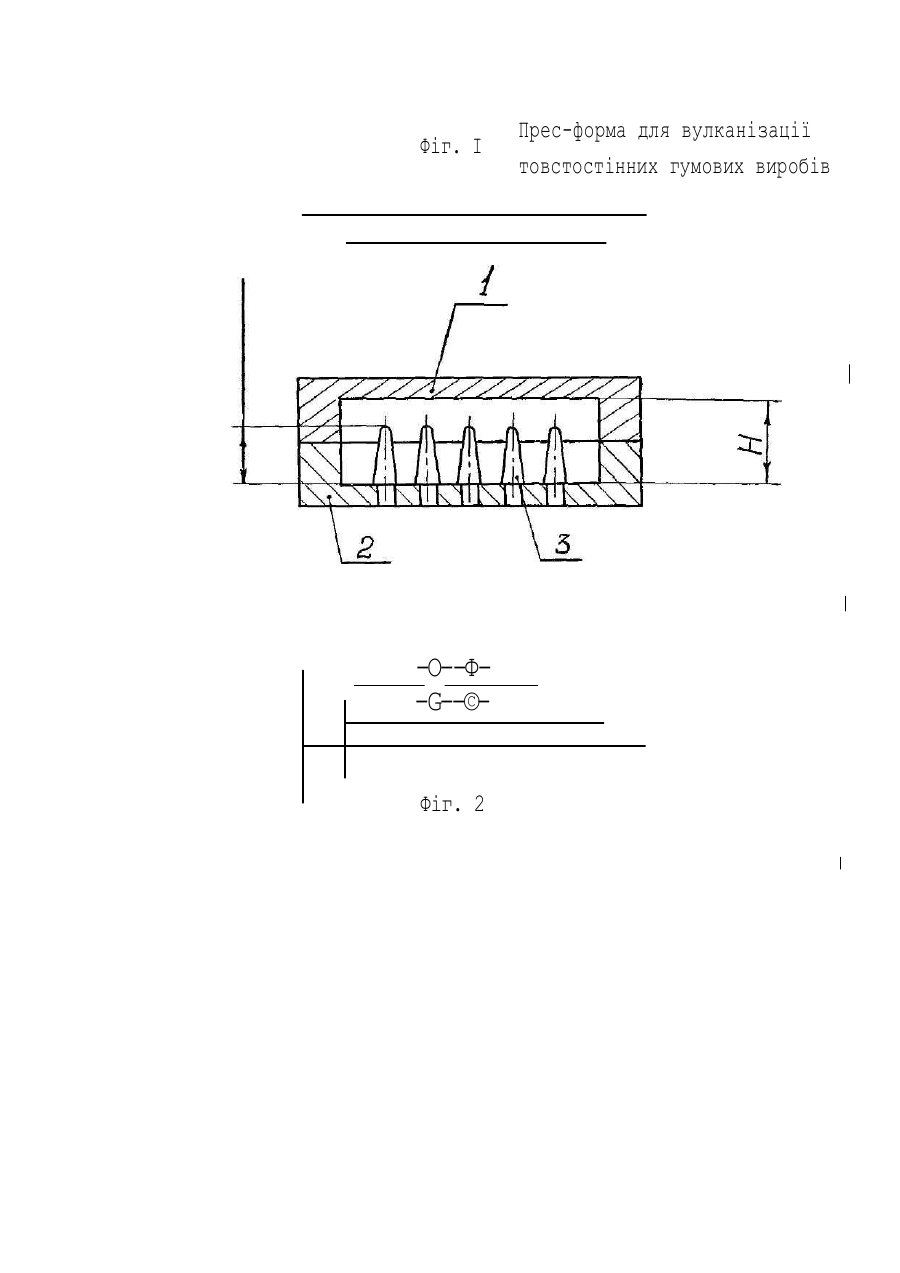
Прес-форма для вулканізації товстостінних гумових виробів
Номер патенту: 31680
Опубліковано: 15.12.2000
Автори: Топчій Людмила Миколаївна, Алемасова Лариса Олексіївна, Мельник Людмила Олексіївна, Савельєва Ніна Василівна, Косогін Володимир Олексійович, Бабанко Василь Климентійович, Віхірєва Наталія Павлівна, Сузанський Віктор Григорович
Текст
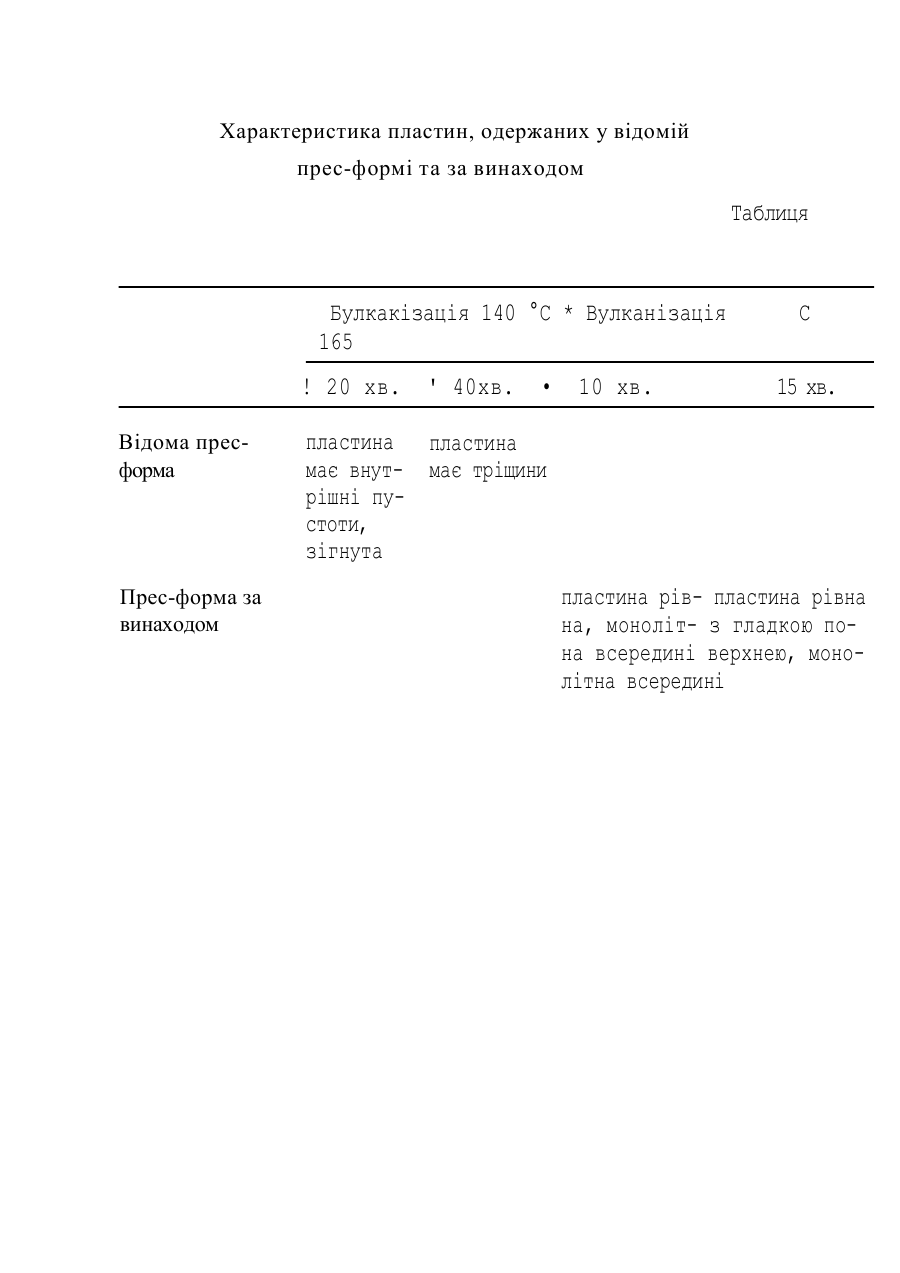
Ш\ Ъ Прес-форма для вулканізації товстостінних гуліових виробів І і' Винахід відноситься до технологічного устаткування підприємств гумотехнічної промисловості, а саме, до конструкції прес-форм, які використовуються для вулканізації товстостінних гумових виробів, таких, як, наприклад,покриття для ферм, доріг, рельсозих переїздів. Найбільш близькою до прес-форми, що заявляється, і вибраною за прототип, є прес-форма, яку використовують для вулканізації покриттів на залізничні переїзди /Див. РФ, п. № 2032785, МПК ЕСІС 9/04, оп. 1С.04.95, бюл. № 10/. Відома прес-форма складається з двох напівформ, шжньоУ і верхньої, з формуючими порожнинами. Формуюча порожнина являє собою гніздо з плоским дном, куди закладають гумову суміш. Нагрівання гуми відбувається за рахунок передачі їй тепла стінками прес-форми від обігрівззмих плит пресу, в якому розміщують прес-форму під час вулканізац і ї Недоліком відомої конструкції є нерівномірність прогріву гумо вої суміші зверху і зсередини, що призводить до перевуяканізації І верхніх шарів і недовулканізації внутрішніх. Це обумовлює необхід ність вулканізації товстостінних виробів при низькій ^емпеірат^і протягом тривалого терміну, щоб уникнути неоднорідності властивос тей готового виробу. , В основу винаходу пославлено задачу удосконалення конструкції прес-форш для вулканізації товстостінних гумових виробів шляхом розширення площі контакту гумової суміші з обігріваючою поверхнею, 'завдяки чому підвищується рівномірність прогрівання гумової суміші, що забезпечує покращення фїзико-механїчних властивостей готового виробу. Поставлена задача вирішується тим, що в прес-формі для вулканізації товстостінних гумових виробів, яка складається з двох формуюгчих надівформ, на формуючих поверхнях налівформ розташовують стержні будь-якого перерізу. Згідно винаходу, кількість стержнів визначають з розрахунку І стержень на 200-300 сиг, а їх висота & становить 30-70 % висоти форлуючої порожнини Н. Якщо кількість стержнів більша,ніж І на 300 civr площі, то готовий вирій має- дуже багато отворів і низьку каркасність, а коли кількість менша ніж І на 200 СІУГ ПЛОЩІ, ТО рівномірність нагрівання заготовки недостатня. При висоті стержнів h менше ЗО % висоти формуючої порожнини Н не забезпечується рівномірність нагрівання заготовки» а якщо їх висота більша, ніж 70 % висоти порожнини, то на поверхні виробу в мїсцйх контакту гуми із стержнями будуть заявлятися порожнини. На фіг.І зображена прес-форма, вид збоку, на фіг. 2 - вид І зверху. Прес-форма складається з двох напівформ-нйжньої І і верхньої 2. Формуючі порожнини напівформ обладнані стержнями 3. ; Стержні на дні напівфорш прогріваються до температури, яку ма ють плити пресу, тобто до температури вулканізації. Завдяки цьому площа контакту заготовки гумової суміші з нагрітими металевими по верхнями прес-форш значно збільшується у порівнянні з відомою пресформою, де передача тепла заготовці гумової суміші відбувається тіль ки за рахунок плоских поверхонь напівформ. ' \ Наявність стержнів сприяє рівномірному прогріванню всієї маси гуми протягом усього циклу вулканізації. В гумовій суміші виникає просторова сітка однакової густини, як ззовні так і зсередини, що дозволяє досягти рівномірності показників виробу по всій товщині, а також виключає такі недоліки виробу, як внутрішні раковини, тріщини, покороблений, недопреси. Прес-форма працює таким чином. Гумову суміш закладають у формуючі гнізда налївформ. Прес-форму закривають і помїщують в електропрес, де під заданим тиском і температурою відбувається вулканізація виробу. По закінченню вулканізації прес-форма виймається з пресу і видаляється готовий виріб, В таблиці наведені характеристики покриттів, одержаних за допомогою відомої прес-форми та прес-форми за винаходом. Як ВИДНО із таблиці, винахід дозволяє вирішити проблему виготовлення товстостінних гумових виробів високої якості, зменшити термін вулканізації та трудоемкость процесу. Характеристика пластин, одержаних у відомій прес-формі та за винаходом Таблиця Булкакізація 140 °С * Вулканізація 165 ! 20 хв. Відома пресформа Прес-форма за винаходом ' 40хв. • 10 хв. С 15 хв. пластина пластина має внут- має тріщини рішні пустоти, зігнута пластина рів- пластина рівна на, моноліт- з гладкою пона всередині верхнею, монолітна всередині Фіг. І -О--Ф-G--©Фіг. 2 Прес-форма для вулканізації товстостінних гумових виробів
ДивитисяДодаткова інформація
Автори англійськоюSuzanskyi Viktor Hryhorovych, Kosohin Volodymyr Oleksiiovych, Alemasova Larysa Oleksiivna, Savelieva Nina Vasylivna, Melnyk Ludmyla Oleksiivna, Vikhireva Natalia Pavlivna, Topchii Liudmyla Mykolaivna
Автори російськоюСузанский Виктор Григорьевич, Косогин Владимир Алексеевич, Алемасова Лариса Алексеевна, Савельева Нина Васильевна,Мельник Людмила Алексеевна, Вихирева Наталия Павловна, Топчий Людмила Николаевна
МПК / Мітки
МПК: B29C 35/00
Мітки: вулканізації, товстостінних, виробів, прес-форма, гумових
Код посилання
<a href="https://ua.patents.su/5-31680-pres-forma-dlya-vulkanizaci-tovstostinnikh-gumovikh-virobiv.html" target="_blank" rel="follow" title="База патентів України">Прес-форма для вулканізації товстостінних гумових виробів</a>
Форма жердева в.в. для вулканізації нескінченних гумових виробів
Номер патенту: 515
Опубліковано: 30.04.1993
Автор: Жердев Володимир Васильович
МПК: B29L 29/00, B29C 33/48, B29C 35/04, B29K 19/00
Мітки: в.в, вулканізації, нескінченних, форма, виробів, гумових, жердева
Формула / Реферат:
(57) Форма для вулканизации бесконечных резиновых изделий, содержащая две пары диаметрально противоположно расположенных больших и малых сегментов с наклонными плоскостями разъема, на которых выполнены выступы и впадины с поперечным трапецеидальным сечением, фиксирующие сегменты в аксиальном направлении, и элементы для фиксации сегментов в радиальном направлении, отличающаяся тем, что, с целью повышения надежности работы формы и качества...
Прес-форма для вулканізації пневмооболонок
Номер патенту: 1626
Опубліковано: 25.10.1994
Автори: Полонов Олександр Маркович, Смірнов Олександр Генадійович, Гітніков Ара Гершович, Дзюра Євген Антонович
МПК: B29C 35/02
Мітки: пневмооболонок, прес-форма, вулканізації
Формула / Реферат:
Пресс-форма для вулканизации пневмооболочек, содержащая верхнюю и нижнюю полуформы, расположенные между ними кольцевые профильные вкладыши с идентичными центрирующими поверхностями на торцах и средство для их крепления, отличающаяся тем, что, с целью расширения технологических возможностей пресс-формы и повышения надежности ее в работе, каждый кольцевой вкладыш выполнен с конической боковой наружной поверхностью и кольцевым выступом по...
Прес-форма для вулканізації шин
Номер патенту: 6754
Опубліковано: 29.12.1994
Автори: Чернозем Василь Васильович, Тулук Віктор Тимофійович, Шеремет Олег Володимирович, Купрій Євген Іванович
МПК: B29C 35/02
Мітки: шин, вулканізації, прес-форма
Формула / Реферат:
Пресс-форма для вулканизации шин, состоящая из нижней полуформы, на которой расположены радиально подвижные секторы и сектороносители для формования протектора шины, и верхней полуформы, подвижной в осевом направлении, укрепленной в верхней паровой камере на формующем кольце для второй боковины, вместе с запорным кольцом, отличающаяся тем, что на боковых поверхностях секторов и сектороносителей нижней полуформы жестко смонтированы...
Прес-форма для вулканізації еластичних шин
Номер патенту: 25371
Опубліковано: 30.10.1998
Автори: Горілий Вільямін Григорович, Петрочиніна Ніна Петрівна, Коваленко Володимир Ілліч, Гітніков Ара Гершович, Науменко Олександр Петрович, Дзюра Євген Антонович
МПК: B29L 30/00, B29C 35/02
Мітки: еластичних, вулканізації, шин, прес-форма
Формула / Реферат:
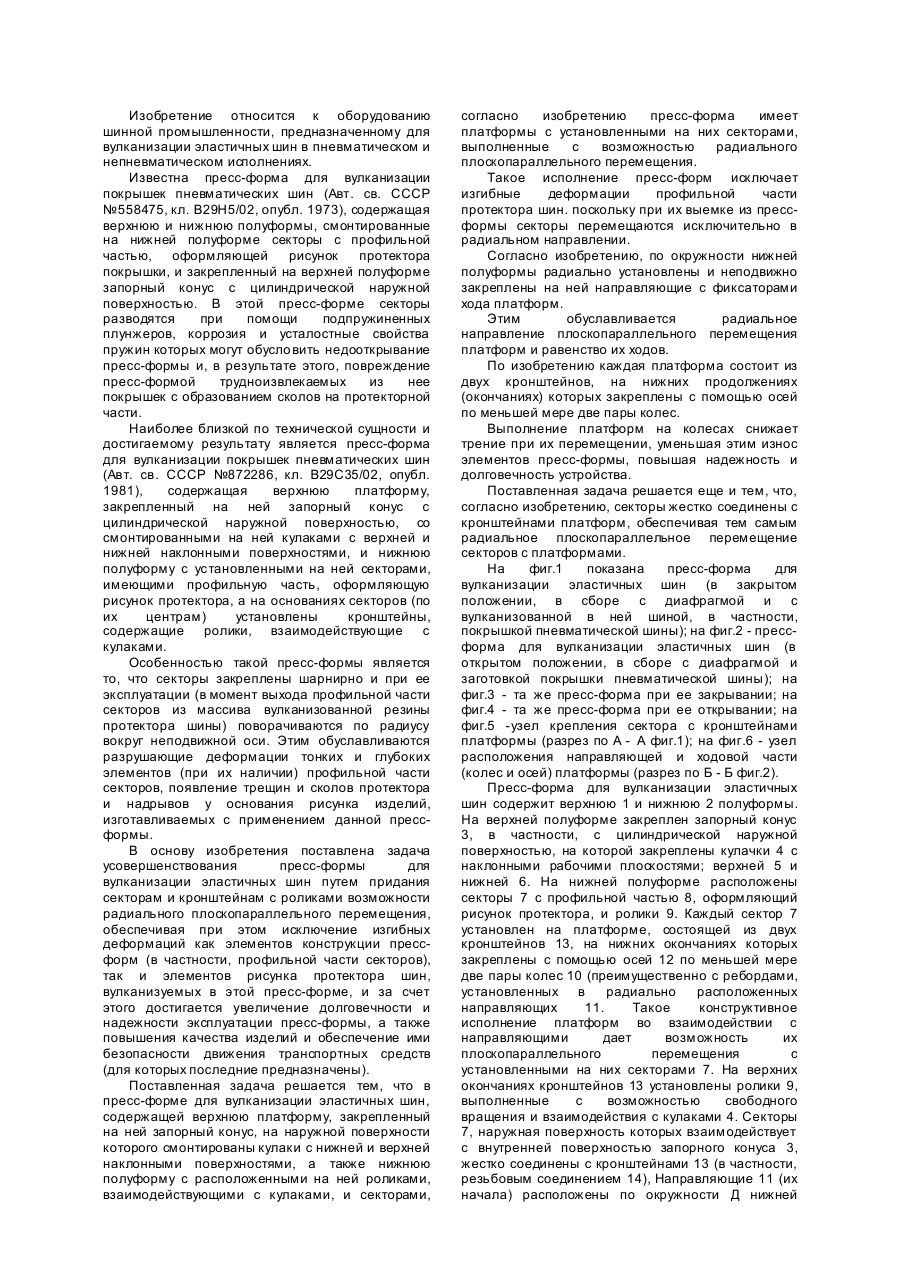
1. Пресс-форма для вулканизации эластичных шин, содержащая верхнюю полуформу, закрепленный на ней запорный, конус, на наружной поверхности которой смонтированы кулаки с нижней и верхней наклонными плоскостями, и нижнюю полуформу с расположенными на ней роликами, взаимодействующими с кулаками, и секторами, отличающаяся тем, что пресс-форма имеет платформы с установленными на них секторами, выполненные с возможностью радиального...
Прес-форма для вулканізації шин, яка розкривається сама по собі
Номер патенту: 20286
Опубліковано: 15.07.1997
Автори: Шеремет Олег Володимирович, Тулук Віктор Тимофійович, Чернозем Василь Васильович, Купрін Євген Іванович
МПК: B29C 35/02
Мітки: прес-форма, вулканізації, собі, яка, сама, розкривається, шин
Формула / Реферат:
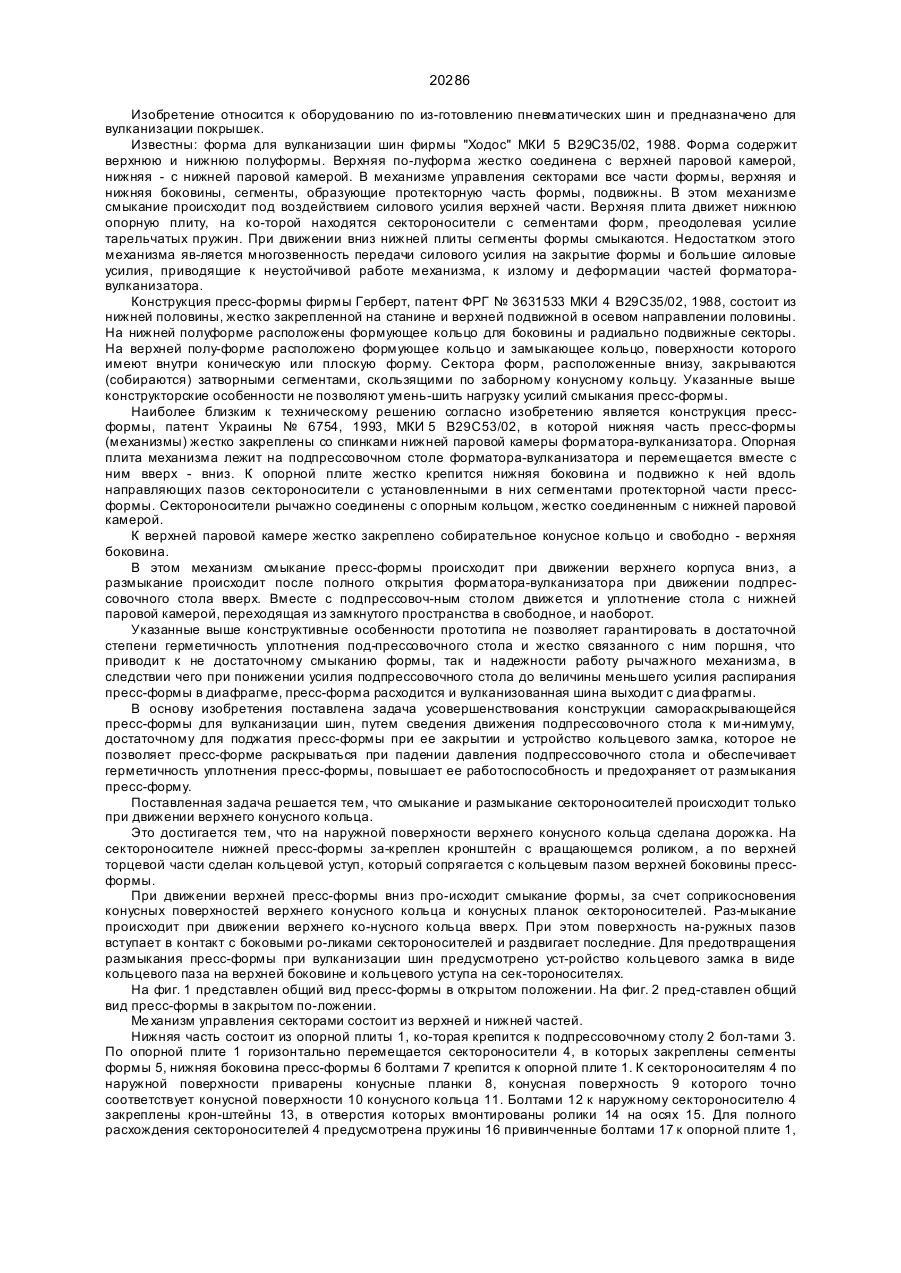
1. Самораскрывающаяся пресс-форма для вулканизации шин, состоящая из нижней полуформы с радиально-подвижными сектороносителями с закрепленными в них сегментами форм и верхней полуформы, закрепленной в верхней паровой камере, отличающаяся тем, что имеется механизм для раскрытия форм, который представляет собой ролики, закрепленные на сектороносителях нижней полуформы посредством кронштейнов и которые двигаясь по дорожкам конусного кольца...
Попередній патент: Коренезбиральна машина
Наступний патент: Засіб для догляду за волоссям
Випадковий патент: Спосіб виготовлення полімерних виробів з інтелектуальними датчиками екструзією