Шихтоподача доменної печі
Номер патенту: 103778
Опубліковано: 25.12.2015
Автори: Зайцев Геннадій Леонідович, Лялюк Віталій Павлович, Ляхова Ірина Анатоліївна, Учитель Олександр Давидович, Учитель Сергій Олександрович, Дац Наталя Олександрівна, Кассім Дар'я Олександрівна

Формула / Реферат
Шихтоподача доменної печі, що включає комплекс обладнання, який утворює дві самостійні групи механізмів, розташовані з двох сторін скіпової ями або похилого стрічкового конвеєра подачі шихтових матеріалів на колошник печі, в кожній групі розташовані бункери, в яких зберігаються агломерат, окатиші, кокс і добавки, під бункерами добавок встановлені живильники, шихтові матеріали видаються на пластинчасті і/або стрічкові конвеєри, яка відрізняється тим, що під тічками коксових бункерів і бункерів агломерату з окатишами встановлюють по одному двомасному вібраційному конвеєру-грохоту з паралельним розташуванням коробів у вертикальній площині, придатного класу шихти і відсіву дрібних фракцій, причому опорні важелі коробів виконані коліноподібними, які складаються з двох півважелів, жорстко з'єднаних один з одним під прямим кутом так, що центральний шарнір спирається на нерухому станину за допомогою центрального важеля, а кінцеві шарніри півважелів з'єднуються з коробами придатного продукту і відсіву дрібних фракцій, при цьому півважіль з'єднаний з коробом придатного класу шихти, має довжину більше півважеля короба відсіву дрібних фракцій так, що співвідношення їх довжин дорівнює співвідношенню кількості придатного класу і дрібних некондиційних фракцій у вхідному матеріалі, а маси коробів виконані пропорційно зворотному співвідношенню вмісту придатного класу і дрібних фракцій у вхідному матеріалі.
Текст
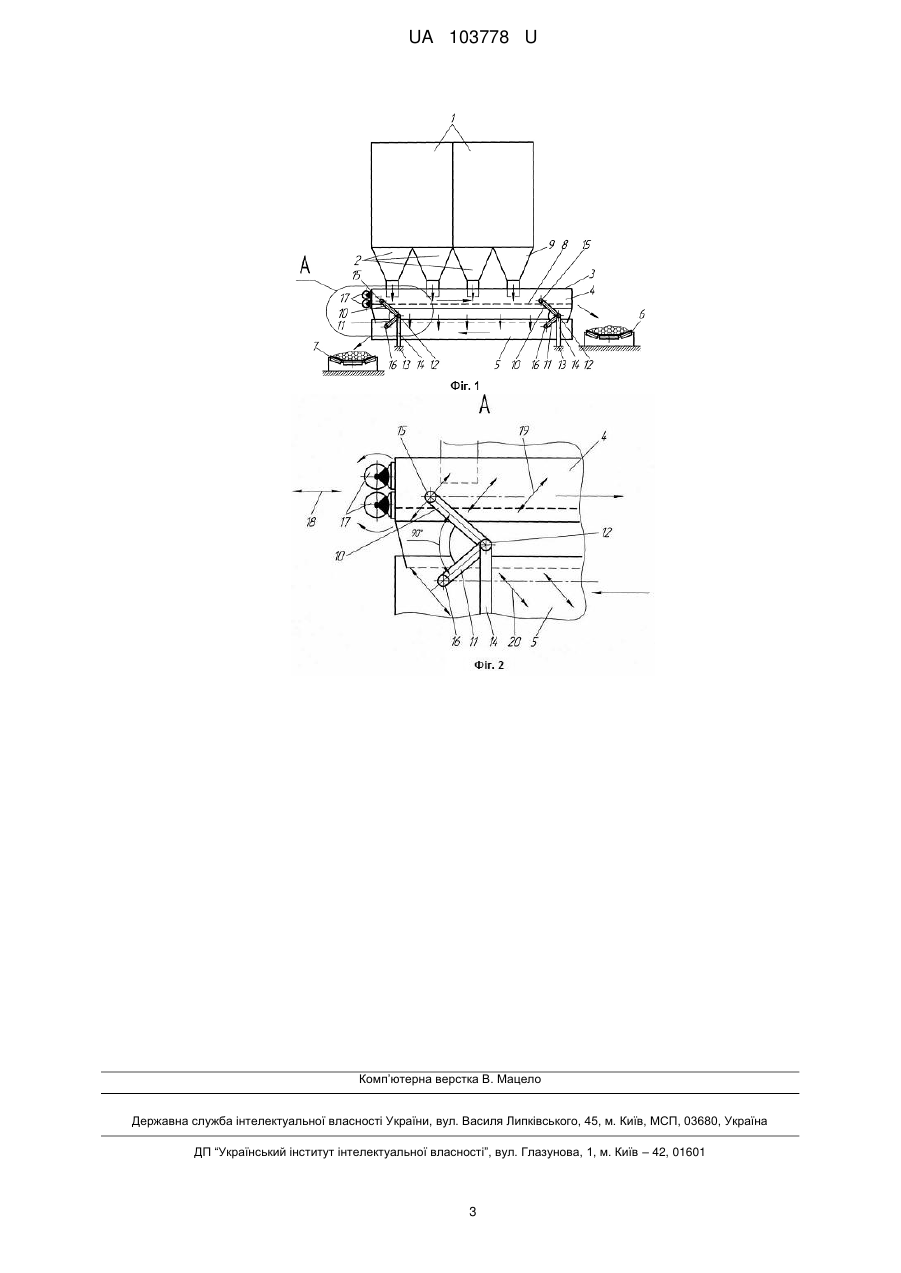
Реферат: Шихтоподача доменної печі включає комплекс обладнання, який утворює дві самостійні групи механізмів, розташовані з двох сторін скіпової ями або похилого стрічкового конвеєра подачі шихтових матеріалів на колошник печі. В кожній групі розташовані бункери, в яких зберігаються агломерат, окатиші, кокс і добавки. Під бункерами добавок встановлені живильники. Шихтові матеріали видаються на пластинчасті і/або стрічкові конвеєри. Під тічками коксових бункерів і бункерів агломерату з окатишами встановлюють по одному двомасному вібраційному конвеєругрохоту з паралельним розташуванням коробів у вертикальній площині, придатного класу шихти і відсіву дрібних фракцій. При цьому опорні важелі коробів виконані коліноподібними, які складаються з двох півважелів, жорстко з'єднаних один з одним під прямим кутом так, що центральний шарнір спирається на нерухому станину за допомогою центрального важеля. Кінцеві шарніри півважелів з'єднуються з коробами придатного продукту і відсіву дрібних фракцій. При цьому півважіль з'єднаний з коробом придатного класу шихти, має довжину більше півважеля короба відсіву дрібних фракцій так, що співвідношення їх довжин дорівнює співвідношенню кількості придатного класу і дрібних некондиційних фракцій у вхідному UA 103778 U (12) UA 103778 U матеріалі. Маси коробів виконані пропорційно зворотному співвідношенню вмісту придатного класу і дрібних фракцій у вхідному матеріалі. UA 103778 U 5 10 15 20 25 30 35 40 45 50 55 60 Корисна модель належить до галузі чорної металургії, зокрема доменного виробництва, а саме до способів подачі шихти в доменну піч. Відома шихтоподача доменної печі, що включає комплекс обладнання, який утворює дві самостійні групи механізмів, розташованих з двох сторін скіпової ями або похилого стрічкового конвеєра подачі шихтових матеріалів на колошник печі, в кожній групі розташовані бункери, в яких зберігаються агломерат, обкотиші, кокс і добавки, під коксовими і залізорудними бункерами встановлені грохоти для розсіву матеріалу на придатний клас і відсів дрібних фракцій, а під бункерами добавок установлені живильники, шихтові матеріали видаються на пластинчасті і/або стрічкові конвеєри [Ефименко Г.Г., Гиммельфарб А.А., Левченко В.Е. Металлургия чугуна. - Киев: Вища школа, 1981. - 496 с. (с. 388-393)]. Недоліком відомої шихтоподачі доменної печі є те, що під кожною течкою бункерів коксу та залізорудних матеріалів розташовані індивідуальні вібраційні грохоти. Через обмежений простір на шихтоподачі доменних печей будь-якого об'єму грохоти мають недостатню площу поверхні, що просіює, відповідно, і низьку ефективність просіювання (не більше 45-55 %), що не дозволяє забезпечити високу газопроникність стовпа шихти в печі. Все це призводить до неможливості забезпечення сталості рівного ходу печі, високої її продуктивності і низької питомої витрати коксу. Крім цього із-за великої кількості грохотів має місце низька надійність роботи шихтоподачі. Ставиться задача збільшення продуктивності доменної печі і зниження витрати коксу шляхом збільшення інтенсивності плавки по дуттю за рахунок підвищення газопроникності стовпа шихти через підвищення ефективності грохочення шихтових матеріалів і підвищення надійності роботи шихтоподачі через зменшення кількості вібраційних грохотів. Поставлена задача вирішується за рахунок того, що шихтоподача доменної печі включає комплекс обладнання, який утворює дві самостійні групи механізмів, розташованих з двох сторін скіпової ями або похилого стрічкового конвеєра подачі шихтових матеріалів на колошник печі, в кожній групі розташовані бункери, в яких зберігаються агломерат, окатиші, кокс і добавки, під бункерами добавок встановлені живильники, шихтові матеріали видаються на пластинчасті і/або стрічкові конвеєри, має суттєві відмінності, які полягають в тому, що під жолобами коксових бункерів і бункерів агломерату з окатишами встановлюють по одному двомасному вібраційному конвеєру-грохоту з паралельним розташуванням коробів в вертикальній площині, придатного класу шихти і відсіву дрібних фракцій, причому опорні важелі коробів виконані коліноподібними, які складаються з двох півважелів, жорстко з'єднаних один з одним під прямим кутом так, що центральний шарнір спирається на нерухому станину за допомогою центрального важеля, а кінцеві шарніри півважелів з'єднуються з коробами готового продукту і відсіву дрібних фракцій, при цьому півважіль, з'єднаний з коробом придатного класу шихти, має довжину більше півважелю короба відсіву дрібних фракцій так, що співвідношення їх довжин дорівнює співвідношенню кількості придатного класу і дрібних некондиційних фракцій у вхідному матеріалі, а маси коробів виконані пропорційно зворотному співвідношенню вмісту придатного класу і дрібних фракцій у вхідному матеріалі. На фіг. 1 показаний поздовжній розріз бункерів шихтоподачі і двомасного вібраційного конвеєра-грохоту, на фіг. 2 - вигляд А на фіг. 1. Шихтоподача доменної печі включає комплекс обладнання, який утворює дві самостійні групи механізмів, розташованих з двох сторін скіпової ями або похилого стрічкового конвеєра подачі шихтових матеріалів на колошник печі. У кожній групі розташовані бункери 1, в яких зберігаються агломерат, окатиші та кокс. Наприклад, з бункерів 1 шихтоподачі доменної печі видається агломерат. Під жолобами 2 бункерів 1 встановлений двомасний вібраційний конвеєргрохот 3 з паралельним розташуванням коробів у вертикальній площині - грохоту 4 придатного класу шихти і живильника 5 відсіву дрібних фракцій. Транспортування придатного класу шихти і відсіву здійснюється в протилежних напрямках на стрічкові конвеєри 6 і 7. Забезпечення високої ефективності просіювання до 90-100 % здійснюється за рахунок того, що довжина сита 8 конвеєр-грохоту 3 може досягати 50-100 м. На такій довжині, при відповідному шарі матеріалу, некондиційна фракція буде повністю вилучена з придатного продукту. Для недопущення засмічення придатного продукту некондиційними фракціями при виході матеріалу з-під останнього жолоба 9 крайнього бункера 1 вібраційний конвеєр-грохот 3 додатково продовжений, як мінімум, на подвійну довжину звичайного грохоту, що забезпечує високу ефективність просіювання матеріалу при видачі його з цього бункера. Опорні півважелі 10 і 11 коробів 4 і 5 виконані коліноподібними і жорстко з'єднані один з одним під прямим кутом так, що центральний шарнір 12 спирається на нерухому станину 13 за допомогою центрального важеля 14, а кінцеві шарніри 15 і 16 з'єднуються з коробами 4 і 5 придатного продукту і відсіву дрібних фракцій. Вібраційний конвеєр-грохот 3 оснащений вібраторами 17, встановленими на коробі 4 1 UA 103778 U 5 10 15 20 25 30 35 придатного продукту. Півважіль 10 з'єднаний з коробом 4 придатного класу шихти має довжину більше півважеля 11 короба 5 відсіву дрібних фракцій так, що співвідношення їх довжин дорівнює співвідношенню кількості придатного класу і дрібних некондиційних фракцій у вихідному матеріалі, а маси коробів 4 і 5 виконані пропорційно зворотному співвідношенню вмісту готового класу і дрібних фракцій у вихідному матеріалі. На фіг. 2 показані: напрямок 18 вимушених коливань вібраторів 17 і траєкторії 19 і 20 коливань верхнього 4 і нижнього 5 коробів під впливом вимушених коливань вібраторів 16. Робота запропонованої шихтоподачі доменної печі здійснюється наступним чином. Шихтові матеріали під бункерами доменної печі розсіюють на два класи - придатний і відсів, тобто з придатного класу видаляється некондиційний дріб'язок, який погіршує газопроникність стовпа шихти в печі. Наприклад, для агломерату та обкотишів - це клас менше 5 мм, для коксу - менше 25 мм, а для печей великого об'єму з коксу видаляють клас менше 40 мм. Пристрій навіть сучасних систем шихтоподачі не дозволяє збільшувати площу поверхні, що просіює, сит грохотів, через що ефективність грохочення недостатня для сучасної доменної плавки. Збільшити площу поверхні, що просіює, сит грохотів і, відповідно, час просівання шихтових матеріалів можна тільки одним шляхом - установкою уздовж всіх жолобів бункерів 1 одного виду матеріалу єдиного двох-масного вібраційного конвеєра-грохоту 3 з паралельним розташуванням коробів 4 і 5 у вертикальній площі, придатного класу шихти і відсіву дрібних фракцій. Високоефективний відсів дрібних фракцій матеріалу на ситі 8 короба 4 і переміщення придатного продукту в одну сторону, а відсіву - коробом 5 в інший бік, здійснюється за рахунок роботи вібраторів 17, вібраційні впливи якого передаються на короби 4 і 5 за допомогою коліноподібних важелів, які складаються з двох півважелів 10 і 11, жорстко з'єднаних один з одним під прямим кутом. Півважіль 10 з'єднаний з коробом 4 придатного класу шихти виконаний довшим, ніж півважіль 11 короба 5 відсіву дрібних фракцій. Це дозволяє забезпечити велику амплітуду коливань короба 4 і, відповідно, більшу його продуктивність, тому що кількість придатного класу перевищує вміст некондиційних фракцій у вхідному матеріалі. При цьому співвідношення довжин півважелів 10 і 11 має дорівнювати співвідношенню кількості придатного класу і дрібних некондиційних фракцій у вхідному матеріалі, а маси коробів 4 і 5 виконують пропорційно зворотному співвідношенню вмісту готового класу і дрібних фракцій у вхідному матеріалі. Коливання кількості некондиційних фракцій матеріалів, які надходять, наприклад, на 3 доменну піч об'ємом 5000 м по агломерату складає 12-20 %, а по коксу - 5-7 %. Висока ефективність грохочення матеріалу дозволяє підвищити порозність стовпа шихти в печі, підвищити його газопроникність і, через збільшення інтенсивності плавки по дуттю, підвищити продуктивність доменної печі та знизити питому витрату коксу на плавку, а скорочення кількості грохотів під бункерами шихтоподачі підвищує надійність її роботи. Таким чином, шихтоподача доменної печі, яка заявляється, через підвищення надійності її роботи, а також підвищення ефективності грохочення шихтових матеріалів, дозволяє інтенсифікувати доменну плавку по дуттю, збільшити продуктивність доменної печі та знизити питому витрату коксу на плавку. 40 ФОРМУЛА КОРИСНОЇ МОДЕЛІ 45 50 55 Шихтоподача доменної печі, що включає комплекс обладнання, який утворює дві самостійні групи механізмів, розташовані з двох сторін скіпової ями або похилого стрічкового конвеєра подачі шихтових матеріалів на колошник печі, в кожній групі розташовані бункери, в яких зберігаються агломерат, окатиші, кокс і добавки, під бункерами добавок встановлені живильники, шихтові матеріали видаються на пластинчасті і/або стрічкові конвеєри, яка відрізняється тим, що під тічками коксових бункерів і бункерів агломерату з окатишами встановлюють по одному двомасному вібраційному конвеєру-грохоту з паралельним розташуванням коробів у вертикальній площині, придатного класу шихти і відсіву дрібних фракцій, причому опорні важелі коробів виконані коліноподібними, які складаються з двох півважелів, жорстко з'єднаних один з одним під прямим кутом так, що центральний шарнір спирається на нерухому станину за допомогою центрального важеля, а кінцеві шарніри півважелів з'єднуються з коробами придатного продукту і відсіву дрібних фракцій, при цьому півважіль з'єднаний з коробом придатного класу шихти, має довжину більше півважеля короба відсіву дрібних фракцій так, що співвідношення їх довжин дорівнює співвідношенню кількості придатного класу і дрібних некондиційних фракцій у вхідному матеріалі, а маси коробів виконані пропорційно зворотному співвідношенню вмісту придатного класу і дрібних фракцій у вхідному матеріалі. 2 UA 103778 U Комп’ютерна верстка В. Мацело Державна служба інтелектуальної власності України, вул. Василя Липківського, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут інтелектуальної власності”, вул. Глазунова, 1, м. Київ – 42, 01601 3
ДивитисяДодаткова інформація
МПК / Мітки
МПК: C21B 7/24
Мітки: шихтоподача, печі, доменної
Код посилання
<a href="https://ua.patents.su/5-103778-shikhtopodacha-domenno-pechi.html" target="_blank" rel="follow" title="База патентів України">Шихтоподача доменної печі</a>
Шихтоподача доменної печі
Номер патенту: 103423
Опубліковано: 10.12.2015
Автори: Ляхова Ірина Анатоліївна, Учитель Олександр Давидович, Зайцев Геннадій Леонідович, Кассім Дар'я Олександрівна, Лялюк Віталій Павлович, Учитель Сергій Олександрович, Дац Наталя Олександрівна
МПК: C21B 7/00
Мітки: доменної, печі, шихтоподача
Формула / Реферат:
Шихтоподача доменної печі, що включає комплекс обладнання, який утворює дві самостійні групи механізмів, розташовані з двох сторін скіпової ями або похилого стрічкового конвеєра подачі шихтових матеріалів на колошник печі, в кожній групі розташовані бункери, в яких зберігаються агломерат, обкотиші, кокс і добавки, під бункерами добавок встановлені живильники, шихтові матеріали видаються на пластинчасті і/або стрічкові конвеєри, яка...
Спосіб подання шихти на бункерній естакаді доменної печі
Номер патенту: 19520
Опубліковано: 15.12.2006
Автори: Бичков Сергій Васильович, Волкова Любов Леонидовна, Чорний Олександр Микитович, Маковенко Анатолій Павлович, Крівченко Юрій Сергійович, Аріст Леонід Михайлович
МПК: C21B 7/00
Мітки: доменної, печі, подання, естакаді, бункерний, спосіб, шихти
Формула / Реферат:
Спосіб подання шихти на бункерній естакаді доменної печі, що включає завантаження агломерату і коксу в центральні бункери, розташовані співвісно з доменною піччю над скіповою ямою, завантаження добавок в бункери, відсів дрібної фракції, зважування, вантаження і подачу на колошник, подачу відсіву агломерату і коксу у ваговимірювальні бункери, транспортування і заповнення стаціонарних бункерів з подальшим розвантаженням у вагони, який...
Бункерна естакада доменної печі
Номер патенту: 62523
Опубліковано: 17.04.2006
Автори: Крівченко Юрій Сергійович, Чорний Олександр Микитович, Бичков Сергій Васильович, Аріст Леонід Михайлович, Банніков Юрій Григорович, Маковенко Анатолій Павлович
МПК: C21B 7/00
Мітки: печі, бункерна, естакада, доменної
Формула / Реферат:
Бункерна естакада доменної печі, яка містить суміщені бункери для агломерату та коксу, розташовані співвісно з доменною піччю над скіповою ямою, з'єднані грохотами та бункерними вагами з механізмами подання сировини на колошник доменної печі, бункери добавок, живильники, бункерні ваги для добавок, конвеєри та засоби видалення відсіву шихти, яка відрізняється тим, що вона обладнана ваговимірювальними бункерами відсіву агломерату та коксу,...
Спосіб подання шихти на бункерній естакаді доменної печі

Номер патенту: 62524
Опубліковано: 17.04.2006
Автори: Крівченко Юрій Сергійович, Банніков Юрій Григорович, Аріст Леонід Михайлович, Маковенко Анатолій Павлович, Чорний Олександр Микитович, Бичков Сергій Васильович
МПК: C21B 7/00
Мітки: бункерний, подання, шихти, спосіб, доменної, естакаді, печі
Формула / Реферат:
Спосіб подання шихти на бункерній естакаді доменної печі, який містить завантаження агломерату та коксу до центральних бункерів, розташованих співвісно з доменною піччю над скіповою ямою, завантаження добавок до бункерів, відсів дрібної фракції, зважування, завантаження та подання на колошник, який відрізняється тим, що відсів агломерату та коксу подають до ваговимірювальних бункерів, причому зважений відсів агломерату зволожують та...
Спосіб подання шихти на бункерній естакаді доменної печі
Номер патенту: 53151
Опубліковано: 27.09.2010
Автори: Степаненко Олександр Миколайович, Крівченко Юрій Сергійович, Чорний Олександр Микитович, Маковенко Анатолій Павлович
МПК: C21B 7/00
Мітки: естакаді, печі, шихти, бункерний, подання, спосіб, доменної
Формула / Реферат:
Спосіб подання шихти на бункерній естакаді доменної печі, виконаній співвісною осі доменної печі, що містить завантаження агломерату в суміщені бункери, розташовані над скіповою ямою, завантаження коксу до бункерів для коксу, розташованих по краях скіпової ями, завантаження добавок до бункерів, відсів дрібної фракції агломерату і коксу, зважування, вантаження і подання на колошник крупної фракції, подачу відсіву агломерату до нижніх бункерів...
Попередній патент: Спосіб одержання наночасток золота
Наступний патент: Спосіб одержання біологічно активної субстанції рослинного походження з кровоспинною дією для використання в акушерстві та гінекології
Випадковий патент: Композиція для протруювання посадкового матеріалу