Спосіб електронно-променевої очистки внутрішньої поверхні труб
Номер патенту: 102898
Опубліковано: 25.11.2015
Автори: Рожков Олександр Дмитрович, Тутик Валерій Анатолійович, Литвиненко Елена Ігнатівна, Гришин Володимир Сергійович

Формула / Реферат
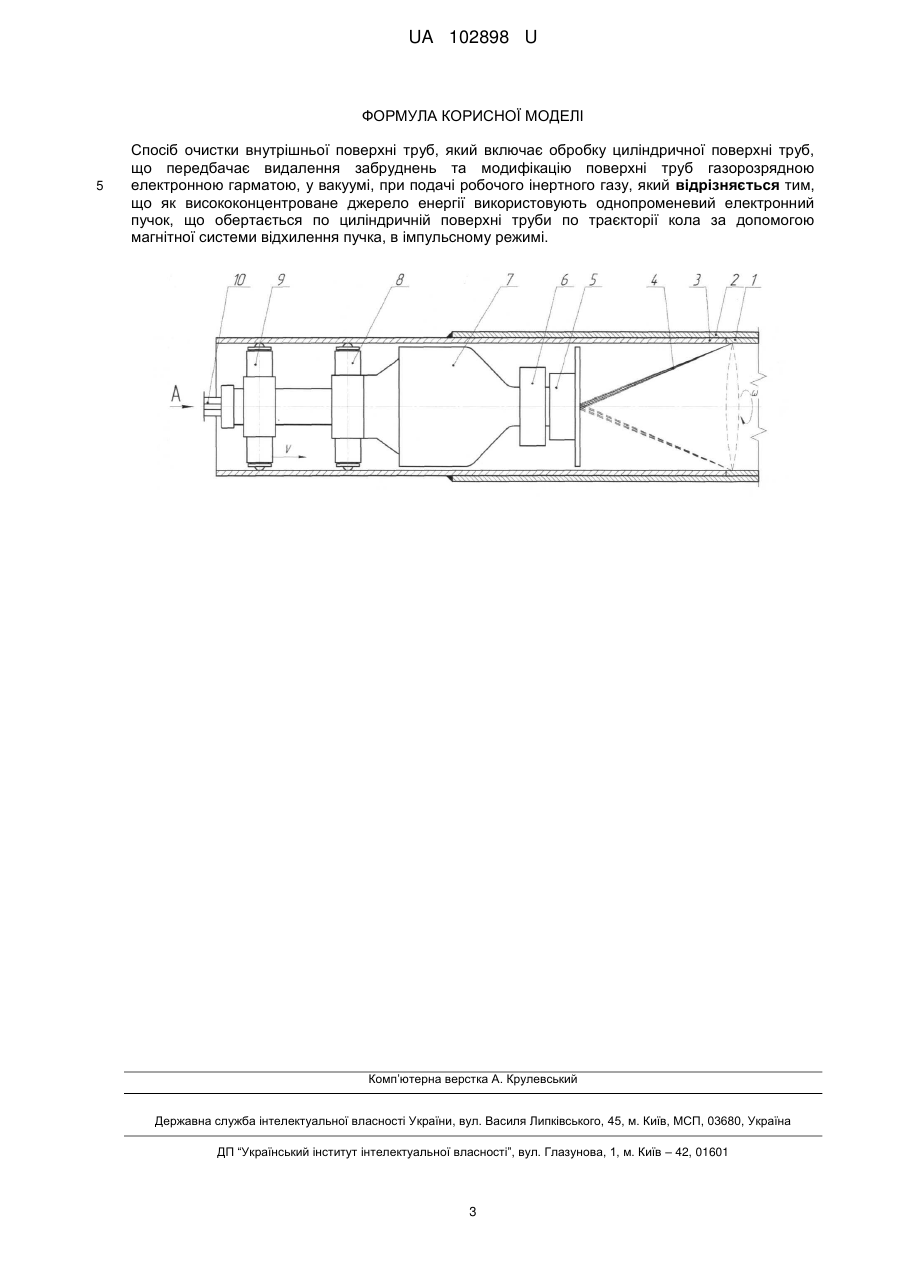
Спосіб очистки внутрішньої поверхні труб, який включає обробку циліндричної поверхні труб, що передбачає видалення забруднень та модифікацію поверхні труб газорозрядною електронною гарматою, у вакуумі, при подачі робочого інертного газу, який відрізняється тим, що як висококонцентроване джерело енергії використовують однопроменевий електронний пучок, що обертається по циліндричній поверхні труби по траєкторії кола за допомогою магнітної системи відхилення пучка, в імпульсному режимі.
Текст
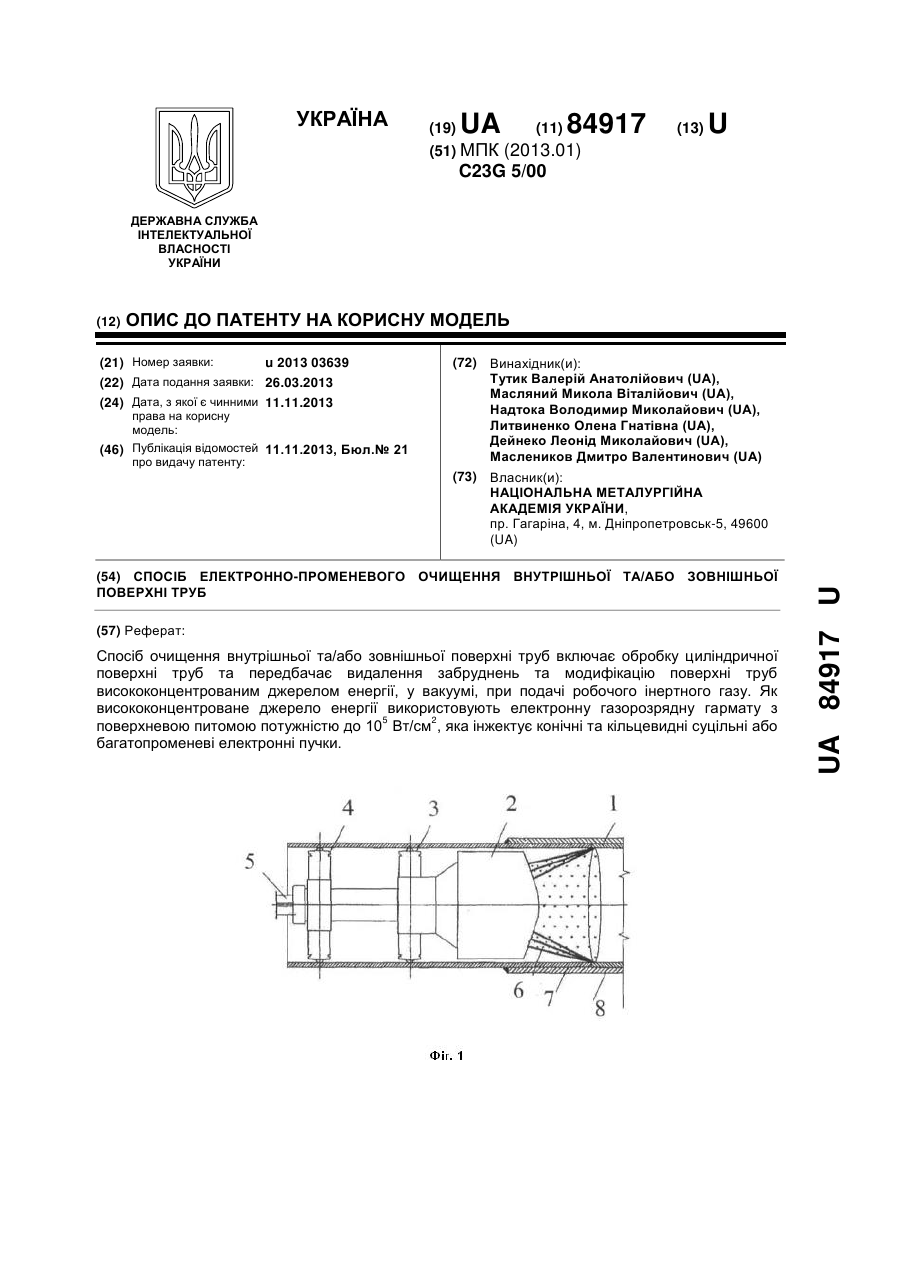
Реферат: Спосіб очистки внутрішньої поверхні труб включає обробку циліндричної поверхні труб, що передбачає видалення забруднень та модифікацію поверхні труб газорозрядною електронною гарматою, у вакуумі, при подачі робочого інертного газу. Як висококонцентроване джерело енергії використовують однопроменевий електронний пучок, що обертається по циліндричній поверхні труби по траєкторії кола за допомогою магнітної системи відхилення пучка, в імпульсному режимі. UA 102898 U (54) СПОСІБ ЕЛЕКТРОННО-ПРОМЕНЕВОЇ ОЧИСТКИ ВНУТРІШНЬОЇ ПОВЕРХНІ ТРУБ UA 102898 U UA 102898 U 5 10 15 20 25 30 35 40 45 50 55 Корисна модель належить до способів термічної обробки, зокрема до обробки виробів висококонцентрованими джерелами енергії у вакуумі, та може бути використана для очистки внутрішньої поверхні труб від забруднень та мастила та підготовки поверхні перед нанесенням покриттів. Відомий спосіб, який реалізується на пристрої плазмової очистки циліндричних поверхонь за місцем (Патент США 7320331 В1 С23С 14/34, опубл. 22.01.2008 р.), при якому у процесі очистки використовується плазма, що генерується по місцю за допомогою пристрою плазмової очистки циліндричних поверхонь мішені та підшару одночасно або роздільно. Недоліками цього пристрою є використання магнітного поля, коштовного магнетронного обладнання, складність пристрою для очищення, складність регулювання параметрів процесу очистки для досягнення оптимального ступеня очищення, низький КПД, неможливість отримання високої концентрації енергії з-за переходу в електродуговий розряд. Найбільш близьким аналогом по результату, що досягається, і технічній суті до заявленого технічного рішення є спосіб електронно-променевого очищення внутрішньої та/або зовнішньої поверхні труб (Патент України на корисну модель UA 84917 МПК7 С23G 5/00, опубл. 11.11.2013 p.). Він полягає в спрямованому впливі високоенергетичного потоку електронів газорозрядної електронної гармати, переміщенні електронно-променевого вузла вздовж труби. Очистку здійснюють шляхом дії електронного струменя у формі конуса; скануванням електронного струменя по поверхні труби, в результаті чого оброблюється вся внутрішня поверхня труби. Спосіб реалізується за допомогою пристрою, що складається з вузла очистки, в який входить газорозрядна електронна гармата на основі високовольтного тліючого розряду, що може працювати в умовах низького вакууму 10-13,3 Па нейтрального газу та інжектувати електронний конусний та кільцевидний суцільний або багатопроменевий промінь, та блока електропостачання гармати. Спосіб дозволяє знімати шар забруднень з поверхні або модифікувати поверхню труби. Проте цей спосіб має недоліки. З конусним профілем струменя питома потужність є низькою, тепло з оброблюваної ділянки труби розповсюджується на інший матеріал труби, та як наслідок, необроблена поверхня піддається термічному впливу, енергія використовується неекономно, вартість обробки зростає, та, як наслідок, очистка може здійснюватись неякісно та не повністю. Задачею корисної моделі, що пропонується, є підвищення питомої потужності при очистці у 10 та більше разів, зростання швидкості обробки, економія енергії, підвищення якості очистки робочої поверхні труби. Суть пропонованої корисної моделі способу очистки внутрішньої поверхні труб полягає в спрямованому впливі високоенергетичного потоку електронів газорозрядної електронної гармати, переміщенні електронно-променевого вузлу вздовж труби, регулюванні потужності випромінювання для оптимального очищення та/або оплавлення поверхні труби. Очистку здійснюють шляхом дії однопроменевого електронного струменя, що обертається по циліндричній поверхні труби по траєкторії кола за допомогою магнітної системи відхилення пучка, в імпульсному режимі; скануванням електронного струменя по поверхні труби, у ході поступального руху всередині труби вузлу очистки електронної гармати, в результаті чого оброблюється вся внутрішня поверхня труби. Взаємозв'язок енергетичних, геометричних та часових параметрів електронного променя з технологічними характеристиками процесу обробки розкритий в роботі [Рыкалин Н.Н., Зуев И.В., Углов А.А. Основы электронно-лучевой обработки материалов. - М.: Машиностроение, 1978. - 239 с]. При обробці конструкційних матеріалів, у тому числі сталі, загальна кількість матеріалу М, що видаляється за один імпульс, залежить від енергії в імпульсі Е, тривалості імпульсу т, та теплофізичних властивостей матеріалу. Залежність кількості матеріалу М, що n видаляється, від енергії в імпульсі має ступінний характер: М=К·Е , де К і n коефіцієнти, які залежать від оброблюваного матеріалу. Вплив інших параметрів, таких як електричний струмінь променя, прискорююче напруження та тривалість імпульсу, характеризується більш складною залежністю. -4 -1 При вказаних умовах збільшення енергії імпульсу Е від 10 до 10 Дж призводить до -7 -4 збільшення кількості матеріалу, що видаляється, від 10 до 10 г. Матеріал з зони обробки видаляється вибуховидно, у вигляді атомів пари, іонів та рідких крапель. Частота слідування вибухів залежить від енергії імпульсу та лежить в діапазоні десятих долів мегагерцу. Швидкість обробки v збільшується як показова функція від струменя променя та носить -3 екстремальний характер залежно від тривалості імпульсу [1]. Так, для енергії Е=5·10 Дж при 1 UA 102898 U 5 10 15 20 25 30 35 40 45 50 55 зменшенні тривалості імпульсу від 45 до 4,5 мкс швидкість обробки збільшується в 2,8 разів, -2 для енергії 10 Дж - в 6,3 рази. Чим менше тривалість імпульсу, тим менше тепла втрачається на сусідній матеріал та розсіювання поза зоною опромінювання. Якщо імпульс достатньо короткий, а густина енергії достатньо висока, то невеликий об'єм металу може бути розплавлений та випарений до того, як тепло з зони опромінення встигне розповсюдитися на сусідній матеріал. Частота слідування імпульсів впливає на температуру обробки матеріалу, яка змінюється після закінчення дії кожного моменту імпульсу. Якщо частота слідування більше мінімально 2 -2 2 допустимого значення fKp=a/30R , де а - коефіцієнт температуропровідності (а=3,45·10 см /с для сталі), R - радіус електронного променя, то результат обробки буде залежати тільки від енергії потужності Тому при обробці однопроменевим імпульсним електронним струменем, що обертається, поверхневий шар металу та забруднень випаровується і досягається вирівнювання неоднорідностей поверхні. Може відбуватися також оплавлення та обезжирювання поверхневого шару виробу. Суть пропонованої корисної моделі способу електронно-променевого очищення внутрішньої поверхні труб за допомогою газорозрядної електронної гармати показана на кресленні. Спосіб реалізується за допомогою пристрою, що складається з наступних позицій, де 1 - оброблювана труба; 2 - фіксуюча труба; 3 - напрямна труба; 4 - електронний пучок; 5 - система відхилення; 6 система фокусування; 7 - газорозрядна електронна гармата; 8, 9 - напрямні; 10 - система живлення та охолодження. Спосіб дозволяє модифікувати або знімати шар з поверхні, очистка ведеться у вакуумі з ККД більше 95 %. Низьковакуумна газорозрядна електронна гармата (НГЕП) на основі високовольтного тліючого розряду може працювати умовах низького вакууму 10-13,3 Па нейтрального газу і створювати електронні пучки (ЕП) різного профілю. Проектування НГЕП виконано таким чином, щоб електронна гармата задовольняла наступним параметрам: Прискорюючи напруга - U
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of electron-beam cleaning inner surface of pipes
Автори англійськоюTutyk Valerii Anatoliiovych, Rozhkov Oleksandr Dmytrovych, Lytvynenko Elena Ihnativna, Hryshyn Volodymyr Serhiiovych
Назва патенту російськоюСпособ электронно-лучевой очистки внутренней поверхности труб
Автори російськоюТутик Валерий Анатольевич, Рожков Александр Дмитриевич, Литвиненко Елена Игнатьевна, Гришин Владимир Сергеевич
МПК / Мітки
МПК: B08B 9/027, C23G 5/00
Мітки: спосіб, труб, внутрішньої, очистки, електронно-променевої, поверхні
Код посилання
<a href="https://ua.patents.su/5-102898-sposib-elektronno-promenevo-ochistki-vnutrishno-poverkhni-trub.html" target="_blank" rel="follow" title="База патентів України">Спосіб електронно-променевої очистки внутрішньої поверхні труб</a>
Спосіб електронно-променевого очищення внутрішньої та/або зовнішньої поверхні труб
Номер патенту: 84917
Опубліковано: 11.11.2013
Автори: Масляний Микола Віталійович, Тутик Валерій Анатолійович, Маслеников Дмитро Валентинович, Надтока Володимир Миколайович, Дейнеко Леонід Миколайович, Литвиненко Олена Гнатівна
МПК: C23G 5/00
Мітки: очищення, внутрішньої, зовнішньої, електронно-променевого, труб, спосіб, поверхні
Формула / Реферат:
Спосіб очищення внутрішньої та/або зовнішньої поверхні труб, який включає обробку циліндричної поверхні труб, що передбачає видалення забруднень та модифікацію поверхні труб висококонцентрованим джерелом енергії, у вакуумі, при подачі робочого інертного газу, який відрізняється тим, що як висококонцентроване джерело енергії використовують електронну газорозрядну гармату з поверхневою питомою потужністю до 105 Вт/см2, яка інжектує конічні та...
Спосіб очистки внутрішньої поверхні труб
Номер патенту: 23029
Опубліковано: 30.06.1998
Автор: Балтаханов Абдіхамітхан Мойдінович
Мітки: внутрішньої, спосіб, очистки, поверхні, труб
Формула / Реферат:
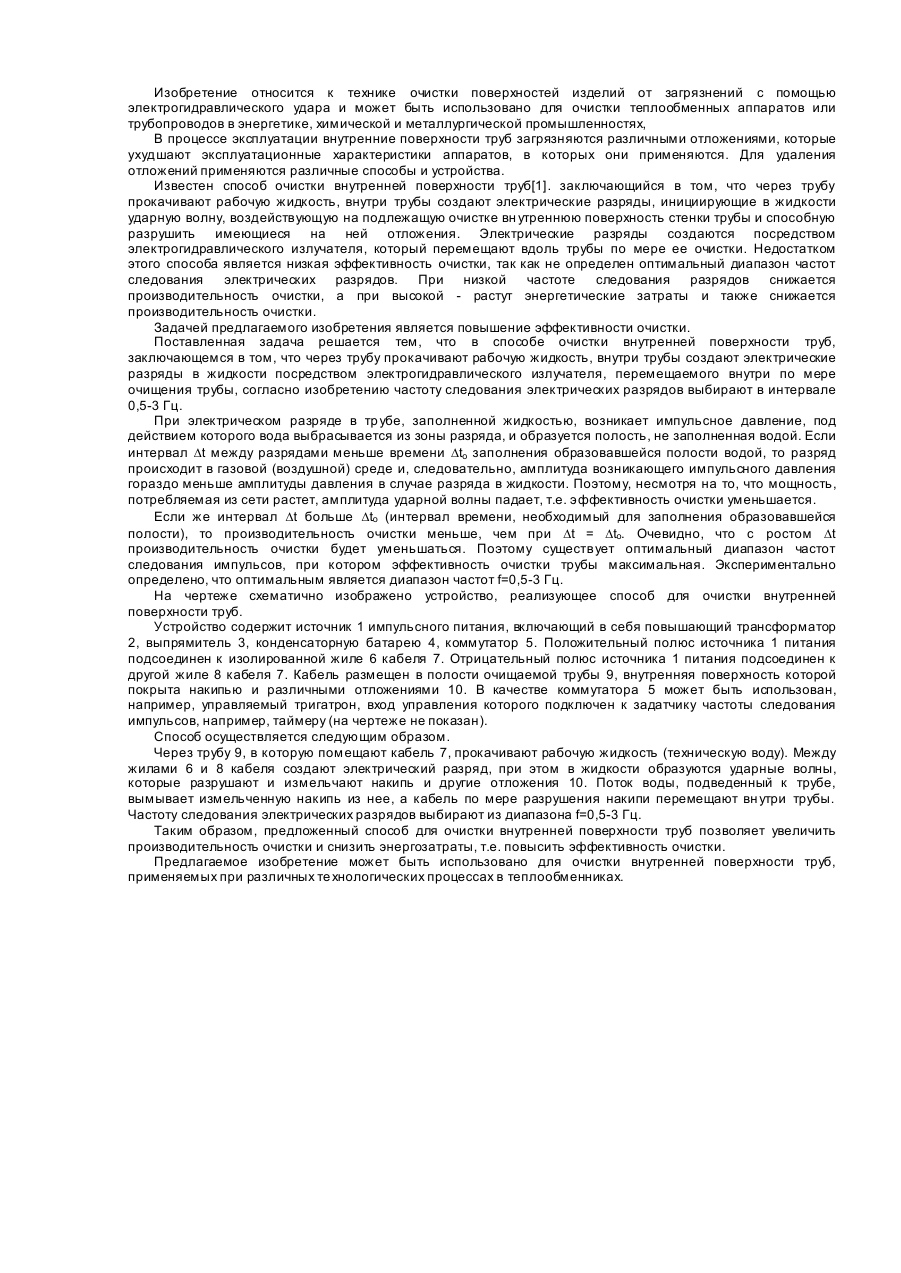
Способ очистки внутренней поверхности труб, заключающийся в том, что через трубу прокачивают рабочую жидкость, внутри трубы создают электрические разряды в жидкости посредством электрогидравлического излучателя, перемещаемого внутри по мере очищения трубы, отличающийся тем, что частоту следования электрических разрядов выбирают в интервале 0,5-3 Гц.
Спосіб очистки внутрішньої поверхні труб
Номер патенту: 23028
Опубліковано: 30.06.1998
Автор: Балтаханов Абдіхамітхан Мойдінович
Мітки: поверхні, труб, спосіб, внутрішньої, очистки
Формула / Реферат:
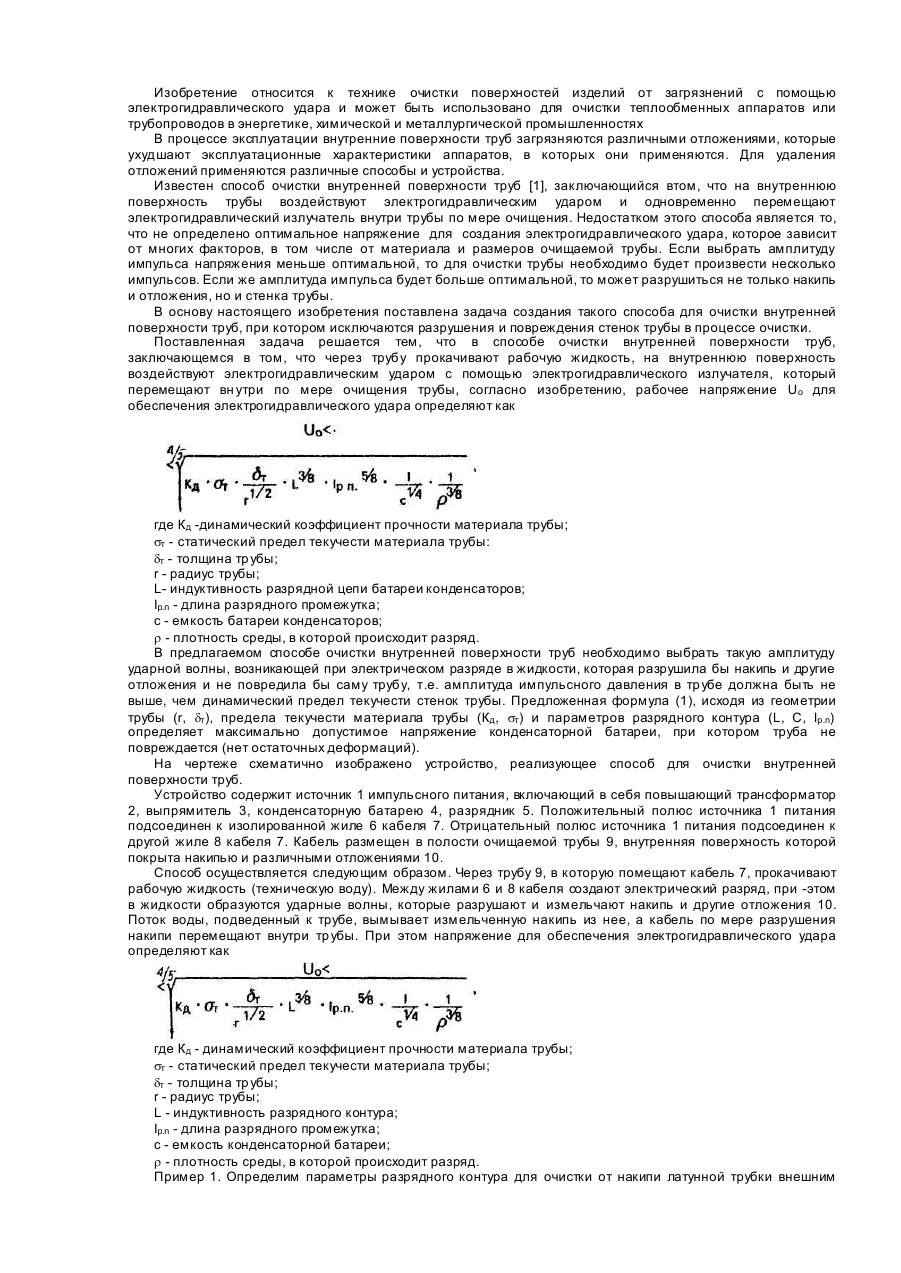
Способ очистки поверхности труб, заключающийся в том, что через трубу прокачивают рабочую жидкость, на внутреннюю поверхность воздействуют электрогидравлическим ударом с помощью электрогидравлического излучателя, перемещаемого внутри по мере очищения трубы, отличающийся тем, что рабочее напряжение Vо для обеспечения электрогидравлического удара определяют как:где Кд - динамический коэффициент прочности материала трубы;sт...
Пристрій для очистки внутрішньої поверхні труб
Номер патенту: 33122
Опубліковано: 15.02.2001
Автори: Тимошенко Олексій Антонович, Єрьомін Михайло Іванович
Мітки: очистки, внутрішньої, труб, поверхні, пристрій
Текст:
...у трубах по січенню росгтоділені нерівномірно. Найбільш твердий шар прилягає до внутрішньої поверхні, а до центру твердість шару відкладень зменшується. Враховуючи цей факт, пропонована конструкція забеспечує зменшення навантаження на зуби з збільшенням діаметра об робляємого в відкладенях отвору. Це відбувається за рахунок того, що обгинаюча що проведена по вершинам зубів утворює криву таким чином , що її початок знаходиться на найвиш...
Пристрій для очистки інею з внутрішньої поверхні труб
Номер патенту: 8651
Опубліковано: 30.09.1996
Автор: Войтко Андрій Маркович
МПК: F25D 21/06
Мітки: пристрій, очистки, внутрішньої, труб, інею, поверхні
Формула / Реферат:
Устройство для удаления инея с внутренней поверхности труб, содержащее размещенный внутри трубы полый приводной вал с продольным пазом во всей его длине, внутри которого установлен неподвижный винт с гайкой, связанной шпонкой со свободно размещенной на валу втулкой, и жестко укрепленный на последней щеткодержатель с элементом для крепления щеток, отличающееся тем, что, с целью повышения надежности при работе, держатель содержит радиально...
Попередній патент: Ракета самонаведення
Наступний патент: Дводисковий сошник з мехатронним пристроєм
Випадковий патент: Зразок для випробування на стиск