Штамп для гарячого штампування порошкових деталей
Номер патенту: 27374
Опубліковано: 25.10.2007
Автори: Кузьменко Олена Михайлівна, Рябічева Людмила Олександрівна, Білошицький Микола Володимирович, Циркін Аркадій Тимофійович
Формула / Реферат
Штамп для гарячого штампування порошкових деталей, що містить матрицю, нижній та верхній пуансони, причому останній має робочу сферичну поверхню, центральний стержень, верхню та нижню плити, виштовхувальну систему зі штовхачами та пружинами, який відрізняється тим, що верхній пуансон виконано суцільним.
Текст
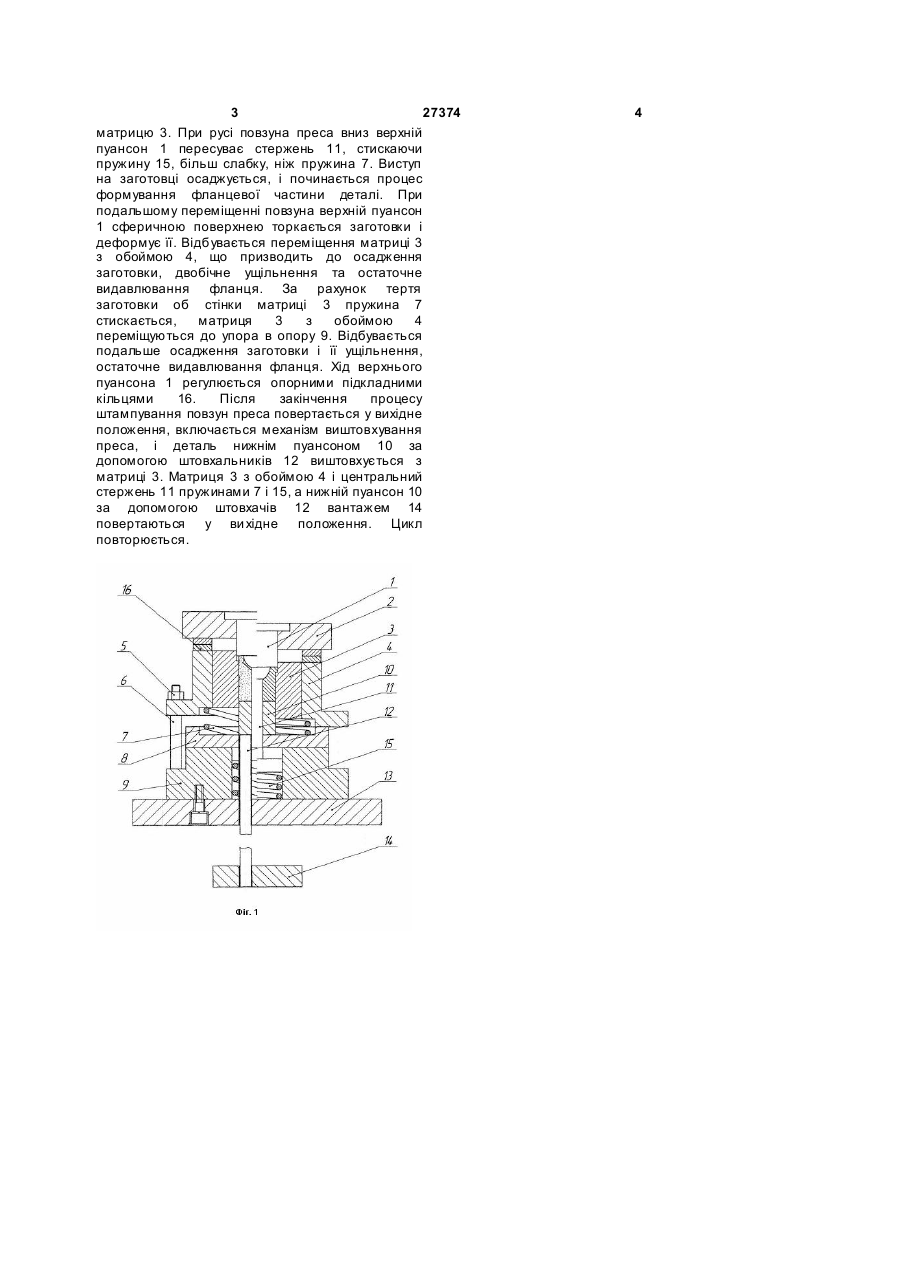
Штамп для гарячого штампування порошкових деталей, що містить матрицю, нижній та верхній пуансони, причому останній має робочу сферичну поверхню, центральний стержень, верхню та нижню плити, вишто вхувальну систему зі штовхачами та пружинами, який відрізняється тим, що верхній пуансон виконано суцільним. (19) (21) u200707333 (22) 02.07.2007 (24) 25.10.2007 (72) РЯБІЧЕВА ЛЮДМИЛА ОЛЕКС АНДРІВНА, UA, БІЛОШИЦЬКИЙ МИКОЛА ВОЛОДИМИРОВИЧ, U A, КУЗЬМЕНКО ОЛЕНА МИ ХАЙЛІВН А, U A, ЦИРКІН АРКАДІЙ ТИМОФІЙОВИЧ, U A (73) СХІДНОУКРАЇНСЬКИЙ НАЦІОН АЛЬНИЙ УНІВЕРСИТЕТ ІМЕНІ ВОЛОДИ МИРА ДАЛЯ, U A 3 27374 матрицю 3. При русі повзуна преса вниз верхній пуансон 1 пересуває стержень 11, стискаючи пружину 15, більш слабку, ніж пружина 7. Виступ на заготовці осаджується, і починається процес формування фланцевої частини деталі. При подальшому переміщенні повзуна верхній пуансон 1 сферичною поверхнею торкається заготовки і деформує її. Відбувається переміщення матриці 3 з обоймою 4, що призводить до осадження заготовки, двобічне ущільнення та остаточне видавлювання фланця. За рахунок тертя заготовки об стінки матриці 3 пружина 7 стискається, матриця 3 з обоймою 4 переміщуються до упора в опору 9. Відбувається подальше осадження заготовки і її ущільнення, остаточне видавлювання фланця. Хід верхнього пуансона 1 регулюється опорними підкладними кільцями 16. Після закінчення процесу штампування повзун преса повертається у вихідне положення, включається механізм виштовхування преса, і деталь нижнім пуансоном 10 за допомогою штовхальників 12 виштовхується з матриці 3. Матриця 3 з обоймою 4 і центральний стержень 11 пружинами 7 і 15, а нижній пуансон 10 за допомогою штовхачів 12 вантажем 14 повертаються у ви хідне положення. Цикл повторюється. 4
ДивитисяДодаткова інформація
Назва патенту англійськоюDie for hot forming of powder components
Автори англійськоюRiabicheva Liudmyla Oleksandrivna, Biloshytskyi Mykola Volodymyrovych, Kuzmenko Olena Mykhailivna, Tsyrkin Arkadii Tymofiiovych
Назва патенту російськоюШтамп для горячей штамповки порошковых деталей
Автори російськоюРябичева Людмила Александровна, Белошицкий Николай Владимирович, Кузьменко Елена Михайловна, Цыркин Аркадий Тимофеевич
МПК / Мітки
МПК: B22F 3/14
Мітки: деталей, штамп, штампування, гарячого, порошкових
Код посилання
<a href="https://ua.patents.su/2-27374-shtamp-dlya-garyachogo-shtampuvannya-poroshkovikh-detalejj.html" target="_blank" rel="follow" title="База патентів України">Штамп для гарячого штампування порошкових деталей</a>
Штамп для гарячого штампування порошкових заготовок
Номер патенту: 25067
Опубліковано: 25.07.2007
Автори: Штерн Михайло Борисович, Сердюк Геннадій Георгійович, Куровський Валентин Якович, Баглюк Геннадій Анатолійович, Грабчак Олексій Кирилович
Мітки: заготовок, штамп, штампування, порошкових, гарячого
Формула / Реферат:
Штамп для гарячого штампування порошкових заготовок, що містить матрицю, основний та додатковий пуансони, останній з яких закріплений на рухливій відносно основного пуансона проміжній плиті та виконаний з формувальною порожниною, в якій розміщений основний пуансон, верхню та нижню опорні плити, який відрізняється тим, що між проміжною плитою з додатковим пуансоном та верхньою опорною плитою встановлені пружні елементи, на верхній торцевій...
Штамп для гарячого штампування плоских деталей з отворами
Номер патенту: 65942
Опубліковано: 15.04.2004
Автори: Невідомський Володимир Олександрович, Каштанов Олександр Миколайович, Кирилов Генріх Леонідович
МПК: B21D 22/02
Мітки: плоских, отворами, гарячого, штамп, штампування, деталей
Формула / Реферат:
1. Штамп для гарячого штампування плоских деталей з отворами, що включає пуансонотримач з пуансонами для пробивання отворів і матрицю, який відрізняється тим, що пуансонотримач і матриця виконані збірними і складаються, щонайменше з двох частин, базової і причіпної, котрі скріплені між собою з можливістю регулювання відстані між ними по лінії, проведеній через осі пуансонів для пробивання отворів, встановлених в різних частинах...
Штамп для закритого об’ємного штампування з крученням деталей звичайної точності
Номер патенту: 35670
Опубліковано: 16.04.2001
Автори: Ковтун Віталій Васильович, Шамарін Юрій Євгенович, Махер Авді Аль-Равашдех, Марченко Віталій Леонідович
МПК: B21D 22/08
Мітки: штамп, об`ємного, звичайної, крученням, точності, закритого, штампування, деталей
Формула / Реферат:
Штамп для закрытой объемной штамповки с кручением деталей обычной точности, содержащий верхний и нижний полуштампы, образующие совместно с подвижной обоймой со специально выполненной фаской, формообразующую полость, корпус, подкладку, в сквозных отверстиях которой находятся подпружиненные пальцы, связанные с диском, отличающийся тем, что верхний полуштамп выполнен в виде шлицевого вала, сопряжен с подвижной обоймой посредством шлицевого...
Штамп для гарячого деформування
Номер патенту: 2374
Опубліковано: 15.03.2004
Автор: Грещишин Михайло Йосипович
МПК: B21D 22/06
Мітки: гарячого, деформування, штамп
Формула / Реферат:
1. Штамп для гарячого деформування, що містить верхню плиту, нижню плиту із запресованими напрямними колонками, роз'ємні матриці, закріплений у стакані верхній формувальний пуансон і верхні вкладки, який відрізняється тим, що він додатково містить нижній формувальний пуансон, закріплений у стакані, нижні вкладки і з'єднані втулкою підпружинені стулки, в яких закріплені роз'ємні матриці, причому одна із стулок виконана поворотною щодо втулки,...
Штамп для гнуття деталей з прутка
Номер патенту: 49146
Опубліковано: 16.09.2002
Автор: Жученко Олександр Миколайович
МПК: B21D 22/02
Мітки: прутка, гнуття, штамп, деталей
Формула / Реферат:
Штамп для гнуття деталей з прутка, який включає центральний пуансон, дві нерухомі оправки і два бокових пуансони, який відрізняється тим, що він споряджений двома додатковими оправками, кожна з яких виконана з можливістю переміщення в нерухомій оправці під кутом до напрямку переміщення пуансона.
Попередній патент: Пристрій для регулювання колії малого транспортного засобу
Наступний патент: Спосіб отримання антигену для тестування лейкозу великої рогатої худоби
Випадковий патент: Спосіб визначення та компенсації магнітної девіації інклінометра