Безконтактний шпиндель верстата для різання монокристалів
Номер патенту: 99374
Опубліковано: 10.08.2012
Автори: Брешев Володимир Євгенович, Швагер Леонід Кирилович, Носко Павло Леонідович, Карпов Олексій Петрович, Брешев Олексій Володимирович
Формула / Реферат
Безконтактний шпиндель верстата для різання монокристалів, який містить горизонтально розташований вал на підшипниковій опорі з фланцем, на якому закріплено барабан з різальним інструментом, який відрізняється тим, що вал виконано у формі широкого кільця - з осьовим отвором і скороченою довжиною, зовнішній діаметр вала дорівнює діаметру фланця, а внутрішній діаметр менший внутрішнього діаметра фланця, на внутрішній поверхні вала розміщено газостатичну підшипникову опору, нерухому частину якої відділено від вала повітряним зазором, а на зовнішній поверхні вала нерухомо закріплено кільцеву систему постійних магнітів для безпосереднього приведення вала з барабаном до обертального руху за допомогою статора.
Текст
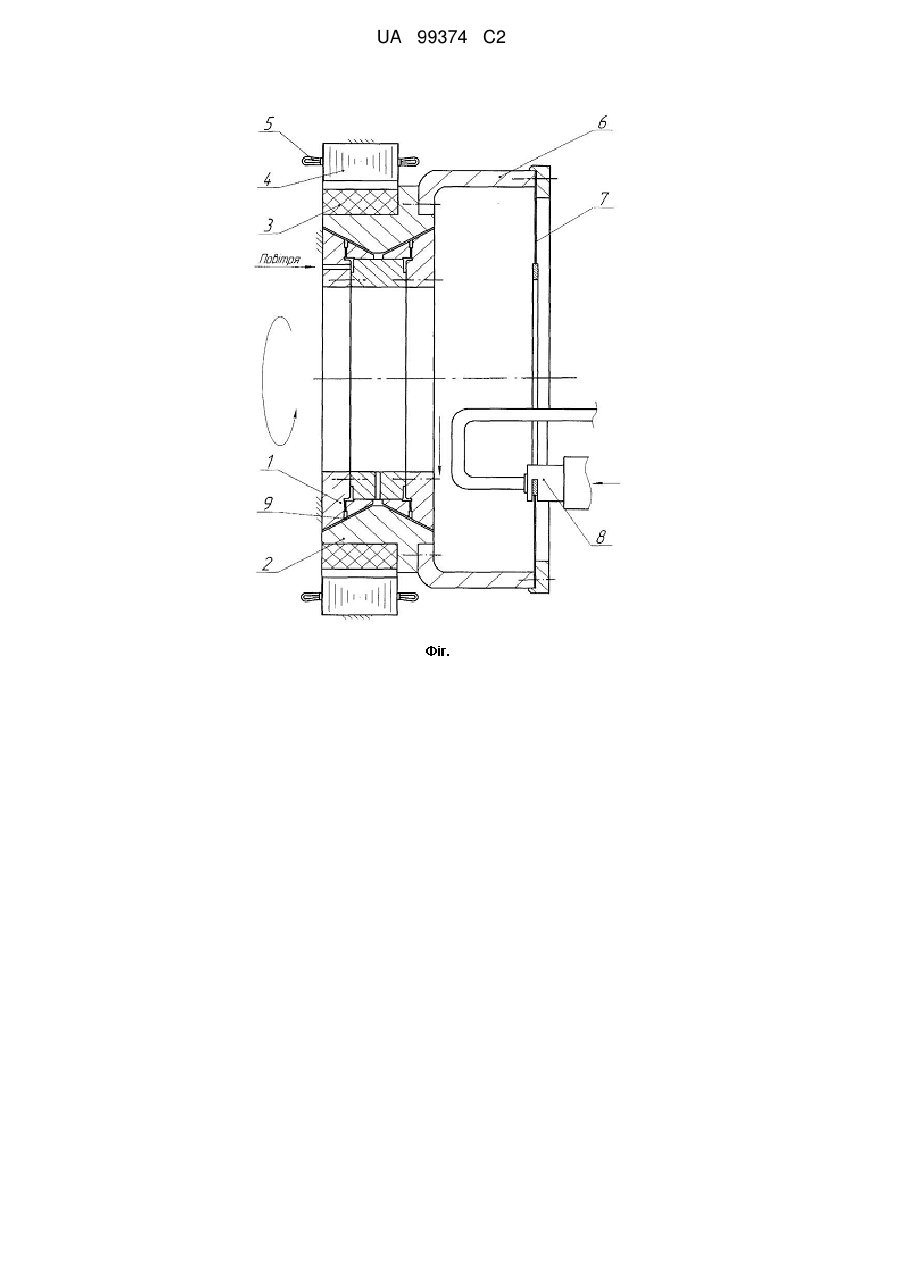
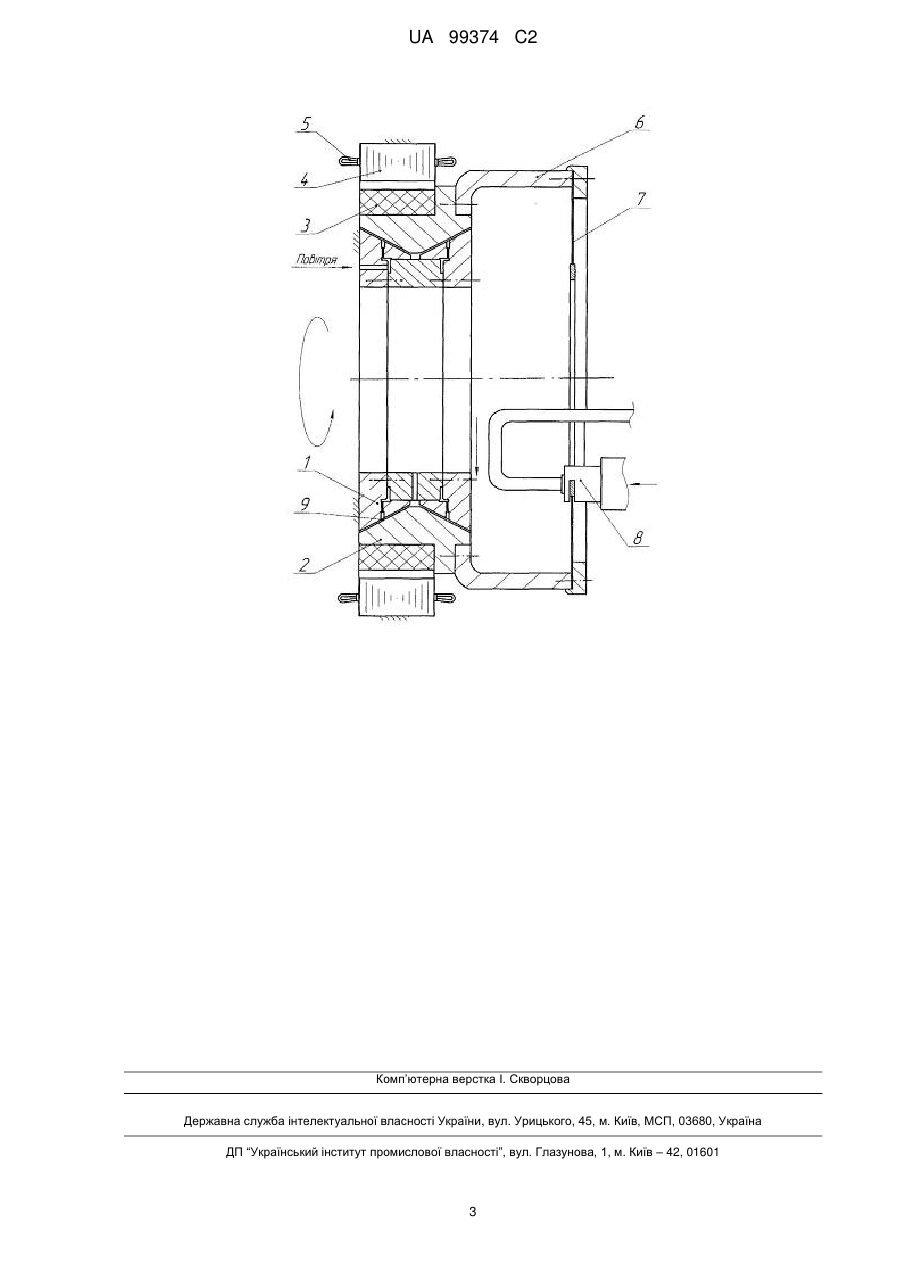
Реферат: Безконтактний шпиндель верстата для різання монокристалів містить горизонтально розташований вал з фланцем, на якому закріплено барабан з різальним інструментом. Вал виконано у формі широкого кільця - з осьовим отвором і скороченою довжиною. Зовнішній діаметр вала дорівнює діаметру фланця. Внутрішній діаметр вала менший внутрішнього діаметра фланця. На внутрішній поверхні вала розміщено газостатичну підшипникову опору, нерухому частину якої відділено від вала повітряним зазором. На зовнішній поверхні вала нерухомо закріплено кільцеву систему постійних магнітів для безпосереднього приведення вала з барабаном до обертального руху за допомогою статора. Забезпечується збільшення технічного ресурсу та надійності шпинделя і верстата для різання монокристалів. UA 99374 C2 (12) UA 99374 C2 UA 99374 C2 5 10 15 20 25 30 35 40 45 50 55 60 Винахід належить до області машинобудування та верстатобудування для механічної обробки твердих матеріалів і може бути використаний при створенні нових типів верстатів для різання напівпровідникових монокристалів сапфіру, кремнію, арсеніду галію на пластини. За найближчий аналог вибрано шпиндель з барабаном верстата для різання монокристалів на пластини «Алмаз-4», який містить горизонтально розташований вал на підшипниковій опорі з фланцем, на якому закріплено барабан з різальним інструментом (Бочкин О. И. Механическая обработка полупроводниковых материалов: учебное пособие / Бочкин О.И., Брук В.А., Никифорова-Денисова С.Н. - М.: Высшая школа, 1983. - 112 с, - (Профтехобразование. Полупроводники) С. 12-17, рис. 5, 7-10). Недоліками відомого шпинделя є обмежений технічний ресурс та низька надійність підшипникової опори з радіально-упорними підшипниками кочення, які після 1,5-2 років експлуатації верстата втрачають механічні властивості та потребують заміни; вібраційні та радіальні навантаження, які виникають при передачі на вал шпинделя крутного моменту клинопасовою передачею і приводять до коливань вала, барабана з натягнутим різальним інструментом (алмазним відрізним кругом або диском з внутрішньою різальною крайкою). Вібрації знижують якісні показники різання коштовних напівпровідникових монокристалів на пластини. В основу винаходу поставлена задача удосконалення шпинделя шляхом змінення форми, розмірів та конструкції вала, розміщення на його внутрішній поверхні газостатичної підшипникової опори, нерухомого закріплення на зовнішній поверхні вала кільцевої системи рідкісноземельних постійних магнітів для приведення вала з барабаном до обертального руху за допомогою статора з електричними обмотками. Це приведе до збільшення технічного ресурсу шпинделя та верстата у цілому, так як газостатична підшипникова опора має практично не обмежений технічний ресурс, а її «повітряна подушка» додатково виконує функції вібраційного гасіння. Фіксація просторового положення вала шпинделя через «повітряну подушку» та передача до нього крутного моменту через магнітне поле за схемою прямого привода виключають будь-який механічний контакт, тому в такому безконтактному шпинделі значно знижуються вібрації барабана з різальним інструментом і, тим самим, підвищується якість технологічного процесу різання (геометрична точність, площинність та шорсткість поверхні пластин тощо). Поставлена задача вирішується тим, що у шпинделі з барабаном верстата для різання монокристалів, який містить горизонтально розташований вал на підшипниковій опорі з фланцем, на якому закріплено барабан з різальним інструментом, згідно з винаходом, вал виконано у формі широкого кільця - з осьовим отвором і скороченою довжиною, зовнішній діаметр вала дорівнює діаметру фланця, а внутрішній діаметр менший внутрішнього діаметра фланця, на внутрішній поверхні вала розміщено газостатичну підшипникову опору, нерухому частину якої відділено від вала повітряним зазором, а на зовнішній поверхні вала нерухомо закріплено кільцеву систему постійних магнітів для безпосереднього приведення вала з барабаном до обертального руху за допомогою статора. Технічним результатом є збільшення технічного ресурсу та надійності шпинделя і верстата для різання монокристалів у цілому, зниження шумів і вібрацій інструмента при різанні, плавність регулювання та розширення діапазону частоти обертання барабана з різальним інструментом. На кресленні у перерізі показаний безконтактний шпиндель з барабаном і встановленим у ньому різальним інструментом, круговою стрілкою показаний напрям обертання вала з барабаном, вертикальною і горизонтальною стрілками показані відповідно рух монокристала при різанні та його горизонтальне переміщення для початку відрізання наступної пластини, також стрілкою показана подача повітря для газостатичної підшипникової опори. Безконтактний шпиндель верстат для різання монокристалів містить нерухому частину газостатичної підшипникової опори 1, вал з фланцем 2, на зовнішній поверхні якого нерухомо закріплена кільцева система постійних магнітів 3, статор 4 з електричними обмотками 5, барабан 6 з різальним інструментом 7 для розрізання монокристала 8 на пластини. Вал з фланцем 2 виконано у формі широкого кільця - з осьовим отвором і скороченою довжиною, його зовнішній діаметр дорівнює діаметру фланця, а внутрішній діаметр менший внутрішнього діаметра фланця, на внутрішній поверхні вала з фланцем 2 розміщено газостатичну підшипникову опору, нерухома частина газостатичної підшипникової опори 1 відділена від вала з фланцем 2 повітряним зазором 9. Безконтактний шпиндель верстата для різання монокристалів працює наступним чином. Після встановлення різального інструмента 7 у барабані 6 в нерухомому стані через впускний отвір подається повітря тиском 0,4-0,65 МПа. Повітря проходить по каналах у нерухомій частині 1 UA 99374 C2 5 10 15 20 25 30 35 газостатичної підшипникової опори 1 та попадає у повітряний зазор 9, що відділяє вал з фланцем 2 від нерухомої частини газостатичної підшипникової опори 1. Тиск повітря виникає по всьому повітряному зазору 9, і вал з фланцем 2, завдяки різниці тисків та збільшенню тиску в області зменшення відстані між поверхнями, піднімається і займає середнє положення у повітряному зазорі 9 з деяким малим 0,005-0,010 мм ексцентриситетом. Безпосередній механічний контакт між нерухомою частиною газостатичної підшипникової опори 1 і валом з фланцем 2 припиняється, так звана «левітація» вала з фланцем 2 забезпечується безперервною подачею повітря. При цьому стабільність просторового положення вала з фланцем 2, на якому нерухомо закріплені кільцева система постійних магнітів 3 та барабан 6 з різальним інструментом 7, визначається кутовою формою поверхонь повітряного зазору 9 та його малою величиною - від 0,015 мм до 0,030 мм. З боку «повітряної подушки» кут між симетричними поверхнями нерухомої частини газостатичної підшипникової опори 1 складає 120°. Після утворення «повітряної подушки», яка є змащенням опорно-упорного газостатичного підшипника і надійно розділяє вал з фланцем 2 та нерухому частину газостатичної підшипникової опори 1, подається напруга на електричні обмотки 5 статора 4. В зазорі між статором 4 та кільцевою системою постійних магнітів 3 виникає змінне магнітне поле, яке при взаємодії з магнітним полем кільцевої системи постійних магнітів 3 приводить до виникнення крутного моменту на кільцевій системі постійних магнітів 3. Остання нерухомо скріплена з валом з фланцем 2, барабаном 6 та різальним інструментом 7, тому всі вони приводяться до обертального руху (кругова стрілка фіг.). Частота обертального руху залежить від частоти струмів у електричних обмотках 5 та регулюється у діапазоні 1000-5000 об/хв. зміненням частоти струмів. По завершенні розгину до встановленої частоти обертання починається технологічний процес різання завдяки вертикальній подачі монокристала 8 на різання (вертикальна стрілка фіг.). Після відрізання пластини монокристал 8 повертається у вихідне положення, виконується його подача на товщину наступної пластини (горизонтальна стрілка фіг.), і цикл відрізання пластини від монокристала повторюється. Для гальмування або припинення обертального руху різального інструмента 7 зменшується частота струмів у електричних обмотках 5 статора 4. Після повного зупинення безконтактного шпинделя завершується подача повітря у повітряний зазор 9 газостатичної підшипникової опори. Використання запропонованого безконтактного шпинделя у верстаті для різання монокристалів дозволить: - збільшити технічний ресурс шпинделя та верстата для різання у цілому; - плавно регулювати швидкість обертання та підвищити максимальну частоту обертання барабана з різальним інструментом; - знизити вібрації вала, барабана з різальним інструментом при різанні монокристалів, що дозволить підвищити якість технологічного процесу, зменшити відсоток відбракованих пластин. ФОРМУЛА ВИНАХОДУ 40 45 Безконтактний шпиндель верстата для різання монокристалів, який містить горизонтально розташований вал на підшипниковій опорі з фланцем, на якому закріплено барабан з різальним інструментом, який відрізняється тим, що вал виконано у формі широкого кільця - з осьовим отвором і скороченою довжиною, зовнішній діаметр вала дорівнює діаметру фланця, а внутрішній діаметр менший внутрішнього діаметра фланця, на внутрішній поверхні вала розміщено газостатичну підшипникову опору, нерухому частину якої відділено від вала повітряним зазором, а на зовнішній поверхні вала нерухомо закріплено кільцеву систему постійних магнітів для безпосереднього приведення вала з барабаном до обертального руху за допомогою статора. 2 UA 99374 C2 Комп’ютерна верстка І. Скворцова Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 3
ДивитисяДодаткова інформація
Назва патенту англійськоюNoncontact spindle for single crystalcutting machine
Автори англійськоюNosko Pavlo Leonidovych, Breshev Volodymyr Yevhenovych, Karpov Oleksii Petrovych, Shvaher Leonid Kyrylovych, Breshev Oleksii Volodymyrovych
Назва патенту російськоюБесконтактный шпиндель станка для резания монокристаллов
Автори російськоюНоско Павел Леонидович, Брешев Владимир Евгеньевич, Карпов Алексей Петрович, Швагер Леонид Кириллович, Брешев Алексей Владимирович
МПК / Мітки
МПК: B28D 5/02, H01L 21/461
Мітки: шпиндель, верстата, різання, безконтактний, монокристалів
Код посилання
<a href="https://ua.patents.su/5-99374-bezkontaktnijj-shpindel-verstata-dlya-rizannya-monokristaliv.html" target="_blank" rel="follow" title="База патентів України">Безконтактний шпиндель верстата для різання монокристалів</a>
Шпиндель металорізального верстата
Номер патенту: 18116
Опубліковано: 16.10.2006
Автори: Коротун Микола Миколайович, Крамаренко Віталій Сергійович
МПК: B23B 19/00
Мітки: металорізального, шпиндель, верстата
Формула / Реферат:
Шпиндель металорізального верстата, що містить вал та встановлений на ньому маховик, усередині якого співвісно розміщений збалансований диск з можливістю вільного обертання, який відрізняється тим, що маховик обладнаний кришкою, установленою з можливістю осьового переміщення, на якій з боку збалансованого диска закріплена накладка, а співвісно з нею, на збалансованому диску, розміщена друга накладка, притому накладки виконані з фрикційного...
Спосіб автоматичного налагодження верстата на оптимальний режим різання
Номер патенту: 37371
Опубліковано: 25.11.2008
Автор: Усачов Петро Антонович
МПК: B23Q 15/00
Мітки: автоматичного, спосіб, налагодження, оптимальний, різання, верстата, режим
Формула / Реферат:
Спосіб автоматичного налагодження верстата на оптимальний режим різання, що включає визначення знака прирощення температури зони обробки, знака прирощення продуктивності інструменту і знака різниці між поточним значенням температури зони обробки та її заданим значенням, який відрізняється тим, що додатково вимірюють зміну сигналів акустичної емісії у плині часу, перетворюють їх значення у параметр Rа шорсткості поверхні, що оброблюється,...
Пристрій для різання монокристалів на пластини
Номер патенту: 77529
Опубліковано: 15.12.2006
Автори: Брешев Володимир Євгенович, Невзлін Борис Ісакович, Голубенко Олександр Леонідович, Єрошин Сергій Сергійович
МПК: H01L 21/461
Мітки: пластини, пристрій, монокристалів, різання
Формула / Реферат:
Пристрій для різання монокристалів на пластини, який містить корпус, торцевий асинхронний електродвигун, статор якого виконаний з двох кільцевих елементів, на повернутих одна до одної поверхнях яких закріплені обойми повітряних або гідравлічних підшипників, алмазне відрізне коло, розміщене між обоймами повітряних або гідравлічних підшипників, основу для кріплення монокристала, розміщену співвісно з торцевим асинхронним електродвигуном з...
Пристрій для різання монокристалів
Номер патенту: 65294
Опубліковано: 25.11.2011
Автори: Єрошин Сергій Сергійович, Мірошник Сергій Олександрович
МПК: H02K 17/26, B28D 5/00
Мітки: монокристалів, пристрій, різання
Формула / Реферат:
1. Пристрій для різання монокристалів, який містить вільний алмазний відрізний круг з внутрішньою різальною крайкою, торцевий асинхронний електродвигун, який включає у себе один або два кільцевих статори з обмотками, покладеними з боку алмазного відрізного круга, корпус та основу для кріплення монокристала з можливістю переміщення уздовж власної осі, обмотки кільцевих статорів покладені під кутом нахилу до радіуса від 0° до 90°, при цьому...
Шпиндель роторного верстата вертикального компонування
Номер патенту: 16063
Опубліковано: 17.07.2006
Автор: Безуглий Леонід Іванович
МПК: B23Q 1/00
Мітки: роторного, компонування, вертикального, шпиндель, верстата
Формула / Реферат:
1. Шпиндель роторного верстата вертикального компонування, що містить корпус, силовий циліндр, пружину, виштовхувач, розташовані в порожнині корпуса кулачки, виконані у вигляді кутових важелів, короткі плечі яких взаємодіють зі штоком силового циліндра, а довгі - з закріплюваною деталлю, який відрізняється тим, що виштовхувач виконаний у вигляді трьох допоміжних, рівнорозташованих між кулачками, паралельно осі шпинделя, циліндрів...
Попередній патент: Спосіб відкритої розробки нерудних твердих корисних копалин
Наступний патент: Система стабілізованого підвісу магнітолевітуючого транспортного засобу
Випадковий патент: Штуцерне з'єднання камери розподільника повітря з трубою