Спосіб нарізування зубчатих виробів з зовнішнім та внутрішнім неевольвентним зачепленням
Номер патенту: 43044
Опубліковано: 27.07.2009
Автори: Федорінов Володимир Анатолійович, Коновалов Олексій Дмитрович, Бобух Олексій Іванович, Бобух Іван Олексійович, Нечаєва Лілія Анатолієвна
Формула / Реферат
Спосіб нарізування зубчатих виробів з зовнішнім та внутрішнім неевольвентним зачепленням, профіль котрого має увігнуті ділянки, інструментом, ріжучі кромки котрого мають відповідний профіль, з подачею інструмента до дотику базової поверхні, який відрізняється тим, що спряжені кромки циліндричної поверхні деталі та профільних пазів обробляються ріжучою кромкою того ж інструмента, а кривизна ділянок, що обробляють кромки, зворотна кривизні основного профілю, при цьому радіус кривизни ділянок інструмента для обробки спряжених кромок виконаний рівним (0,08...0,1)·R, де R - радіус пазів основного профілю.
Текст
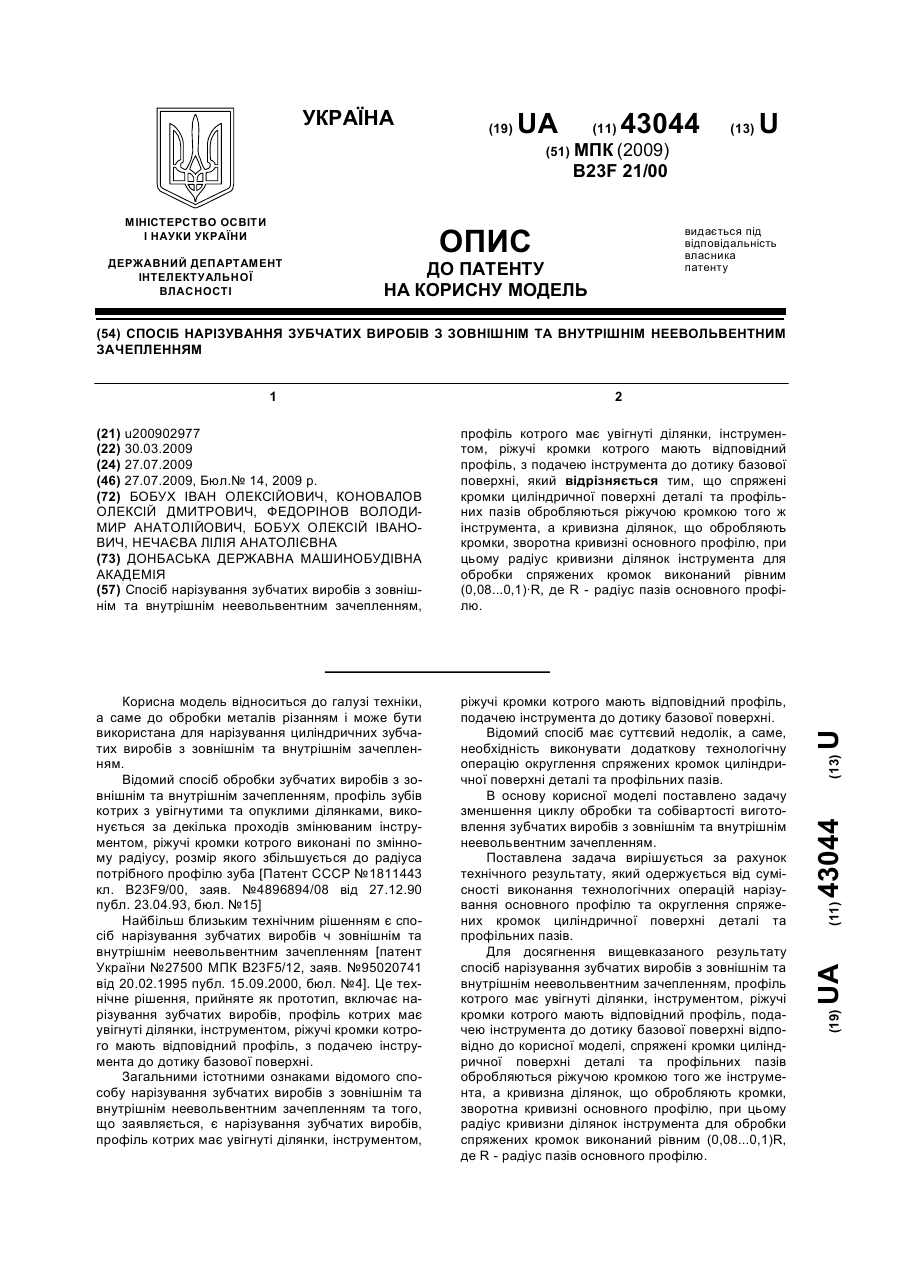
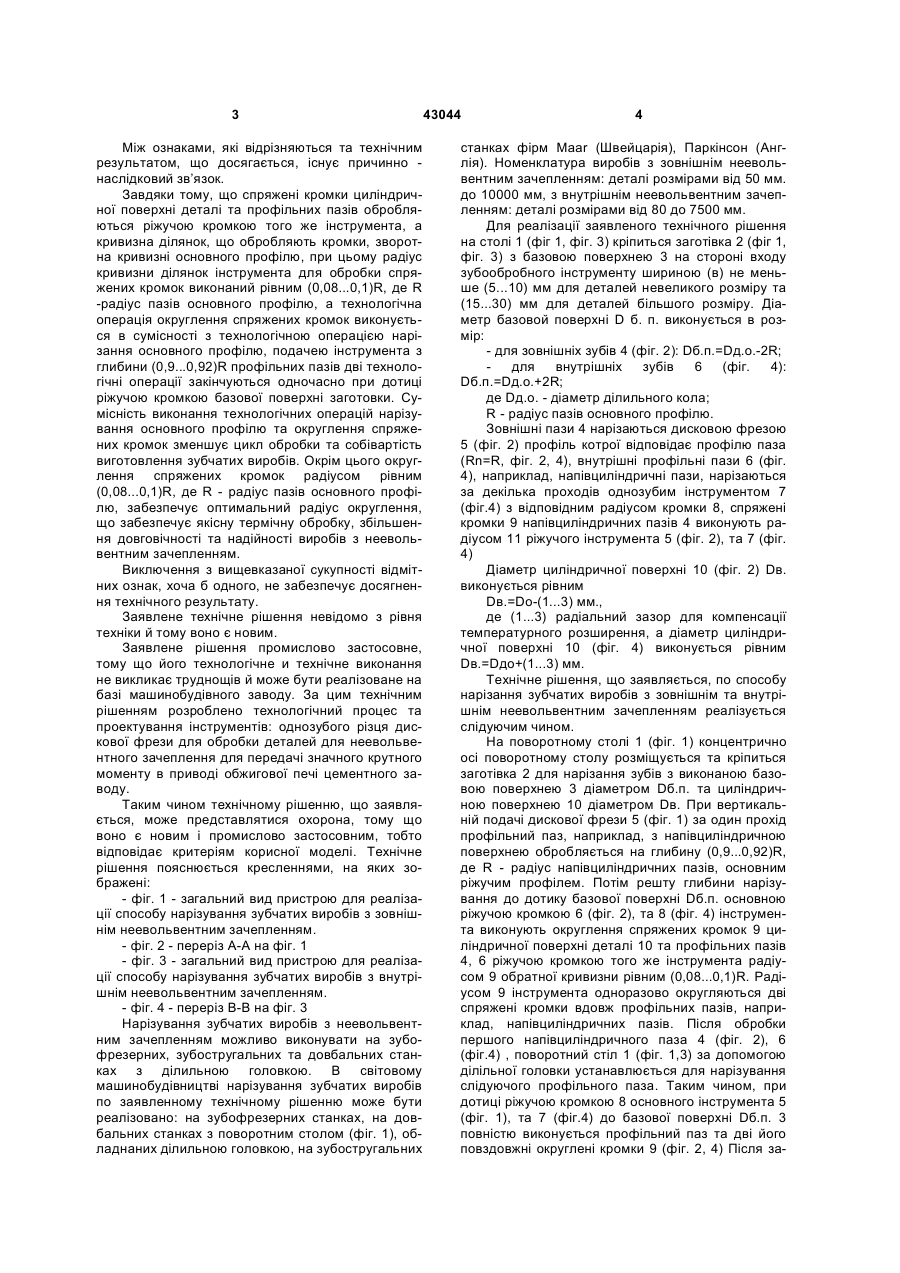
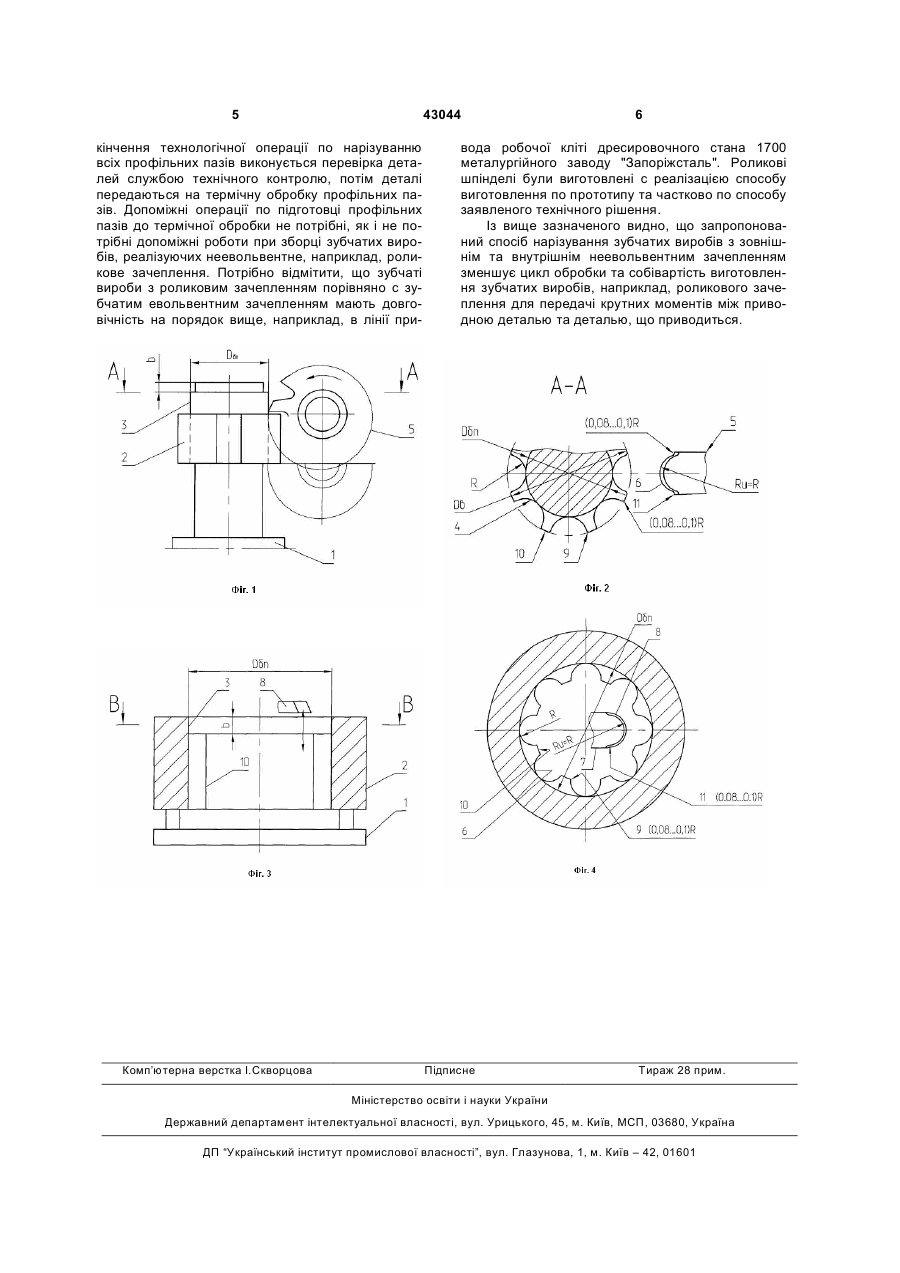
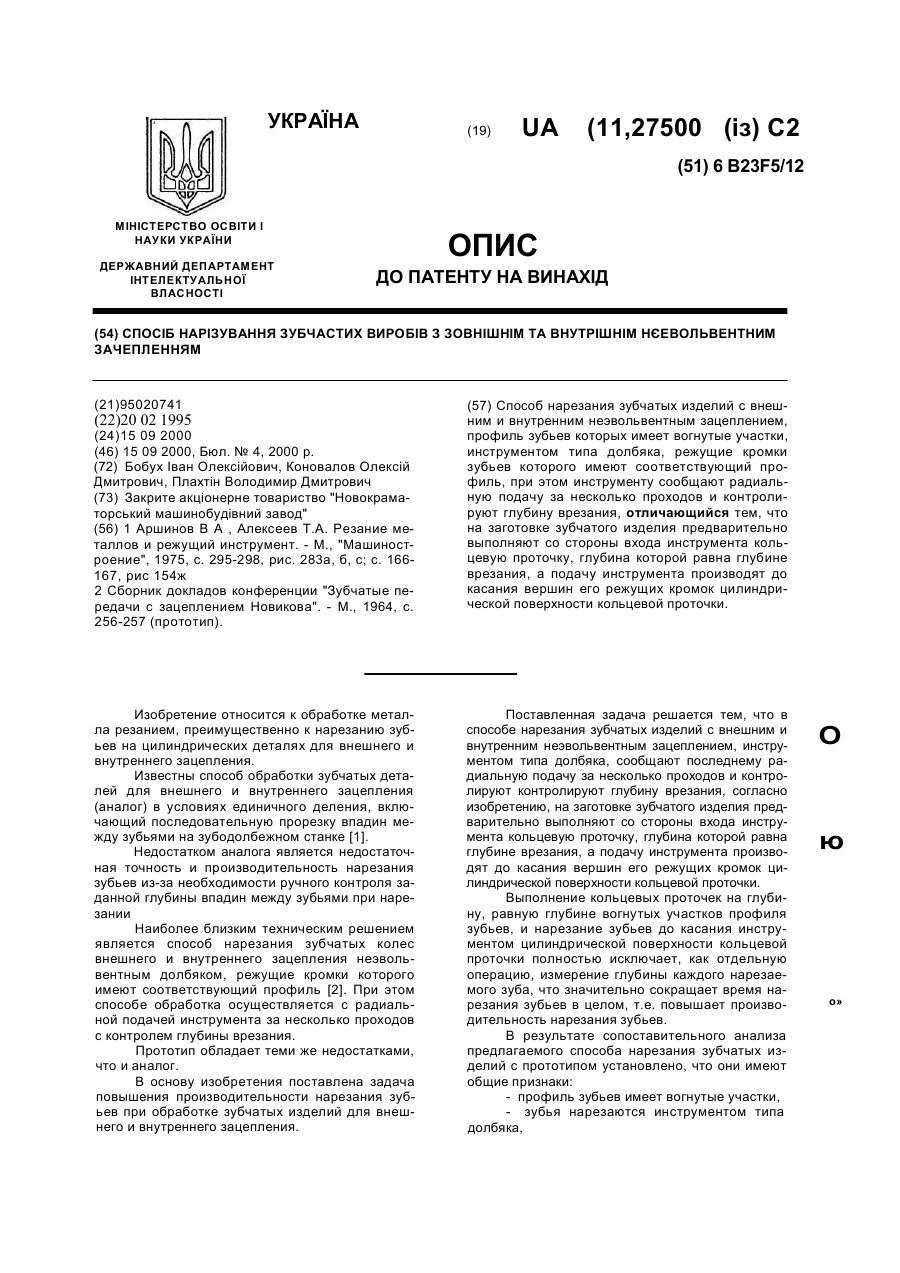
Спосіб нарізування зубчатих виробів з зовнішнім та внутрішнім неевольвентним зачепленням, 3 Між ознаками, які відрізняються та технічним результатом, що досягається, існує причинно наслідковий зв’язок. Завдяки тому, що спряжені кромки циліндричної поверхні деталі та профільних пазів обробляються ріжучою кромкою того же інструмента, а кривизна ділянок, що обробляють кромки, зворотна кривизні основного профілю, при цьому радіус кривизни ділянок інструмента для обробки спряжених кромок виконаний рівним (0,08...0,1)R, де R -радіус пазів основного профілю, а технологічна операція округлення спряжених кромок виконується в сумісності з технологічною операцією нарізання основного профілю, подачею інструмента з глибини (0,9...0,92)R профільних пазів дві технологічні операції закінчуються одночасно при дотиці ріжучою кромкою базової поверхні заготовки. Сумісність виконання технологічних операцій нарізування основного профілю та округлення спряжених кромок зменшує цикл обробки та собівартість виготовлення зубчатих виробів. Окрім цього округлення спряжених кромок радіусом рівним (0,08...0,1)R, де R - радіус пазів основного профілю, забезпечує оптимальний радіус округлення, що забезпечує якісну термічну обробку, збільшення довговічності та надійності виробів з неевольвентним зачепленням. Виключення з вищевказаної сукупності відмітних ознак, хоча б одного, не забезпечує досягнення технічного результату. Заявлене технічне рішення невідомо з рівня техніки й тому воно є новим. Заявлене рішення промислово застосовне, тому що його технологічне и технічне виконання не викликає труднощів й може бути реалізоване на базі машинобудівного заводу. За цим технічним рішенням розроблено технологічний процес та проектування інструментів: однозубого різця дискової фрези для обробки деталей для неевольвентного зачеплення для передачі значного крутного моменту в приводі обжигової печі цементного заводу. Таким чином технічному рішенню, що заявляється, може представлятися охорона, тому що воно є новим і промислово застосовним, тобто відповідає критеріям корисної моделі. Технічне рішення пояснюється кресленнями, на яких зображені: - фіг. 1 - загальний вид пристрою для реалізації способу нарізування зубчатих виробів з зовнішнім неевольвентним зачепленням. - фіг. 2 - переріз А-А на фіг. 1 - фіг. 3 - загальний вид пристрою для реалізації способу нарізування зубчатих виробів з внутрішнім неевольвентним зачепленням. - фіг. 4 - переріз В-В на фіг. 3 Нарізування зубчатих виробів з неевольвентним зачепленням можливо виконувати на зубофрезерних, зубостругальних та довбальних станках з ділильною головкою. В світовому машинобудівництві нарізування зубчатих виробів по заявленному технічному рішенню може бути реалізовано: на зубофрезерних станках, на довбальних станках з поворотним столом (фіг. 1), обладнаних ділильною головкою, на зубостругальних 43044 4 станках фірм Мааr (Швейцарія), Паркінсон (Англія). Номенклатура виробів з зовнішнім неевольвентним зачепленням: деталі розмірами від 50 мм. до 10000 мм, з внутрішнім неевольвентним зачепленням: деталі розмірами від 80 до 7500 мм. Для реалізації заявленого технічного рішення на столі 1 (фіг 1, фіг. 3) кріпиться заготівка 2 (фіг 1, фіг. 3) з базовою поверхнею 3 на стороні входу зубообробного інструменту шириною (в) не меньше (5...10) мм для деталей невеликого розміру та (15...30) мм для деталей більшого розміру. Діаметр базовой поверхні D б. п. виконується в розмір: - для зовнішніх зубів 4 (фіг. 2): Dб.п.=Dд.о.-2R; для внутрішніх зубів 6 (фіг. 4): Dб.п.=Dд.о.+2R; де Dд.о. - діаметр ділильного кола; R - радіус пазів основного профілю. Зовнішні пази 4 нарізаються дисковою фрезою 5 (фіг. 2) профіль котрої відповідає профілю паза (Rn=R, фіг. 2, 4), внутрішні профільні пази 6 (фіг. 4), наприклад, напівциліндричні пази, нарізаються за декілька проходів однозубим інструментом 7 (фіг.4) з відповідним радіусом кромки 8, спряжені кромки 9 напівциліндричних пазів 4 виконують радіусом 11 ріжучого інструмента 5 (фіг. 2), та 7 (фіг. 4) Діаметр циліндричної поверхні 10 (фіг. 2) Dв. виконується рівним Dв.=Do-(1...3) мм., де (1...3) радіальний зазор для компенсації температурного розширення, а діаметр циліндричної поверхні 10 (фіг. 4) виконується рівним Dв.=Dдo+(1...3) мм. Технічне рішення, що заявляється, по способу нарізання зубчатих виробів з зовнішнім та внутрішнім неевольвентним зачепленням реалізується слідуючим чином. На поворотному столі 1 (фіг. 1) концентрично осі поворотному столу розміщується та кріпиться заготівка 2 для нарізання зубів з виконаною базовою поверхнею 3 діаметром Dб.п. та циліндричною поверхнею 10 діаметром Dв. При вертикальній подачі дискової фрези 5 (фіг. 1) за один прохід профільний паз, наприклад, з напівциліндричною поверхнею обробляється на глибину (0,9...0,92)R, де R - радіус напівциліндричних пазів, основним ріжучим профілем. Потім решту глибини нарізування до дотику базової поверхні Dб.п. основною ріжучою кромкою 6 (фіг. 2), та 8 (фіг. 4) інструмента виконують округлення спряжених кромок 9 циліндричної поверхні деталі 10 та профільних пазів 4, 6 ріжучою кромкою того же інструмента радіусом 9 обратної кривизни рівним (0,08...0,1)R. Радіусом 9 інструмента одноразово округляються дві спряжені кромки вдовж профільних пазів, наприклад, напівциліндричних пазів. Після обробки першого напівциліндричного паза 4 (фіг. 2), 6 (фіг.4) , поворотний стіл 1 (фіг. 1,3) за допомогою ділільної головки устанавлюється для нарізування слідуючого профільного паза. Таким чином, при дотиці ріжучою кромкою 8 основного інструмента 5 (фіг. 1), та 7 (фіг.4) до базової поверхні Dб.п. 3 повністю виконується профільний паз та дві його повздовжні округлені кромки 9 (фіг. 2, 4) Після за 5 43044 кінчення технологічної операції по нарізуванню всіх профільних пазів виконується перевірка деталей службою технічного контролю, потім деталі передаються на термічну обробку профільних пазів. Допоміжні операції по підготовці профільних пазів до термічної обробки не потрібні, як і не потрібні допоміжні роботи при зборці зубчатих виробів, реалізуючих неевольвентне, наприклад, роликове зачеплення. Потрібно відмітити, що зубчаті вироби з роликовим зачепленням порівняно с зубчатим евольвентним зачепленням мають довговічність на порядок вище, наприклад, в лінії при Комп’ютерна верстка І.Скворцова 6 вода робочої кліті дресировочного стана 1700 металургійного заводу "Запоріжсталь". Роликові шпінделі були виготовлені с реалізацією способу виготовлення по прототипу та частково по способу заявленого технічного рішення. Із вище зазначеного видно, що запропонований спосіб нарізування зубчатих виробів з зовнішнім та внутрішнім неевольвентним зачепленням зменшує цикл обробки та собівартість виготовлення зубчатих виробів, наприклад, роликового зачеплення для передачі крутних моментів між приводною деталью та деталью, що приводиться. Підписне Тираж 28 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of cutting toothed articles with external and internal noninvolute engagement
Автори англійськоюBobukh Ivan Oleksiiovych, Konovalov Oleksii Dmytrovych, Fedorinov Volodymyr Anatoliiovych, Bobukh Oleksii Ivanovych, Nechaieva Lilia Anatoliivna
Назва патенту російськоюСпособ нарезки зубчатых изделий с внешним и внутренним неэвольвентным зацеплением
Автори російськоюБобух Иван Алексеевич, Коновалов Алексей Дмитриевич, Федоринов Владимир Анатольевич, Бобух Алексей Иванович, Нечаева Лилия Анатольевна
МПК / Мітки
МПК: B23F 21/00
Мітки: нарізування, зубчатих, неевольвентним, зачепленням, внутрішнім, спосіб, зовнішнім, виробів
Код посилання
<a href="https://ua.patents.su/3-43044-sposib-narizuvannya-zubchatikh-virobiv-z-zovnishnim-ta-vnutrishnim-neevolventnim-zacheplennyam.html" target="_blank" rel="follow" title="База патентів України">Спосіб нарізування зубчатих виробів з зовнішнім та внутрішнім неевольвентним зачепленням</a>
Спосіб нарізування зубчастих виробів з зовнішнім та внутрішнім неевольвентним зачепленням
Номер патенту: 27500
Опубліковано: 15.09.2000
Автори: Коновалов Олексій Дмитрович, Бобух Іван Олексійович, Плахтін Володимир Дмитрович
МПК: B23F 5/00
Мітки: зачепленням, внутрішнім, спосіб, зовнішнім, зубчастих, виробів, неевольвентним, нарізування
Текст:
...уровень, т.к. предложенный способ нарезания зубьев зубчртых изделий явным образом не следует из уровня техники. Заявляемое изобретение промышленно применимо, т.к. его составные части не представляют технологических трудностей и могут бьпъ реализованы на базе машиностроительного завода. Изобретение поясняется чертежами, на которых изображены: фиг. 1 - схема нарезания зубьев на втулке роликового шарнира, фиг. 2 - схема нарезания...
Спосіб нарізування гіперболоїдних зубчастих коліс
Номер патенту: 40480
Опубліковано: 10.04.2009
Автори: Вітренко Ольга Сергіївна, Вітренко Олексій Володимирович, Кириченко Ірина Олексіївна
МПК: B23F 9/00
Мітки: коліс, нарізування, зубчастих, гіперболоїдних, спосіб
Формула / Реферат:
Спосіб нарізування гіперболоїдних зубчастих коліс для гіперболоїдної передачі, при якому, коли осі заготовки та інструмента схрещено, а кутові швидкості обернено пропорційні кількості їх зубців, нарізування виконують одночасно двома подачами вздовж осі інструмента та вздовж осі нарізуваного гіперболоїдного колеса, який відрізняється тим, що нарізування виконують на циліндричній заготовці одночасно круглим різцем та прямозубим довбачем.
Гідравлічна машина з циклоїдальним внутрішнім зачепленням
Номер патенту: 37457
Опубліковано: 15.05.2001
Автори: Кюрчев Володимир Миколайович, Панченко Анатолій Іванович, Тітов Дмитро Сергійович, Кюрчев Сергій Володимирович, Крутиков Олексій Сергійович
МПК: F04C 2/08
Мітки: зачепленням, гідравлічна, циклоїдальним, внутрішнім, машина
Формула / Реферат:
Гідравлічна машина з циклоїдальним внутрішнім зачепленням, що містить корпус з ексцентричною розточкою, в яку встановлені шестерні: зовнішня - з охоплюючими зубцями та внутрішня - з охоплюваними зубцями, причому число зубців зовнішньої шестірні на один більше числа зубців внутрішньої, кришки, внутрішні поверхні яких утворюють торцеві замикачі робочих камер, які утворені зубцями зовнішньої і внутрішньої шестерен, канали підводу і відводу...
Спосіб нарізування гіперболоїдних зубчастих коліс
Номер патенту: 34475
Опубліковано: 11.08.2008
Автори: Вітренко Ольга Сергіївна, Кириченко Ірина Олексіївна, Вітренко Олексій Володимирович
МПК: B23F 9/00
Мітки: зубчастих, коліс, нарізування, спосіб, гіперболоїдних
Формула / Реферат:
Спосіб нарізування зубчастих коліс для гіперболоїдної передачі, коли осі заготовки та інструмента схрещено, а кутові швидкості обернено пропорційні кількості їх зубців, нарізування виконують прямозубим довбачем на заготовці, виконаній у вигляді однополого гіперболоїда, який відрізняється тим, що нарізування виконують одночасно двома подачами вздовж осі довбача та вздовж осі нарізуваного гіперболоїдного колеса.
Пристрій для докріплення різьбових з’єднань обсадних труб у свердловині з внутрішнім шліцьовим зачепленням
Номер патенту: 42501
Опубліковано: 10.07.2009
Автори: Колос Ігор Ярославович, Сенюшкович Микола Володимирович, Коцкулич Ярослав Степанович, Білецький Мирослав Семенович, Білецький Ярослав Семенович
МПК: E21B 17/08
Мітки: обсадних, внутрішнім, пристрій, шліцьовим, різьбових, труб, свердловини, з'єднань, зачепленням, докріплення
Формула / Реферат:
Пристрій для докріплення різьбових з'єднань обсадних труб у свердловині з внутрішнім шліцьовим зачепленням, що складається з корпуса із зубцями і розміщеної на корпусі з можливістю обертання втулки з зубцями і гвинтовими лопатками на зовнішній поверхні, в якому зубці розміщені на внутрішній поверхні корпуса і втулки, а пристрій оснащений підпружиненим поршнем з шліцами для взаємодії в робочому стані із зубцями корпуса і втулки, який...
Попередній патент: Спосіб одержання твердого тіла кулеподібної форми із природних матеріалів або їх синтетичних аналогів
Наступний патент: Спосіб діагностики гіперінсулінемії у хворих на полікістоз яєчників
Випадковий патент: Спосіб рекламування напоїв та пристрій для його здійснення