Спосіб виготовлення щіткового ущільнення
Номер патенту: 103566
Опубліковано: 25.10.2013
Автори: Коцюба Віктор Юрьевич, Рябов Костянтин Ілліч, Богуслаєв Вячеслав Олександрович, Пирогов Леонід Олексійович


Формула / Реферат
1. Спосіб виготовлення щіткового ущільнення, який полягає в тому, що виконують формування щіткових елементів (ЩЕ), укладають ЩЕ по кільцевій поверхні із заданим кутом нахилу, фіксують ЩЕ, приєднують корпусні деталі ущільнення і зварюють із ЩЕ, який відрізняється тим, що укладання ЩЕ здійснюють у кільцевому магазині, що має пази, в які укладають ЩЕ, причому пази розташовані на його верхній поверхні під кутом, що відповідає куту нахилу ЩЕ щіткового ущільнення.
2. Спосіб за п. 1, який відрізняється тим, що формування ЩЕ, виконують шляхом нарізки на заданий розмір пучків дроту.
3. Спосіб за п. 1, який відрізняється тим, що фіксацію ЩЕ, виконують шляхом затискання виступаючих за межі кільцевого магазина вільних кінців ЩЕ між втулками, причому нижню втулку встановлюють усередину кільцевого магазина.
4. Спосіб за п. 3, який відрізняється тим, що нижню втулку встановлюють у кільцевий магазин по ковзній посадці, а ЩЕ укладають із упором у кільцевий виступ втулки.
5. Спосіб за п. 1, який відрізняється тим, що приєднання корпусних деталей виконують шляхом встановлення зверху на кільцевий магазин верхньої корпусної деталі і фіксуючого стакана, що забезпечує утворення технологічного виступу і фіксацію ЩЕ по діаметру, видалення кільцевого магазина, і укладення зібраного вузла на нижню корпусну деталь, потім жорстко закріплюють зібраний вузол між кришками зварювального стапеля, а зварювання роблять після видалення фіксуючого стакана, після чого видаляють кришки стапеля і втулки.
Текст
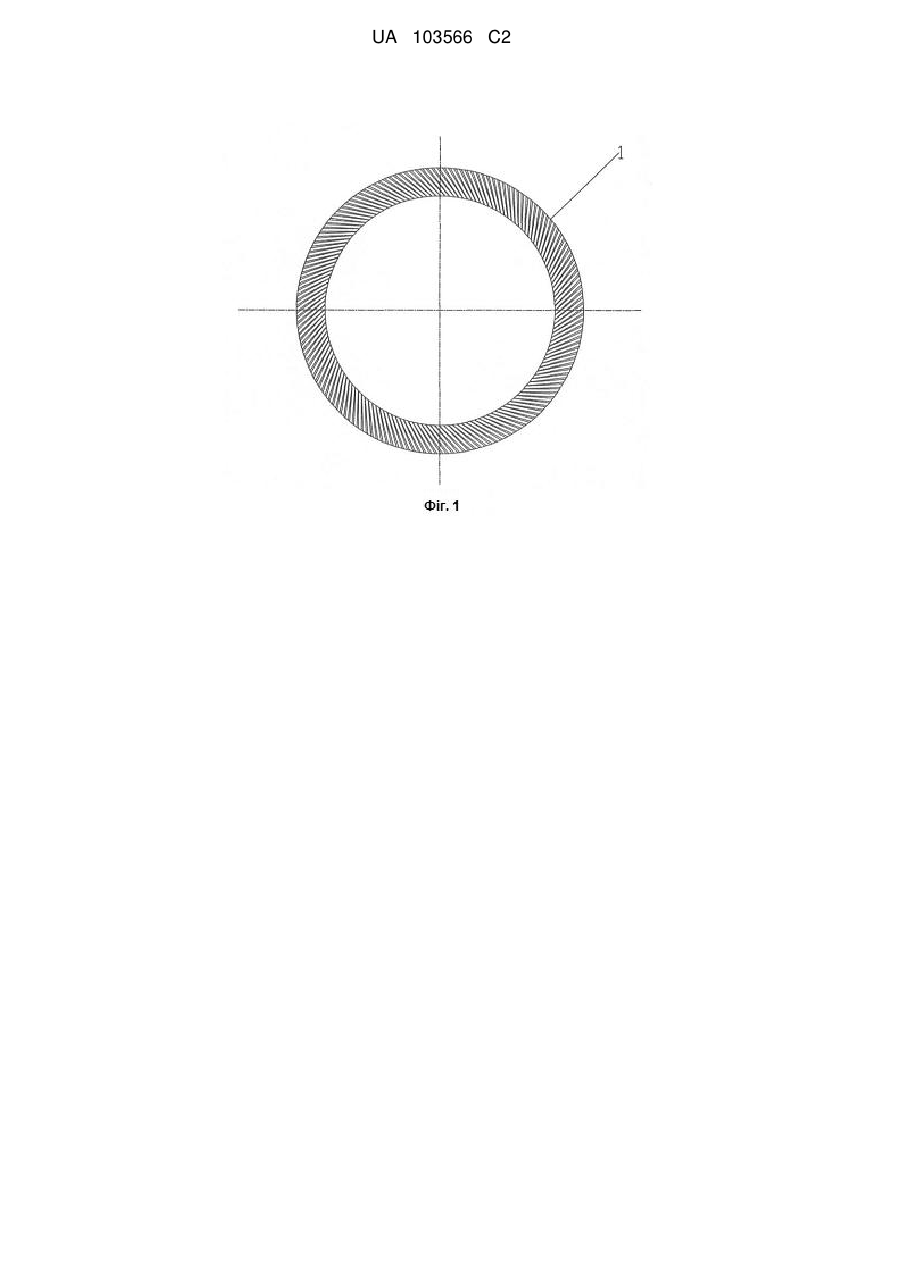
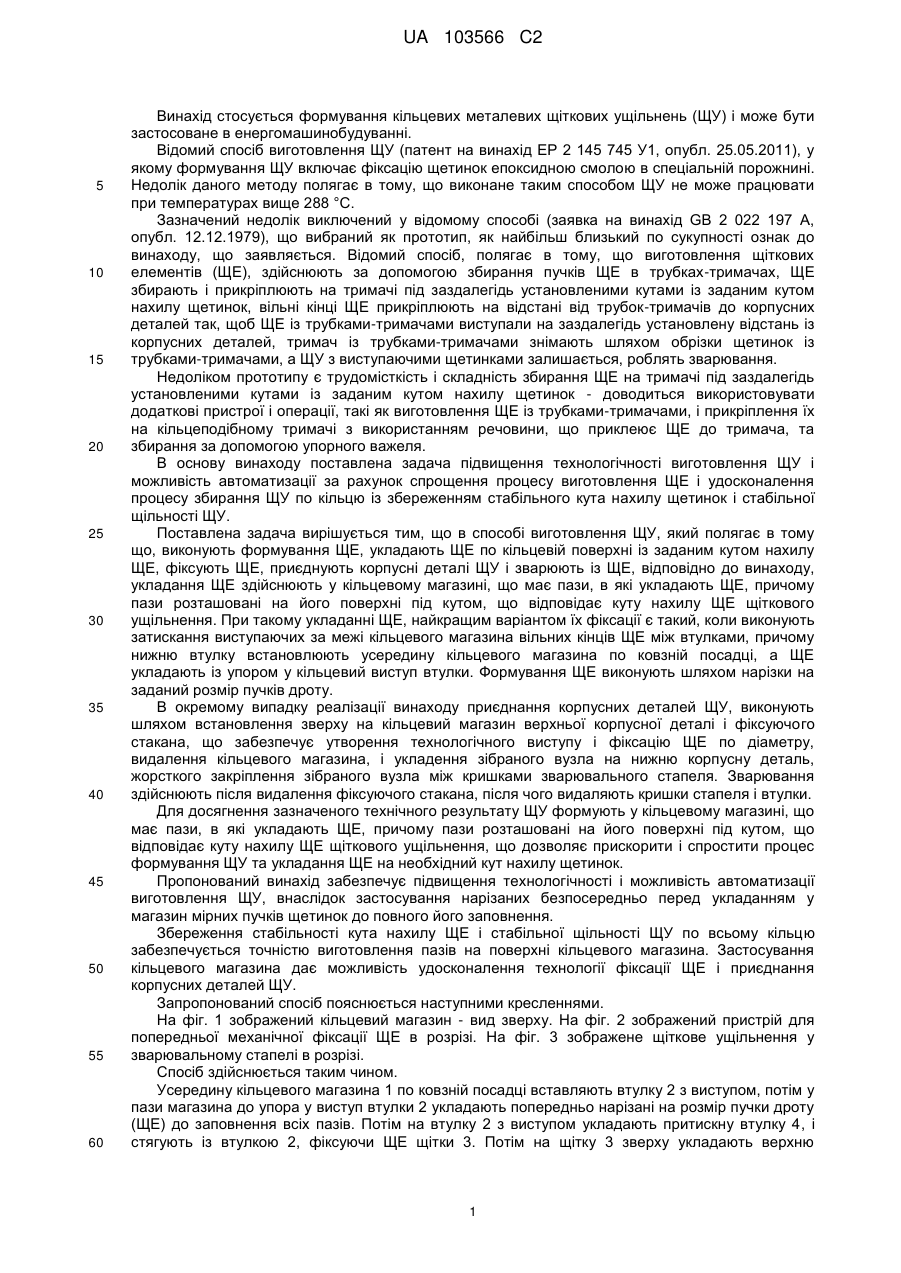
Реферат: В способі виготовлення щіткового ущільнення формують щіткові елементи (ЩЕ), укладають ЩЕ по кільцевій поверхні із заданим кутом нахилу, фіксують ЩЕ, приєднують корпусні деталі ущільнення і зварюють із ЩЕ. Укладання ЩЕ здійснюють у кільцевому магазині, що має пази, в які укладають ЩЕ, причому пази розташовані на його верхній поверхні під кутом, що відповідає куту нахилу ЩЕ щіткового ущільнення. UA 103566 C2 (12) UA 103566 C2 UA 103566 C2 5 10 15 20 25 30 35 40 45 50 55 60 Винахід стосується формування кільцевих металевих щіткових ущільнень (ЩУ) і може бути застосоване в енергомашинобудуванні. Відомий спосіб виготовлення ЩУ (патент на винахід ЕР 2 145 745 У1, опубл. 25.05.2011), у якому формування ЩУ включає фіксацію щетинок епоксидною смолою в спеціальній порожнині. Недолік даного методу полягає в тому, що виконане таким способом ЩУ не може працювати при температурах вище 288 °C. Зазначений недолік виключений у відомому способі (заявка на винахід GB 2 022 197 А, опубл. 12.12.1979), що вибраний як прототип, як найбільш близький по сукупності ознак до винаходу, що заявляється. Відомий спосіб, полягає в тому, що виготовлення щіткових елементів (ЩЕ), здійснюють за допомогою збирання пучків ЩЕ в трубках-тримачах, ЩЕ збирають і прикріплюють на тримачі під заздалегідь установленими кутами із заданим кутом нахилу щетинок, вільні кінці ЩЕ прикріплюють на відстані від трубок-тримачів до корпусних деталей так, щоб ЩЕ із трубками-тримачами виступали на заздалегідь установлену відстань із корпусних деталей, тримач із трубками-тримачами знімають шляхом обрізки щетинок із трубками-тримачами, а ЩУ з виступаючими щетинками залишається, роблять зварювання. Недоліком прототипу є трудомісткість і складність збирання ЩЕ на тримачі під заздалегідь установленими кутами із заданим кутом нахилу щетинок - доводиться використовувати додаткові пристрої і операції, такі як виготовлення ЩЕ із трубками-тримачами, і прикріплення їх на кільцеподібному тримачі з використанням речовини, що приклеює ЩЕ до тримача, та збирання за допомогою упорного важеля. В основу винаходу поставлена задача підвищення технологічності виготовлення ЩУ і можливість автоматизації за рахунок спрощення процесу виготовлення ЩЕ і удосконалення процесу збирання ЩУ по кільцю із збереженням стабільного кута нахилу щетинок і стабільної щільності ЩУ. Поставлена задача вирішується тим, що в способі виготовлення ЩУ, який полягає в тому що, виконують формування ЩЕ, укладають ЩЕ по кільцевій поверхні із заданим кутом нахилу ЩЕ, фіксують ЩЕ, приєднують корпусні деталі ЩУ і зварюють із ЩЕ, відповідно до винаходу, укладання ЩЕ здійснюють у кільцевому магазині, що має пази, в які укладають ЩЕ, причому пази розташовані на його поверхні під кутом, що відповідає куту нахилу ЩЕ щіткового ущільнення. При такому укладанні ЩЕ, найкращим варіантом їх фіксації є такий, коли виконують затискання виступаючих за межі кільцевого магазина вільних кінців ЩЕ між втулками, причому нижню втулку встановлюють усередину кільцевого магазина по ковзній посадці, а ЩЕ укладають із упором у кільцевий виступ втулки. Формування ЩЕ виконують шляхом нарізки на заданий розмір пучків дроту. В окремому випадку реалізації винаходу приєднання корпусних деталей ЩУ, виконують шляхом встановлення зверху на кільцевий магазин верхньої корпусної деталі і фіксуючого стакана, що забезпечує утворення технологічного виступу і фіксацію ЩЕ по діаметру, видалення кільцевого магазина, і укладення зібраного вузла на нижню корпусну деталь, жорсткого закріплення зібраного вузла між кришками зварювального стапеля. Зварювання здійснюють після видалення фіксуючого стакана, після чого видаляють кришки стапеля і втулки. Для досягнення зазначеного технічного результату ЩУ формують у кільцевому магазині, що має пази, в які укладають ЩЕ, причому пази розташовані на його поверхні під кутом, що відповідає куту нахилу ЩЕ щіткового ущільнення, що дозволяє прискорити і спростити процес формування ЩУ та укладання ЩЕ на необхідний кут нахилу щетинок. Пропонований винахід забезпечує підвищення технологічності і можливість автоматизації виготовлення ЩУ, внаслідок застосування нарізаних безпосередньо перед укладанням у магазин мірних пучків щетинок до повного його заповнення. Збереження стабільності кута нахилу ЩЕ і стабільної щільності ЩУ по всьому кільцю забезпечується точністю виготовлення пазів на поверхні кільцевого магазина. Застосування кільцевого магазина дає можливість удосконалення технології фіксації ЩЕ і приєднання корпусних деталей ЩУ. Запропонований спосіб пояснюється наступними кресленнями. На фіг. 1 зображений кільцевий магазин - вид зверху. На фіг. 2 зображений пристрій для попередньої механічної фіксації ЩЕ в розрізі. На фіг. 3 зображене щіткове ущільнення у зварювальному стапелі в розрізі. Спосіб здійснюється таким чином. Усередину кільцевого магазина 1 по ковзній посадці вставляють втулку 2 з виступом, потім у пази магазина до упора у виступ втулки 2 укладають попередньо нарізані на розмір пучки дроту (ЩЕ) до заповнення всіх пазів. Потім на втулку 2 з виступом укладають притискну втулку 4, і стягують із втулкою 2, фіксуючи ЩЕ щітки 3. Потім на щітку 3 зверху укладають верхню 1 UA 103566 C2 5 корпусну деталь 5 і стакан 9. Стакан 9 забезпечує утворення технологічного виступу для зварювання ЩЕ з корпусними деталями і фіксує щітку по діаметру. Весь вузол, що складається з деталей 2, 3, 4, 5, 9, знімають із кільцевого магазину 1 і укладають на нижню корпусну деталь 6 і кришку 8 зварювального стапеля, зверху на вузол надягають кришку 7 зварювального стапеля. Кришки 7 і 8 стягують між собою, фіксуючи щіткове ущільнення. Стакан 9 знімають і роблять зварювання деталей 5, 3 і 6 по місцю виступу щітки. Кришки 7, 8 і втулки 2, 4 знімають. Далі виконують остаточну обробку ЩУ. ФОРМУЛА ВИНАХОДУ 10 15 20 25 1. Спосіб виготовлення щіткового ущільнення, який полягає в тому, що виконують формування щіткових елементів (ЩЕ), укладають ЩЕ по кільцевій поверхні із заданим кутом нахилу, фіксують ЩЕ, приєднують корпусні деталі ущільнення і зварюють із ЩЕ, який відрізняється тим, що укладання ЩЕ здійснюють у кільцевому магазині, що має пази, в які укладають ЩЕ, причому пази розташовані на його верхній поверхні під кутом, що відповідає куту нахилу ЩЕ щіткового ущільнення. 2. Спосіб за п. 1, який відрізняється тим, що формування ЩЕ, виконують шляхом нарізки на заданий розмір пучків дроту. 3. Спосіб за п. 1, який відрізняється тим, що фіксацію ЩЕ, виконують шляхом затискання виступаючих за межі кільцевого магазина вільних кінців ЩЕ між втулками, причому нижню втулку встановлюють усередину кільцевого магазина. 4. Спосіб за п. 3, який відрізняється тим, що нижню втулку встановлюють у кільцевий магазин по ковзній посадці, а ЩЕ укладають із упором у кільцевий виступ втулки. 5. Спосіб за п. 1, який відрізняється тим, що приєднання корпусних деталей виконують шляхом встановлення зверху на кільцевий магазин верхньої корпусної деталі і фіксуючого стакана, що забезпечує утворення технологічного виступу і фіксацію ЩЕ по діаметру, видалення кільцевого магазина, і укладення зібраного вузла на нижню корпусну деталь, потім жорстко закріплюють зібраний вузол між кришками зварювального стапеля, а зварювання роблять після видалення фіксуючого стакана, після чого видаляють кришки стапеля і втулки. 2 UA 103566 C2 Комп’ютерна верстка Л. Бурлак Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 3
ДивитисяДодаткова інформація
Автори англійськоюBohuslaiev Viacheslav Oleksandrovych
Автори російськоюБогуслаев Вячеслав Александрович
МПК / Мітки
МПК: F16J 15/00, B21K 25/00, F16J 15/32
Мітки: виготовлення, спосіб, щіткового, ущільнення
Код посилання
<a href="https://ua.patents.su/5-103566-sposib-vigotovlennya-shhitkovogo-ushhilnennya.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення щіткового ущільнення</a>
Спосіб виготовлення полотна щіткового ущільнення і пристрій для його здійснення
Номер патенту: 99427
Опубліковано: 10.08.2012
Автори: Кравченко Ігор Федорович, Яловенко Євген Віталійович, Шанькін Сергій Іванович, Яловенко Олексій Віталійович, Жеманюк Павло Дмитрович
МПК: F16J 15/32, F16J 15/00
Мітки: виготовлення, полотна, спосіб, здійснення, пристрій, ущільнення, щіткового
Формула / Реферат:
1. Спосіб виготовлення полотна щіткового ущільнення, який полягає в тому, що виконують намотування пружного матеріалу на оправку, фіксують намотаний пакет на оправці, скріплюють щетинки в пакеті, розділяють полотно на заготовки, який відрізняється тим, що формування полотна ущільнення здійснюють по спіральній багатогранній поверхні, що розташована на зовнішній поверхні оправки, фіксацію намотаного пакета здійснюють для кожної окремої...
Магніторідинне ущільнення та спосіб виготовлення магніторідинного ущільнення
Номер патенту: 83876
Опубліковано: 26.08.2008
Автори: Гурський Андрій Миколайович, Казакуца Олександр Володимирович, Радіонов Олександр Володимирович, Виноградов Олександр Миколайович, Тіхонов Андрій Сергійович
МПК: F16J 15/43, F16J 15/40
Мітки: магніторідинного, спосіб, виготовлення, магніторідинне, ущільнення
Формула / Реферат:
1. Магніторідинне ущільнення, що має корпус, кільцевий постійний магніт, установлений в корпусі, полюсні наконечники, на робочих поверхнях яких виконані кільцеві зубці, магнітну рідину в робочих зазорах між полюсними наконечниками і рухомим валом та щонайменше дві прокладки, яке відрізняється тим, що оснащене кришкою, що утримує полюсні наконечники в корпусі, а корпус, постійний магніт, полюсні наконечники та прокладки виконані складеними з...
Спосіб виготовлення щіткового виробу та щітковий виріб, виготовлений за цим способом
Номер патенту: 44893
Опубліковано: 15.03.2002
Автор: Вайраух Георг
Мітки: виробу, способом, виріб, виготовлений, щіткового, спосіб, цим, виготовлення, щітковий
Формула / Реферат:
1. Способ изготовления щеточного изделия, содержащего пластиковый держатель и прикрепленный к нему, по меньшей мере, один пучок щетинок, образованный напряженными, стабилизированными пластиковыми мононитями, путем оплавления пучка щетинок, вводимого в канал половины пресс-формы для держателя, с образованием утолщения на его конце, выступающем в полость пресс-формы, отстоящего на некотором расстоянии от устья канала, имеющего большее сечение,...
Спосіб виготовлення керамічного карбідкремнієвого елемента пари тертя торцевого ущільнення
Номер патенту: 28894
Опубліковано: 16.10.2000
Автори: Рудко Василь Петрович, Гладій Ігор Юрієвич, Кернякевич Володимир Степанович, Ковалів Євстахій Осипович, Концур Ярослав Федорович, Филипенко Віктор Михайлович, Степанець Андрій Кирилович
МПК: F16J 15/00, C04B 35/565
Мітки: виготовлення, карбідкремнієвого, керамічного, тертя, елемента, пари, спосіб, торцевого, ущільнення
Формула / Реферат:
1. Спосіб виготовлення керамічного карбідкремнієвого елемента пари тертя торцевого ущільнення, який полягає в формуванні заготовки, її реакційному спіканні і механічній обробці, який відрізняється тим, що після операції спікання проводять механічну обробку базової поверхні і поверхні під вторинне ущільнення, наносіть фрагментарне термобар'єрне покриття шляхом азотування при температурі 1350°С і часі 2,5... год, і проводять кінцеву механічна...
Спосіб виготовлення ущільнення нерухомих і малорухомих з’єднань
Номер патенту: 72766
Опубліковано: 15.04.2005
Автори: Єдін Олександр Йосипович, Альошина Алла Володимирівна, Сахненко Сергій Олександрович, Сахненко Олександр Володимирович, Мелешко Ігор Володимирович
МПК: F16J 15/00, F16J 15/18
Мітки: малорухомих, спосіб, ущільнення, нерухомих, з'єднань, виготовлення
Формула / Реферат:
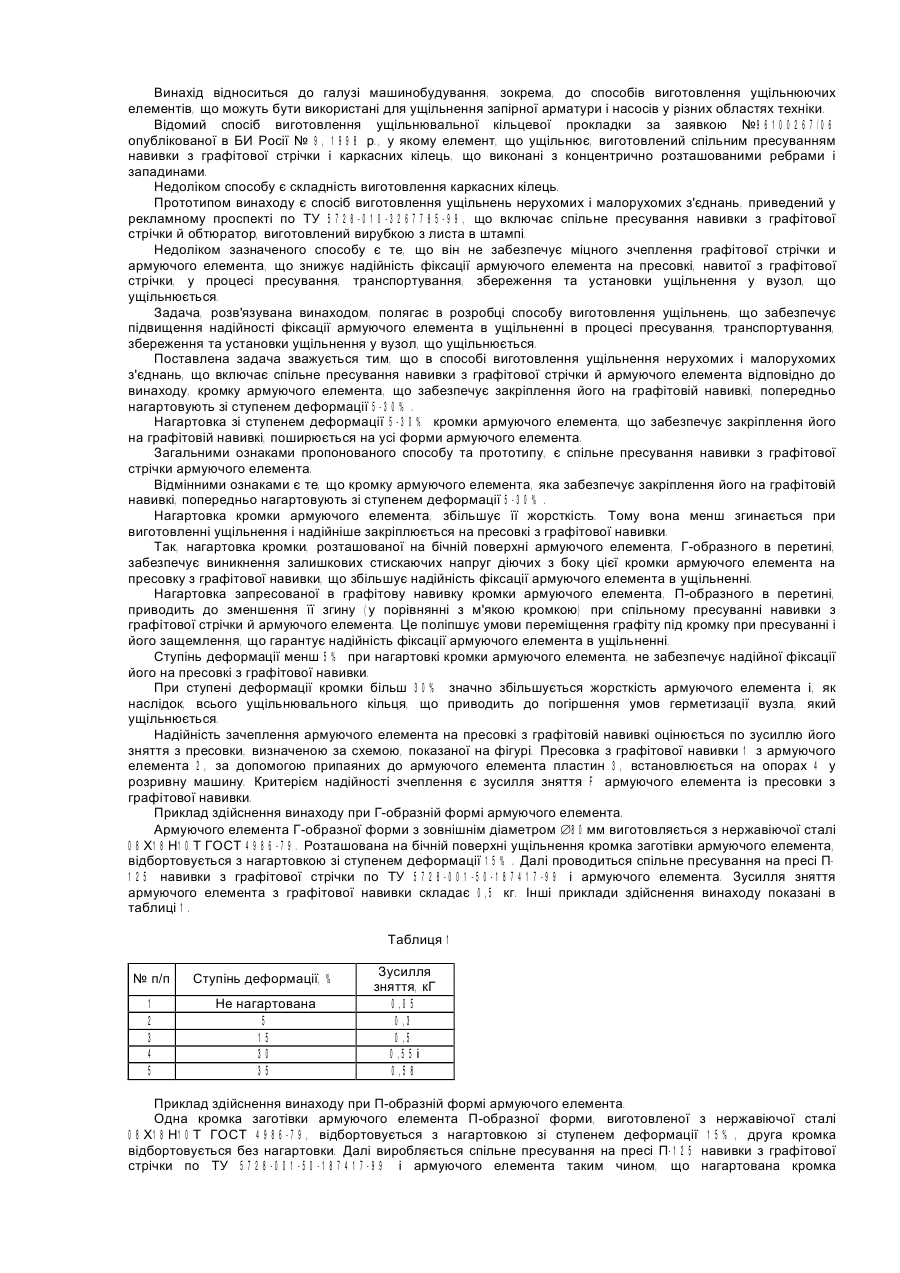
Спосіб виготовлення ущільнення нерухомих і малорухомих з'єднань, що включає спільне пресування навивання з графітової стрічки й армуючого елемента, який відрізняється тим, що кромку армуючого елемента, яка забезпечує закріплення його на графітовому навиванні, попередньо нагартовують зі ступенем деформації 5-30%.
Попередній патент: Спосіб декорування поверхонь і місць кріплення
Наступний патент: Шестеренний насос з безступінчастим регулюванням швидкості вихідного потоку
Випадковий патент: Лампа світлодіодна малої потужності для дзеркально-щілинних світильників