Спосіб нарізування дискових пил з нерівномірним кроком зубів
Номер патенту: 104229
Опубліковано: 25.01.2016
Автори: Родін Родіон Петрович, Равська Наталія Сергіївна, Парненко Валерія Сергіївна
Формула / Реферат
Спосіб нарізування обкочувальною фрезою зубів дискової пили, який відрізняється тим, що обробку обкочувальною фрезою зубів дискової пили здійснюють при повороті на кутовий крок бічних ріжучих кромок зубів обкочувальної фрези, які формують передню поверхню зубів на заготовці, при цьому осі фрези та пили схрещують під певним кутом і кожен зуб інструменту обробляє западину зуба на заготовці, яка відповідає своєму кроку в групі.
Текст
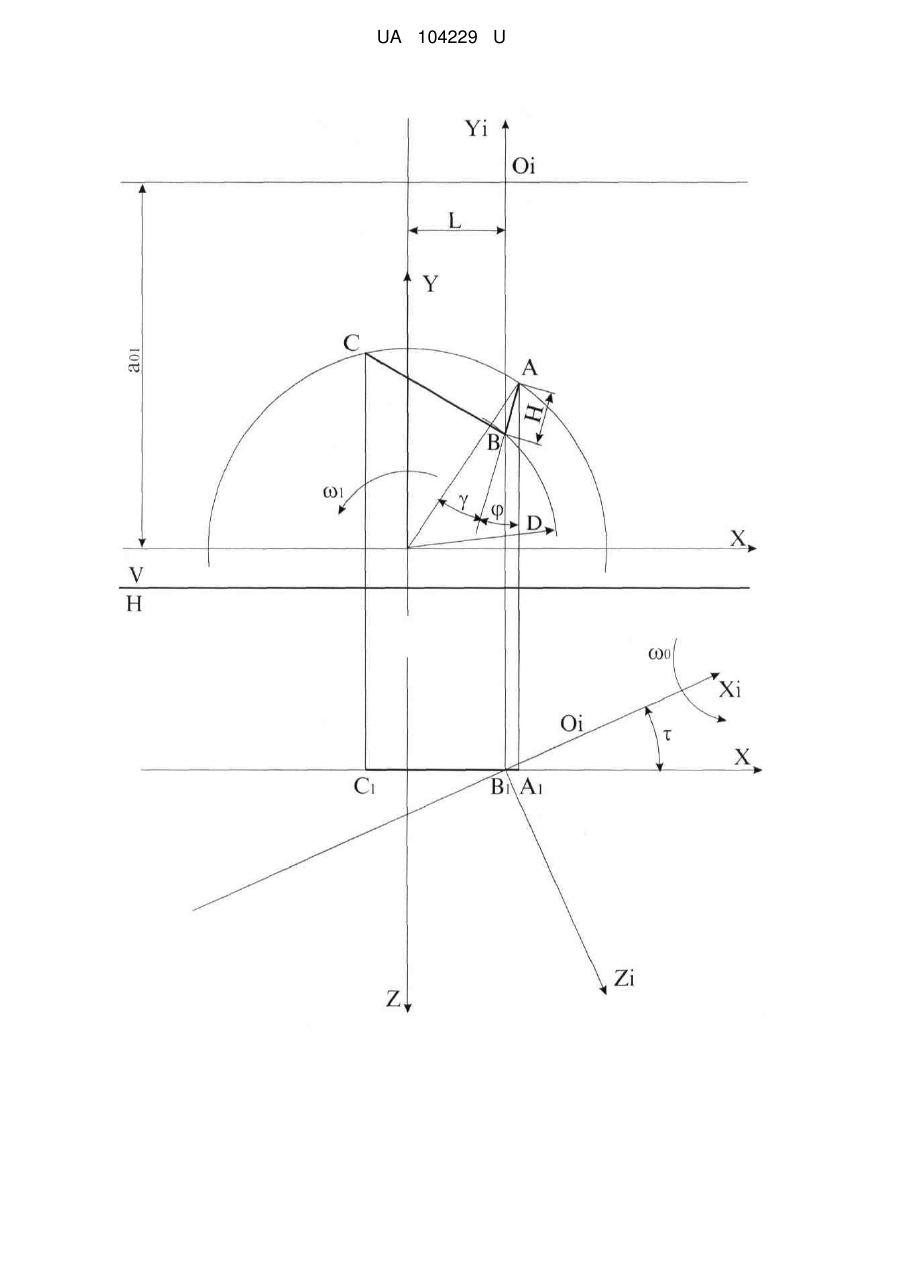
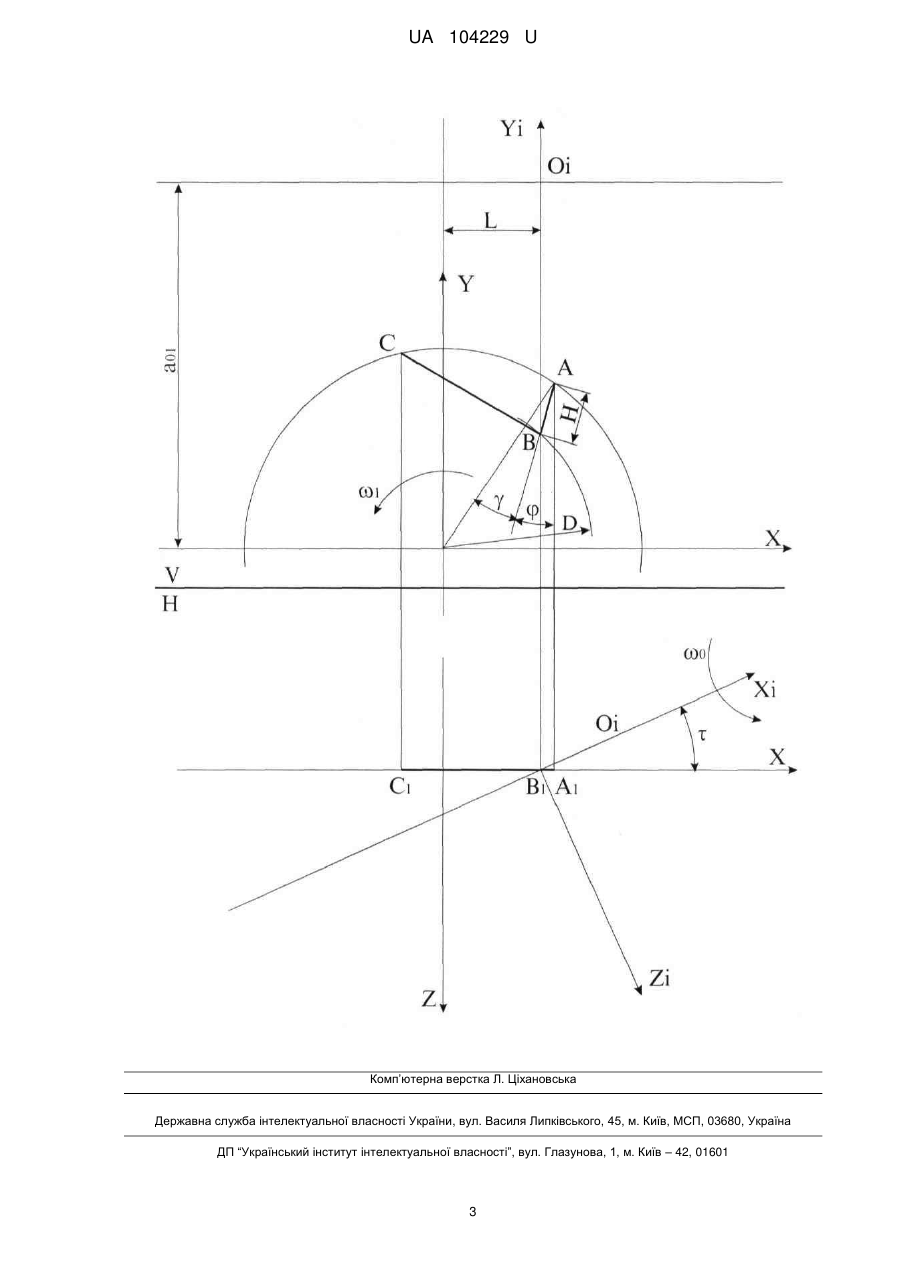
Реферат: Корисна модель належить до металообробки, а конкретно, до інструментального виробництва, і призначена для попередньої обробки дискових багатозубих заготовок з нерівномірним кроком зубів. Обробку обкочувальною фрезою зубів дискової пили здійснюють при повороті на кутовий крок бічних ріжучих кромок зубів обкочувальної фрези, які формують передню поверхню зубів на заготовці. При цьому осі фрези та пили схрещують під певним кутом. У процесі зубонарізування кожен зуб інструменту обробляє западину зуба на заготовці, яка відповідає своєму кроку в групі. UA 104229 U (54) СПОСІБ НАРІЗУВАННЯ ДИСКОВИХ ПИЛ З НЕРІВНОМІРНИМ КРОКОМ ЗУБІВ UA 104229 U UA 104229 U 5 10 15 20 25 30 35 Корисна модель належить до металообробки, а конкретно, до інструментального виробництва, і призначена для попередньої обробки дискових багатозубих заготовок з нерівномірним кроком зубів. Відомий патент № 14913 У країни МПК B23F 5/00 (МПК B23F 9/00) "Спосіб обробки багатозубих деталей фасонною обкатною фрезою" опублікований 15.08.2006 р. Спосіб полягає в тому, що фасонною обкатною фрезою обробляють багатозубі деталі, причому вісь фрези розміщують під певним кутом стосовно осі оброблюваної деталі. Недоліком цього способу є те, що за допомогою нього неможливо обробляти дискові багатозубі деталі, які мають передні кути, а також багатозубі деталі з нерівномірним кроком зубів. Найбільш близькою до запропонованої корисної моделі технічною суттю та ефектом, що досягається, є спосіб нарізування храпових коліс А.С. СРСР № 1373501, В 23 F 5/12 "Способ нарезания храповых колес и дисковая угловая фреза для его осуществления", опубл. 15.02.1988 р. Нарізування храпових коліс здійснюють дисковою кутовою фрезою при взаємному обкатному русі колеса і фрези. При цьому фрезу встановлюють під кутом по відношенню до торцевої площини колеса, а передня поверхня зуба фрези нахилена до основної площини під переднім кутом. Недоліком відомого способу є те, що за допомогою нього неможливо обробляти зубчасті заготовки з нерівномірним кроком зубів. В основу корисної моделі поставлена задача вдосконалення способу нарізування зубчастих заготовок з нерівномірним кроком зубів обкочувальною фрезою, що також дозволить обробляти дискові пили з нерівномірним кроком. Задачею корисної моделі є підвищення точності і продуктивності обробки зубчастих заготовок з нерівномірним кроком зубів з використанням методу обкатки. Спосіб обробки обкочувальною фрезою зубів дискової пили полягає в тому, що при повороті на кутовий крок бічні ріжучі кромки зубів обкочувальної фрези формують передню поверхню зубів на заготовці. Які ріжучу кромку фасонної обкочувальної фрези при похилому встановленні її осі, приймемо характеристику, визначену при вибраному положенні оброблюваної канавки. Суть корисної моделі, що заявляється, пояснюється кресленням. На фігурі зображена система координат XYZ, зв'язана з оброблюваною деталлю. Направимо вісь Ζ по осі деталі, вісь Y - по найкоротшій відстані між осями деталі та фрези. Осі Х і Υ розташовуються в площині, перпендикулярній осі деталі. З проектованою обкочувальною фрезою пов'яжемо систему координат XiYiZi. Вісь Yi збігається з віссю Υ, вісь Xi йде по осі інструменту, - осі обертання інструменту з кутовою швидкістю - 0 . Формули перетворення координат у цьому випадку записуються таким чином: XC X cos Z sin 45 YC Y a01 ZC Z cos X sin , де - кут установки осі фрези. Кут " " установки осі фрези доцільно розраховувати за формулою: D Zф , tg Dф Z де D - діаметр точки В профілю деталі; D - діаметр фрези, за допомогою якої ведеться обробка; Z ф - число зубів дискової фрези; 50 Z - число зубів оброблюваної фрези. З нерівномірним кроком зубів змінюються координати точок С і В відповідних профілів. Послідовність розрахунку може бути наступна: В системі ΧΥΖ визначаються координати двох точок А і В профілю. X A 0,5 D sin 40 YA 0,5 D cos XB X A Hi sin YB YA Hi cos , де D - діаметр оброблюваної деталі; 1 UA 104229 U H i - висота оброблюваної канавки, виміряної по передній площині. По рівнянню контакту розраховується координата Ζ точок характеристики: X YA ctg ZA 1 A tg ctg YA a01 X A tg 0 cos 1 XB YB ctg tg ctg YB a01 XB tg . 0 cos Таким чином координати двох точок прямолінійної характеристики на передній поверхні в системі XYZ будуть: Α(ΧΑΥΑΖΑ), Β(ΧBΥBΖB). Координати точки характеристики, відповідної точці С профілю деталі в системі ΧΥΖ розраховуються в такій послідовності: Координати ΧΥ точки С будуть: XC 0,5 D sin i YC 0,5 D cos i , де i - кутовий крок зуба пили в групі (розраховується за певною методикою); Координата Zc точки характеристики на потиличній площині деталі визначається за рівнянням контакту: X YC ctg ZC 1 C tg ctg YC a01 XC tg . 0 cos Знаючи координати точок характеристик в системі XYZ за формулами перетворення координат розраховуються координати точок характеристик в системі XiYiZi. Xi X cos Z sin Yi Y a01 Zi Z cos X sin . Дві точки A(XiYiZi) i B(XiYiZi) визначають прямолінійну характеристику, яка приймається за ріжучу кромку фрези, яка обробляє передню площину деталі. ZB 5 10 15 20 ФОРМУЛА КОРИСНОЇ МОДЕЛІ 25 Спосіб нарізування обкочувальною фрезою зубів дискової пили, який відрізняється тим, що обробку обкочувальною фрезою зубів дискової пили здійснюють при повороті на кутовий крок бічних ріжучих кромок зубів обкочувальної фрези, які формують передню поверхню зубів на заготовці, при цьому осі фрези та пили схрещують під певним кутом і кожен зуб інструменту обробляє западину зуба на заготовці, яка відповідає своєму кроку в групі. 2 UA 104229 U Комп’ютерна верстка Л. Ціхановська Державна служба інтелектуальної власності України, вул. Василя Липківського, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут інтелектуальної власності”, вул. Глазунова, 1, м. Київ – 42, 01601 3
ДивитисяДодаткова інформація
МПК / Мітки
МПК: B23F 5/00
Мітки: зубів, нерівномірним, спосіб, кроком, нарізування, пил, дискових
Код посилання
<a href="https://ua.patents.su/5-104229-sposib-narizuvannya-diskovikh-pil-z-nerivnomirnim-krokom-zubiv.html" target="_blank" rel="follow" title="База патентів України">Спосіб нарізування дискових пил з нерівномірним кроком зубів</a>
Сталева балка з поперечно профільованою стінкою коробчатого перерізу з нерівномірним кроком гофрів
Номер патенту: 45328
Опубліковано: 10.11.2009
Автори: Чичуліна Ксенія Вікторівна, Пічугін Сергій Федорович, Чичулін Віктор Петрович
МПК: E04C 3/02
Мітки: поперечної, перерізу, балка, сталева, коробчатого, гофрів, нерівномірним, стінкою, профільованою, кроком
Формула / Реферат:
Сталева балка з поперечно профільованою стінкою коробчатого перерізу з нерівномірним кроком гофрів, що складається з трапецеїдальної гофрованої стінки, яка відрізняється тим, що стінка складається з двох холодногнутих профільованих листів, які закріплюються за допомогою ламелей.
Спосіб нарізування синусоїдальних зубчастих коліс
Номер патенту: 24957
Опубліковано: 25.07.2007
Автори: Грицай Ігор Євгенович, Кук Андрій Михайлович, Посполітак Василь Андрійович
МПК: B23F 21/00
Мітки: зубчастих, спосіб, коліс, нарізування, синусоїдальних
Формула / Реферат:
Спосіб нарізування синусоїдальних зубчастих коліс, що включає обкочування зубчастих коліс дисковою фрезою, який відрізняється тим, що нарізування здійснюють на токарно-затилувальному верстаті, який оснащують окремим приводом обертання дискової фрези, наприклад додатковим електродвигуном, та приводом зворотно-поступального руху фрези, наприклад кулачковим механізмом.
Спосіб нарізування гіперболоїдних зубчастих коліс та інструментів
Номер патенту: 77204
Опубліковано: 11.02.2013
Автори: Вітренко Олексій Володимирович, Кашура Михайло Олександрович, Воронов Артур Едуардович
МПК: B23F 9/00
Мітки: гіперболоїдних, нарізування, інструментів, зубчастих, коліс, спосіб
Формула / Реферат:
Спосіб нарізування гіперболоїдних зубчастих коліс для гіперболоїдної передачі, який полягає у тому, що осі заготовки та інструмента схрещено, а кутові швидкості обернено пропорційні кількості їх зубців, нарізування виконують пальцевою фрезою на заготовці, виконаній у вигляді односмугового гіперболоїда, який відрізняється тим, що нарізування виконують на вертикально фрезерному верстаті з ділильною головкою подачею вздовж прямолінійної...
Спосіб нарізування зубчатих виробів з зовнішнім та внутрішнім неевольвентним зачепленням
Номер патенту: 43044
Опубліковано: 27.07.2009
Автори: Коновалов Олексій Дмитрович, Бобух Олексій Іванович, Бобух Іван Олексійович, Нечаєва Лілія Анатолієвна, Федорінов Володимир Анатолійович
МПК: B23F 21/00
Мітки: спосіб, виробів, зубчатих, неевольвентним, зачепленням, внутрішнім, нарізування, зовнішнім
Формула / Реферат:
Спосіб нарізування зубчатих виробів з зовнішнім та внутрішнім неевольвентним зачепленням, профіль котрого має увігнуті ділянки, інструментом, ріжучі кромки котрого мають відповідний профіль, з подачею інструмента до дотику базової поверхні, який відрізняється тим, що спряжені кромки циліндричної поверхні деталі та профільних пазів обробляються ріжучою кромкою того ж інструмента, а кривизна ділянок, що обробляють кромки, зворотна кривизні...
Спосіб вимірювання радіального биття зубів круглих пил
Номер патенту: 96066
Опубліковано: 12.01.2015
Автори: Д'яконов Віктор Кузьмич, Сірко Зіновій Степанович
МПК: B23D 45/00
Мітки: пил, зубів, круглих, биття, вимірювання, спосіб, радіального
Формула / Реферат:
Спосіб вимірювання радіального биття зубів круглих пил, що включає пристрій, на який встановлюють пилу, який відрізняється тим, що пилу встановлюють на нерухому пластину, яка контактує з насадковим отвором, та прокручують її відносно пластини, яка базується на опорах.
Попередній патент: Пристрій термовентиляційний для економії електроенергії в холодильній установці
Наступний патент: Клапан запобіжний
Випадковий патент: Спосіб оптимізації експлуатації кількох компресорних агрегатів компресорної станції природного газу