Спосіб газотермічного нанесення покриття
Номер патенту: 102406
Опубліковано: 26.10.2015
Автори: Зеленіна Олена Анатоліївна, Лоскутов Степан Васильович, Єршов Анатолій Васильович


Формула / Реферат
Спосіб газотермічного нанесення покриття, який включає очистку поверхні підкладки, іонну активацію та розпилювання поверхневих оксидів дуговим розрядом зворотної полярності, що виконують одночасно з нанесенням покриття у плазмовому струмені плазмотрона, який відрізняється тим, що іонну активацію та розпилювання поверхневих оксидів виконують за допомогою струму виносної дуги, яка горить між підкладкою та виносним анодом і складає 30-100 А.
Текст
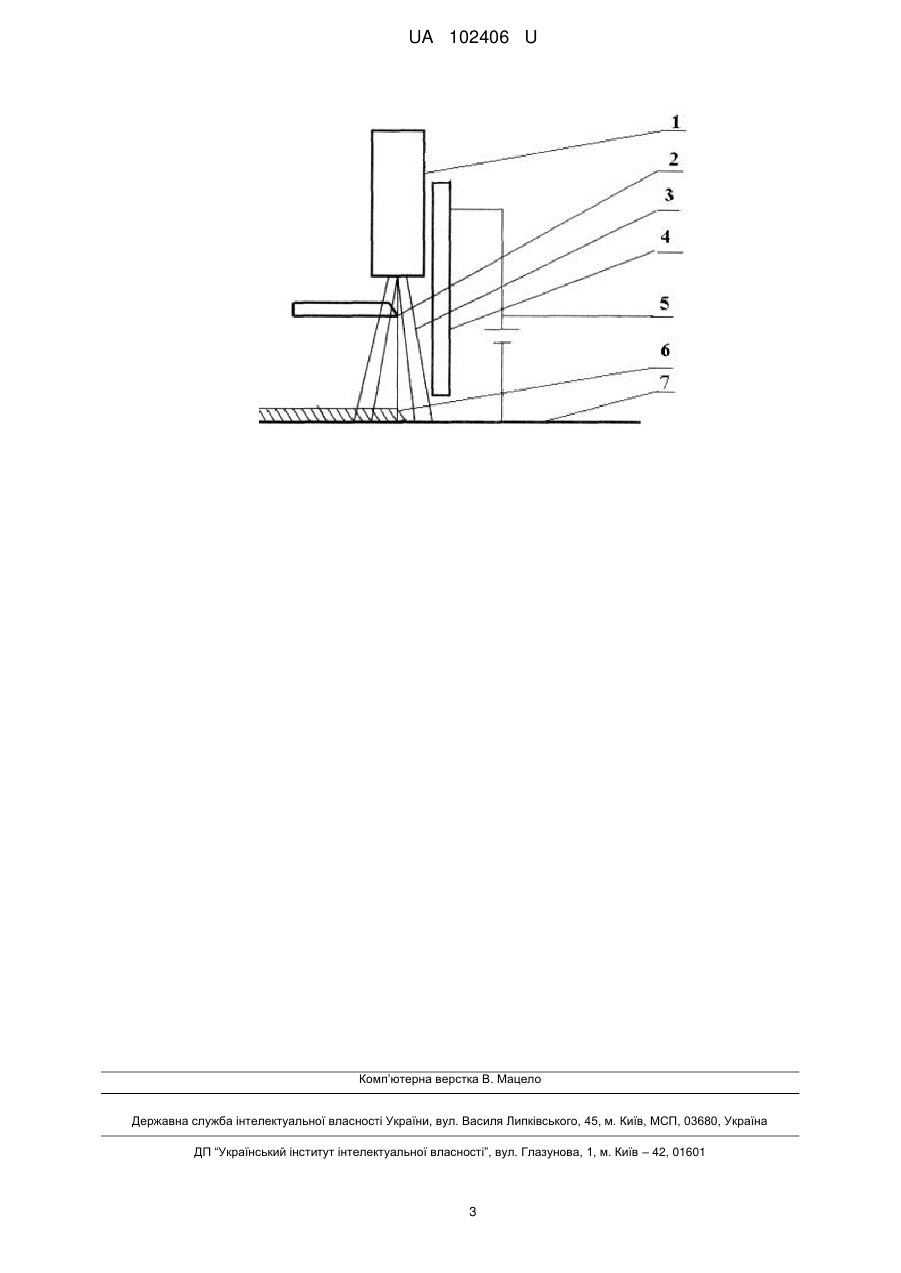
Реферат: Спосіб газотермічного нанесення покриття включає очистку поверхні підкладки, іонну активацію та розпилювання поверхневих оксидів дуговим розрядом зворотної полярності, що виконують одночасно з нанесенням покриття у плазмовому струмені плазмотрона. Іонну активацію та розпилювання поверхневих оксидів виконують за допомогою струму виносної дуги, яка горить між підкладкою та виносним анодом і складає 30-100 А. UA 102406 U (12) UA 102406 U UA 102406 U 5 10 15 20 25 30 35 40 45 50 55 Корисна модель належить до галузі металургії, конкретно до обробки металевої поверхні концентрованими джерелами енергії, яку можна використовувати при нанесенні газотермічного або плазмового покриття на поверхні складних прецизійних деталей, що працюють в умовах підвищеного зношування. При обробці поверхонь складних деталей, таких як колінчасті вали та інші, необхідна відстань напилення збільшується і може складати 150-300 мм, що перевищує її оптимальне значення та негативно впливає на якість покриття. Тому існує проблема вдосконалення активації процесу напилення з метою підвищення якості покриття. Відомий спосіб плазмового нанесення покриттів [1], який включає введення у плазмовий струмінь порошку, що наноситься на підкладку, термічну активацію оброблюваної поверхні збудженням виносної електричної дуги, поєднаної з плазмовим струменем, при цьому виносну електричну дугу живлять пульсуючим струмом з частотою імпульсів 25-100 Гц при потужності пульсуючої дуги 1-8,5 кВт. Недоліком цього способу є недостатньо повне використання можливості електричної дуги для активації підкладки. Використовується тільки термічна активація поверхні, оскільки виносний електрод є катодом, а підкладка-анодом. Однак більш важливим процесом ніж термічна активація поверхні є очищення підкладки від оксидів та адгезійних плівок, наявність яких суттєво знижує міцність зчеплення. Відомо, що найбільш ефективне очищення поверхні від оксидів та адгезійних плівок під дією іонного бомбардування та катодного розпилювання поверхні відбувається у тому разі, коли ця поверхня є катодом, а не анодом. У відомому способі навпаки, катодом є виносний електрод, а не поверхня підкладки. Окрім того, при використанні підкладки у якості анода тепловий потік на її поверхні буде у 23 рази вищим, ніж на катоді. Тому цей спосіб нанесення покриття може привести до перегріву поверхні деталей, що підвищує ймовірність термічної деформації виробу та деструктивних змін у підкладці. Прототипом обрано спосіб газотермічного нанесення покриття [2], який включає очистку поверхні підкладки, активацію та нанесення газотермічного покриття, причому, нанесення покриття виконують одночасно з іонною активацією поверхні та розпилюванням поверхневих оксидів при атмосферному тиску за допомогою додаткового дугового розряду зворотної полярності струмом 25-30 А. Довжина активуючої дуги, яка горить між дротом-анодом плазмотрона та поверхнею підкладки дорівнює відстані напилення і складає 15-20 мм. Недоліком вказаного способу є обмеження відстані напилення до підкладки. При обробці поверхонь складних деталей, таких як шийки колінчастих валів, відстань напилення повинна бути значно більшою і складати 150-300 мм. Але довжина активуючої дуги обмежується внаслідок зростання напруження при одночасному зменшенні електропровідності плазми по довжині плазмового струменя. Таким чином, існує суттєвий недолік попереднього способу нанесення газотермічного покриття. В основу корисної моделі поставлена задача збільшення відстані напилення до 150-300 мм при нанесенні покриття, при зменшенні ризику температурної деформації виробу внаслідок перегріву із збереженням досягнутої міцності зчеплення покриття з підкладкою. Поставлена задача вирішується тим, що розроблено спосіб газотермічного нанесення покриття, який включає очистку поверхні підкладки, іонну активацію та розпилювання поверхневих оксидів дуговим розрядом зворотної полярності, що виконується одночасно з нанесенням покриття у плазмовому струмені плазмотрона, причому іонну активацію та розпилювання поверхневих оксидів виконують за допомогою струму виносної дуги, яка горить між підкладкою та виносним анодом і складає 30-100 А. Причинно-наслідковий зв'язок між сукупністю ознак корисної моделі, що заявляється, і технічним результатом, що досягається, полягає в наступному: - шляхом удосконалень розроблено спосіб збільшення відстані напилення на підкладку, у порівнянні із прототипом, до 150-300 мм за допомогою використання дуги зворотної полярності між підкладкою та виносним анодом. Виносна дуга зворотної полярності застосовується для активації і очищення поверхні металу від оксидів, що необхідно для підвищення міцності зчеплення без значного підвищення температури підкладки; - використанням сили струму виносної дуги для очищення і активації підкладки у інтервалі 30-100 А. При силі струму меншому ніж 30 А дуга може бути нестійкою та недостатньо якісно очищувати підкладку. Якщо струм дуги буде перевищувати 100 А виникне перегрів підкладки та покриття, що призведе до термічних напружень у металі, та до деформації виробу і деструктивних змін у підкладці. У інтервалі струму виносної дуги 30-100 А відбувається якісна активація поверхні підкладки та нанесення покриття. 1 UA 102406 U 5 10 15 20 25 30 35 Все це забезпечує усій заявленій сукупності ознак відповідність критерію "новизна" та приводить до нових технічних результатів. Виходячи з вищевикладеного можна зробити висновок, що запропоноване технічне рішення задовольняє критерію "винахідницький рівень". Суть корисної моделі пояснює креслення. На кресленні, де зображено схему установки для газотермічного напилення покриття. Установка складається з плазмотрона 1, дроту-анода 2, що розпилюється, плазмового струменя 3, анода виносної дуги 4, джерела живлення 5 анода виносної дуги 4, шару покриття 6 на поверхні підкладки 7. За допомогою електричної дуги, що горить всередині плазмотрона 1 відбувається розпилювання дроту-анода 2 і створюється плазмовий струмінь 3, який переносить розпилений метал на поверхню підкладки 7 і створює шар покриття 6. З плазмовим струменем 3 поєднують анод виносної дуги 4, який горить у плазмовому струмені 3 між анодом виносної дуги 4 та поверхнею підкладки 7, під дією напруги джерела живлення 5 анода виносної дуги 4. Приклад виконання способу, який заявляється. Як підкладку було використано шийку колінчастого валу тракторного двигуна. При подачі напруги на плазмотрон (на кресленні не показано) між плазмотроном та дротом-анодом виникає електрична дуга та створюється плазмовий струмінь. Для очищення поверхні підкладки від оксидів між анодом виносної дуги та поверхнею підкладки підключається джерело живлення 5, яке під час нанесення шару покриття, створює виносну дугу довжиною 10-30 мм. При цьому відбувається іонне бомбардування поверхні підкладки та утворення мікрократерів внаслідок процесів вибухової емісії. При дистанції напилення 250 мм струм виносної дуги складав 50 А, що не призводило до перегріву поверхні підкладки. Основні параметри процесу напилення: сила струму основної дуги плазмотрона 180-200 А, напруга основної дуги плазмотрона 75-80 В, окружна швидкість підкладки 0,2 м/с. Мінімальне окислення поверхні в атмосферних умовах при використанні іонної активації підкладки досягається при одночасному поєднанні очищення підкладки з нанесенням покриття. На мікрошліфах, виготовлених при вказаних параметрах напилення, відсутній прошарок оксидів при збільшенні зображення у 300 разів. При цьому міцність зчеплення на відрив для покриттів з дроту-аноду марки Нп 65Г та CB08 × 19H9T збільшується до 60-65 МПа, що на 20 % вище ніж у прототипу. Виходячи з вищевикладеного можна зробити висновок, що технічне рішення, яке заявляється задовольняє критерію "Промислове застосування". Джерела інформації: 1. Пат. 2155822 Росія, МПК С23С4/12. Способ плазменного нанесения покрытий [електр. ресурс]/ A.M. Гонопольский, А.Ф. Пузряков; Патентообладатель: ОАО "КОМПАТ"; заявл. 25.08.1999; опубл. 10.09.2000.-Режим доступу: htth:/wwwl.fips.ru. 2. Пат. 37048 Україна, МПК С23С14/38. Спосіб газотермічного нанесення покриття [текст]/ А.В. Єршов, Н.Н. Ситников, О.Г. Биковський, заявник і патентовласник Запорізький нац. техн. ун-т- №u200808642, заявл.01.07.08; опубл. 10.11.08 - Бюл. № 21 2008. - 3 с. 40 ФОРМУЛА КОРИСНОЇ МОДЕЛІ 45 Спосіб газотермічного нанесення покриття, який включає очистку поверхні підкладки, іонну активацію та розпилювання поверхневих оксидів дуговим розрядом зворотної полярності, що виконують одночасно з нанесенням покриття у плазмовому струмені плазмотрона, який відрізняється тим, що іонну активацію та розпилювання поверхневих оксидів виконують за допомогою струму виносної дуги, яка горить між підкладкою та виносним анодом і складає 30100 А. 2 UA 102406 U Комп’ютерна верстка В. Мацело Державна служба інтелектуальної власності України, вул. Василя Липківського, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут інтелектуальної власності”, вул. Глазунова, 1, м. Київ – 42, 01601 3
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod gas-thermal coating application
Автори англійськоюLoskutov Stepan Vasyliovych, Yershov Anatolii Vasyliovych, Zelenina Olena Anatoliivna
Назва патенту російськоюСпособ газотермического нанесения покрытия
Автори російськоюЛоскутов Степан Васильевич, Ершов Анатолий Васильевич, Зеленина Елена Анатольевна
МПК / Мітки
МПК: C23C 14/38
Мітки: газотермічного, покриття, спосіб, нанесення
Код посилання
<a href="https://ua.patents.su/5-102406-sposib-gazotermichnogo-nanesennya-pokrittya.html" target="_blank" rel="follow" title="База патентів України">Спосіб газотермічного нанесення покриття</a>
Спосіб газотермічного нанесення покриття

Номер патенту: 37048
Опубліковано: 10.11.2008
Автори: Ситніков Микола Миколайович, Єршов Анатолій Васильович, Биковський Олег Григорович
МПК: C23C 14/38
Мітки: покриття, спосіб, нанесення, газотермічного
Формула / Реферат:
Спосіб газотермічного нанесення покриття, який включає очистку поверхні підкладки, активацію та нанесення газотермічного покриття, який відрізняється тим, що нанесення покриття виконують одночасно з іонною активацією поверхні та розпилюванням поверхневих оксидів при атмосферному тиску за допомогою додаткового дугового розряду зворотної полярності, причому струм додаткової дуги складає 25-30 А.
Пристрій для газотермічного нанесення захисного покриття

Номер патенту: 11950
Опубліковано: 16.01.2006
Автори: Давида Андрій Йосипович, Аралкін Анатолій Сергійович
МПК: C23C 4/12
Мітки: газотермічного, пристрій, захисного, нанесення, покриття
Формула / Реферат:
1. Пристрій для газотермічного нанесення захисного покриття, який містить плазмотрон, трубчастий кожух, ресивер зі штуцерами для підведення газу, що змонтований на зовнішній поверхні нижньої частини кожуха, ежектор у вигляді диска з маточиною, що закріплений у ресивері з зазором щодо трубчастого кожуха, який відрізняється тим, що диск ежектора виконаний з можливістю зворотно-поступального переміщення щодо трубчастого кожуха й оснащений...
Спосіб одержання газотермічного покриття
Номер патенту: 66270
Опубліковано: 26.12.2011
Автор: Лузан Сергій Олексійович
МПК: C23C 4/00
Мітки: покриття, одержання, газотермічного, спосіб
Формула / Реферат:
Спосіб одержання газотермічного покриття, що включає попередню механічну обробку поверхні деталі й напилювання порошкового матеріалу газовим струменем, який відрізняється тим, що вібраційну обробку деталі здійснюють після напилення покриття порушенням в ньому повздовжніх коливань частотою 5-5000 Гц і амплітудою деформації (0,6-3,2).10-4, та виконують її протягом 3-4 хвилин.
Спосіб газотермічного напилювання покриття на сталеві деталі

Номер патенту: 63735
Опубліковано: 25.10.2011
Автор: Лузан Сергій Олексійович
МПК: C23C 4/00
Мітки: покриття, газотермічного, деталі, сталеві, напилювання, спосіб
Формула / Реферат:
Спосіб газотермічного напилювання покриття на сталеві деталі, що включає попередню механічну обробку поверхні деталей і напилювання порошкового матеріалу з одночасною обробкою шарів, що напилюються, який відрізняється тим, що після механічної обробки поверхні деталі проводять напилення покриття при одночасній вібраційній обробці деталі, причому вібраційну обробку проводять шляхом збудження в ній поздовжніх коливань з звуковою частотою 5-5000...
Порошковий дріт з продуктами механохімічного синтезу для газотермічного нанесення псевдосплавних покриттів
Номер патенту: 80853
Опубліковано: 10.06.2013
Автори: Дем'янов Іван Адамович, Рябцев Ігор Олександрович, Рупчев Володимир Львович, Вігілянська Наталія Вікторівна, Борисов Юрій Сергійович, Бурлаченко Олексій Миколайович
МПК: C23C 4/00
Мітки: покриттів, газотермічного, дріт, синтезу, псевдосплавних, продуктами, механохімічного, нанесення, порошковий
Формула / Реферат:
Порошковий дріт з продуктами механохімічного синтезу для газотермічного нанесення псевдосплавних покриттів, який складається з металевої оболонки та порошкової шихти, яка відрізняється тим, що як матеріал оболонки використовується сталь, алюміній або нікель, а порошкова шихта містить 20-40 мас. % карбідів, 29-40 мас. % силіцидів молібдену, титану, хрому чи ніобію та 20-31 мас. % заліза, які не взаємодіють з розплавом оболонки...
Попередній патент: Пристрій для поінтервального промивання затрубного простору
Наступний патент: Спосіб регулювання натягу на моталці дрібносортного стану
Випадковий патент: Обладнання для монтажу балера руля