Спосіб виготовлення полотна щіткового ущільнення і пристрій для його здійснення
Номер патенту: 99427
Опубліковано: 10.08.2012
Автори: Яловенко Олексій Віталійович, Шанькін Сергій Іванович, Жеманюк Павло Дмитрович, Яловенко Євген Віталійович, Кравченко Ігор Федорович



Формула / Реферат
1. Спосіб виготовлення полотна щіткового ущільнення, який полягає в тому, що виконують намотування пружного матеріалу на оправку, фіксують намотаний пакет на оправці, скріплюють щетинки в пакеті, розділяють полотно на заготовки, який відрізняється тим, що формування полотна ущільнення здійснюють по спіральній багатогранній поверхні, що розташована на зовнішній поверхні оправки, фіксацію намотаного пакета здійснюють для кожної окремої заготовки уздовж спіральних граней зовнішньої поверхні оправки, скріплення щетинок і наступне розділення полотна на заготовки здійснюють уздовж граней або ребер по спіральній траєкторії, що розташована поза зоною фіксації.
2. Спосіб за п. 1, який відрізняється тим, що фіксацію намотаного пакета здійснюють шляхом притискання його до поверхні оправки фіксуючими елементами із гнучкого пружного матеріалу, натяг якого контролюють.
3. Пристрій для виготовлення полотна щіткового ущільнення, виконаний з можливістю встановлення його на технологічному обладнанні, що містить трубчату оправку, який відрізняється тим, що оправка по зовнішній поверхні має спіральну форму з рівностороннім багатокутником у будь-якому радіальному розрізі, ширина грані в багатокутнику відповідає висоті щіткового ущільнення з технологічними припусками, кут підйому спіралі відповідає куту нахилу щетинок у щітковому ущільненні й визначає крок спіральної поверхні оправки, кількість витків спіралі відповідає довжині полотна щіткового ущільнення, що виготовляється, при цьому оправку обладнано фіксуючим пристроєм, що включає натяжні гнучкі елементи, а також зачепи й натяжні елементи, розміщені із протилежних сторін спіральних граней оправки.
4. Пристрій за п. 3, який відрізняється тим, що додатково містить втулку із направляючим спіральним пазом, крок спіралі якого дорівнює кроку спіральної поверхні оправки, крім того на втулці виконані установчі поверхні для прилаштування і фіксації усередині оправки.
Текст
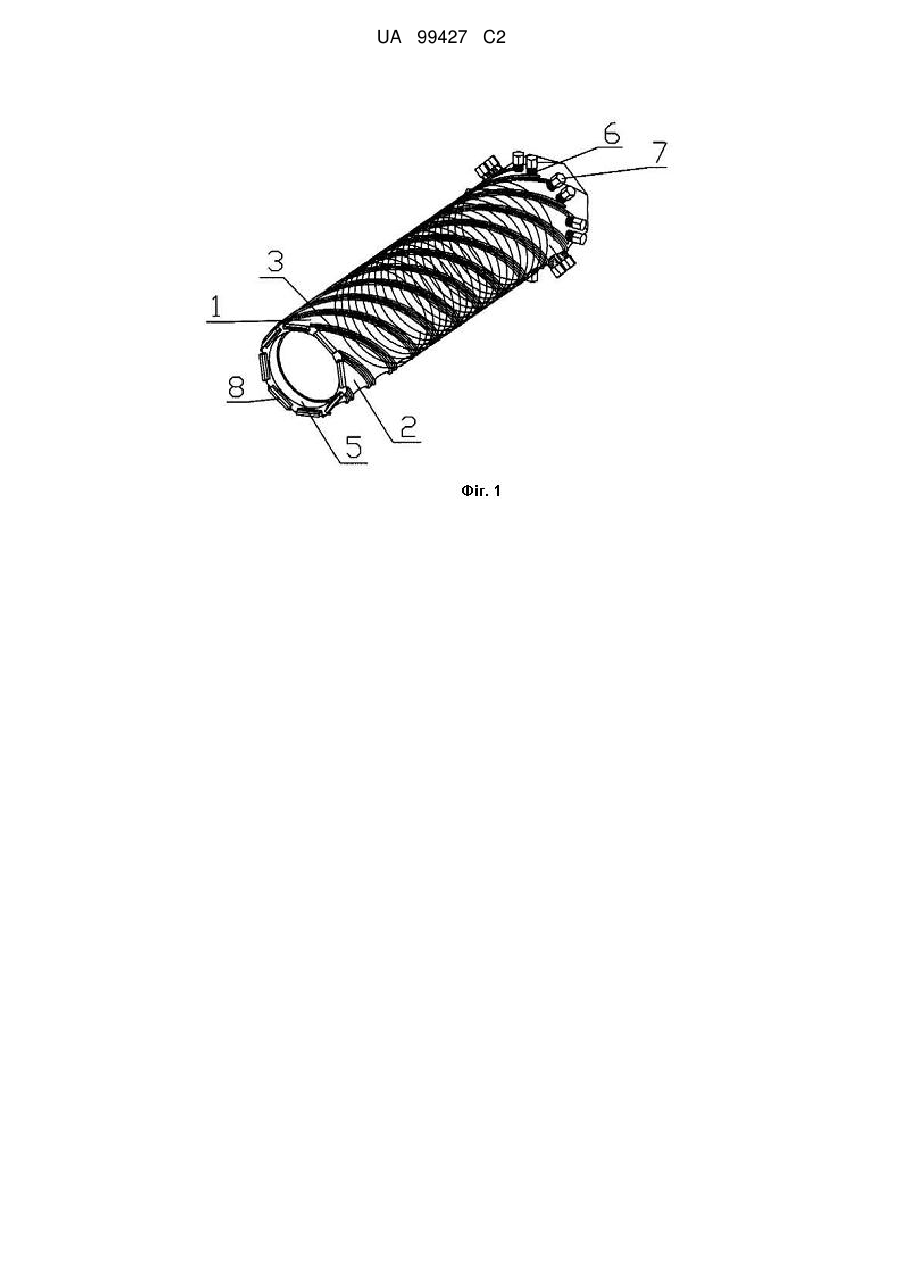
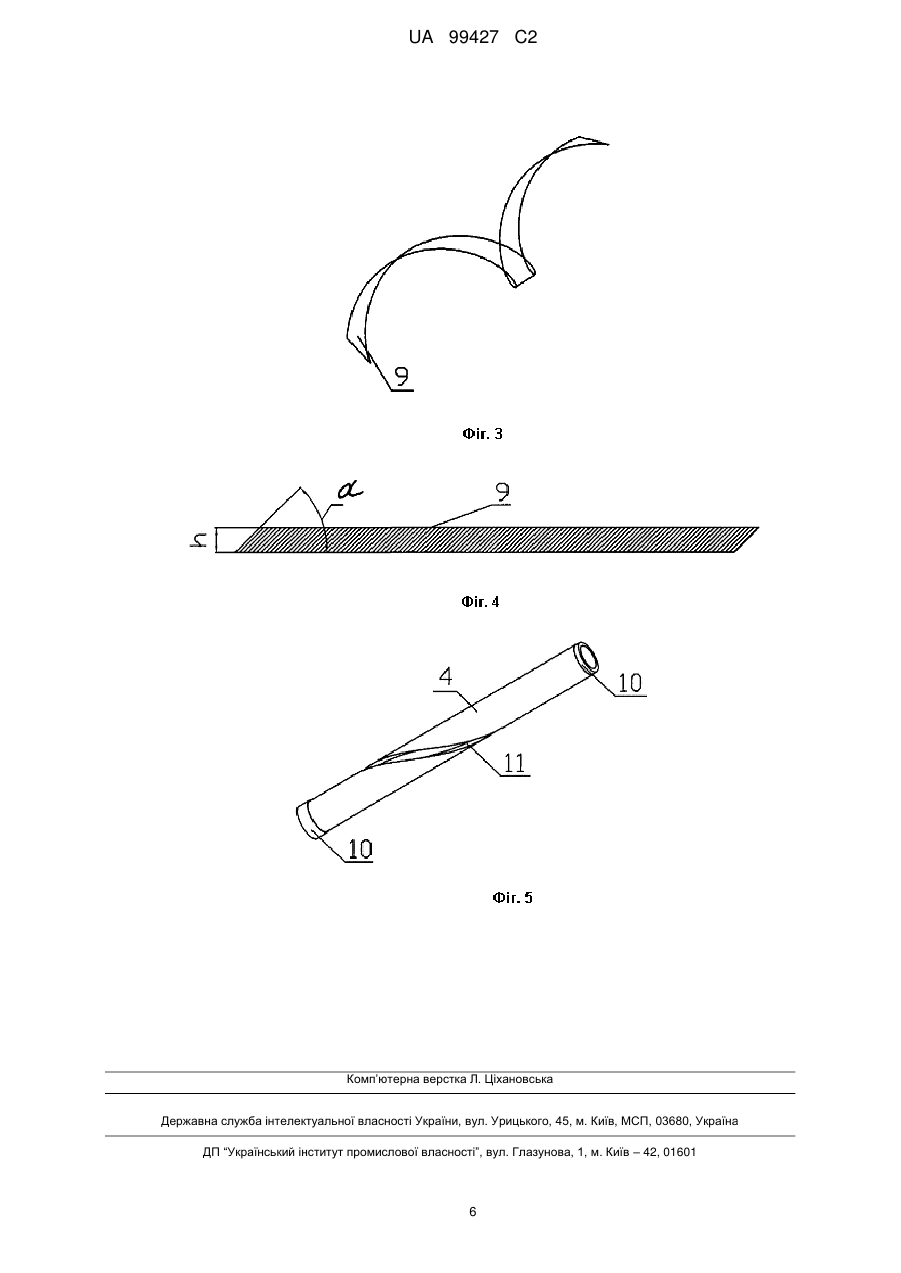
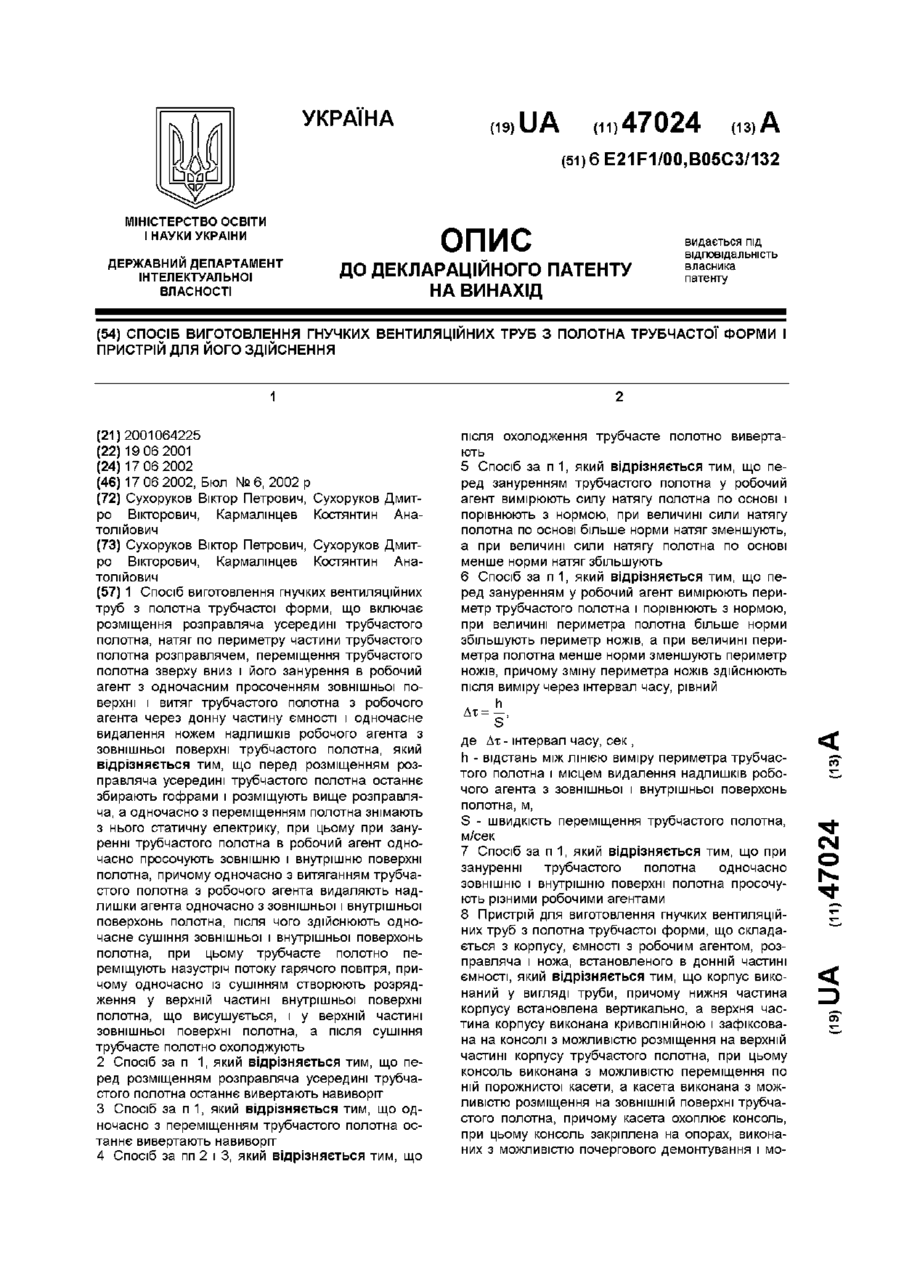
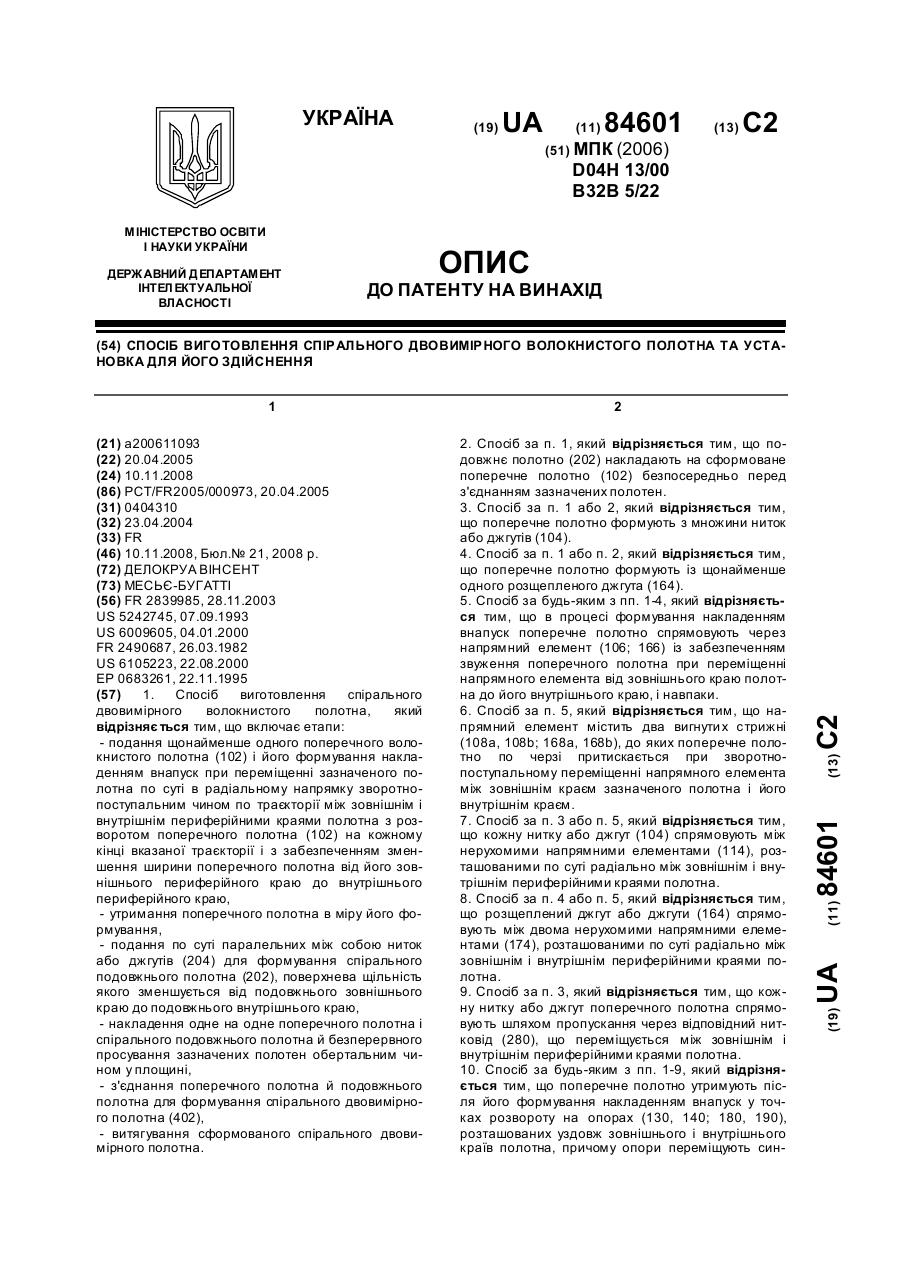
Реферат: Винахід належить до області технології виготовлення щіткових ущільнень (ЩУ) ГТД і може бути застосований в енергомашинобудуванні. Задачею винаходу є одержання полотна ЩУ зі стабільним кутом нахилу щетинок та високими показниками інших характеристик, використовуючи радіальне намотування на оправку. Задача вирішується шляхом формування полотна на оправці, що має спіральну багатогранну поверхню. Фіксацію намотаного пакета на оправці здійснюють для кожної окремої заготовки уздовж спіральних граней зовнішньої поверхні оправки. Скріплення щетинок і наступне розділення на заготовки здійснюють уздовж граней або ребер по спіральній траєкторії, що розташована поза зоною фіксації. Винахід дозволяє підвищити продуктивність і економічність одержання заготовок полотна ЩУ із заданими характеристиками при багаторазовій повторюваності процесу виготовлення, виготовлення декількох заготовок за одне намотування за рахунок виконання всіх технологічних операцій на одному пристрої без розкріплення заготовок щіткового полотна до його остаточного виготовлення на єдиній технологічній базі при всіх операціях виробництва й багаторазового використання пристрою. UA 99427 C2 (12) UA 99427 C2 UA 99427 C2 5 10 15 20 25 30 35 40 45 50 55 60 Винахід належить до області технології виготовлення щіткових ущільнень (ЩУ) ГТД і може бути застосований в енергомашинобудуванні. Відомі способи виготовлення ЩУ із щетинками розташованими під кутом до формотворної поверхні являють собою варіанти намотування волосків щетини майбутнього ущільнення на оправки циліндричної, плоскої рамкової, або тороподібної форми. При цьому у всіх виробників виникають проблеми фіксації при намотуванні волосків щетини під кутом до формотворної поверхні, що обмежує кут намотування, швидкість намотування, кількість і довжину вироблених заготовок. Відомий спосіб виготовлення ЩУ й пристрій для його здійснення [патент РФ №2210694, F16J15/32, опубл. 20.08.2003] полягає в тому, що збирають тороподібну оправку, яка складається з кільцевої основи й двох бічних кільцевих обойм. Далі звичайним способом намотують пружний матеріал на оправку, притискають його кільцевими щоками, обрізають пружний матеріал по зовнішньому діаметру оправки й скріплюють його із суміжними обоймою й щокою, а потім обрізають пружний матеріал по внутрішньому діаметру до необхідного розміру. При обрізанні пружного матеріалу по зовнішній окружності разом з ним обрізають і периферійні частини обойм разом із кріпильними елементами. При обрізанні пружного матеріалу по внутрішній окружності видаляють і прилягаючу частину оправки (основи). В останню чергу розділяють суміжні обойми й видаляють частину основи, що залишилася, одержуючи два готових комплекти ЩУ. При намотуванні на тороподібну оправку використовуються технологічні кільця для забезпечення фіксації щетинок аж до остаточного виготовлення деталей. Намотування на тороподібну оправку вимагає великої кількості дорогого оснащення для виготовлення кожного кільця із щітковим ущільненням. У тому ж патенті описаний пристрій для виготовлення ЩУ, що містить тороподібну оправку, на яку намотують пружний матеріал, що складається з основи і двох бічних кільцевих обойм, а також дві щоки, що притискають пружний матеріал до оправки після намотування, пристрій для обрізання і скріплювальне обладнання. Для фіксації пружного матеріалу по зовнішній і внутрішній кільцевих поверхнях оправки на оправці нанесені осьові насічки. Недоліком є неможливість повторного використання оправки через зміну її початкової форми після виготовлення ущільнення, тобто обрізання внутрішнього і зовнішнього діаметра оправки, а також ненадійність осьових насічок для фіксації намотуваного матеріалу під кутом до формотворної поверхні. Інший відомий спосіб виготовлення ЩУ [авторське свідоцтво СРСР № 1462918, F16J15/16, опубл. 27.11.1996] передбачає одержання похилих щетинок ущільнення за допомогою зсуву в одній площині країв плоских витків на необхідний кут. Спосіб здійснюється шляхом багатошарового намотування дроту на плоску рамкову котушку зі змінною геометрією прямими паралельними витками. Після прямого намотування безпосередньо на котушці виконують взаємний зсув протилежних круто вигнутих V-подібних ділянок витків в одній площині на заданий кут щодо осі котушки і розрізання намотаного шару дроту на котушці. Розрізання намотаного пакета проводять по двох паралельних площинах. Далі виконують формування й скріплення отриманого щіткового пакета з бічними кільцевими пластинами. Рамкова котушка, що описана в патенті, містить плоский паралелограмний механізм у вигляді двох пар шарнірно з'єднаних стрижнів і засіб фіксації їхнього положення. Однак даний варіант формування кутового нахилу щетинок не дозволяє забезпечити переміщення паралелограма при значній кількості шарів намотування через сумарний опір згинанню всіх витків у пакеті, що приводить до зміни розташування щетинок відносно один до одного й відповідно погіршує рівномірність укладання щетинок у полотні, не забезпечує необхідну щільність щетинок у заготовці і, як наслідок, витратні характеристики готового ущільнення, вимагає додаткового обладнання для наступної технологічної обробки заготовки полотна ЩУ. Відомим технічним рішенням, вибраним за прототип, є спосіб виготовлення ЩУ [патент РФ № 2 133 396, F16J 15/00, 15/16, опубл. 20.07.1999], що включає намотування дроту, який утворює ворс щітки, на циліндричну оправку, на якій установлені каркасні стрижні. Нероздільно з'єднують дріт з каркасними стрижнями й розрізають її уздовж твірної. Установлюють каркасні стрижні із дротовим ворсом у корпус ЩУ й завальцьовують у ньому. Як пристрій для намотування в патенті описаний пристрій, що містить циліндричну порожнисту оправку. У фланцях оправки діаметрально протилежно закріплені каркасні стрижні, а також пластини з діелектрика, що захищають оправку від ушкоджень. Недоліком відомого способу і пристрою є неможливість одержання якісного щіткового полотна із щетинками, розташованими під кутом до формотворної поверхні. При кутовому 1 UA 99427 C2 5 10 15 20 25 30 35 40 45 50 55 60 намотуванні сила натягу приводить до утворення додаткової сили, що діє на дріт, спрямованої уздовж формотворної поверхні. Це приводить до відсутності стабільності кута укладення щетинок і вимагає фіксації дроту на формотворному стрижні при намотуванні за рахунок додаткових технологічних прийомів, що у свою чергу ускладнює конструкцію обладнання або вимагає додаткових операцій і обладнання. Задачею винаходів, що пропонуються, є одержання полотна щіткового ущільнення зі стабільними характеристиками - щільність щетинок на одиницю площі, рівномірність розташування щетинок у пакеті й кута нахилу щетинок у пакеті. Винаходи направлені на досягнення технічного результату, що полягає в усуненні паразитної складової сили натягу, що виникає при намотуванні під кутом до поверхні оправки, спрямованої уздовж поверхні оправки, яка приводить до зісковзування дроту, що намотують. Крім того, винаходи додатково дозволяють підвищити продуктивність і економічність виготовлення заготовок полотна ЩУ із заданими характеристиками при багаторазовій повторюваності процесу виготовлення, виготовлення декількох заготовок за одне намотування за рахунок виконання всіх технологічних операцій на одному пристосуванні без розкріплення заготовок щіткового полотна до його остаточного виготовлення - на єдиній технологічній базі при всіх операціях виробництва й багаторазового використання пристосування. Технічний результат досягається тим, що в способі виготовлення полотна щіткового ущільнення, який полягає в тому, що виконують намотування пружного матеріалу на оправку, фіксують на ній намотаний пакет, скріплюють щетинки в пакеті, розділяють полотно на заготовки, відповідно до винаходу, формування полотна ЩУ здійснюють по спіральній багатогранній поверхні, що розташована на зовнішній поверхні оправки, фіксацію намотаного пакета здійснюють для кожної окремої заготовки уздовж спіральних граней зовнішньої поверхні оправки, скріплення щетинок і наступне розділення здійснюють уздовж граней або ребер по спіральній траєкторії, що розташована за межами зони фіксації. Намотування дроту може здійснюватися в кілька ниток. Фіксацію намотаного пакета здійснюють шляхом притискання його до поверхні оправки фіксуючими елементами із гнучкого пружного матеріалу. Натяг фіксуючих елементів контролюють. У пропонованому способі намотування здійснюється на оправку в радіальному напрямку, а кут нахилу щетинок утворюється за рахунок формування щіткового полотна по спіральних гранях зовнішньої поверхні багатогранника, що забезпечує їхню прямолінійність і відсутність технологічної спадковості для матеріалу намотування. При цьому вдається уникнути дії паразитної складової сили натягу, що виникає при намотуванні під кутом до поверхні оправки, спрямованої уздовж поверхні оправки, що приводить до зісковзування намотуваного матеріалу, і, як наслідок, до погіршення стабільності характеристик щіткового полотна, як от нерівномірності щільності щетинок на одиницю площі, нерівномірності розташування щетинок у пакеті, нестабільності кута установки щетинок у пакеті. Після фіксації намотаного пакета по спіральних гранях, скріплення щетинок і наступного розрізання, що здійснюють по спіральній траєкторії, утворюються кілька полотен ЩУ. Кількість полотен залежить від кількості спіральних граней оправки. Для досягнення зазначеного технічного результату пропонується пристрій для виготовлення полотна щіткового ущільнення, що містить трубчату оправку, виконану з можливістю установлення її на технологічному обладнанні, у якому відповідно до винаходу, оправка по зовнішній поверхні має спіральну форму з рівностороннім багатокутником у будь-якому радіальному розрізі, ширина грані в багатокутнику відповідає висоті щіткового елемента з технологічними припусками, кут підйому спіралі відповідає куту нахилу щетинок щіткового ущільнення і визначає крок спіральної поверхні оправки, кількість витків спіралі відповідає довжині полотна щіткового ущільнення, що виготовляється, при цьому оправку обладнано фіксуючим пристроєм, що включає натяжні гнучкі елементи, наприклад, дріт, а також зачепи й натяжні елементи, що розміщені із протилежних сторін спіральних граней оправки. Крім того, пристрій додатково може містити направляючу втулку трубчатої форми, мати установчі поверхні для встановлення втулки всередині оправки. Направляюча втулка фіксується в оправці за рахунок штифтового з'єднання. Направляюча втулка має направляючий спіральний паз. Крок спірального паза дорівнює кроку спіральної поверхні оправки. Основною відрізняльною ознакою пропонованого пристрою є виконання по зовнішній поверхні оправки спіральних граней. Спіральна грань зовнішньої поверхні оправки в розгортці являє собою заготовку майбутнього щіткового полотна. Ширина грані в багатограннику відповідає висоті щіткового елемента з технологічними припусками. Кут нахилу щетинок ЩУ, що виготовляється, формується відповідно до кута підйому спіралі зовнішньої поверхні оправки. Для виготовлення заготовки щіткового полотна необхідної довжини формують довжину 2 UA 99427 C2 5 10 15 20 25 30 35 40 45 50 55 60 спіральної грані оправки відповідно до кроку і кількості витків спіралі. Фіксацію і розділення на заготовки також виконують по спіралі. Пристрій, що заявляється, дозволяє одержати кут нахилу щетинок, використовуючи радіальне намотування на оправку, при якому відсутня паразитна складова сили натягу, яка виникає при намотуванні під кутом до поверхні оправки, що приводить до стабільного розташування натягнутого дроту в заготовках ущільнення і надійної фіксації щетинок полотна. Кутова частина навколо спіральних граней має додаткові конструктивні елементи, що призначені для забезпечення технологічних операцій фіксації щетинок у заготовці і розділення полотна на окремі заготовки. В окремому випадку реалізації винаходу технологічна фіксація окремих заготовок щіткового полотна здійснюється за рахунок натягу сталевого дроту по спіральних гранях зовнішньої поверхні оправки. Як фіксуючий елемент можуть бути використані й інші конструкції у вигляді сталевої стрічки або жорсткої стрічки з тканини із забезпеченням натягу уздовж спіральних поверхонь. Пропонований пристрій являє собою універсальне пристосування, що забезпечує можливість зробити на ньому повний цикл виготовлення заготовок щіткового полотна і виключає операції їхнього переносу й перезакріплення на пристрої для зварювання й розрізання. Перевагами заявлених способу і конструкції пристрою є: 1. Забезпечення високих стабільних технічних характеристик щіткового полотна. 2. Простота конструкції універсального пристосування. 3. Низька собівартість виготовлення заготовок. 4. Висока продуктивність виготовлення заготовок щіткового полотна за рахунок можливості застосування високопродуктивних процесів намотування, зварювання, розрізання й можливості виготовлення декількох заготовок одночасно. 5. Мінімальна вартість виготовлення оснащення. 6. Одержання заготовок необхідної довжини, що дозволяє виготовити ЩУ з мінімальною кількістю стиків. 7. Високий коефіцієнт використання матеріалу щіток за рахунок мінімальних припусків на обробку. Суть винаходів пояснюється наступними кресленнями, на яких зображено: - на фіг. 1 - спіральна оправка з елементами фіксації намотаного пакета, аксонометрична проекція; - на фіг. 2 - конструктивні елементи спіральної оправки, що визначають параметри заготовки щіткового полотна; - на фіг. 3 - вид спіральної заготовки після розрізання й демонтажу з оправки; - на фіг. 4 - розгортка спіральної заготовки; - на фіг. 5 - направляюча втулка для позиціонування інструмента для виконання операцій фіксації щетинок у полотні і розділення полотна на спіральні заготовки. Здійснення способу розглянемо на прикладі виготовлення восьми мірних заготовок полотна щіткового ущільнення із заданими параметрами: висота щіткового полотна 20 мм, діаметр щетинок 0,07 мм, розташованих в 10 шарів, кут нахилу щетинок 45°. Для виготовлення заготовок щіткових ущільнень виготовляють пристрій (фіг. 1), що представляє собою оправку 1 трубчатої форми зі спіральними гранями 2 на зовнішній поверхні. Для виготовлення восьми щіткових полотен виготовили оправку з вісьмома спіральними гранями, кут підйому спіральної грані (фіг. 2, 4) дорівнює куту нахилу щетинок полотна щіткового ущільнення, ширина спіральної грані h дорівнює висоті щіткового полотна, що виготовляється, з технологічним припуском. Оправку встановлюють на універсальний намотувальний верстат. При здійсненні способу можливе використання універсального токарного верстата, доповненого пристосуванням для намотування й натягу дроту. Намотування на оправку виконують в 10 шарів із кроком рівним діаметру дроту, який намотують. Далі виконують технологічну фіксацію намотаного пакета на оправці шляхом обтягування сталевим дротом 3 по спіральних гранях 2 зовнішньої поверхні оправки. Спочатку виконується попереднє обтягування пакета на оправці. Остаточне обтягування здійснюється з контролюванням натягу. Спіральне розташування фіксуючого дроту забезпечує щільне притиснення волокон намотаного дроту до спіральної поверхні по всій довжині оправки. Далі оправку знімають із намотувального верстата і встановлюють на спеціалізоване обладнання для скріплення щетинок у полотні й розрізання полотна на спіральні заготовки. Скріплення щетинок і наступне розділення здійснюють для кожної з восьми заготовок по спіральній траєкторії, що розташована поза зоною обмеженою фіксуючими елементами, уздовж 3 UA 99427 C2 5 10 15 20 25 30 35 граней або ребер оправки. Скріплення полотен може здійснюватися, наприклад, зварюванням за допомогою лазерної (електронно-променевої) головки або роликовим зварюванням. Розділення полотна на окремі заготовки може бути виконано за допомогою лазерної головки, гідроабразивної головки або механічним різанням абразивним диском. Після розрізання полотна на спіральні заготовки фіксуючий дріт демонтують з оправки, по черзі звільняючи відповідну спіраль заготовки щіткового полотна (фіг. 3), що дозволяє виконати її знімання з оправки. Спіраль заготовки розгортається в площину (фіг. 4), при цьому зберігається щільність, розташування і кут нахилу щетинок у заготовці. В одній з форм реалізації винаходу пристрій для виготовлення полотна ЩУ складається з оправки трубчатої форми 1 (фіг. 1, 2) з фіксуючим пристроєм і направляючою втулкою 4 (фіг. 5). Оправка 1 по зовнішній поверхні має форму спірального багатогранника з рівностороннім багатокутником у будь-якому радіальному перерізі (восьмикутник на фіг. 2). Ширина h спіральної грані в багатограннику (фіг. 2, 4) визначає висоту щіткового елемента з технологічними припусками. Кут підйому спіралі визначає кут нахилу щетинок ущільнення. Довжина спіральної грані оправки забезпечує довжину окремої заготовки ЩУ. На внутрішній поверхні оправки розташовані посадкові місця 5 для фіксації направляючої втулки й кріплення оправки на технологічному обладнанні (для намотування дроту, зварювання щетинок при формуванні заготовки ущільнення, розділення на окремі заготовки). На спіральних гранях 2 оправки розташовані елементи фіксуючого пристрою. Фіксуючий пристрій складається з натяжних валів 6 із шестигранною головкою 7 і отвором для кріплення сталевого дроту, зачепів 8 і дроту 3 діаметром 2 мм. Дріт 3 охоплює зачіп 8 і, проходячи через отвори в натяжних валах, натягується уздовж спіральної грані двома паралельними нитками, притискаючи намотаний пакет до поверхні оправки уздовж спіральної грані. Фіксуючий пристрій призначений для фіксації намотаного полотна на оправці в процесі всього технологічного процесу виготовлення мірних заготовок щіткового ущільнення. Натяг фіксуючого дроту забезпечується за рахунок обертання натяжних валів 6 щодо власної осі з моментом, контрольованим тарованим інструментом. Ділянка намотаного пакета, розташована між двома фіксуючими дротами, надалі утворить мірну заготовку 9 (фіг. 3), що рівномірно намотана на оправку уздовж спіральної грані. Області намотаного пакета поза натягнутими фіксуючими дротами використовуються для подальшої технологічної обробки заготовок ущільнення (зварювання й різання). Направляюча втулка 4 трубчатої форми має установчі поверхні 10 для встановлення всередині оправки 1. Направляюча втулка 4 фіксується на оправці 1 за рахунок штифтового з'єднання. Направляюча втулка 4 має направляючий спіральний паз 11. Крок спірального паза дорівнює кроку спіралі оправки. Паз призначений для фіксації повідця копіювального пристрою і дозволяє позиціонувати зварювальний, ріжучий та ін. інструменти щодо спіральної грані оправки при наступних операціях виготовлення заготовок щіткового ущільнення. ФОРМУЛА ВИНАХОДУ 40 45 50 55 60 1. Спосіб виготовлення полотна щіткового ущільнення, який полягає в тому, що виконують намотування пружного матеріалу на оправку, фіксують намотаний пакет на оправці, скріплюють щетинки в пакеті, розділяють полотно на заготовки, який відрізняється тим, що формування полотна ущільнення здійснюють по спіральній багатогранній поверхні, що розташована на зовнішній поверхні оправки, фіксацію намотаного пакета здійснюють для кожної окремої заготовки уздовж спіральних граней зовнішньої поверхні оправки, скріплення щетинок і наступне розділення полотна на заготовки здійснюють уздовж граней або ребер по спіральній траєкторії, що розташована поза зоною фіксації. 2. Спосіб за п. 1, який відрізняється тим, що фіксацію намотаного пакета здійснюють шляхом притискання його до поверхні оправки фіксуючими елементами із гнучкого пружного матеріалу, натяг якого контролюють. 3. Пристрій для виготовлення полотна щіткового ущільнення, виконаний з можливістю встановлення його на технологічному обладнанні, що містить трубчату оправку, який відрізняється тим, що оправка по зовнішній поверхні має спіральну форму з рівностороннім багатокутником у будь-якому радіальному розрізі, ширина грані в багатокутнику відповідає висоті щіткового ущільнення з технологічними припусками, кут підйому спіралі відповідає куту нахилу щетинок у щітковому ущільненні й визначає крок спіральної поверхні оправки, кількість витків спіралі відповідає довжині полотна щіткового ущільнення, що виготовляється, при цьому оправку обладнано фіксуючим пристроєм, що включає натяжні гнучкі елементи, а також зачепи й натяжні елементи, розміщені із протилежних сторін спіральних граней оправки. 4 UA 99427 C2 4. Пристрій за п. 3, який відрізняється тим, що додатково містить втулку із направляючим спіральним пазом, крок спіралі якого дорівнює кроку спіральної поверхні оправки, крім того на втулці виконані установчі поверхні для прилаштування і фіксації усередині оправки. 5 UA 99427 C2 Комп’ютерна верстка Л. Ціхановська Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 6
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of manufacturing a sheet of brush seal and device for its realization
Автори англійськоюZhemaniuk Pavlo Dmytrovych, Kravchenko Ihor Fedorovych, Shankin Serhii Ivanovych, Yalovenko Oleksii Vitaliiovych, Yalovenko Yevhen Vitaliiovych
Назва патенту російськоюСпособ изготовления полотна щеточного уплотнения и устройство для его осуществления
Автори російськоюЖеманюк Павел Дмитриевич, Кравченко Игорь Федорович, Шанькин Сергей Иванович, Яловенко Алексей Витальевич, Яловенко Евгений Витальевич
МПК / Мітки
МПК: F16J 15/00, F16J 15/32
Мітки: здійснення, ущільнення, щіткового, пристрій, спосіб, виготовлення, полотна
Код посилання
<a href="https://ua.patents.su/8-99427-sposib-vigotovlennya-polotna-shhitkovogo-ushhilnennya-i-pristrijj-dlya-jjogo-zdijjsnennya.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення полотна щіткового ущільнення і пристрій для його здійснення</a>
Спосіб виготовлення гнучких вентиляційних труб з полотна трубчастої форми і пристрій для його здійснення
Номер патенту: 47024
Опубліковано: 17.06.2002
Автори: Сухоруков Віктор Петрович, Сухоруков Дмитро Вікторович, Кармалінцев Костянтин Анатолійович
Мітки: пристрій, спосіб, вентиляційних, виготовлення, труб, трубчастої, форми, здійснення, полотна, гнучких
Формула / Реферат:
1. Спосіб виготовлення гнучких вентиляційних труб з полотна трубчастої форми, що включає розміщення розправляча усередині трубчастого полотна, натяг по периметру частини трубчастого полотна розправлячем, переміщення трубчастого полотна зверху вниз і його занурення в робочий агент з одночасним просоченням зовнішньої поверхні і витяг трубчастого полотна з робочого агента через донну частину ємності і одночасне видалення ножем надлишків...
Спосіб виготовлення спірального двовимірного волокнистого полотна та установка для його здійснення
Номер патенту: 84601
Опубліковано: 10.11.2008
Автор: Делокруа Вінсент
МПК: B32B 5/22, D04H 13/00
Мітки: спосіб, виготовлення, двовимірного, волокнистого, спірального, полотна, здійснення, установка
Формула / Реферат:
1. Спосіб виготовлення спірального двовимірного волокнистого полотна, який відрізняється тим, що включає етапи: - подання щонайменше одного поперечного волокнистого полотна (102) і його формування накладенням внапуск при переміщенні зазначеного полотна по суті в радіальному напрямку зворотно-поступальним чином по траєкторії між зовнішнім і внутрішнім периферійними краями полотна з розворотом поперечного полотна (102) на кожному кінці...
Спосіб нагріву пресуючого полотна у пресі і пристрій для його здійснення
Номер патенту: 13389
Опубліковано: 28.02.1997
Автор: Рауль де Брок
МПК: B03B 5/04
Мітки: пресі, пресуючого, спосіб, полотна, здійснення, пристрій, нагріву
Формула / Реферат:
(57) 1. Способ нагрева прессующего полотна пресса, при котором давление прессования с помощью газонаполненной напорной камеры прикладывают на рабочую ветвь прессующего полотна, турбулентно перемещают газообразную рабочую среду, в зоне действия между нагретой внутри прижимной пли той и прижимающей стороной прессующего полотна в образованном прижимной плитой циркуляционном контуре и перемещают за готовку с помощью прессующего полотна вдоль...
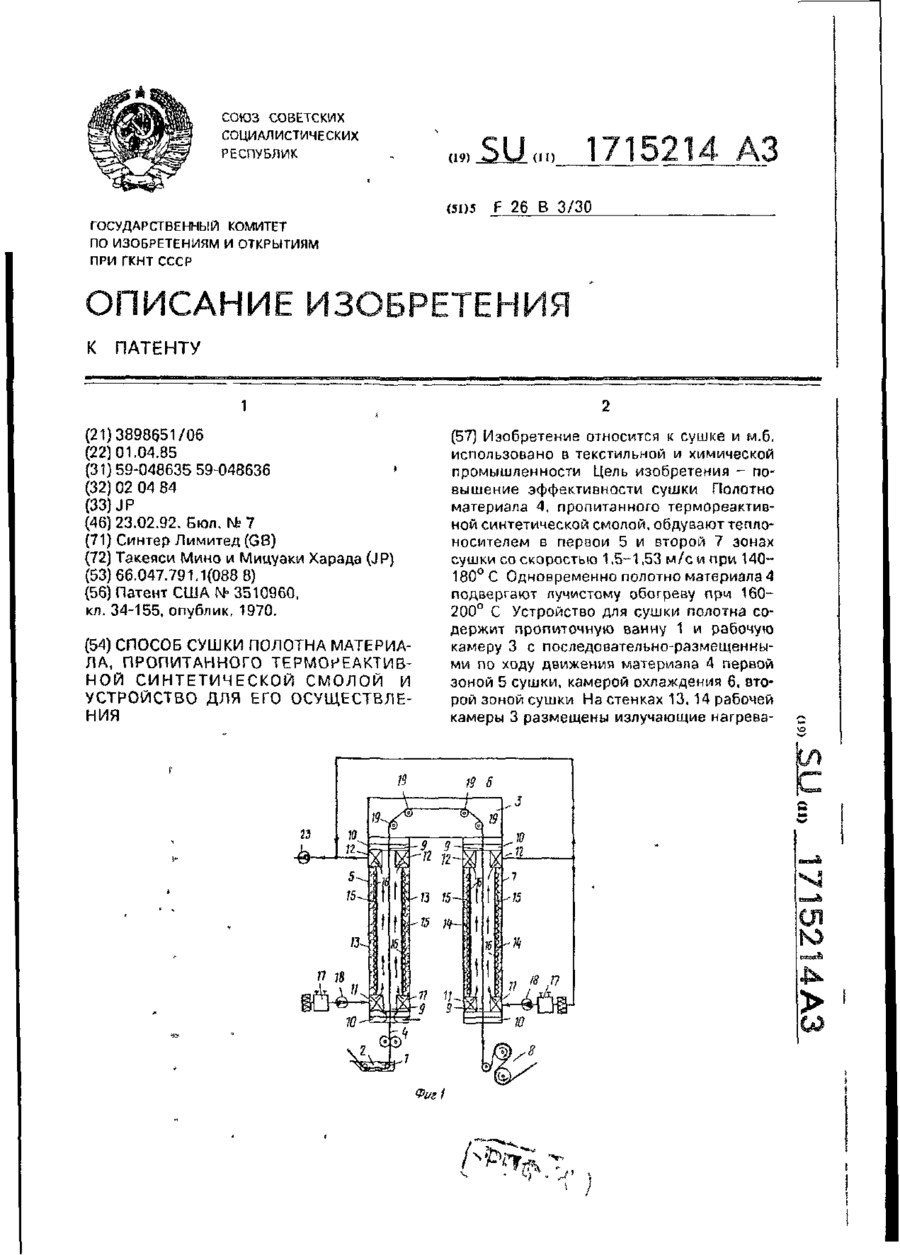
Спосіб сушки полотна матеріалу,пропитаного термореактивною синтетичною смолою і пристрій для його здійснення
Номер патенту: 7035
Опубліковано: 31.03.1995
Автори: Міцуакі Харада, Такєясі Міно
Мітки: спосіб, смолою, термореактивною, пристрій, синтетичною, матеріалу,пропитаного, здійснення, полотна, сушки
Формула / Реферат:
Формула изобретения1. Способ сушки полотна материала, пропитанного термореактивной синтетической смолой, путем его последовательного перемещения соответственно снизу вверх через первую зону сушки, зону охлаждения и сверху вниз через вторую зону сушки с одновременным обдувом материала в зонах сушки параллельными потоками теплоносителя с одновременным лучистым обогревом и последующим частичным удалением вместе с теплоносителем...
Спосіб виготовлення полотна, що має нанесений на нього рисунок з додаткового матеріалу, сигаретний папір, сигарета, аплікатор для нанесення маси і пристрій, виконаний з можливістю виготовлення полотна, що має н
Номер патенту: 50777
Опубліковано: 15.11.2002
Автори: Ланзіллотті Харрі В., Кларк Х. Едмунд, Едуардз Роналд Л., Фільйо Томас Л., Хампл Владімір мол., Батт Джон Р. старший, Маррі Тіроун В., Ерсері Філіп Л., Катрайт Едвін Л., Доуерті Томас Е., Готем Навін, Фан Д. Ан
МПК: B05C 5/02, A24D 1/00, D21H 11/00
Мітки: пристрій, виготовлення, виконаний, нанесення, має, додаткового, аплікатор, маси, рисунок, можливістю, сигаретний, сигарета, спосіб, матеріалу, нанесений, папір, полотна, нього
Формула / Реферат:
1. Спосіб виготовлення полотна, що має нанесений на нього рисунок з додаткового матеріалу, який включає такі стадії: пересування полотна-основи за певним першим маршрутом; приготування маси додаткового матеріалу; циклічне видавання зазначеної маси додаткового матеріалу на зазначений лист полотна-основи, що його пересувають, шляхом: встановлення резервуара з зазначеною масою додаткового матеріалу упоперек зазначеного...
Попередній патент: Особливошвидкотверднучий безпропарювальний бетон
Наступний патент: Основна універсальна оснастка
Випадковий патент: Флюс для зварювання вуглецевих та низьколегованих сталей