Шпиндель верстата для прошивання електричною дугою глибоких отворів
Формула / Реферат
Шпиндель верстата для прошивання електричною дугою глибоких отворів, який відрізняється тим, що подовжена частина шпинделя складається із двох концентрично розташованих труб, причому зовнішня труба електроізольована від внутрішньої.
Текст
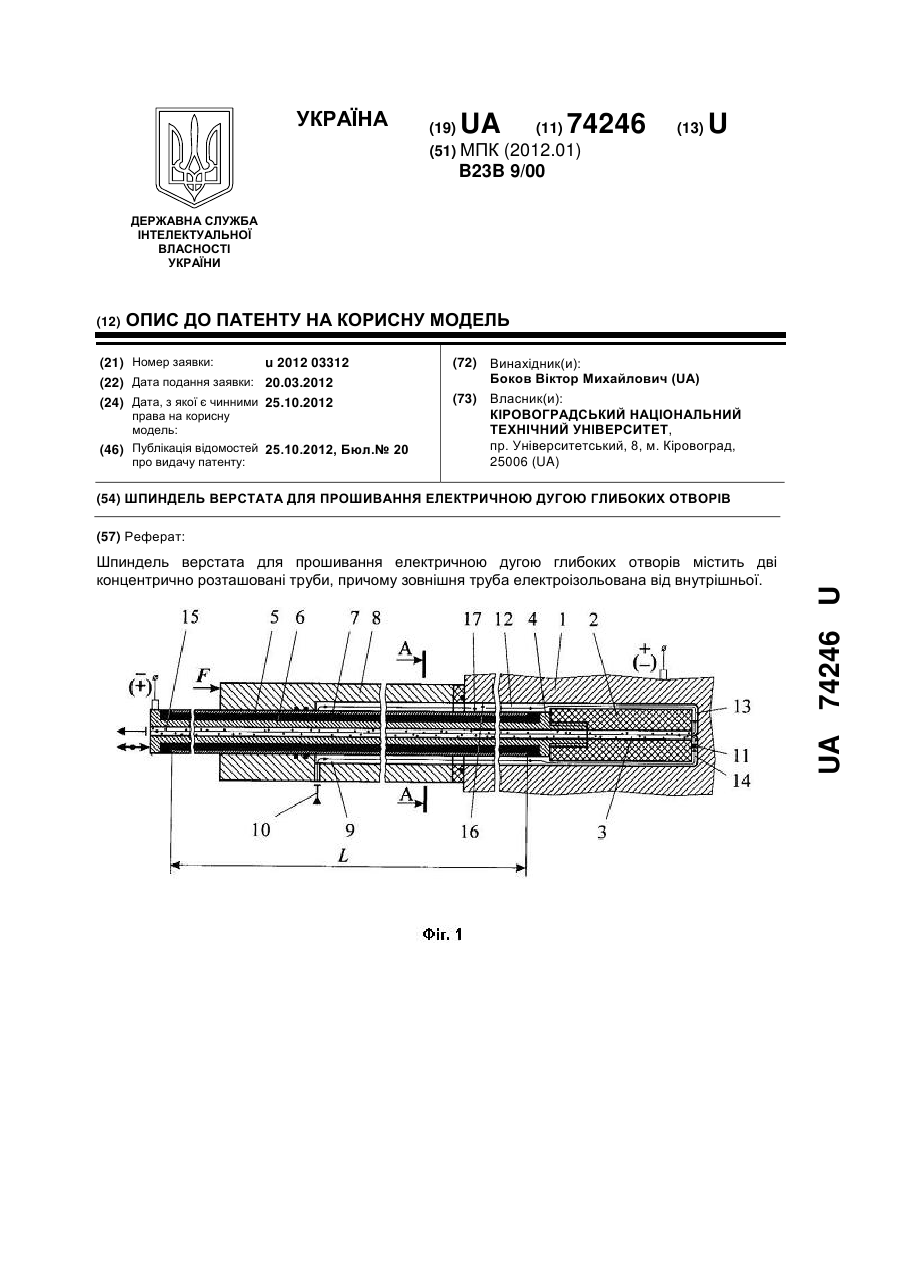
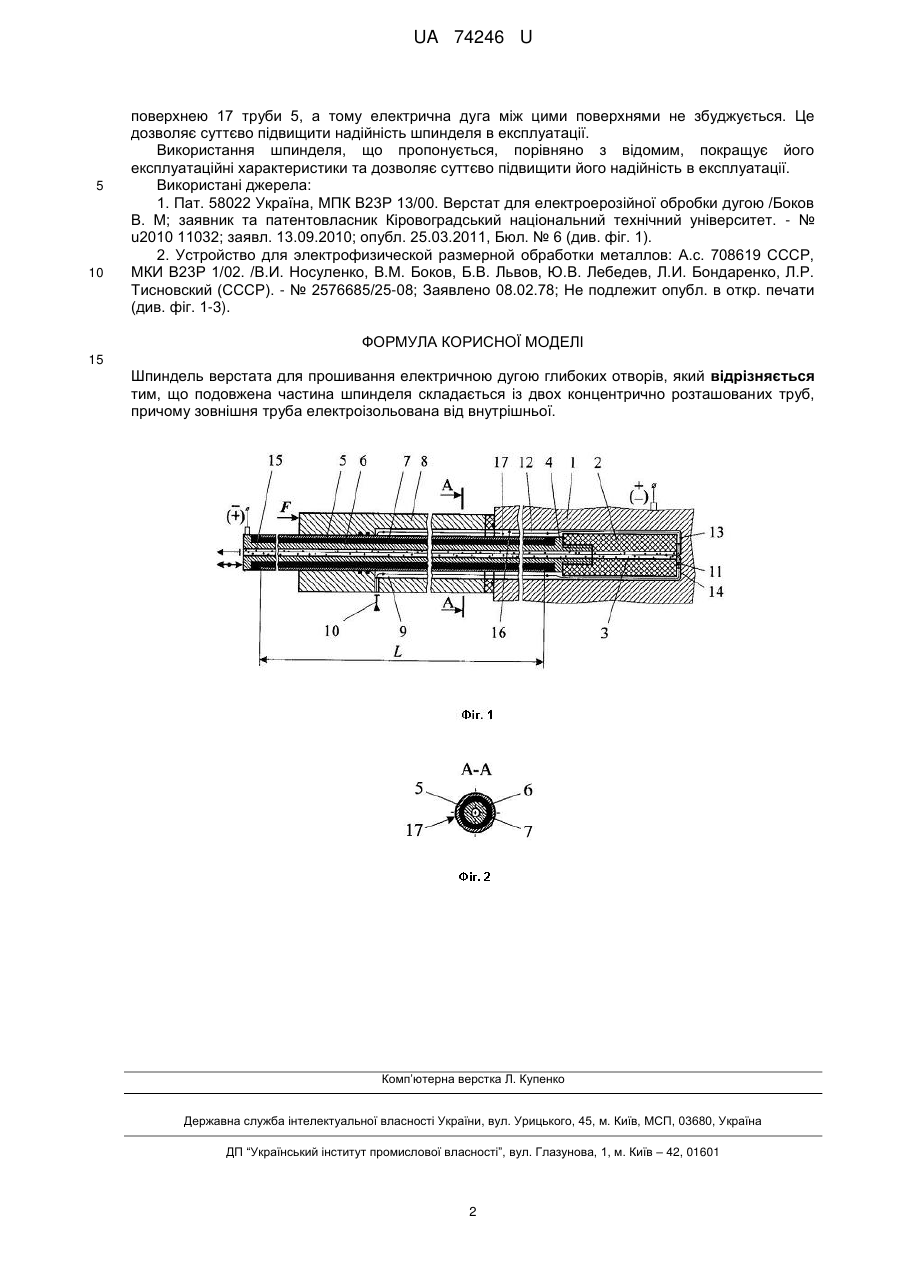
Реферат: UA 74246 U UA 74246 U 5 10 15 20 25 30 35 40 45 50 55 60 Корисна модель належить до електроерозійної обробки і може бути використана в машинобудуванні як шпиндель верстата для високоефективного прошивання електричною дугою глибоких отворів в деталях переважно із важкооброблюваних матеріалів. Відомі аналогічні шпинделі верстатів для прошивання електричною дугою отворів [1]. Для кріплення електродів-інструментів шпинделі постачаються фланцем та гвинтами, які розташовують по колу на периферійній частині фланця та електрода-iнструмента. Центральний отвір в шпинделі (трубчаста конструкція) служить для видалення робочої рідини із зони обробки разом з продуктами ерозії електродів (зворотне прокачування). Аналогічні шпинделі не застосовують для прошивання електричною дугою глибоких отворів, так як наявність фланця суттєво зменшує площу перерізу шпинделя, через який електричний струм подається до електрода-iнструмента. При цьому критично допустима густина струму в перерізі шпинделя суттєво обмежує силу технологічного струму, яка визначає продуктивність обробки. Крім того, при прошиванні електричною дугою глибоких отворів з'являється потреба частої заміни електродів-інструментів, а кріплення з застосуванням декілька гвинтів потребує багато часу, що знижує ефективність обробки. Відомий шпиндель верстата для прошивання електричною дугою глибоких отворів, подовжена частина якого виконана у вигляді труби [2]. Він характеризується достатньо великою площею перерізу, порівняно з площею перерізу електрода-iнструмента, а тому дозволяє вводити в зону обробки велику силу технологічного струму і тим самим забезпечити максимально можливу продуктивність обробки. Крім того, різьбове центральне кріплення електрода-iнструмента, що має шпиндель, зручне та не займає багато часу. Однак, відомий шпиндель має низькі експлуатаційні характеристики. Так, в процесі прошивання глибокого отвору робоча рідина, зокрема технічна вода, подається в зону обробки під технологічним тиском в кільцеву порожнину між бічною поверхнею прошитого отвору та зовнішньою циліндричною поверхнею шпинделя. Але разом з рідиною в кільцеву порожнину заносяться дрібні продукти ерозії, що є об'єктивною вадою очисних установок. Оскільки процес прошивання глибоких отворів тривалий в часі, продукти ерозії накопичуються, налипають на поверхні шпинделя та отвору та періодично утворюють електропровідні містки між ними. Цьому сприяє факт зворотно-поступального переміщення шпинделя при обробці. Виникають короткі замикання, внаслідок яких технологічний струм, що складає сотні ампер, миттєво нагріває та перегріває місток i тим самим збуджує електричну дугу. Результатом горіння дуги є електроерозійне руйнування зовнішньої циліндричної поверхні шпинделя та утворення небажаних електроерозійних лунок на бічній поверхні прошитого отвору. Далі, після закінчення процесу прошивання, шпиндель виводиться із отвору. При цьому поверхня шпинделя з електроерозiйними лунками проходить крізь гідравлічне ущільнення герметичної камери та руйнує його. Верстат виходить з ладу та потребує капітального ремонту. В основу корисної моделі поставлено задачу покращання експлуатаційних характеристик шпинделя. Поставлена задача вирішується за рахунок того, що подовжена частина шпинделя складається із двох концентрично розташованих труб, причому зовнішня труба електроізольована від внутрішньої. На наведених кресленнях схематично показані: фіг. 1 - робота верстата для прошивання електричною дугою глибокого отвору в повздовжньому перерізі шпинделя, що пропонується; фіг. 2 - поперечний переріз А-А шпинделя. Перед обробкою деталі 1 (фіг. 1, 2) графітовий електрод-інструмент 2 з центральним наскрізним отвором 3, закріплюють на різьбі на шпинделі 4 верстата. Подовжена частина L шпинделя 4, що може сягати декілька метрів, складається із двох концентрично розташованих труб, причому зовнішня труба 5 електроізольована від внутрішньої 6 ізолятором 7. Для гідроізоляції робочої зони герметичну камеру 8 щільно притискують в осьовому напрямку зусиллям F до деталі 1. Далі включають електродвигун насоса (на схемах не показано), що подає робочу рідину (органічне середовище або технічну воду) під технологічним тиском (звичайно Рст=0,6…4 МПа) в порожнину 9 камери 8 через штуцер 10, джерело живлення технологічним струмом (на схемах не показано), слідкуючу осьову подачу електродаінструмента 2, та ведуть процес прошивання електричною дугою 11 глибокого отвору 12. При цьому дуга 11 горить в торцевому міжелектродному зазорі 13 в потужному поперечному гідродинамічному потоці 14 робочої рідини, який стискує дугу 11 в енергетичному та геометричному плані та виносить продукти ерозії 15 із зони обробки. Завдяки електроізоляції зовнішньої труби 5 від внутрішньої 6, дрібні продукти ерозії, що випадково заносяться разом з рідиною в кільцеву порожнину 9 камери 8, не викликають коротких замикань між бічною поверхнею 16 отвору 12, що прошивається, та зовнішньою 1 UA 74246 U 5 10 поверхнею 17 труби 5, а тому електрична дуга між цими поверхнями не збуджується. Це дозволяє суттєво підвищити надійність шпинделя в експлуатації. Використання шпинделя, що пропонується, порівняно з відомим, покращує його експлуатаційні характеристики та дозволяє суттєво підвищити його надійність в експлуатації. Використані джерела: 1. Пат. 58022 Україна, МПК В23Р 13/00. Верстат для електроерозійної обробки дугою /Боков В. М; заявник та патентовласник Кіровоградський національний технічний університет. - № u2010 11032; заявл. 13.09.2010; опубл. 25.03.2011, Бюл. № 6 (див. фіг. 1). 2. Устройство для электрофизической размерной обработки металлов: А.с. 708619 СССР, МКИ В23Р 1/02. /В.И. Носуленко, В.М. Боков, Б.В. Львов, Ю.В. Лебедев, Л.И. Бондаренко, Л.Р. Тисновский (СССР). - № 2576685/25-08; Заявлено 08.02.78; Не подлежит опубл. в откр. печати (див. фіг. 1-3). ФОРМУЛА КОРИСНОЇ МОДЕЛІ 15 Шпиндель верстата для прошивання електричною дугою глибоких отворів, який відрізняється тим, що подовжена частина шпинделя складається із двох концентрично розташованих труб, причому зовнішня труба електроізольована від внутрішньої. Комп’ютерна верстка Л. Купенко Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 2
ДивитисяДодаткова інформація
Назва патенту англійськоюSpindle of machine tool for broaching deep holes by electric arc
Автори англійськоюBokov Viktor Myhailovych
Назва патенту російськоюШпиндель станка для прошивки электрической дугой глубоких отверстий
Автори російськоюБоков Виктор Михайлович
МПК / Мітки
МПК: B23B 9/00
Мітки: електричною, шпиндель, верстата, глибоких, дугою, прошивання, отворів
Код посилання
<a href="https://ua.patents.su/4-74246-shpindel-verstata-dlya-proshivannya-elektrichnoyu-dugoyu-glibokikh-otvoriv.html" target="_blank" rel="follow" title="База патентів України">Шпиндель верстата для прошивання електричною дугою глибоких отворів</a>
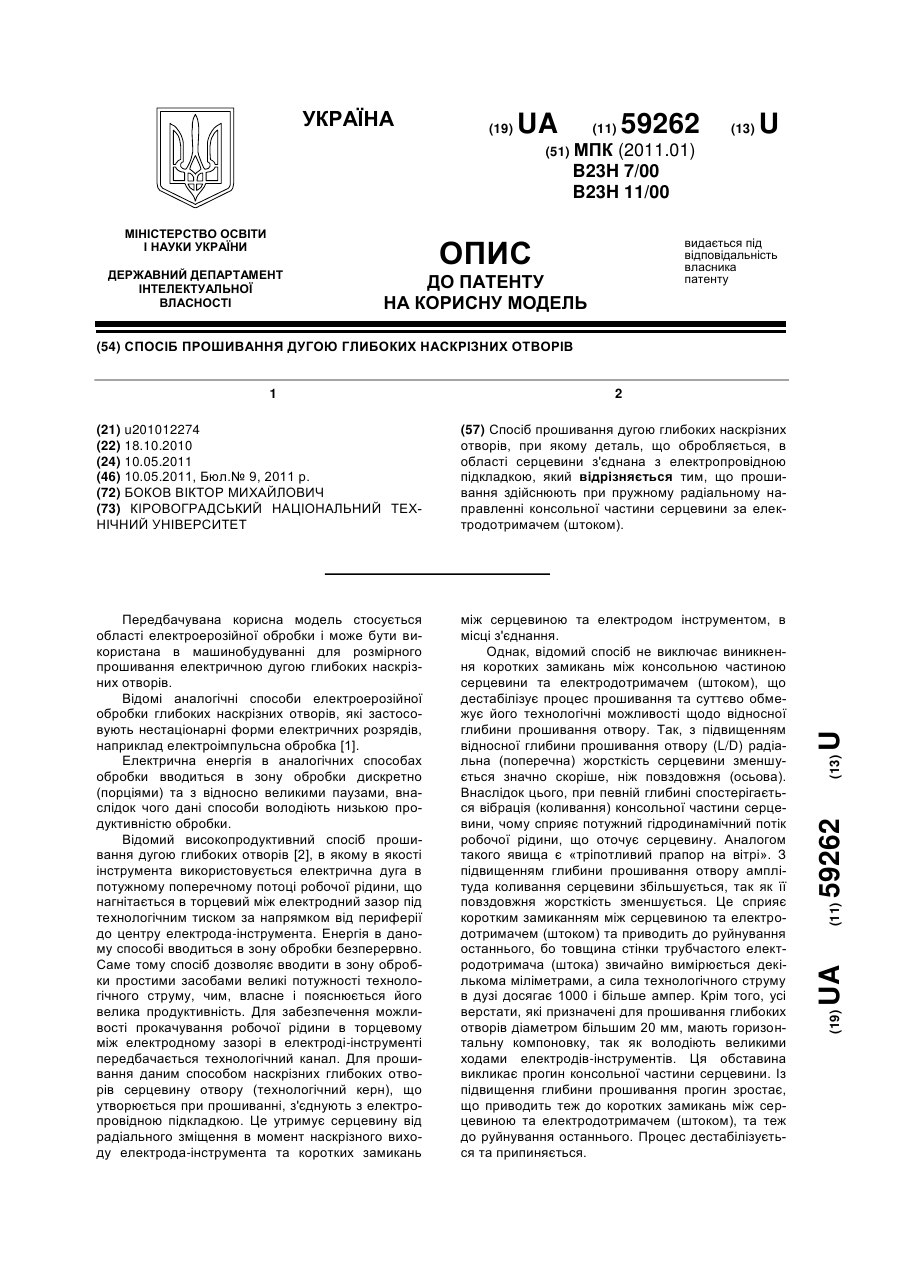
Електрод-інструмент з центральним наскрізним отвором для прошивання електричною дугою глибоких отворів
Номер патенту: 70315
Опубліковано: 11.06.2012
Автор: Боков Віктор Михайлович
Мітки: дугою, електричною, глибоких, отворів, прошивання, електрод-інструмент, центральним, наскрізним, отвором
Формула / Реферат:
Електрод-інструмент з центральним наскрізним отвором для прошивання електричною дугою глибоких отворів, який відрізняється тим, що з боку кріплення є внутрішня центральна різьба.
Спосіб прошивання дугою глибоких наскрізних отворів
Номер патенту: 59262
Опубліковано: 10.05.2011
Автор: Боков Віктор Михайлович
МПК: B23H 7/00, B23H 11/00
Мітки: наскрізних, отворів, прошивання, спосіб, глибоких, дугою
Формула / Реферат:
Спосіб прошивання дугою глибоких наскрізних отворів, при якому деталь, що обробляється, в області серцевини з'єднана з електропровідною підкладкою, який відрізняється тим, що прошивання здійснюють при пружному радіальному направленні консольної частини серцевини за електродотримачем (штоком).
Верстат для прошивання електричною дугою наскрізних отворів
Номер патенту: 59345
Опубліковано: 10.05.2011
Автор: Боков Віктор Михайлович
Мітки: отворів, електричною, наскрізних, верстат, прошивання, дугою
Формула / Реферат:
Верстат для прошивання електричною дугою наскрізних отворів, який містить локальну вхідну герметичну камеру, що працює під тиском, змонтовану навколо електрода-інструмента з можливістю осьового переміщення і містить силовий привід, та вихідну герметичну камеру, що розташована співвісно з вхідною, який відрізняється тим, що вихідна герметична камера виконана рухомою в осьовому напрямку як встановлювальна та має несиловий привід переміщення,...
Пристрій для прошивання наскрізних отворів електричною дугою
Номер патенту: 60478
Опубліковано: 25.06.2011
Автор: Боков Віктор Михайлович
МПК: B23H 1/00
Мітки: пристрій, електричною, наскрізних, отворів, прошивання, дугою
Формула / Реферат:
Пристрій для прошивання наскрізних отворів електричною дугою в гідродинамічному потоці робочої рідини за напрямком течії в торцевому міжелектродному зазорі від периферії до центра електрода-інструмента, що включає технологічну пластинку під заготовкою, який відрізняється тим, що технологічна пластинка виконана у вигляді герметичної камери та оснащена електроізоляційною кільцеподібною вставкою, внутрішня поверхня якої еквідистантна бічній...
Спосіб прошивання наскрізних отворів електричною дугою
Номер патенту: 59348
Опубліковано: 10.05.2011
Автор: Боков Віктор Михайлович
МПК: B23H 1/00
Мітки: прошивання, отворів, наскрізних, електричною, спосіб, дугою
Формула / Реферат:
Спосіб прошивання наскрізних отворів електричною дугою з прокачуванням робочої рідини в торцевому міжелектродному зазорі за напрямком від периферії до центра електрода-інструмента, який відрізняється тим, що прошивання здійснюють з виходом електрода-інструмента в металеву підкладку, яку попередньо з'єднують з деталлю за усією торцевою поверхнею приклеюванням електропровідним клеєм або припаюванням.
Попередній патент: Спосіб лікування порушень постави в сагітальній та фронтальній площинах
Наступний патент: Спосіб глибокого свердління
Випадковий патент: Газогенератор для отримання генераторного газу з вугілля