Пристрій контролю процесу різання
Номер патенту: 102770
Опубліковано: 25.11.2015
Автори: Симута Микола Олександрович, Шупіченко Анастасія Андріївна, Мошинець Ян Олександрович, Русанов Ярослав Сергійович, Вишняк Валентина Юріївна, Глазов Сергій Андрійович, Максимчук Іван Вікторович
Формула / Реферат
Пристрій для контролю процесу різання, що містить з'єднані послідовно датчики обертів шпинделя і блок формування часових інтервалів, і з'єднані послідовно датчики акустичної емісії, блоки пам'яті, блок аналізу та блок порівняння, який відрізняється тим, що з метою підвищення точності в нього додатково введенні послідовно з'єднані інтегратор, АЦП, блок підключень регістрів пам'яті та блок статистик, при цьому інтегратор через АЦП і блок підключення регістрів пам'яті підключені до регістрів пам'яті, вихід регістрів підключений до блока порівняння, блок останнього підключений до блока статистик через блок прийняття рішень, вихід блока прийняття рішень, вихід якого підключений до ЧПУ, крім того вихід блока формування сигналів підключений до інтегратора та АЦП, а також до комутатора і до блока статистик.
Текст
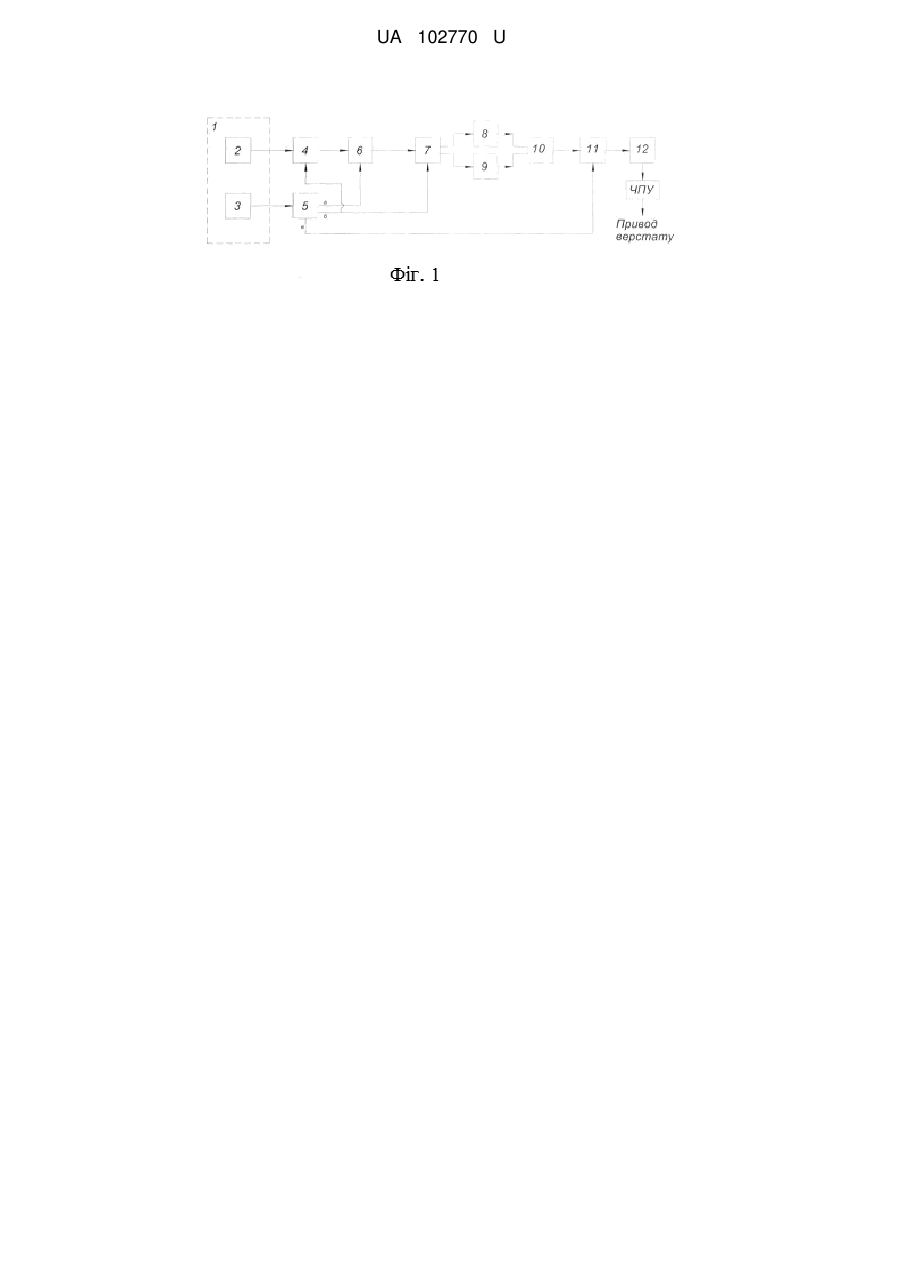
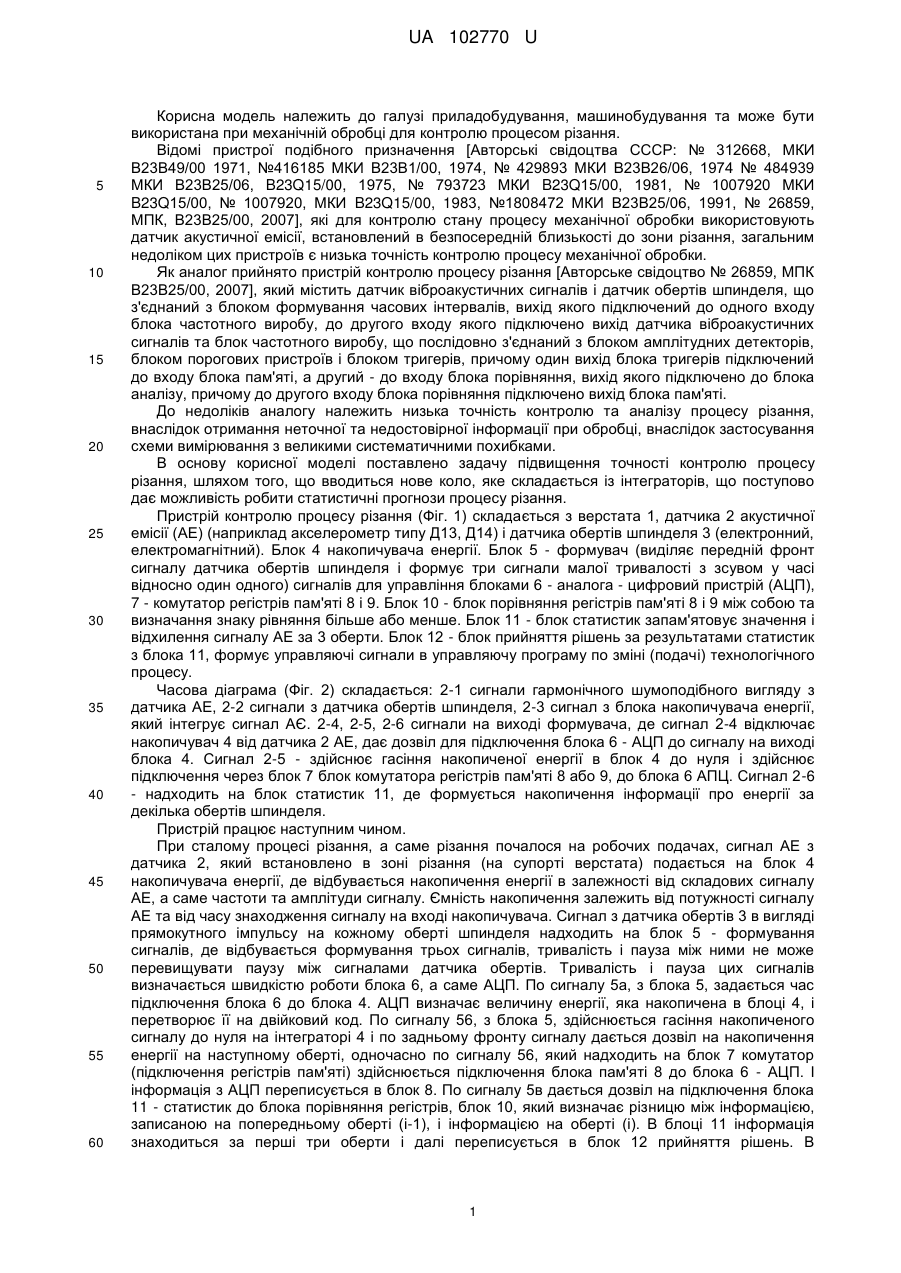
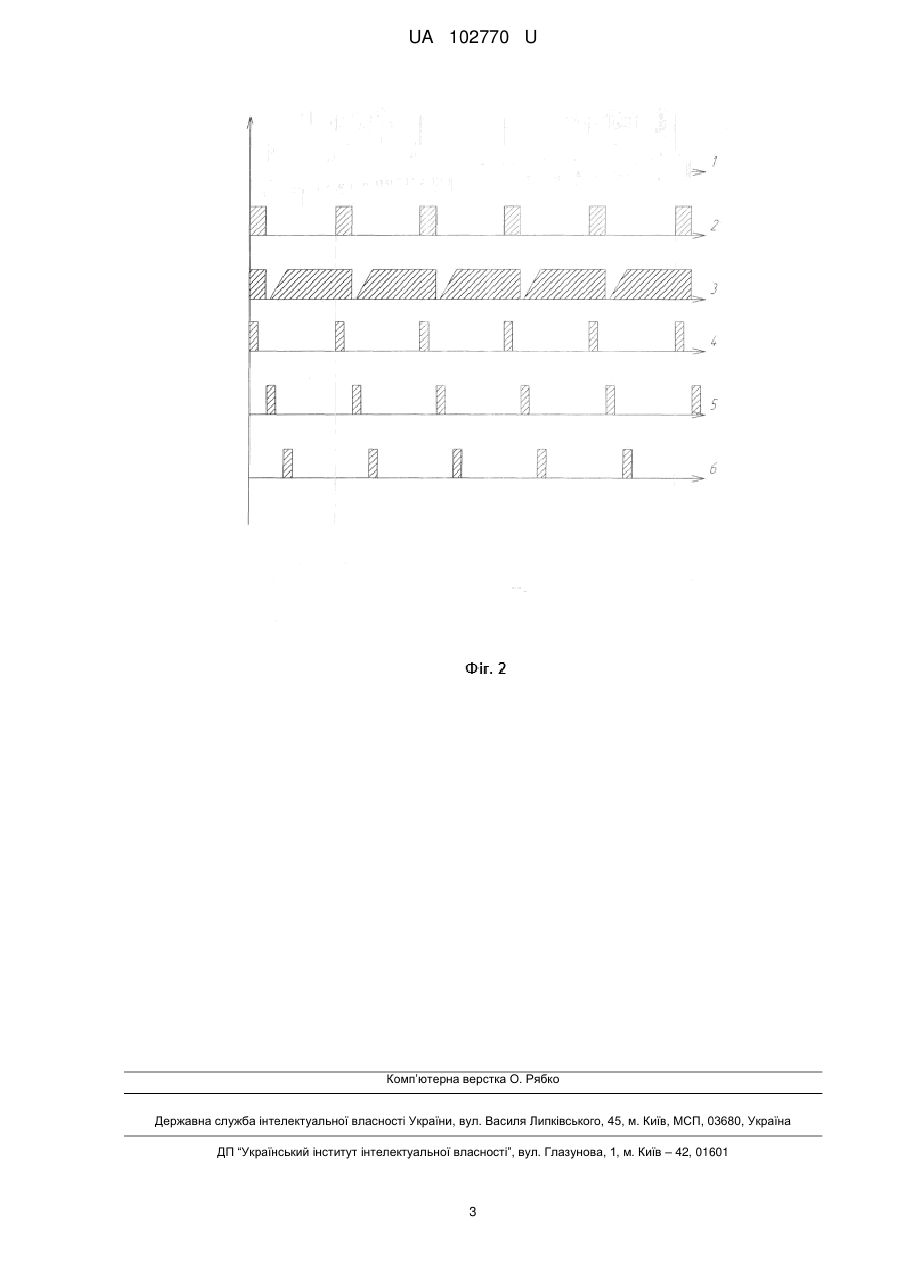
Реферат: Пристрій для контролю процесу різання містить з'єднані послідовно датчики обертів шпинделя і блок формування часових інтервалів, і з'єднані послідовно датчики акустичної емісії, блоки пам'яті, блок аналізу та блок порівняння, причому з метою підвищення точності в нього додатково введенні послідовно з'єднанні інтегратор, АЦП, блок підключень регістрів пам'яті та блок статистик, при цьому інтегратор через АЦП і блок підключення регістрів пам'яті підключені до регістрів пам'яті, вихід регістрів підключений до блока порівняння, блок останнього підключений до блока статистик через блок прийняття рішень, вихід блока прийняття рішень, вихід якого підключений до ЧПУ, крім того вихід блока формування сигналів підключений до інтегратора та АЦП, а також до комутатора і до блока статистик. UA 102770 U (12) UA 102770 U UA 102770 U 5 10 15 20 25 30 35 40 45 50 55 60 Корисна модель належить до галузі приладобудування, машинобудування та може бути використана при механічній обробці для контролю процесом різання. Відомі пристрої подібного призначення [Авторські свідоцтва СССР: № 312668, МКИ В23В49/00 1971, №416185 МКИ В23В1/00, 1974, № 429893 МКИ В23В26/06, 1974 № 484939 МКИ В23В25/06, B23Q15/00, 1975, № 793723 МКИ B23Q15/00, 1981, № 1007920 МКИ B23Q15/00, № 1007920, МКИ B23Q15/00, 1983, №1808472 МКИ В23В25/06, 1991, № 26859, МПК, В23В25/00, 2007], які для контролю стану процесу механічної обробки використовують датчик акустичної емісії, встановлений в безпосередній близькості до зони різання, загальним недоліком цих пристроїв є низька точність контролю процесу механічної обробки. Як аналог прийнято пристрій контролю процесу різання [Авторське свідоцтво № 26859, МПК В23В25/00, 2007], який містить датчик віброакустичних сигналів і датчик обертів шпинделя, що з'єднаний з блоком формування часових інтервалів, вихід якого підключений до одного входу блока частотного виробу, до другого входу якого підключено вихід датчика віброакустичних сигналів та блок частотного виробу, що послідовно з'єднаний з блоком амплітудних детекторів, блоком порогових пристроїв і блоком тригерів, причому один вихід блока тригерів підключений до входу блока пам'яті, а другий - до входу блока порівняння, вихід якого підключено до блока аналізу, причому до другого входу блока порівняння підключено вихід блока пам'яті. До недоліків аналогу належить низька точність контролю та аналізу процесу різання, внаслідок отримання неточної та недостовірної інформації при обробці, внаслідок застосування схеми вимірювання з великими систематичними похибками. В основу корисної моделі поставлено задачу підвищення точності контролю процесу різання, шляхом того, що вводиться нове коло, яке складається із інтеграторів, що поступово дає можливість робити статистичні прогнози процесу різання. Пристрій контролю процесу різання (Фіг. 1) складається з верстата 1, датчика 2 акустичної емісії (АЕ) (наприклад акселерометр типу Д13, Д14) і датчика обертів шпинделя 3 (електронний, електромагнітний). Блок 4 накопичувача енергії. Блок 5 - формувач (виділяє передній фронт сигналу датчика обертів шпинделя і формує три сигнали малої тривалості з зсувом у часі відносно один одного) сигналів для управління блоками 6 - аналога - цифровий пристрій (АЦП), 7 - комутатор регістрів пам'яті 8 і 9. Блок 10 - блок порівняння регістрів пам'яті 8 і 9 між собою та визначання знаку рівняння більше або менше. Блок 11 - блок статистик запам'ятовує значення і відхилення сигналу АЕ за 3 оберти. Блок 12 - блок прийняття рішень за результатами статистик з блока 11, формує управляючі сигнали в управляючу програму по зміні (подачі) технологічного процесу. Часова діаграма (Фіг. 2) складається: 2-1 сигнали гармонічного шумоподібного вигляду з датчика АЕ, 2-2 сигнали з датчика обертів шпинделя, 2-3 сигнал з блока накопичувача енергії, який інтегрує сигнал АЄ. 2-4, 2-5, 2-6 сигнали на виході формувача, де сигнал 2-4 відключає накопичувач 4 від датчика 2 АЕ, дає дозвіл для підключення блока 6 - АЦП до сигналу на виході блока 4. Сигнал 2-5 - здійснює гасіння накопиченої енергії в блок 4 до нуля і здійснює підключення через блок 7 блок комутатора регістрів пам'яті 8 або 9, до блока 6 АПЦ. Сигнал 2-6 - надходить на блок статистик 11, де формується накопичення інформації про енергії за декілька обертів шпинделя. Пристрій працює наступним чином. При сталому процесі різання, а саме різання почалося на робочих подачах, сигнал АЕ з датчика 2, який встановлено в зоні різання (на супорті верстата) подається на блок 4 накопичувача енергії, де відбувається накопичення енергії в залежності від складових сигналу АЕ, а саме частоти та амплітуди сигналу. Ємність накопичення залежить від потужності сигналу АЕ та від часу знаходження сигналу на вході накопичувача. Сигнал з датчика обертів 3 в вигляді прямокутного імпульсу на кожному оберті шпинделя надходить на блок 5 - формування сигналів, де відбувається формування трьох сигналів, тривалість і пауза між ними не може перевищувати паузу між сигналами датчика обертів. Тривалість і пауза цих сигналів визначається швидкістю роботи блока 6, а саме АЦП. По сигналу 5а, з блока 5, задається час підключення блока 6 до блока 4. АЦП визначає величину енергії, яка накопичена в блоці 4, і перетворює її на двійковий код. По сигналу 56, з блока 5, здійснюється гасіння накопиченого сигналу до нуля на інтеграторі 4 і по задньому фронту сигналу дається дозвіл на накопичення енергії на наступному оберті, одночасно по сигналу 56, який надходить на блок 7 комутатор (підключення регістрів пам'яті) здійснюється підключення блока пам'яті 8 до блока 6 - АЦП. І інформація з АЦП переписується в блок 8. По сигналу 5в дається дозвіл на підключення блока 11 - статистик до блока порівняння регістрів, блок 10, який визначає різницю між інформацією, записаною на попередньому оберті (і-1), і інформацією на оберті (і). В блоці 11 інформація знаходиться за перші три оберти і далі переписується в блок 12 прийняття рішень. В 1 UA 102770 U 5 10 подальшому інформація з блока 11 надходить на блок 12 на кожному оберті виходячи з того, що в блоці статистик виконується зсув інформації по регістрах, а саме з верхнього регістра інформація виключається і в нього переписується інформація з другого регістра, а в другий з третього, а в третій інформація по наступному сигналу 5в. В блоці прийняття рішень 12, в залежності від інформації, з блока статистик 11, а саме можливі три варіанти видачі інформації: дорівнює "нулю", то процес різання в нормі, немає відхилень накопиченої енергії; "більше" накопичення енергії збільшилось, має місце знос інструменту або збільшення глибини різання; "менше" накопичення енергії зменшилось, має місце зменшення глибини різання. В залежності від цієї інформації блок 12 прийняття рішень вносить корегуючі дії через ЧПУ приводу верстата. Таким чином за допомогою запропонованого пристрою, побудованого на логічних елементах, забезпечується простота контролю і управління процесу різання оброблюваної деталі за рахунок можливості прогнозування точності отримання заданого розміру і якості поверхні деталі. 15 ФОРМУЛА КОРИСНОЇ МОДЕЛІ 20 25 Пристрій для контролю процесу різання, що містить з'єднані послідовно датчики обертів шпинделя і блок формування часових інтервалів, і з'єднані послідовно датчики акустичної емісії, блоки пам'яті, блок аналізу та блок порівняння, який відрізняється тим, що з метою підвищення точності в нього додатково введенні послідовно з'єднані інтегратор, АЦП, блок підключень регістрів пам'яті та блок статистик, при цьому інтегратор через АЦП і блок підключення регістрів пам'яті підключені до регістрів пам'яті, вихід регістрів підключений до блока порівняння, блок останнього підключений до блока статистик через блок прийняття рішень, вихід блока прийняття рішень, вихід якого підключений до ЧПУ, крім того вихід блока формування сигналів підключений до інтегратора та АЦП, а також до комутатора і до блока статистик. 2 UA 102770 U Комп’ютерна верстка О. Рябко Державна служба інтелектуальної власності України, вул. Василя Липківського, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут інтелектуальної власності”, вул. Глазунова, 1, м. Київ – 42, 01601 3
ДивитисяДодаткова інформація
Назва патенту англійськоюDevice for control cutting process
Автори англійськоюMaksymchuk Ivan Viktorovych, Symuta Mykola Oleksandrovych, Hlazov Serhii Andriiovych, Vyshniak Valentyna Yuriivna, Rusanov Yaroslav Serhiiovych, Shupychenko Anastasia Andriivna, Moshynets Yan Oleksandrovych
Назва патенту російськоюУстройство контроля процесса резания
Автори російськоюМаксимчук Иван Викторович, Симута Николай Александрович, Глазов Сергей Андреевич, Вишняк Валентина Юрьевна, Русанов Ярослав Сергеевич, Шупиченко Анастасия Андреевна, Мошинец Ян Александрович
МПК / Мітки
МПК: B23B 25/06, B23B 25/00
Мітки: контролю, різання, пристрій, процесу
Код посилання
<a href="https://ua.patents.su/5-102770-pristrijj-kontrolyu-procesu-rizannya.html" target="_blank" rel="follow" title="База патентів України">Пристрій контролю процесу різання</a>
Пристрій контролю процесу різання
Номер патенту: 99655
Опубліковано: 10.06.2015
Автори: Бондар Микола Юрійович, Єськін Максим Олександрович, Заєць Сергій Сергійович, Глазов Сергій Андрійович, Русанов Ярослав Сергійович, Максимчук Іван Вікторович, Вишняк Валентина Юріївна
МПК: B23B 25/06
Мітки: процесу, контролю, пристрій, різання
Формула / Реферат:
Пристрій контролю процесу різання, що містить датчик віброакустичних сигналів і датчик обертів шпинделя, що з'єднаний з блоком формування тимчасових інтервалів, вихід якого підключений до одного входу блока частотного вибору, до другого входу якого підключено вихід датчика віброакустичних сигналів та блок частотного вибору, що послідовно з'єднаний з блоком амплітудних детекторів, блоком порогових пристроїв і блоком тригерів, при цьому один...
Пристрій контролю процесу різання
Номер патенту: 34100
Опубліковано: 25.07.2008
Автори: Максимчук Іван Вікторович, Войтюк Оксана Анатоліївна, Заєць Сергій Сергійович, Симута Микола Олександрович, Довгопол Євгенія Олександрівна
МПК: B23B 25/00
Мітки: контролю, пристрій, різання, процесу
Формула / Реферат:
Пристрій контролю процесу різання, що містить датчик обертів шпинделя, що з'єднаний з входом блока часових інтервалів, блок тригерів, один вихід якого підключений до входу блока пам'яті, а другий - до входу блока порівняння, вихід якого підключено до блока аналізу, при цьому до другого входу блока порівняння підключено вихід блока пам'яті, який відрізняється тим, що в пристрій контролю процесу різання додатково введено лазер, що з'єднаний зі...
Пристрій контролю процесу різання
Номер патенту: 99914
Опубліковано: 25.06.2015
Автори: Вишняк Валентина Юріївна, Бондар Микола Юрійович, Заєць Сергій Сергійович, Максимчук Іван Вікторович, Єськін Максим Олександрович, Глазов Сергій Андрійович, Русанов Ярослав Сергійович
МПК: B23B 25/06, B23B 25/00
Мітки: пристрій, контролю, процесу, різання
Формула / Реферат:
Пристрій контролю процесу різання, що містить датчик віброакустичних сигналів і датчик обертів шпинделя, що з'єднаний з блоком формування тимчасових інтервалів, вихід якого підключений до одного входу блока частотного вибору, до другого входу якого підключено вихід датчика віброакустичних сигналів та блок частотного вибору, що послідовно з'єднаний з блоком амплітудних детекторів, блоком порогових пристроїв і блоком тригерів, при цьому один...
Пристрій контролю процесу різання
Номер патенту: 26859
Опубліковано: 10.10.2007
Автори: Заєць Сергій Сергійович, Максимчук Іван Вікторович, Войтюк Оксана Аатоліївна
МПК: B23B 25/00
Мітки: пристрій, різання, контролю, процесу
Формула / Реферат:
Пристрій контролю процесу різання, що містить датчик віброакустичних сигналів і датчик обертів шпинделя, що з'єднаний з блоком формування тимчасових інтервалів, вихід якого підключений до одного входу блока частотного вибору, до другого входу якого підключено вихід датчика віброакустичних сигналів та блок частотного вибору, що послідовно з'єднаний з блоком амплітудних детекторів, блоком порогових пристроїв і блоком тригерів, причому один...
Пристрій контролю процесу різання при токарній обробці
Номер патенту: 26936
Опубліковано: 10.10.2007
Автори: Максимчук Іван Вікторович, Войтюк Оксана Анатоліївна, Заєць Сергій Сергійович
МПК: B23B 25/00
Мітки: процесу, токарний, обробці, різання, пристрій, контролю
Формула / Реферат:
Пристрій контролю процесу різання при токарній обробці, що містить датчик віброакустичних сигналів і відліковий пристрій, розміщений рухомо і співвісно з різцем, який відрізняється тим, що в пристрій контролю процесу різання для токарної обробки додатково введено два датчики віброакустичних сигналів та муфту, встановлену на різці, при цьому датчики розміщені на ній радіально в одній площині та з'єднані з блоком порівняння, підсилювачем і...
Попередній патент: Спосіб приготування та подачі супу
Наступний патент: Спосіб встановлення оптимальної міжщелепної висоти
Випадковий патент: Пристрій зрошування виконавчого органу очисного комбайна