Безконтактний шпиндель верстата для різання монокристалів
Номер патенту: 104690
Опубліковано: 25.02.2014
Автори: Брешев Володимир Євгенович, Брешев Олексій Володимирович, Карпов Олексій Петрович
Формула / Реферат
Безконтактний шпиндель верстата для різання монокристалів, який містить вал на підшипниковій опорі з фланцем, на якому закріплено барабан з ріжучим інструментом, а вал виконано у формі широкого кільця - з осьовим отвором і скороченою довжиною, зовнішній діаметр вала дорівнює діаметру фланця, а внутрішній діаметр менший внутрішнього діаметра фланця, на внутрішній поверхні вала розміщено газостатичну підшипникову опору, нерухому частину якої відділено від вала повітряним зазором, а на зовнішній поверхні вала нерухомо закріплено кільцеву систему постійних магнітів для безпосереднього приведення вала з барабаном до обертального руху за допомогою статора, який відрізняється тим, що вал розміщено вертикально, а газoстатична підшипникова опора виконана так, що її повітряний зазор має дві різні ділянки - верхню конічну та нижню кільцеву, між якими встановлено дросель для регулювання дренажу газового мащення.
Текст
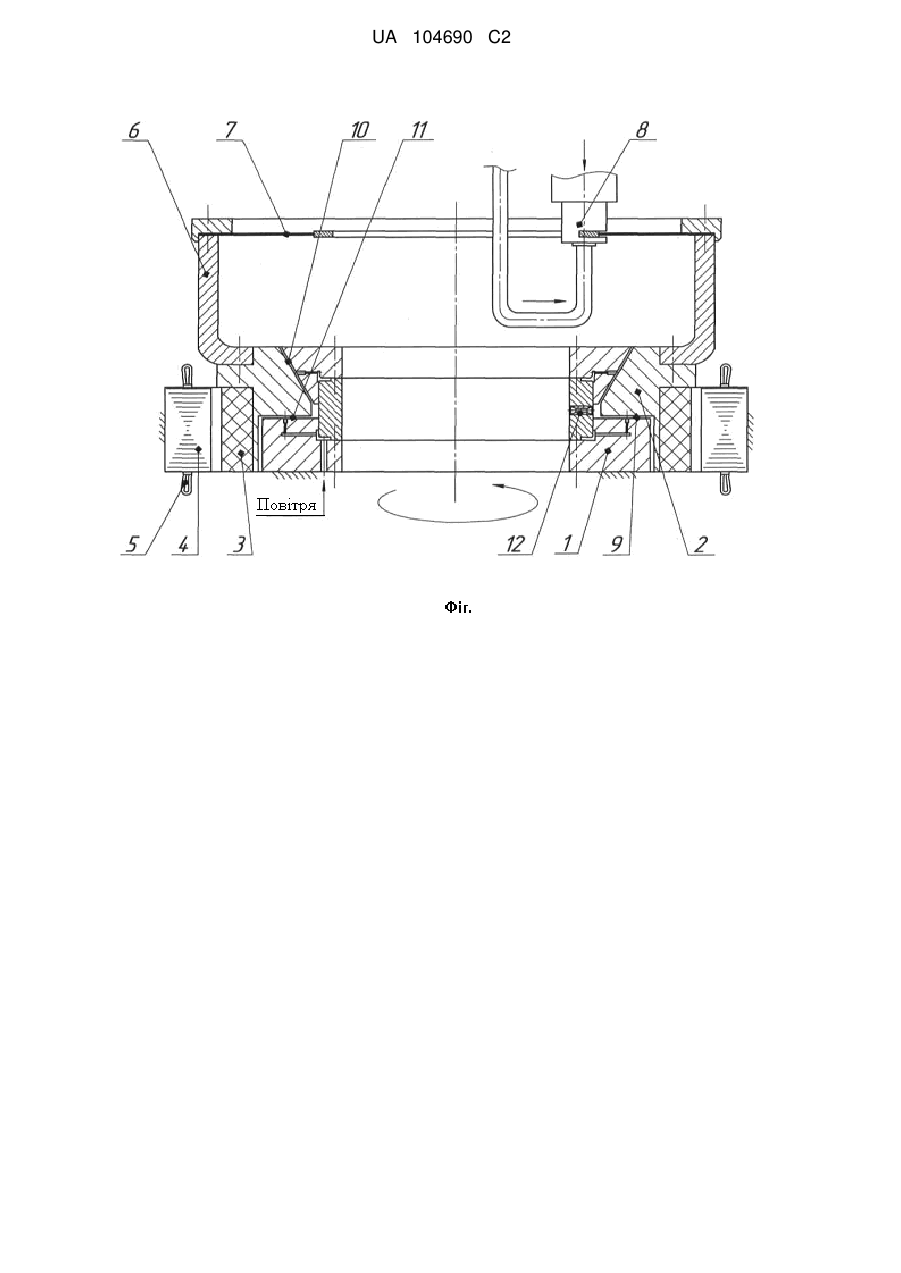
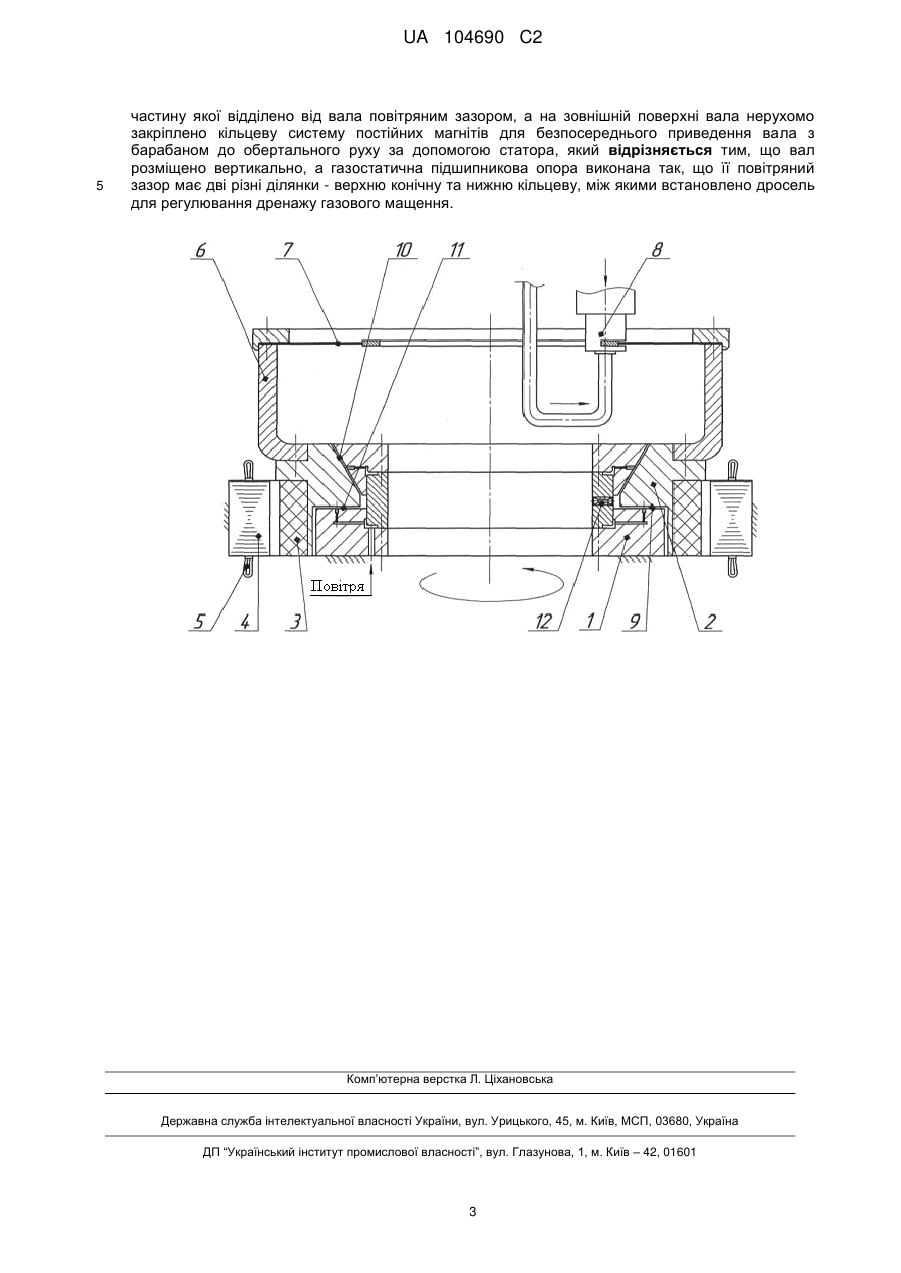
Реферат: Безконтактний шпиндель верстата для різання монокристалів, який містить вал на підшипниковій опорі з фланцем, на якому закріплено барабан з ріжучим інструментом, а вал виконано у формі широкого кільця - з осьовим отвором і скороченою довжиною, зовнішній діаметр вала дорівнює діаметру фланця, а внутрішній діаметр менший внутрішнього діаметра фланця, на внутрішній поверхні вала розміщено газостатичну підшипникову опору, нерухому частину якої відділено від вала повітряним зазором, а на зовнішній поверхні вала нерухомо закріплено кільцеву систему постійних магнітів для безпосереднього приведення вала з барабаном до обертального руху за допомогою статора. Для збільшення несучої здатності газостатичної підшипникової опори, зменшення витрат стисненого повітря для газового змащення, можливості регулювання несучої здатності та жорсткості газостатичної підшипникової опори і барабана з ріжучим інструментом вал розміщено вертикально, а газoстатична підшипникова опора виконана так, що її повітряний зазор має дві різні ділянки верхню конічну та нижню кільцеву, між якими встановлено дросель для регулювання дренажу газового мащення. UA 104690 C2 (12) UA 104690 C2 UA 104690 C2 5 10 15 20 25 30 35 40 45 50 55 Винахід належить до області машинобудування та верстатобудування для механічної обробки твердих матеріалів і може бути використаний при створенні нових, типів верстатів для різання напівпровідникових монокристалів сапфіру, кремнію, арсеніду галію на пластини. Як найближчий аналог вибрано безконтактний шпиндель верстата для різання монокристалів, який містить горизонтально розташований вал на підшипниковій опорі з фланцем, на якому закріплено барабан з ріжучим інструментом, при цьому вал виконано у формі широкого кільця - з осьовим отвором і скороченою довжиною, зовнішній діаметр вала дорівнює діаметру фланця, а внутрішній діаметр менший внутрішнього діаметра фланця, на внутрішній поверхні вала розміщено газостатичну підшипникову опору, нерухому частину якої відділено від вала повітряним зазором, а на зовнішній поверхні вала нерухомо закріплено кільцеву систему постійних магнітів для безпосереднього приведення вала з барабаном до обертального руху за допомогою статора [див. Патент України на винахід № 99374, МПК H01L21/461 (2006.01) B28D5/02; опубл. 10.08.12, Бюл. № 15]. Недоліками відомого безконтактного шпинделя верстата для різання монокристалів є недостатня несуча здатність його газостатичної підшипникової опори, відносно великі витрати стисненого повітря для газового змащення, відсутність регулювання несучою здатності та жорсткості підшипникової опори і шпинделя у цілому. В основу винаходу поставлена задача удосконалення безконтактного шпинделя верстата для різання монокристалів шляхом його повороту для спрямування найбільшого навантаження від сил тяжіння вздовж осі обертання, змінення форми, розмірів, та конструкції газостатичної підшипникової опори так, щоб навантаження від сил тяжіння сприймалося більш ефективною кільцевою ділянкою повітряного зазору, а також встановленням дроселю для зменшення та регулювання дренажу газового змащення між двома ділянками повітряного зазору. Це приведе до зростання несучої здатності газостатичної підшипникової опори та всього безконтактного шпинделя верстата для різання монокристалів, зменшення витрат стисненого повітря для газового змащення, появи засобу для регулювання несучої здатності та жорсткості газостатичної підшипникової опори безконтактного шпинделя, що підвищить якість технологічного процесу різання монокристалів. Поставлена задача вирішується тим, що у безконтактному шпинделі верстата для різання монокристалів, який містить вал на підшипниковій опорі з фланцем, на якому закріплено барабан з ріжучим інструментом, а вал виконано у формі широкого кільця - з осьовим отвором і скороченою довжиною, зовнішній діаметр вала дорівнює діаметру фланця, а внутрішній діаметр менший внутрішнього діаметра фланця, на внутрішній поверхні вала розміщено газостатичну підшипникову опору, нерухому частину якої відділено від вала повітряним зазором, а на зовнішній поверхні вала нерухомо закріплено кільцеву систему постійних магнітів для безпосереднього приведення вала з барабаном до обертального руху за допомогою статора, згідно з винаходом, вал розміщено вертикально, а газостатична підшипникова опора виконана так, що її повітряний зазор має дві різні ділянки - верхню конічну та нижню кільцеву, між якими встановлено дросель для регулювання дренажу газового мащення. Технічним результатом є збільшення несучої здатності газостатичної підшипникової опори безконтактного шпинделя верстата для різання монокристалів, зменшення витрат стисненого повітря для газового змащення, можливість регулювання несучої здатності та жорсткості газостатичної підшипникової опори безконтактного шпинделя, а відповідно і барабана з ріжучим інструментом, що підвищує якість процесу різання монокристалів. На схемі у перерізі показаний безконтактний шпиндель з барабаном і встановленим у ньому ріжучим інструментом, круговою стрілкою показаний напрям обертання вала з барабаном, горизонтальною і вертикальною стрілками показані відповідно рух монокристала при різанні та його вертикальне переміщення для початку відрізання наступної пластини, також стрілкою показана подача повітря для газостатичної підшипникової опори. Безконтактний шпиндель верстата для різання монокристалів містить нерухому частину газостатичної підшипникової опори 1, вал з фланцем 2, на зовнішній поверхні якого нерухомо закріплена кільцева система постійних магнітів 3, статор 4 з електричними обмотками 5, барабан 6 з ріжучим інструментом 7 для розрізання монокристала 8 на пластини. Вал з фланцем 2 виконано у формі широкого кільця - з осьовим отвором і скороченою довжиною, його зовнішній діаметр дорівнює діаметру фланця 2, а внутрішній діаметр менший внутрішнього діаметра фланця 2, на внутрішній поверхні вала з фланцем 2 розміщено газостатичну підшипникову опору, нерухома частина газостатичної підшипникової опори 1 відділена від вала з фланцем 2 повітряним зазором 9 з конічною 10 та кільцевою 11 ділянками, між якими встановлено дросель 12 для регулювання дренажу. 1 UA 104690 C2 5 10 15 20 25 30 35 40 45 50 Безконтактний шпиндель верстата для різання монокристалів працює наступним чином. Після встановлення ріжучого інструмента 7 у барабані 6 в нерухомому стані через впускний отвір подається повітря тиском 0,4-0,65 МПа. Повітря проходить по каналах у нерухомій частині газостатичної підшипникової опори 1 та попадає у повітряний зазор 9, що відділяє вал з фланцем 2 від нерухомої частини газостатичної підшипникової опори 1. Тиск повітря виникає по всьому повітряному зазору 9, і вал з фланцем 2, завдяки різниці тисків та збільшенню тиску в області зменшення відстані між поверхнями, піднімається і займає середнє положення у повітряному зазорі 9 з деяким малим 0,005-0,010 мм ексцентриситетом. Безпосередній механічний контакт між нерухомою частиною газостатичної підшипникової опори 1 і валом з фланцем 2 припиняється, так звана "левітація" вала з фланцем 2 забезпечується безперервною подачею повітря. При цьому стабільність просторового положення вала з фланцем 2, на якому нерухомо закріплені кільцева система постійних магнітів 3 та барабан 6 з ріжучим інструментом 7, визначається формою та площею поверхонь повітряного зазору 9 та його малою величиною - від 0,015 мм до 0,030 мм. Для підвищення підйомної сили або несучої здатності підшипникової опори 1, її повітряний зазор 9 поділено на дві ділянки – конічну 10 з поверхнею під кутом 30° до осі обертання, а також кільцеву 11. Остання є більш ефективною з точки зору утворення підйомної сили, тому що тиск у неї розподіляється симетрично, по типу підп'ятника, і у сумі за площею утворює підйомну силу більшу, ніж у відповідних опор радіального типу. Завдяки повороту вала з фланцем 2 та всього шпинделя на 90° найбільше навантаження від сил тяжіння спрямовано вздовж осі обертання та сприймається більш ефективною кільцевою ділянкою 11. Встановлений між конічною 10 і кільцевою 11 ділянками дросель 12 для регулювання дренажу обмежує витікання газового змащення, що також приводить до збільшення несучою здатності та жорсткості. Тому встановлення дроселю з іншим прохідним отвором, або заміна його заглушкою дозволяють регулювати несучою здатність та жорсткість газостатичної підшипникової опори 1, всього шпинделя з встановленим ріжучим інструментом 7. Після утворення "повітряної подушки", яка є змащенням і надійно розділяє вал з фланцем 2 та нерухому частину газостатичної підшипникової опори 1, подається напруга на електричні обмотки 5 статора 4. В зазорі між статором 4 та кільцевою системою постійних магнітів 3 виникає змінне магнітне поле, яке при взаємодії з магнітним полем кільцевої системи постійних магнітів 3 приводить до виникнення крутного моменту на кільцевій системі постійних магнітів 3. Остання нерухомо скріплена з валом з фланцем 2, барабаном 6 та ріжучим інструментом 7, тому всівони приводяться до обертального руху (кругова стрілка фіг.). Частота обертального руху залежить від частоти струмів у електричних обмотках 5 та регулюється у діапазоні 10005000 об/хв. зміненням частоти струмів. По завершенні розгину до встановленої частоти обертання починається технологічний процес різання завдяки горизонтальній подачі монокристала 8 на різання (горизонтальна стрілка фіг.). Після відрізання пластини монокристал 8 повертається у вихідне положення, виконується його подача на товщину наступної пластини (вертикальна стрілка фіг.), і цикл відрізання пластини від монокристалу 8 повторюється. Для гальмування або припинення обертального руху ріжучого інструмента 7 зменшується частота струмів у електричних обмотках 5 статора 4. Після повного зупинення безконтактного шпинделя завершується подача стисненого повітря у повітряний зазор 9 газостатичної підшипникової опори 1. Використання запропонованого безконтактного шпинделя у верстаті для різання монокристалів дозволить: - збільшити несучу здатність газостатичної підшипникової опори безконтактного шпинделя та підвищити надійність верстата різання у цілому; - регулювати несучу здатність та жорсткість газостатичної підшипникової опори, а тому і барабана з ріжучим інструментом, що дозволить покращити якість технологічного процесу різання монокристалів; - знизити витрати стисненого повітря для газостатичної підшипникової опори безконтактного шпинделя. ФОРМУЛА ВИНАХОДУ 55 60 Безконтактний шпиндель верстата для різання монокристалів, який містить вал на підшипниковій опорі з фланцем, на якому закріплено барабан з ріжучим інструментом, а вал виконано у формі широкого кільця - з осьовим отвором і скороченою довжиною, зовнішній діаметр вала дорівнює діаметру фланця, а внутрішній діаметр менший внутрішнього діаметра фланця, на внутрішній поверхні вала розміщено газостатичну підшипникову опору, нерухому 2 UA 104690 C2 5 частину якої відділено від вала повітряним зазором, а на зовнішній поверхні вала нерухомо закріплено кільцеву систему постійних магнітів для безпосереднього приведення вала з барабаном до обертального руху за допомогою статора, який відрізняється тим, що вал розміщено вертикально, а газoстатична підшипникова опора виконана так, що її повітряний зазор має дві різні ділянки - верхню конічну та нижню кільцеву, між якими встановлено дросель для регулювання дренажу газового мащення. Комп’ютерна верстка Л. Ціхановська Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 3
ДивитисяДодаткова інформація
Автори англійськоюBreshev Volodymyr Yevhenovych, Breshev Oleksii Volodymyrovych, Karpov Oleksii Petrovych
Автори російськоюБрешев Владимир Евгеньевич, Брешев Алексей Владимирович, Карпов Алексей Петрович
МПК / Мітки
МПК: F16C 32/06, B23Q 1/00, B28D 5/02, B23B 19/00, H01L 21/461, B26D 5/00
Мітки: різання, шпиндель, верстата, безконтактний, монокристалів
Код посилання
<a href="https://ua.patents.su/5-104690-bezkontaktnijj-shpindel-verstata-dlya-rizannya-monokristaliv.html" target="_blank" rel="follow" title="База патентів України">Безконтактний шпиндель верстата для різання монокристалів</a>
Безконтактний шпиндель верстата для різання монокристалів
Номер патенту: 99374
Опубліковано: 10.08.2012
Автори: Брешев Олексій Володимирович, Карпов Олексій Петрович, Швагер Леонід Кирилович, Носко Павло Леонідович, Брешев Володимир Євгенович
МПК: B28D 5/02, H01L 21/461
Мітки: верстата, безконтактний, різання, шпиндель, монокристалів
Формула / Реферат:
Безконтактний шпиндель верстата для різання монокристалів, який містить горизонтально розташований вал на підшипниковій опорі з фланцем, на якому закріплено барабан з різальним інструментом, який відрізняється тим, що вал виконано у формі широкого кільця - з осьовим отвором і скороченою довжиною, зовнішній діаметр вала дорівнює діаметру фланця, а внутрішній діаметр менший внутрішнього діаметра фланця, на внутрішній поверхні вала розміщено...
Безконтактний шпиндель верстата для різання монокристалів
Номер патенту: 80453
Опубліковано: 27.05.2013
Автори: Ульшин Віталій Олександрович, Єрошин Сергій Сергійович, Смірний Михайло Федорович, Бубліченко Сергій Валентинович
Мітки: різання, безконтактний, шпиндель, верстата, монокристалів
Формула / Реферат:
1. Безконтактний шпиндель верстата для різання монокристалів, який містить горизонтально розташований вал на підшипниковій опорі з фланцем, на якому закріплено барабан з різальним інструментом, вал виконано у формі широкого кільця - з осьовим отвором і скороченою довжиною, зовнішній діаметр вала дорівнює діаметру фланця, а внутрішній діаметр менший внутрішнього діаметра фланця, на внутрішній поверхні вала розміщено газостатичну підшипникову...
Шпиндель металорізального верстата
Номер патенту: 18116
Опубліковано: 16.10.2006
Автори: Крамаренко Віталій Сергійович, Коротун Микола Миколайович
МПК: B23B 19/00
Мітки: шпиндель, металорізального, верстата
Формула / Реферат:
Шпиндель металорізального верстата, що містить вал та встановлений на ньому маховик, усередині якого співвісно розміщений збалансований диск з можливістю вільного обертання, який відрізняється тим, що маховик обладнаний кришкою, установленою з можливістю осьового переміщення, на якій з боку збалансованого диска закріплена накладка, а співвісно з нею, на збалансованому диску, розміщена друга накладка, притому накладки виконані з фрикційного...
Шпиндель верстата для прошивання електричною дугою глибоких отворів
Номер патенту: 74246
Опубліковано: 25.10.2012
Автор: Боков Віктор Михайлович
МПК: B23B 9/00
Мітки: дугою, глибоких, отворів, шпиндель, верстата, прошивання, електричною
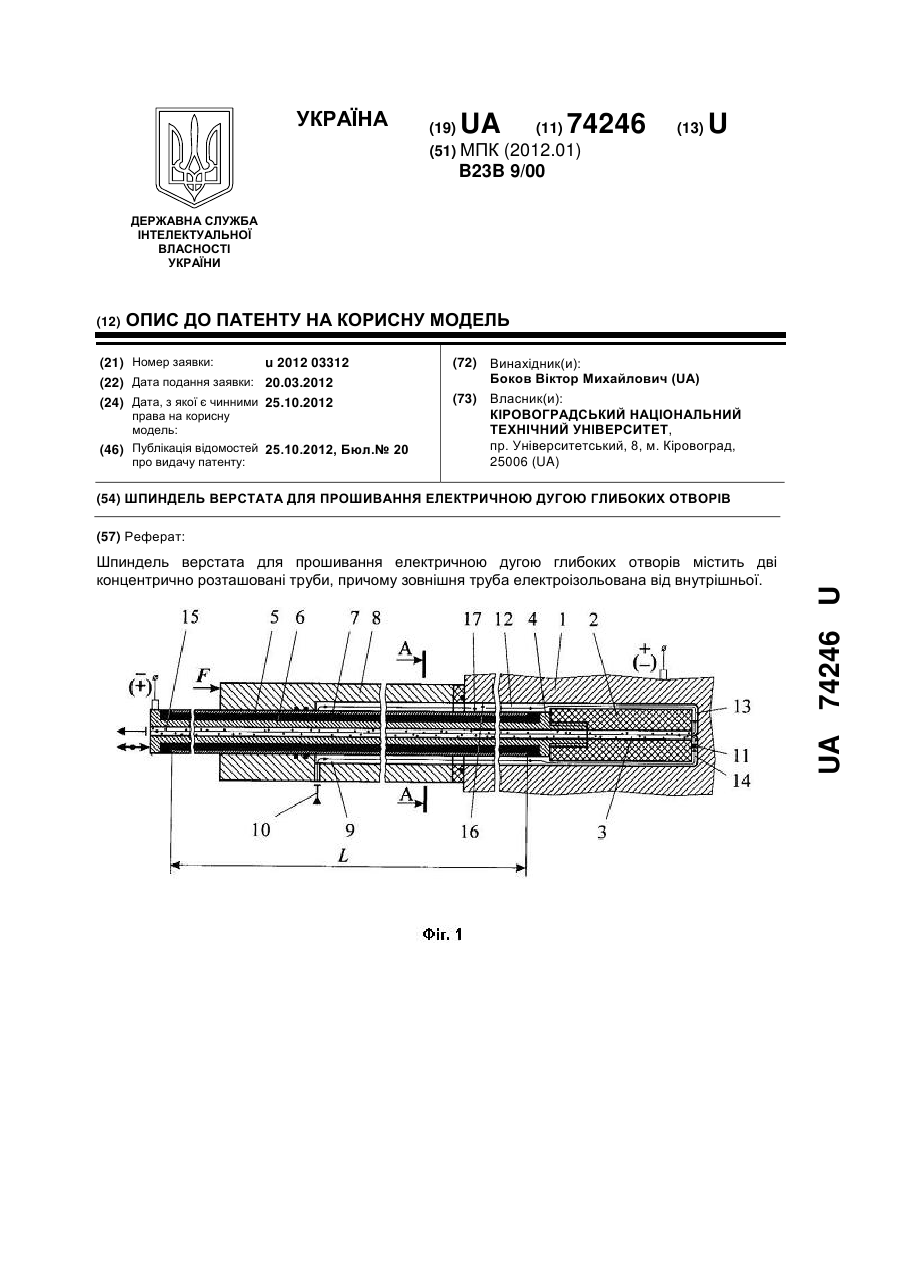
Формула / Реферат:
Шпиндель верстата для прошивання електричною дугою глибоких отворів, який відрізняється тим, що подовжена частина шпинделя складається із двох концентрично розташованих труб, причому зовнішня труба електроізольована від внутрішньої.
Шпиндель роторного верстата вертикального компонування
Номер патенту: 16063
Опубліковано: 17.07.2006
Автор: Безуглий Леонід Іванович
МПК: B23Q 1/00
Мітки: вертикального, роторного, шпиндель, верстата, компонування
Формула / Реферат:
1. Шпиндель роторного верстата вертикального компонування, що містить корпус, силовий циліндр, пружину, виштовхувач, розташовані в порожнині корпуса кулачки, виконані у вигляді кутових важелів, короткі плечі яких взаємодіють зі штоком силового циліндра, а довгі - з закріплюваною деталлю, який відрізняється тим, що виштовхувач виконаний у вигляді трьох допоміжних, рівнорозташованих між кулачками, паралельно осі шпинделя, циліндрів...
Попередній патент: Склопластиковий гелієвий кріостат для багатоканальної магнітометрії
Наступний патент: Пневмоциліндр поворотний
Випадковий патент: Регулятор частоти обертання двигуна внутрішнього згоряння