті стана та завдання натягу прокату шляхом завдання струму приводу моталки, вимірювання прогину прокату за останньою кліттю стана, завдання прогину прокату за останньою кліттю та корегування завдання струму приводу моталки у процесі змотування прокату в залежності від відхилення обмірюваної величини прогину від заданої величини, відповідно до корисної моделі в період переходу до намотування нового шару мотка здійснюють коригування частоти обертів останньої кліті стана, контролюючи залежність відхилення обмірювальної величини прогину від заданої величини, до моменту, коли величини прогину прокату стане рівною чи більшою заданої величини. Суть корисної моделі пояснює креслення. На кресленні представлені: 1 - прокат; 2 - прокатна кліть; 3 - електропривод кліті; 4 передатний жолоб; 5 - укладальник; 6 - привод укладальника; 7 - моталка; 8 - електропривод моталки; 9 - вимірник прогину прокату; 10, 11 - блоки обчислювання різниці; 12 - задатчик прогину; 13 - комутатор; 14 - задатчик струму привода моталки; 15 - суматор; 16 - задатчик частоти обертів кліті. Прокат 1 послідовно з'єднує між собою випускну прокатну кліть 2, що оснащена електроприводом 3, передатний жолоб 4, укладальник 5, що оснащений приводом 6, і моталку 7, що оснащена електроприводом 8. Вихід вимірника прогину прокату 9, що вимірює прогин 1 UA 102407 U 5 10 15 20 25 30 35 40 45 50 55 60 прокату 1 за кліттю 2, підключено до від'ємного входу блока обчислювання різниці 10, другий вхід якого підключено до виходу задатчика прогину 12, а вихід блока обчислювання різниці 10 підключено паралельно до входу, що комутується, і входу розмикання комутатора 13 та до від'ємного входу блока обчислювання різниці 11, другий вхід якого з'єднано з виходом задатчика струму 14 привода 8 моталки 7, а вихід - з входом завдання струму електроприводу 8 моталки 7. Вихід приводу 6 укладальника 5, що сигналізує про зміни напрямку руху (реверсу) укладальника 5, підключено до динамічного входу включення комутатора 13, вихід якого підключено до одного з входів суматора 15, інший вхід якого з'єднано з виходом задатчика частоти 16 обертів кліті 2, а вихід підключено до входу завдання частоти обертів електропривода 3 кліті 2. Спосіб регулювання натягу здійснюється таким чином. Прокат 1 виходить з кліті 2 зі швидкістю, яка визначається частотою обертів електроприводу кліті 3, що встановлюється оператором за допомогою задатчика частоти обертів кліті 16. Звичайно змотування прокату 1 на моталку здійснюють з натягом для одержання щільного мотка. Укладальник 5 прокату 1 реверсивно гойдається приводом укладальника 6 у вздовж осі барабана моталки 7, яка обертається електроприводом моталки 8, завдяки чому здійснюється багатошарове намотування. Величину натягу змотування прокату 6 задають побічно у вигляді постійної уставки регулятора струму двигуна електропривода моталки 8, яка задається через задатчик струму привода моталки 14, що забезпечує постійний момент на її валу. Натяг прокату 6 при цьому не контролюється, а надмірна його величина може викликати утягнення ширини прокату у валках останньої (випускної) кліті стана. Моталки звичайно розташовуються на відстані 50-70 м від останньої кліті стана, тому при гойданні укладальника 5, навіть при постійному струмі двигуна електропривода моталки 8, через неоднакові кути тертя і довжини пружної лінії прокату 1 в різних положеннях укладальника, виникають періодичні коливання натягу прокату 1, які передаються до прокатної кліті 2 і приводять до утягнення профілю проката 1 у валках кліті 2. Для запобігання утягнення профілю прокату 1 у валках кліті 2, вимірником прогину прокату 9 вимірюється величина прогину прокату 1 безпосередньо за кліттю 2, величина прогину прокату 1, що виміряна вимірником прогину прокату 9, яка зворотно-пропорційна натягу прокату 1 між кліттю 2 і моталкою 7, порівнюється у блоці обчислювання різниці 10 з заданою задатчиком прогину 12 величиною прогину, а отримана різниця подається на від'ємний вхід блока обчислення різниці 11, до другого входу якого підключений задатчик струму привода моталки 14, корегуючи завдання на струм електропривода моталки 8 і, таким чином, стабілізує прогин і, відповідно, натяг прокату 1 за кліттю 2. Але, період переходу до змотування наступного шару мотка мають місце майже стрибкове збільшення швидкості намотування прокату 1 на барабан моталки 7 в наслідок стрибкового збільшення радіусу намотування прокату 1 на моталку 7 при постійної швидкості виходу прокату 1 з прокатної кліті 2. Це приводить до зміни (зменшення) прогину прокату 1 за кліттю 2 і до відповідної зміни (зростання) натягу змотування прокату 1 моталкою 7. Наявність корекції завдання струму приводу моталки 8 відповідно до різниці між величиною прогину прокату 1, що задана задатчиком прогину прокату 12, і її фактичною величиною, що вимірюється вимірником прогину прокату 9, зменшує завдання на струм електроприводу моталки 8, що прискорює зменшення частоти обертів моталки 7 для усунення різниці у швидкості намотування прокату 1 на моталку 7 і швидкості прокату 1 на виході кліті 2, але цей процес розвивається дуже повільно внаслідок великої інерційності моталки 7. Тому, при переході до змотування наступного шару мотка має місце суттєве зростання натягу прокату 1 між моталкою 7 і прокатною кліттю 2, що приводить до утягнення профілю прокату 1 в валках прокатної кліті 2. Тому в пристрої, відповідно до корисної моделі при переході до намотування нового шару мотка здійснюють коригування частоти обертів останньої кліті стана 2, контролюючи відхилення величини прогину прокату 1, що вимірюється вимірником прогину 9, від величини прогину, що задана задатчиком прогину 12, до моменту, коли величина прогину прокату 1 за кліттю 2 стане рівною чи меншою заданої величини таким чином. При реверсі приводу укладальника 6, на його виході реверсу з'являється імпульс, що надходить на динамічний вхід включення комутатора 13, який підключає вихід блока обчислювання різниці 10 до входу суматора 15. Різниця заданої і фактичної величин прогину прокату 1 з виходу, що надходить з блока обчислювання різниці 10 до входу суматора 15, підсумовується з завданням частоти обертів кліті, що встановлюється задатчиком частоти обертів кліті 16, призводить до зростання завдання частоти обертів на вході електроприводу 2 UA 102407 U 5 10 15 20 25 30 кліті 3 і, відповідно, до зростанню швидкості прокату 1 на виході кліті 2, що зменшує натяг прокату 1 між кліттю 2 і моталкою 7, але повністю не усуває різницю між заданим і фактичним натягом прокату 1 між кліттю 2 і моталкою 7. У насідок цього буде продовжено поступове зменшення частоти обертів моталки 7, збільшення прогину прокату 1 та зменшення частоти обертів кліті 2 доки величина прогину прокату 1, що вимірюється вимірником прогину прокату 9, не зрівняється чи стане більше величини прогину, що задана задатчиком прогину 12. Після їх зрівняння нульовий чи від'ємний сигнал з виходу блока обчислювання різниці 10 надходить на вхід розмикання комутатора 13, комутатор 13 відключає вхід суматора 15 від виходу блока обчислювання різниці 10, і завдання частоти обертання приводу кліті З визначається тільки завданням, що встановлено задатчиком частоти обертання 16, а незначні збурення процесу змотування прокату 1 моталкою 7 усуваються через корегування завдання струму моталки по різниці від величини прогину, що задана через задатчик прогину прокату 12, і величини прогину, що вимірюється вимірником прогину 9. Сукупність істотних ознак дозволяє одержати технічний результат завдяки іншому способу стабілізації величини прогину прокату за останньою кліттю стана по завершенню намотки кожного шару мотка, а саме - через регулювання частоти обертів останньої кліті в залежності від відхилення обмірюваної величини прогину від заданої величини, доки величина прогину прокату не буде рівною чи більшою заданої величини. ФОРМУЛА КОРИСНОЇ МОДЕЛІ Спосіб регулювання натягу на моталці дрібносортного стану, що містить завдання швидкості прокату, що змотується, через завдання частоти останньої кліті стана та завдання натягу прокату шляхом завдання струму приводу моталки, вимірювання прогину прокату за останньою кліттю стану, завдання прогину прокату за останньою кліттю та корегування завдання струму приводу моталки у процесі змотування прокату в залежності від відхилення обмірюваної величини прогину від заданої величини, який відрізняється тим, що в період переходу до намотування нового шару мотка здійснюють коригування частоти обертів останньої кліті стану, контролюючи відхилення обмірювальної величини прогину від заданої величини, до моменту, коли величина прогину прокату стане рівною чи більшою заданої величини. Комп’ютерна верстка В. Мацело Державна служба інтелектуальної власності України, вул. Василя Липківського, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут інтелектуальної власності”, вул. Глазунова, 1, м. Київ – 42, 01601 3
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for controlling tension on reel of light-section mill
Автори англійськоюBeshta Olekcandr Stepanovych, Kuvaiev Volodymyr Mykolaiovych, Ivanov Dmytro Oleksiiovych, Politov Ihor Vitaliiovych
Назва патенту російськоюСпособ регулирования натяжения на моталке мелкосортного стана
Автори російськоюБешта Александр Степанович, Куваев Владимир Николаевич, Иванов Дмитрий Алексеевич, Политов Игорь Витальевич
МПК / Мітки
МПК: B21C 47/00, B65H 75/34
Мітки: моталці, натягу, стану, дрібносортного, регулювання, спосіб
Код посилання
<a href="https://ua.patents.su/5-102407-sposib-regulyuvannya-natyagu-na-motalci-dribnosortnogo-stanu.html" target="_blank" rel="follow" title="База патентів України">Спосіб регулювання натягу на моталці дрібносортного стану</a>
Спосіб регулювання натягу на моталці дрібносортного стану
Номер патенту: 63426
Опубліковано: 15.01.2004
Автори: Скляр Олександр Всеволодович, Кекух Анатолій Володимирович, Карпинський Юрій Пантелеймонович, Бабенко Михайло Антонович, Щур Віталій Андрійович, Чигринський Володимир Олександрович, Політов Ігор Віталійович, Куваєв Володимир Миколайович, Козуненко Анатолій Григорович, Шеремет Володимир Олександрович
МПК: B21C 47/00
Мітки: моталці, спосіб, стану, дрібносортного, регулювання, натягу
Формула / Реферат:
Спосіб регулювання натягу на моталці дрібносортного стану, за яким задають натяг прокату шляхом задавання струму приводу моталки і його коректування при змотуванні прокату, який відрізняється тим, що попередньо задають величину прогину прокату за останньою кліттю стану, вимірюють прогин прокату за останньою кліттю стану, а задавання струму приводу моталки коректують у процесі змотування прокату залежно від відхилення вимірюваної величини його...
Спосіб регулювання натягу на моталці дрібносортного стана
Номер патенту: 90093
Опубліковано: 12.05.2014
Автори: Щур Віталій Андрійович, Політов Ігор Віталійович, Бешта Олександр Степанович, Іванов Дмитро Олексійович
МПК: B21C 47/00
Мітки: моталці, дрібносортного, натягу, спосіб, стана, регулювання
Формула / Реферат:
Спосіб регулювання натягу на моталці дрібносортного стана, за яким задають натяг прокату шляхом задавання струму приводу моталки, вимірювання прогину прокату за останньою кліттю стана, коректування задавання струму приводу моталки у процесі змотування прокату в залежності від відхилення обмірюваної величини прогину від заданої величини, який відрізняється тим, що попередньо визначають при змотуванні першого шару моталки величину прогину...
Спосіб регулювання натягу на моталці дрібносортного стана
Номер патенту: 107297
Опубліковано: 10.12.2014
Автори: Іванов Дмитро Олексійович, Бешта Олександр Степанович, Щур Віталій Андрійович, Політов Ігор Віталійович
МПК: B21C 47/02
Мітки: натягу, стана, спосіб, дрібносортного, регулювання, моталці
Формула / Реферат:
Спосіб регулювання натягу на моталці дрібносортного стана, що включає задання натягу прокату шляхом задання струму приводу моталки, вимірювання прогину прокату за останньою кліттю стана, коректування задання струму приводу моталки у процесі змотування прокату в залежності від відхилення обмірюваної величини прогину від заданої величини, який відрізняється тим, що попередньо визначають при змотуванні першого шару моталки величину прогину...
Спосіб намотування дрібносортного прокату в бунти
Номер патенту: 62698
Опубліковано: 15.12.2003
Автори: Скляр Олександр Всеволодович, Куваєв Володимир Миколайович, Шеремет Володимир Олександрович, Чигринський Володимир Олександрович, Бабенко Михайло Антонович, Політов Ігор Віталійович, Карпинський Юрій Пантелеймонович, Щур Віталій Андрійович, Козуненко Анатолій Григорович, Кекух Анатолій Володимирович
МПК: B21C 47/00
Мітки: прокату, дрібносортного, намотування, спосіб, бунти
Формула / Реферат:
Спосіб намотування дрібносортного прокату в бунти, що включає пошарове намотування прокату з натягом на обертовий барабан, з укладанням витків по вертикалі, і зміну заданого натягу змотування, в залежності від кута положення укладача, який відрізняється тим, що попередньо визначають функціональну залежність зміни натягу прокату від кута положення укладача, вимірюють у процесі змотування кут положення укладача і коректують заданий натяг...
Спосіб регулювання натягу штаби в процесі прокатки між клітями багатоклітьового стана з пічними моталками
Номер патенту: 59700
Опубліковано: 15.09.2003
Автори: Гагарін Павел Павлович, Барабаш Андрій Володимирович, Білобров Юрій Миколайович, Каушанський Ігор Борисович, Остапенко Арнольд Леонтійович, Леонідов-Каневський Євген Володимирович, Стеч Володимир Станіславович
МПК: B21B 37/48
Мітки: стана, моталками, прокатки, натягу, штаби, регулювання, пічними, процесі, спосіб, клітями, багатоклітьового
Формула / Реферат:
1. Спосіб регулювання натягу смуги в процесі прокатки між клітями багатоклітьового стана з пічними моталками, що включає зміну частоти обертання ведених клітей по відхиленню міжклітьових натягів, який відрізняється тим, що обчислюють потужність прокатки кожної кліті, з цієї потужності виділяють потужність прокатки без натягу, а потім і потужність, обумовлену натягами, яку використовують для визначення величини натягів, при цьому міжклітьові...
Попередній патент: Спосіб газотермічного нанесення покриття
Наступний патент: Штани польові для військовослужбовців
Випадковий патент: Спосіб збагачення залізовмісної сировини