Пристрій контролю процесу різання
Номер патенту: 34100
Опубліковано: 25.07.2008
Автори: Симута Микола Олександрович, Довгопол Євгенія Олександрівна, Войтюк Оксана Анатоліївна, Максимчук Іван Вікторович, Заєць Сергій Сергійович
Формула / Реферат
Пристрій контролю процесу різання, що містить датчик обертів шпинделя, що з'єднаний з входом блока часових інтервалів, блок тригерів, один вихід якого підключений до входу блока пам'яті, а другий - до входу блока порівняння, вихід якого підключено до блока аналізу, при цьому до другого входу блока порівняння підключено вихід блока пам'яті, який відрізняється тим, що в пристрій контролю процесу різання додатково введено лазер, що з'єднаний зі світлоділильним кубом, один з виходів якого підключений до приймальної головки, а інший - до другого світлоділильного куба, приймальну головку, яка підключена до випромінюючої головки з деталлю, причому приймальна головка зв'язана з Фур'є об'єктивом, вихід якого підключений до входу другого світлоділильного куба, що з'єднаний з входом приймача, вихід якого підключено до входу блока контролю неперервності сигналу та до входу блока аналого-цифрового перетворювача (АЦП), вихід якого підключено до входу блока тригерів, причому другий вхід АЦП підключено до виходу блока часових інтервалів.
Текст
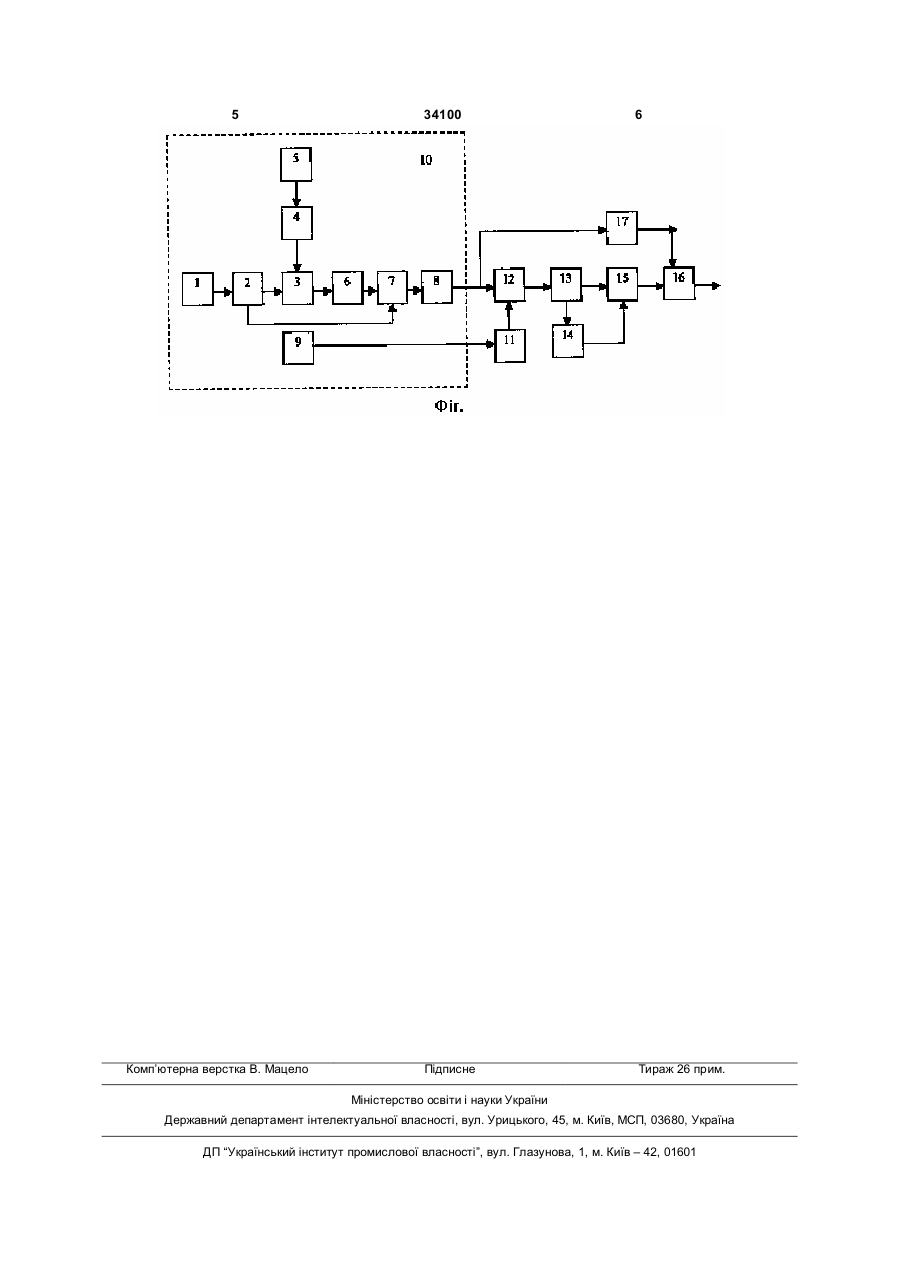
Пристрій контролю процесу різання, що містить датчик обертів шпинделя, що з'єднаний з входом блока часових інтервалів, блок тригерів, один вихід якого підключений до входу блока пам'яті, а другий - до входу блока порівняння, вихід якого підключено до блока аналізу, при цьому до 3 34100 4 чено до входу блоку контролю неперервності сиг13. Останній представляє собою паралельну лінійналу і до входу блоку аналого-цифрового переку тригерів. Паралельний код переписується із творювача (АЦП), вихід якого підключено до входу блоку 13 в блок пам'яті 14, який також складається блоку тригерів, причому другий вхід АЦП підклюіз паралельної лінійки тригерів. Перезапис сигначено до виходу блоку часових інтервалів. лів із блоку 13 в блок 14 здійснюється один раз на Суть корисної моделі пояснюється кресленпочатку процесу різання, тобто на першому інтерням, де на Фіг. зображено блок-схему пристрою валі часу. На другому інтервалі часу, тобто на друконтролю процесу різання. гому обороті шпинделя і наступних, проходить Пристрій контролю процесу різання містить порівняння паралельного коду, записаного в пролазер 1, що з'єднаний зі світоділильним кубом 2, міжному регістрі на поточному інтервалі часу, і один з виходів якого підключений до прийомної коду, записаного в блоці 14 на першому інтервалі головки 3, а інший до другого світоділильного куба часу. Порівняння проходить в блоці 15, який пред7, до прийомної головки 3 підключена також виставляє собою регістр двох входових елементів. промінююча головка 5 з деталлю 4, прийомна гоРезультати порівняння поступають в блок аналізу ловка 3 зв'язана з Фур'є об'єктивом 6, вихід якого 16, який визначає характер процесу різання і випідключений до входу другого світоділильного кубу дає інформацію про відхилення шорсткості в про7, що з'єднаний з входом приймача 8, які розміщецесі різання. Сигнал з приймача 8 подають на блок ні на верстаті 10. Додатково на верстаті 10 розміконтролю неперервності сигналу 17, а потім після щено датчик обертів шпинделя 9 (електромеханічконтрольне значення сигналу поступає на вхід ний, або електронний , або контактний). Датчик блока аналізу 16. В випадку переривання сигналу, обертів шпинделя 9 з'єднаний з входом блока чащо поступає з приймача 8, блок тригерів 13 може сових інтервалів 11 (може бути виконаний на опевидати хорошу інформацію про стан процесу із-за раційних підсилювачах типу К 140 УД6), вихід якотак званого "прозвонювання". На виході блоку конго підключено до входу аналого-цифрового тролю неперервності сигналу 17 сигнал дорівнюперетворювача (АЦП) 12 , інший вхід якого підватиме нулю. В такому випадку блок аналізу 16 не ключено до виходу приймача 8. Вихід блоку АЦП буде враховувати неточний сигнал. Сигнал про 12 з'єднаний з входом блока тригерів 13 (може стан процесу буде враховуватись тільки при нубути виконаний на дискретних логічних елементах льовому після контрольному значенні сигналу, що серії 155, 133), один вихід якого з'єднаний з вхозначно підвищить точність контролю. дом блока порівняння 15 (може бути виконаний на Необхідність інтенсифікації процесу металодискретних логічних елементах серії 155,133), а обробки призводить до розширення застосування інший - з входом блока пам'яті 14. На інший вхід верстатів з числовим програмним керуванням блоку порівняння 15 підключений вихід блоку па(ЧПК), а також до застосування багатофункціонам'яті 14. Вихід блоку порівняння 15 з'єднаний зі льних станків з типу "оброблюючий центр", на освходом блоку аналізу 16. Блок аналізу 16 предстанові яких створюються автоматизовані дільниці, вляє собою перетворювач, в якому двійковий код в що керуються від ЕОМ. В силу цього виникла невигляді числа, на вході перетворюється в величиобхідність в пристроях контролю процесу різання, ну, що характеризує зношення інструменту в прощо не залежать від виду інструменту, який застоцентах або міліметрах (виконується на дискретних совується. Як правило, кількість видів інструменту елементах 155 серії і операційних підсилювачах знаходиться в межах від 10 до 30 найменувань. К140УД6). Вихід приймача 8 підключений до входу Тому, використання запропонованого пристрою блоку контролю неперервності сигналу 17, вихід контролю процесу різання забезпечує, в порівнянні якого підключений до іншого входу блока аналізу з іншими пристроями, наступні переваги: 16. - вимірювання шорсткості при процесі різання; Пристрій працює наступним чином. - підвищення точності контролю процесу ріПри ввімкненні верстату 10, в початковий мозання; мент процесу різання, знімають сигнал з приймача - можливість побудови адаптивних систем ке8, який представляє собою гармонічний сигнал, рування технологічним процесом виготовлення або, інакше кажучи, частотну складову. Сигнали з деталей; приймача 8 поступають на блок АЦП 12, де відбу- підвищення продуктивності процесу. вається перетворення фази в код. Блок часових Підвищення точності контролю процесу різанінтервалів 11 видає сигнали частотного вибору по ня обумовлено тим, що виключена можливість сигналу з датчика оборотів шпинделя 9, який отримання недостовірної інформації про стан провстановлюється на верстаті. Від переднього фронцесу. ту через заданий час, який не перевищує 17мс В випадку переривання сигналу з приймача, починає вимірювати шорсткість через кожні 2мс. В так як сигнал про стан процесу буде враховувацьому випадку аналіз сигналів, що супроводжують тись лише при наявності сигналу з датчика, це процес різання, проходить в зоні спрацьованого дозволяє підвищити точність контролю на 20-30%. матеріалу. По закінченні імпульсу частотного виПідвищення точності контролю призводить до бору І при наявності сигналу на вході проходить підвищення продуктивності процесу металообробперетворення фази в код. Далі сигнали в вигляді ки різанням в 2-3 рази. паралельного коду переписуються в блок тригерів 5 Комп’ютерна верстка В. Мацело 34100 6 Підписне Тираж 26 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюCutting process control device
Автори англійськоюMaksymchuk Ivan Viktorovych, Zaiets Serhii Serhiiovych, Voitiuk Oksana Anatoliivna, Dovhopol Yevhenia Oleksandrivna, Symuta Mykola Oleksandrovych
Назва патенту російськоюУстройство контроля процесса резки
Автори російськоюМаксимчук Иван Викторович, Заец Сергей Сергеевич, Войтюк Оксана Анатольевна, Довгопол Евгения Александровна, Симута Николай Александрович
МПК / Мітки
МПК: B23B 25/00
Мітки: різання, пристрій, процесу, контролю
Код посилання
<a href="https://ua.patents.su/3-34100-pristrijj-kontrolyu-procesu-rizannya.html" target="_blank" rel="follow" title="База патентів України">Пристрій контролю процесу різання</a>
Пристрій контролю процесу різання
Номер патенту: 26859
Опубліковано: 10.10.2007
Автори: Заєць Сергій Сергійович, Максимчук Іван Вікторович, Войтюк Оксана Аатоліївна
МПК: B23B 25/00
Мітки: контролю, пристрій, процесу, різання
Формула / Реферат:
Пристрій контролю процесу різання, що містить датчик віброакустичних сигналів і датчик обертів шпинделя, що з'єднаний з блоком формування тимчасових інтервалів, вихід якого підключений до одного входу блока частотного вибору, до другого входу якого підключено вихід датчика віброакустичних сигналів та блок частотного вибору, що послідовно з'єднаний з блоком амплітудних детекторів, блоком порогових пристроїв і блоком тригерів, причому один...
Пристрій контролю процесу різання при токарній обробці
Номер патенту: 26936
Опубліковано: 10.10.2007
Автори: Заєць Сергій Сергійович, Войтюк Оксана Анатоліївна, Максимчук Іван Вікторович
МПК: B23B 25/00
Мітки: токарний, процесу, різання, пристрій, обробці, контролю
Формула / Реферат:
Пристрій контролю процесу різання при токарній обробці, що містить датчик віброакустичних сигналів і відліковий пристрій, розміщений рухомо і співвісно з різцем, який відрізняється тим, що в пристрій контролю процесу різання для токарної обробки додатково введено два датчики віброакустичних сигналів та муфту, встановлену на різці, при цьому датчики розміщені на ній радіально в одній площині та з'єднані з блоком порівняння, підсилювачем і...
Спосіб контролю стану електроерозійного процесу різання
Номер патенту: 40075
Опубліковано: 16.07.2001
Автори: Поляков Святослав Петрович, Калєйніков Геннадій Євгенійович, Небилиця Юрій Миколайович
МПК: B23H 1/00
Мітки: електроерозійного, спосіб, різання, процесу, стану, контролю
Формула / Реферат:
Спосіб контролю стану електроерозійного процесу різання, що включає реєстрацію та аналіз сигналів, характеризуючих процес, який відрізняється тим, що в якості сигналу використовують флуктуації енергії, яка виділяється в міжелектродному проміжку.
Система інформаційного контролю
Номер патенту: 71487
Опубліковано: 15.11.2004
Автори: Серков Олександр Анатолійович, Бреславець Віталій Сергійович, Кущієнко Олексій Олександрович
МПК: G06F 17/40
Мітки: система, контролю, інформаційного
Формула / Реферат:
Система інформаційного контролю, що містить блоки збору та виводу інформації, обробки інформації, статистики, жеребкування, порівняння, аналізу, причому блоки обробки інформації, порівняння та жеребкування підключено до основної бази інформації, яка відрізняється тим, що канал обробки інформації забезпечено додатковим блоком жеребкування, другий вхід якого підключено до першого виходу блока жеребкування, у свою чергу перший вихід блока...
Пристрій контролю і діагностики системи обробки цифрової інформації, що функціонує в модулярній арифметиці
Номер патенту: 24547
Опубліковано: 10.07.2007
Автори: Краснобаєв Віктор Анатолійович, Ілюшко Віктор Михайлович, Ілюшко Ярослав Вікторович, Зефірова Ольга Володимирівна, Хері Алі Абдуллах
МПК: G06F 11/08
Мітки: модулярній, цифрової, функціонує, діагностики, системі, арифметиці, пристрій, обробки, інформації, контролю
Формула / Реферат:
Пристрій контролю і діагностики системи обробки цифрової інформації, що функціонує в модулярній арифметиці, що містить блок обнуління, віднімач в модулярній арифметиці, блок аналізу, блок перетворення значення з модулярної арифметики в позиційний двійковий код, блок пам'яті, при цьому вхід блока обнуління є входом пристрою, а вихід блока обнуління підключено до входу...
Попередній патент: Спосіб визначення метеорологічних поправок при підготовці стрільби артилерії
Наступний патент: Спосіб захисту овочевих культур від шкідливих комах
Випадковий патент: Зубчастий редуктор