Прес-форма автомобільної шини
Номер патенту: 103602
Опубліковано: 25.12.2015
Автори: Коміссарчук Ольга Валеріївна, Карпов Володимир Юрійович, Карпов Вячеслав Володимирович

Формула / Реферат
1. Прес-форма автомобільної шини, що містить верхню й нижню напівформи та сегменти, які створюють протектор шини і утримуюче оправлення, яка відрізняється тим, що сегменти виконані з литого пористого матеріалу газару на основі сплавів Al-Mg.
2. Прес-форма автомобільної шини за п. 1, який відрізняється тим, що наскрізні пори в пористому матеріалі газарі мають переріз до 15 мкм при довжині до 150 мм.
3. Прес-форма автомобільної шини за п. 1, який відрізняється тим, що наскрізні пори в пористому матеріалі розподілені в кількості 15-30 шт./см2.
Текст
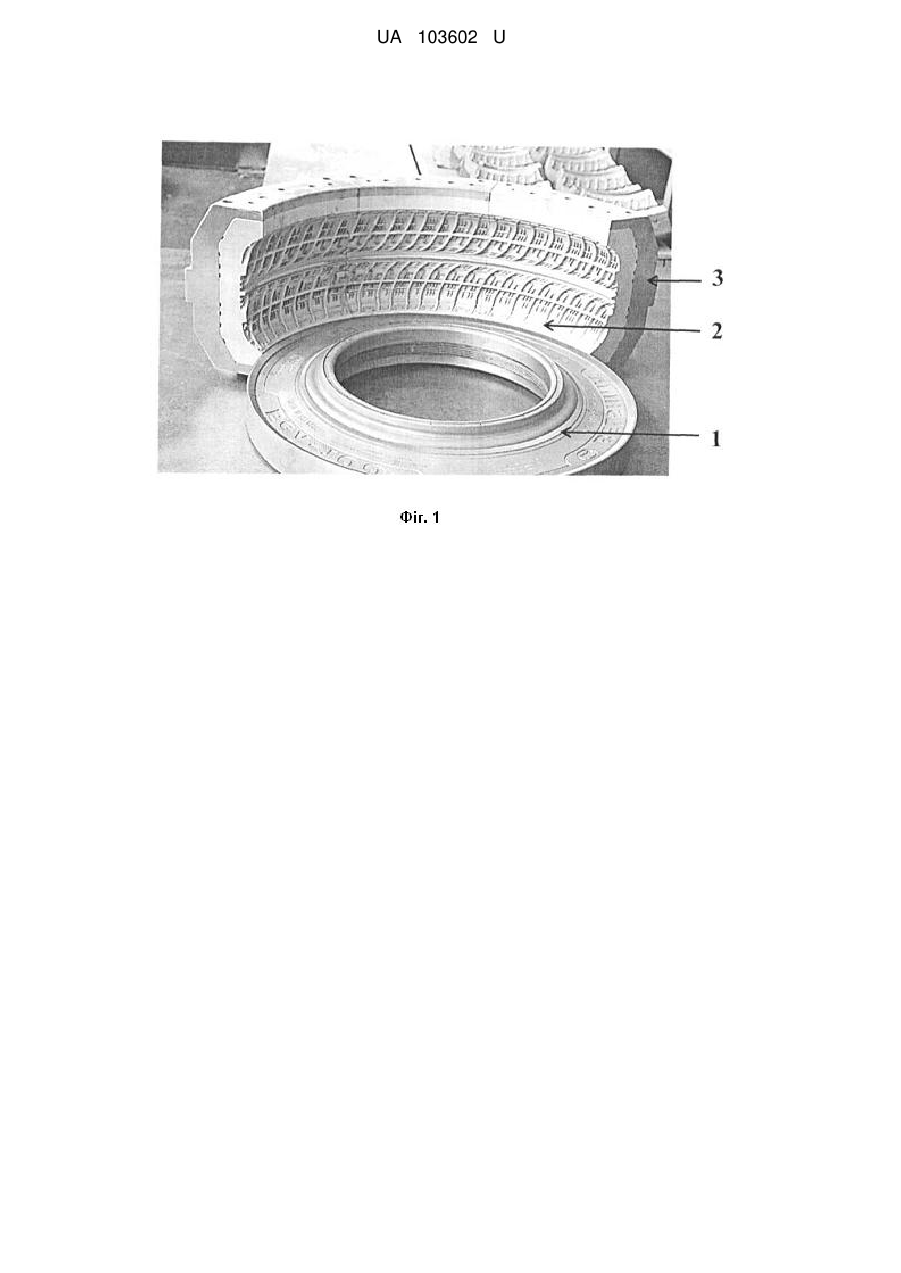
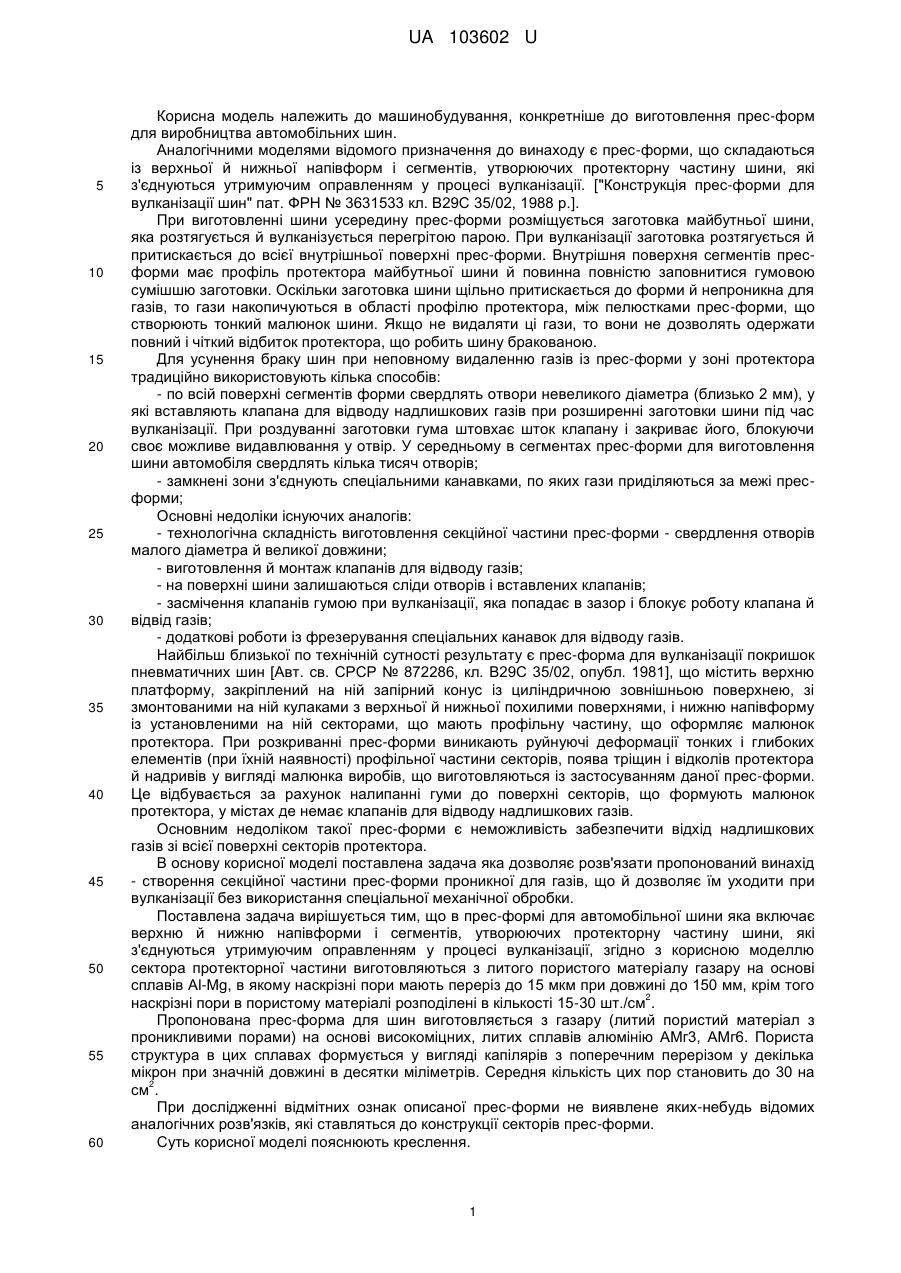
Реферат: Прес-форма автомобільної шини містить верхню й нижню напівформи та сегменти, які створюють протектор шини і утримуюче оправлення. Сегменти виконані з литого пористого матеріалу газару на основі сплавів Al-Mg. UA 103602 U (12) UA 103602 U UA 103602 U 5 10 15 20 25 30 35 40 45 50 55 60 Корисна модель належить до машинобудування, конкретніше до виготовлення прес-форм для виробництва автомобільних шин. Аналогічними моделями відомого призначення до винаходу є прес-форми, що складаються із верхньої й нижньої напівформ і сегментів, утворюючих протекторну частину шини, які з'єднуються утримуючим оправленням у процесі вулканізації. ["Конструкція прес-форми для вулканізації шин" пат. ФРН № 3631533 кл. В29С 35/02, 1988 p.]. При виготовленні шини усередину прес-форми розміщується заготовка майбутньої шини, яка розтягується й вулканізується перегрітою парою. При вулканізації заготовка розтягується й притискається до всієї внутрішньої поверхні прес-форми. Внутрішня поверхня сегментів пресформи має профіль протектора майбутньої шини й повинна повністю заповнитися гумовою сумішшю заготовки. Оскільки заготовка шини щільно притискається до форми й непроникна для газів, то гази накопичуються в області профілю протектора, між пелюстками прес-форми, що створюють тонкий малюнок шини. Якщо не видаляти ці гази, то вони не дозволять одержати повний і чіткий відбиток протектора, що робить шину бракованою. Для усунення браку шин при неповному видаленню газів із прес-форми у зоні протектора традиційно використовують кілька способів: - по всій поверхні сегментів форми свердлять отвори невеликого діаметра (близько 2 мм), у які вставляють клапана для відводу надлишкових газів при розширенні заготовки шини під час вулканізації. При роздуванні заготовки гума штовхає шток клапану і закриває його, блокуючи своє можливе видавлювання у отвір. У середньому в сегментах прес-форми для виготовлення шини автомобіля свердлять кілька тисяч отворів; - замкнені зони з'єднують спеціальними канавками, по яких гази приділяються за межі пресформи; Основні недоліки існуючих аналогів: - технологічна складність виготовлення секційної частини прес-форми - свердлення отворів малого діаметра й великої довжини; - виготовлення й монтаж клапанів для відводу газів; - на поверхні шини залишаються сліди отворів і вставлених клапанів; - засмічення клапанів гумою при вулканізації, яка попадає в зазор і блокує роботу клапана й відвід газів; - додаткові роботи із фрезерування спеціальних канавок для відводу газів. Найбільш близької по технічній сутності результату є прес-форма для вулканізації покришок пневматичних шин [Авт. св. СРСР № 872286, кл. В29С 35/02, опубл. 1981], що містить верхню платформу, закріплений на ній запірний конус із циліндричною зовнішньою поверхнею, зі змонтованими на ній кулаками з верхньої й нижньої похилими поверхнями, і нижню напівформу із установленими на ній секторами, що мають профільну частину, що оформляє малюнок протектора. При розкриванні прес-форми виникають руйнуючі деформації тонких і глибоких елементів (при їхній наявності) профільної частини секторів, поява тріщин і відколів протектора й надривів у вигляді малюнка виробів, що виготовляються із застосуванням даної прес-форми. Це відбувається за рахунок налипанні гуми до поверхні секторів, що формують малюнок протектора, у містах де немає клапанів для відводу надлишкових газів. Основним недоліком такої прес-форми є неможливість забезпечити відхід надлишкових газів зі всієї поверхні секторів протектора. В основу корисної моделі поставлена задача яка дозволяє розв'язати пропонований винахід - створення секційної частини прес-форми проникної для газів, що й дозволяє їм уходити при вулканізації без використання спеціальної механічної обробки. Поставлена задача вирішується тим, що в прес-формі для автомобільної шини яка включає верхню й нижню напівформи і сегментів, утворюючих протекторну частину шини, які з'єднуються утримуючим оправленням у процесі вулканізації, згідно з корисною моделлю сектора протекторної частини виготовляються з литого пористого матеріалу газару на основі сплавів Al-Mg, в якому наскрізні пори мають переріз до 15 мкм при довжині до 150 мм, крім того 2 наскрізні пори в пористому матеріалі розподілені в кількості 15-30 шт./см . Пропонована прес-форма для шин виготовляється з газару (литий пористий матеріал з проникливими порами) на основі високоміцних, литих сплавів алюмінію АМг3, АМг6. Пориста структура в цих сплавах формується у вигляді капілярів з поперечним перерізом у декілька мікрон при значній довжині в десятки міліметрів. Середня кількість цих пор становить до 30 на 2 см . При дослідженні відмітних ознак описаної прес-форми не виявлене яких-небудь відомих аналогічних розв'язків, які ставляться до конструкції секторів прес-форми. Суть корисної моделі пояснюють креслення. 1 UA 103602 U 5 10 15 20 25 30 35 На фіг. 1 зображений зовнішній вигляд прес-форми для шини; На фіг. 2 зображена структура пропонованого пористого матеріалу газару на базі сплаву АМг3 для видалення газів із прес-форми. Прес-форма складається з верхньої й нижньої напівформ 1, з пористих сегментів 2, які закріплені разом і утримуються оправленням 3. Це утворює об'єм, у який поміщають заготовку шини перед її роздачею й вулканізацією. Стислі гази виходять з форми скрізь пори 4, які знаходяться у матеріалі сегментів 5. Пристрій виготовляється наступним чином. Після установлення заготовки шини в з'єднану прес-форму, що полягає з верхньої й нижньої напівформ 1, пористих сегментів 2, що утворюють протекторну частину шини, які з'єднуються й скріплюються утримуючим оправленням 3, її починають роздавати й вулканізувати перегрітою парою. Заготовка роздувається й заповнює внутрішній простір прес-форми. Верхня й нижня напівформи 1 монолітні й не випускають залишки газів із прес-форми, тому всі гази концентруються в зоні сегментів 2 на малюнку протектора. Оскільки сегменти 2 прес-форми виконані пористими, то стислі гази в області малюнка протектора віддаляються через мікропори 4 усередині матеріалу 5 секторів 2. Велика кількість пор 4 з перерізом у декілька мікрон дозволяє швидко відводити залишкові гази із пресформи. У результаті роботи таких секторів газ із прес-форми віддаляється без проведення їх додаткової обробки. Використання таких секторів для прес-форми шин дозволить знизити собівартість виготовлення шин за рахунок виключення процесу по виготовленню отворів у пресформі, клапанів для них, фрезерування спеціальних канавок. Відпадає необхідність періодичного очищення клапанів і отворів для видалення газів від гуми, що потрапила в них. Спрощується процес виготовлення шин при збереженні їх якості. Для випробування працездатності пропонованого пристрою сегменти прес-форми виготовляли з газару - литого, пористого сплаву АМг3 з порами - капілярами поперечного перерізу в декілька мікрон. Довжина пор становила десятки міліметрів і була достатня для відводу газів за межі прес-форми. Після проведення вулканізації й одержання готового виробу - шини була відзначена повна відсутність дефектів пов'язаних з газом, що залишився, відмінна якість протектора із чітким відбитком внутрішньої поверхні прес-форми. Після очищення поверхні сегментів слідів налипання гуми відзначене не було. Численне повторне виготовлення шин у цій прес-формі показало аналогічний результат. Пропонований пристрій дозволить знизити собівартість виготовлення шин на 15-45 % без зниження якості за рахунок виключення раніше застосовуваних операцій по видаленню залишкових газів із прес-форми. ФОРМУЛА КОРИСНОЇ МОДЕЛІ 40 45 1. Прес-форма автомобільної шини, що містить верхню й нижню напівформи та сегменти, які створюють протектор шини і утримуюче оправлення, яка відрізняється тим, що сегменти виконані з литого пористого матеріалу газару на основі сплавів Al-Mg. 2. Прес-форма автомобільної шини за п. 1, який відрізняється тим, що наскрізні пори в пористому матеріалі газарі мають переріз до 15 мкм при довжині до 150 мм. 3. Прес-форма автомобільної шини за п. 1, який відрізняється тим, що наскрізні пори в 2 пористому матеріалі розподілені в кількості 15-30 шт./см . 2 UA 103602 U Комп’ютерна верстка М. Мацело Державна служба інтелектуальної власності України, вул. Василя Липківського, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут інтелектуальної власності”, вул. Глазунова, 1, м. Київ – 42, 01601 3
ДивитисяДодаткова інформація
МПК / Мітки
МПК: B29C 35/18, B29D 30/02, B29C 35/00
Мітки: прес-форма, автомобільної, шини
Код посилання
<a href="https://ua.patents.su/5-103602-pres-forma-avtomobilno-shini.html" target="_blank" rel="follow" title="База патентів України">Прес-форма автомобільної шини</a>
Камера для автомобільної шини
Номер патенту: 41910
Опубліковано: 10.06.2009
Автори: Зінько Роман Володимирович, Лозовий Ігор Степанович, Бойко Олег Дмитрович
Мітки: автомобільної, шини, камера
Формула / Реферат:
1. Надувна камера для автомобільної шини, що розділена на секції, оснащені ніпелями, яка відрізняється тим, що камера виконана суцільною із перегородками з еластичного матеріалу у вигляді кульового або еліптичного сегмента або зрізаного конуса, при цьому перегородки з обох боків з'єднані з суцільною камерою еластичними елементами кріплення у вигляді гумових стрічок.2. Камера за п. 1, яка відрізняється тим, що вона виконана...
Прес-форма для формування та/або вулканізації пневматичних та інших еластичних шин
Номер патенту: 53466
Опубліковано: 15.01.2003
Автори: Полотнянко Олександр Миколайович, Аксельрод Леонід Юрійович, Кравчук Станіслав Миколайович
МПК: B29C 43/36, B29C 43/02, B29C 35/04
Мітки: шин, формування, пневматичних, еластичних, вулканізації, інших, прес-форма
Формула / Реферат:
1. Прес-форма для формування та/або вулканізації покришок пневматичних та інших еластичних шин, яка включає сталевий корпус, що має елементи, які формують зовнішній профіль бортів, боковин і малюнок протектора шин, при цьому малюнок протектора виконано у вигляді сегментних вкладишів з алюмінієвого сплаву, змонтованих та закріплених на корпусі, яка відрізняється тим, що між суміжними поверхнями корпуса і сегментних алюмінієвих вкладишів...
Прес-форма для вулканізації товстостінних гумових виробів
Номер патенту: 31680
Опубліковано: 15.12.2000
Автори: Сузанський Віктор Григорович, Бабанко Василь Климентійович, Косогін Володимир Олексійович, Савельєва Ніна Василівна, Алемасова Лариса Олексіївна, Мельник Людмила Олексіївна, Віхірєва Наталія Павлівна, Топчій Людмила Миколаївна
МПК: B29C 35/00
Мітки: товстостінних, вулканізації, прес-форма, виробів, гумових
Текст:
...стержнів більша,ніж І на 300 civr площі, то готовий вирій має- дуже багато отворів і низьку каркасність, а коли кількість менша ніж І на 200 СІУГ ПЛОЩІ, ТО рівномірність нагрівання заготовки недостатня. При висоті стержнів h менше ЗО % висоти формуючої порожнини Н не забезпечується рівномірність нагрівання заготовки» а якщо їх висота більша, ніж 70 % висоти порожнини, то на поверхні виробу в мїсцйх контакту гуми із стержнями будуть...
Прес-форма для формування і вулканізації еластичних оболонок
Номер патенту: 53468
Опубліковано: 15.01.2003
Автори: Крилов Олександр Леонідович, Аксельрод Леонід Юрійович, Полотнянко Олександр Миколайович
МПК: B29L 22/00, B29C 35/04, B29C 43/36
Мітки: вулканізації, формування, оболонок, еластичних, прес-форма
Формула / Реферат:
1. Прес-форма для формування і вулканізації еластичних оболонок, яка містить нижню і верхню півформи, робочі поверхні яких мають виступи, що формують повітровивідні канавки на еластичних оболонках, яка відрізняється тим, що принаймні частина робочих поверхонь півформ, включаючи зону виступів та й самі виступи, виготовлена на сегментних вкладишах, змонтованих і закріплених на півформах.2. Прес-форма по п. 1, яка відрізняється тим, що...
Прес-форма для виготовлення виробів з пластмас
Номер патенту: 9025
Опубліковано: 15.09.2005
Автори: Карлов Євген Анатолійович, Васенко Світлана Євгенівна
МПК: B22D 17/22
Мітки: прес-форма, виготовлення, виробів, пластмас
Формула / Реферат:
Прес-форма для виготовлення виробів з пластмас, що містить рухому і нерухому частини, механізм видалення формуючих стрижнів з виробу в нерухомій частині, яка відрізняється тим, що механізм видалення похилих стрижнів, які формують виступ і отвір і розташовані паралельно площі розкриття в нерухомій частині прес-форми, складається з планки, скріпленої шарнірно з похилими стрижнями, і жорстко скріплених з планкою колонок, зафіксованих в рухомій...
Попередній патент: Спосіб біотестування та біоіндикації забруднення ґрунтів нафтою
Наступний патент: Спосіб оцінки стану епітелію кон’юнктиви
Випадковий патент: Прес-форма для виготовлення абразивного інструменту, переважно відрізних кругів