Спосіб штампування днищ
Номер патенту: 104002
Опубліковано: 12.01.2016
Автори: Трет'як Володимир Васильович, Долматов Анатолій Іванович, Федорова Анастасія Сергіївна, Онопченко Антон Віталійович

Формула / Реферат
Спосіб штампування днищ, який включає попередню деформацію листової заготовки та остаточне формоутворення імпульсним навантаженням, який відрізняється тим, що попередню деформацію та остаточне формоутворення проводять одночасно в дзеркально розташованих матрицях, причому попередню деформацію проводять з отриманням W-подібної заготовки-напівфабрикату, для чого спочатку під верхню матрицю встановлюють діафрагму, модель-контрматрицю з пластичного матеріалу і підмодельну плиту, простір між верхньою матрицею та діафрагмою заповнюють рідиною та заморожують, утворюючи при цьому тверду накладку з необхідним профілем по формі моделі-контрматриці, після отримання твердої накладки підмодельну плиту і модель-контрматрицю знімають, встановлюють заготовку, одночасно в нижній матриці розморожену рідину з твердої накладки відводять насосом, вакуумують середовище під заготовкою-напівфабрикатом, верхню матрицю притискають до нижньої матриці через перехідник, камеру заповнюють рідиною з джерелом імпульсного навантаження та здійснюють імпульсне навантаження, після цього з нижньої матриці деталь знімають, за допомогою поворотного пристрою дзеркально розташовані матриці міняють місцями та повторюють процес.
Текст
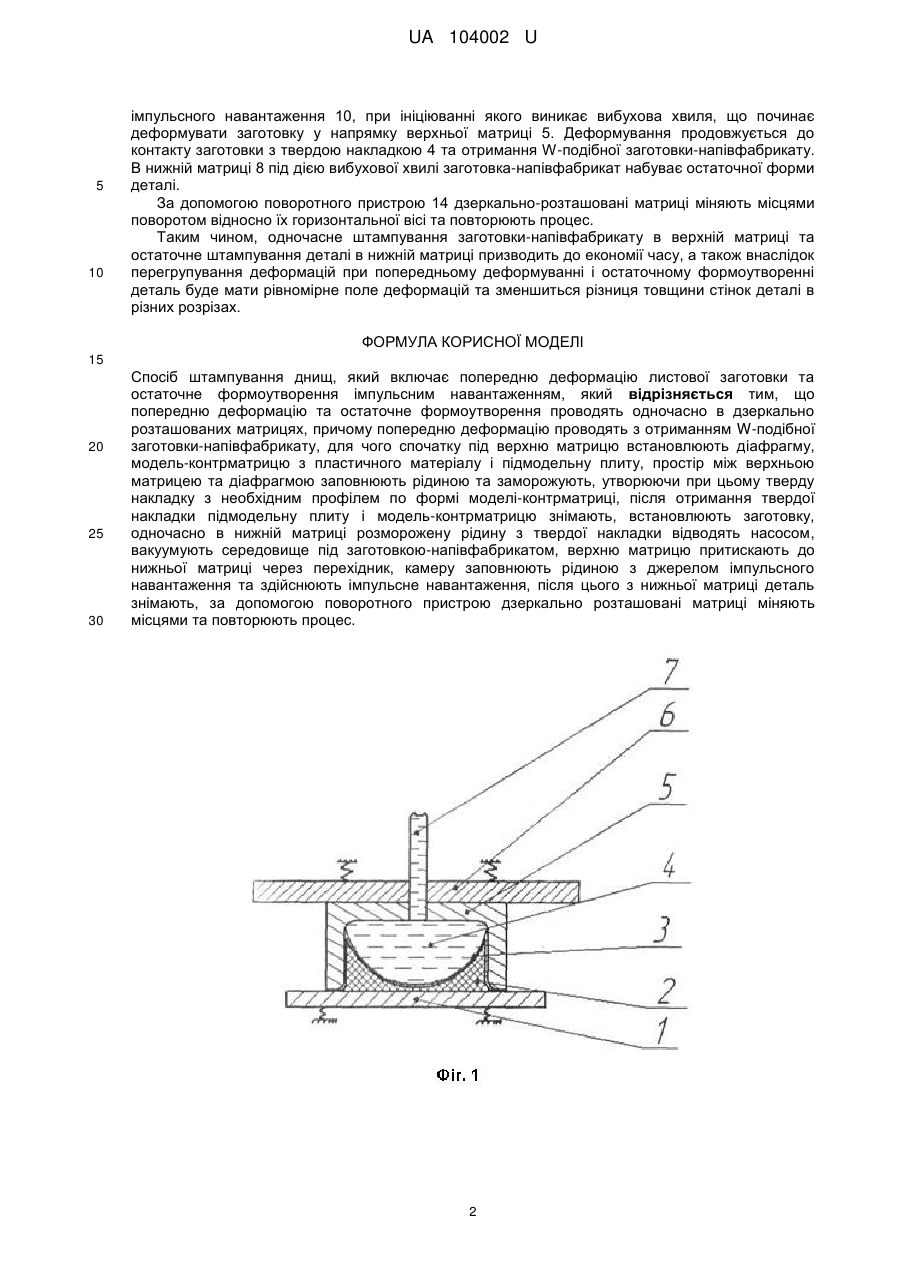
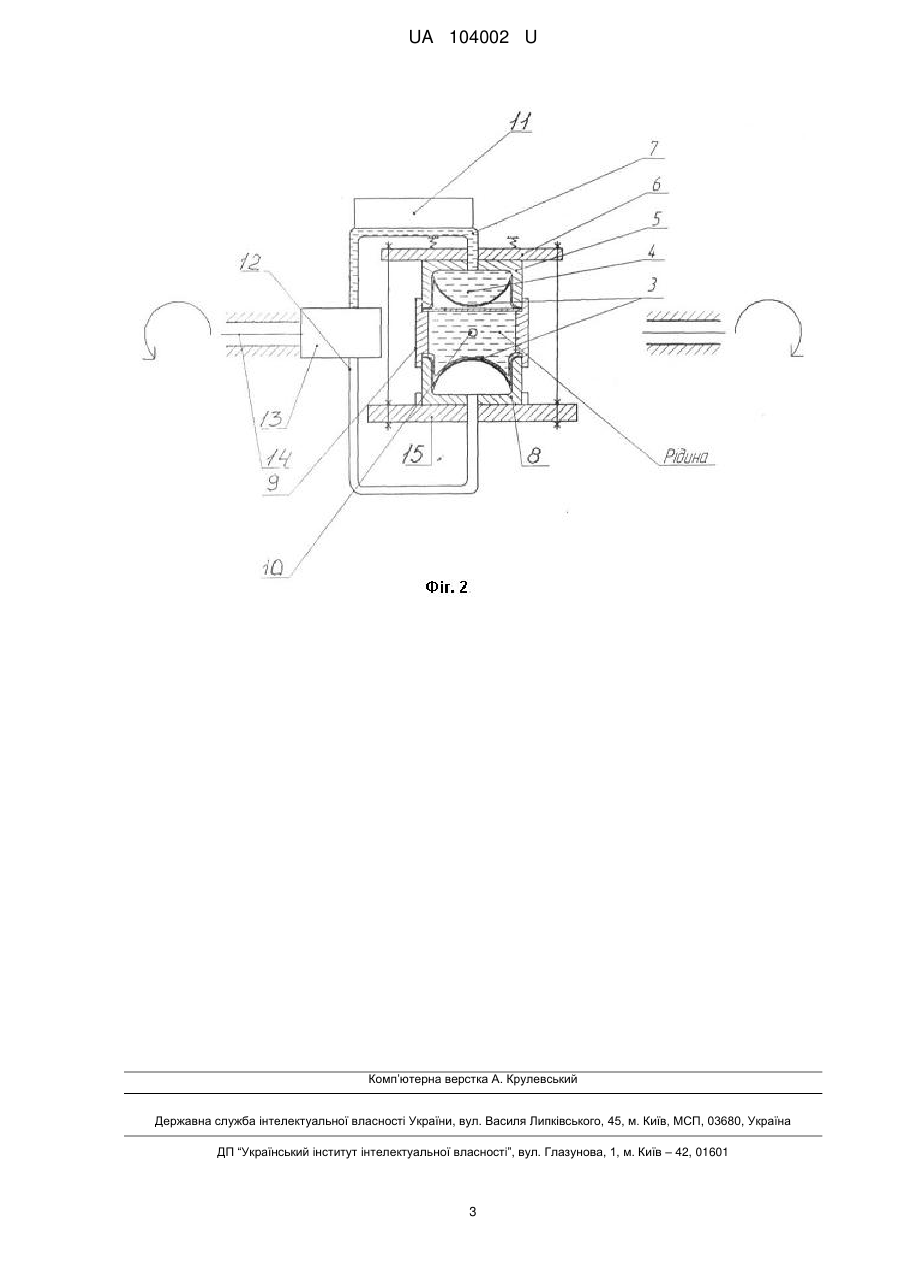
Реферат: Спосіб штампування днищ включає попередню деформацію листової заготовки та остаточне формоутворення імпульсним навантаженням. При цьому попередню деформацію та остаточне формоутворення проводять одночасно в дзеркально розташованих матрицях. Попередню деформацію проводять з отриманням W-подібної заготовки-напівфабрикату, для чого спочатку під верхню матрицю встановлюють діафрагму, модель-контрматрицю з пластичного матеріалу і підмодельну плиту, простір між верхньою матрицею та діафрагмою заповнюють рідиною та заморожують, утворюючи при цьому тверду накладку з необхідним профілем по формі моделіконтрматриці. Після отримання твердої накладки підмодельну плиту і модель-контрматрицю знімають, встановлюють заготовку, одночасно в нижній матриці розморожену рідину з твердої накладки відводять насосом, вакуумують середовище під заготовкою-напівфабрикатом, верхню матрицю притискають до нижньої матриці через перехідник, камеру заповнюють рідиною з джерелом імпульсного навантаження та здійснюють імпульсне навантаження. Після цього з нижньої матриці деталь знімають, за допомогою поворотного пристрою дзеркально розташовані матриці міняють місцями та повторюють процес. UA 104002 U (54) СПОСІБ ШТАМПУВАННЯ ДНИЩ UA 104002 U UA 104002 U 5 10 15 20 25 30 35 40 45 50 55 60 Корисна модель належить до технології обробки металів тиском і може бути використана у машинобудуванні при штампуванні деталей з листового матеріалу. Як найближчий аналог вибраний спосіб штампування днищ (Патент України № 4700, опубл 28.12.94, бюл. № 7), який включає попередню деформацію листової заготовки, що здійснюється одночасно з утворенням кільцевих рифтів, і остаточне формоутворення, в процесі якого проводять розпрямлення рифтів, попередню деформацію здійснюють в декілька переходів шляхом витяжки заготовки тиском робочого середовища через змінні матричні кільця. Недоліком найближчого аналога є мала продуктивність роботи завдяки довготривалій підготовці процесу, нерівномірне поле імпульсного навантаження на заготовку, в результаті чого деталь має нерівномірну товщину стінок, а також досить великі затрати коштів і часу на апробацію і налагодження технології на оснащенні з високоміцного матеріалу. В основу корисної моделі поставлено задачу підвищення економічності за рахунок використання оснащення з дешевого матеріалу, підвищення якості отриманої деталі за рахунок зменшення різниці товщини стінок у різних розрізах, а також зменшення часу на підготовку і налагодження процесу штампування. Для зменшення часу, витрат на апробацію і налагодження технології для моделіконтрматриці може бути використаний дешевий пластичний матеріал, наприклад пластилін. Поставлена задача вирішується тим, що в способі штампування днищ, що включає попередню деформацію листової заготовки та остаточне формоутворення імпульсним навантаженням, згідно з корисною моделлю, попередню деформацію та остаточне формоутворення проводять одночасно в дзеркально розташованих матрицях, причому попередню деформацію проводять з отриманням W-подібної заготовки-напівфабрикату, для чого спочатку під верхню матрицю встановлюють діафрагму, модель-контрматрицю з пластичного матеріалу і підмодельну плиту, простір між матрицею та діафрагмою заповнюють рідиною та заморожують, утворюючи при цьому тверду накладку з необхідним профілем по формі моделі-контрматриці, після отримання накладки підмодельну плиту і контрматрицю знімають, встановлюють заготовку, одночасно в нижній матриці розморожену рідину з твердої накладки відводять насосом, вакуумують середовище під заготовкою-напівфабрикатом, верхню матрицю притискають до нижньої матриці через перехідник, камеру заповнюють рідиною з джерелом імпульсного навантаження та здійснюють імпульсне навантаження, після отримання в нижній матриці деталі її знімають, за допомогою поворотного пристрою дзеркально розташовані матриці міняють місцями та повторюють процес. Суть корисної моделі пояснюється кресленнями, де на фіг. 1 зображена схема формоутворення твердої накладки за допомогою моделі-контрматриці з потрібним профілем. На фіг. 2 зображений загальний вид пристрою для штампування. Схема формоутворення твердої накладки за допомогою моделі-контрматриці на фіг. 1 містить підмодельну плиту 1, на яку встановлено модель-контрматрицю 2 з профільованою контрповерхнею, діафрагму 3, яка виконує роль антизмочувальної та вакуумувальної гумки при формоутворенні твердої накладки 4, та закріплено верхню матрицю 5 за допомогою верхнього лафету 6, а до верхньої матриці підведений верхній канал 7. Пристрій для штампування на фіг. 2 складається з верхнього 6 і нижнього 15 лафетів, між якими закріплена вибухова камера, яка містить дзеркально-розташовані верхню 5 і нижню 8 матриці, та переходник 9, а також рідину з джерелом імпульсного навантаження 10 (вибуховий заряд, розрядник для електрогідравлічного штампування, або ін.). Зверху вибухової камери встановлена холодильна установка 11. Тверда накладка 4 утворена рідиною, замороженою холодильною установкою 11 в порожнині між верхньою матрицею 5 та діафрагмою 3. До верхньої 5 та нижньої 8 матриць під'єднані відповідно верхній 7 та нижній 12 канали, з'єднані з насосом 13. Встановлений поворотний пристрій 14 для розвороту камері на 180 відносно горизонтальної осі. Заявлений спосіб штампування днищ реалізується таким чином. На підмодельну плиту 1 встановлюють модель-контрматрицю 2 і діафрагму 3 та зверху закріплюють верхню матрицю 5 за допомогою верхнього лафета 6. Простір між верхнею матрицею 5 та діафрагмою заповнюють водою, яку подають по верхньому каналу 7 насосом 13, та заморожують за допомогою холодильної установки 11, таким чином утворюють тверду накладку 4. Після чого підмодельну плиту 1 і модель-контрматрицю 2 знімають. Заготовку встановлюють під верхню матрицю 5 з твердою накладкою 4 та діафрагмою 3. Одночасно в нижній матриці 8 з твердої накладки 4 розморожену рідину відводять насосом 13 через нижній канал 12 та вакуумують середовище під заготовкою-напівфабрикатом. Для здійснення імпульсного навантаження верхню матрицю 5 притискають до нижньої матриці 8 через перехідник 9. В вибуховій камері розміщують рідину (воду) з джерелом 1 UA 104002 U 5 10 імпульсного навантаження 10, при ініціюванні якого виникає вибухова хвиля, що починає деформувати заготовку у напрямку верхньої матриці 5. Деформування продовжується до контакту заготовки з твердою накладкою 4 та отримання W-подібної заготовки-напівфабрикату. В нижній матриці 8 під дією вибухової хвилі заготовка-напівфабрикат набуває остаточної форми деталі. За допомогою поворотного пристрою 14 дзеркально-розташовані матриці міняють місцями поворотом відносно їх горизонтальної вісі та повторюють процес. Таким чином, одночасне штампування заготовки-напівфабрикату в верхній матриці та остаточне штампування деталі в нижній матриці призводить до економії часу, а також внаслідок перегрупування деформацій при попередньому деформуванні і остаточному формоутворенні деталь буде мати рівномірне поле деформацій та зменшиться різниця товщини стінок деталі в різних розрізах. ФОРМУЛА КОРИСНОЇ МОДЕЛІ 15 20 25 30 Спосіб штампування днищ, який включає попередню деформацію листової заготовки та остаточне формоутворення імпульсним навантаженням, який відрізняється тим, що попередню деформацію та остаточне формоутворення проводять одночасно в дзеркально розташованих матрицях, причому попередню деформацію проводять з отриманням W-подібної заготовки-напівфабрикату, для чого спочатку під верхню матрицю встановлюють діафрагму, модель-контрматрицю з пластичного матеріалу і підмодельну плиту, простір між верхньою матрицею та діафрагмою заповнюють рідиною та заморожують, утворюючи при цьому тверду накладку з необхідним профілем по формі моделі-контрматриці, після отримання твердої накладки підмодельну плиту і модель-контрматрицю знімають, встановлюють заготовку, одночасно в нижній матриці розморожену рідину з твердої накладки відводять насосом, вакуумують середовище під заготовкою-напівфабрикатом, верхню матрицю притискають до нижньої матриці через перехідник, камеру заповнюють рідиною з джерелом імпульсного навантаження та здійснюють імпульсне навантаження, після цього з нижньої матриці деталь знімають, за допомогою поворотного пристрою дзеркально розташовані матриці міняють місцями та повторюють процес. 2 UA 104002 U Комп’ютерна верстка А. Крулевський Державна служба інтелектуальної власності України, вул. Василя Липківського, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут інтелектуальної власності”, вул. Глазунова, 1, м. Київ – 42, 01601 3
ДивитисяДодаткова інформація
МПК / Мітки
МПК: B21D 26/06
Мітки: штампування, днищ, спосіб
Код посилання
<a href="https://ua.patents.su/5-104002-sposib-shtampuvannya-dnishh.html" target="_blank" rel="follow" title="База патентів України">Спосіб штампування днищ</a>
Спосіб штампування днищ
Номер патенту: 4700
Опубліковано: 28.12.1994
Автори: Зорік Володимир Якович, Тараненко Михайло Євгенович, Борисевич Володимир Карпович, Молодих Сергій Іванович, Губський Олексій Олексійович
МПК: B21D 26/06
Мітки: штампування, спосіб, днищ
Формула / Реферат:
(57) Способ штамповки днищ, включающий предварительное деформирование листовой заготовки, осуществляемое одновременно с образованием кольцевых рифтов, и окончательное формообразование, в процессе которого производят расправление рифтов, отличающийся тем, что предварительное деформирование осуществляют в несколько пере ходов путем вытяжки заготовки давления рабочей среды через сменные матричные кольца различного диаметра до взаимодействия...
Пристрій для штампування імпульсними джерелами енергії
Номер патенту: 96841
Опубліковано: 25.02.2015
Автори: Онопченко Антон Віталійович, Трет'як Володимир Васильович, Ладімирич Вадим Юрійович, Федорова Анастасія Сергіївна
МПК: B21D 26/00
Мітки: енергії, джерелами, імпульсними, штампування, пристрій
Формула / Реферат:
Пристрій для штампування імпульсними джерелами енергії, який містить вибухову камеру з рідиною та джерелом для здійснення вибуху заряду і матрицю з гнучкою діафрагмою, який відрізняється тим, що вибухова камера, закріплена між верхнім і нижнім лафетами, має дзеркально розташовані верхню та нижню матриці, гнучкі діафрагми на кожній з них та перехідник між ними, зверху камери встановлена холодильна установка для утворення твердої рідинної...
Штамп для гарячого штампування порошкових деталей
Номер патенту: 27374
Опубліковано: 25.10.2007
Автори: Циркін Аркадій Тимофійович, Кузьменко Олена Михайлівна, Рябічева Людмила Олександрівна, Білошицький Микола Володимирович
МПК: B22F 3/14
Мітки: штампування, гарячого, деталей, штамп, порошкових
Формула / Реферат:
Штамп для гарячого штампування порошкових деталей, що містить матрицю, нижній та верхній пуансони, причому останній має робочу сферичну поверхню, центральний стержень, верхню та нижню плити, виштовхувальну систему зі штовхачами та пружинами, який відрізняється тим, що верхній пуансон виконано суцільним.
Спосіб гарячого штампування листових заготовок
Номер патенту: 101099
Опубліковано: 25.08.2015
Автори: Липчанський Олександр Олександрович, Аніщенко Олександр Сергійович, Ніколенко Роман Сергійович, Кухар Володимир Валентинович, Гільченко Валерія Дмитрівна, Каргін Борис Сергійович
МПК: B21D 51/18, C23C 24/00
Мітки: листових, гарячого, спосіб, штампування, заготовок
Формула / Реферат:
Спосіб гарячого штампування листових заготовок, що вміщує нанесення на поверхню заготовки захисного покриття, яке містить бор, нагрів заготовки та її подальше гаряче штампування, який відрізняється тим, що як захисне покриття застосовують водний 25-30 % розчин порошку борної кислоти.
Спосіб штампування вилок кардана
Номер патенту: 17602
Опубліковано: 16.10.2006
Автори: Чумакова Ольга Борисівна, Чумаков Борис Миколайович
МПК: B21K 5/00
Мітки: спосіб, кардана, штампування, вилок
Формула / Реферат:
Спосіб штампування вилок кардана, який включає використання мірної циліндричної заготовки, її осаджування і зворотне видавлювання, який відрізняється тим, що осаджування, а потім зворотне видавлювання вилки кардана проводять у закритій порожнині матриці.
Попередній патент: Спосіб реагентного пом’якшення води
Наступний патент: Спосіб очищення води від сульфатів реагентним методом
Випадковий патент: Спосіб обробітку ґрунту для накопичення і збереження в ньому вологи