Спосіб відновлення опорних поверхонь важконавантажених металургійних машин
Номер патенту: 105146
Опубліковано: 10.03.2016
Автори: Іщенко Анатолій Олексійович, Сільченко Дмитро Володимирович

Формула / Реферат
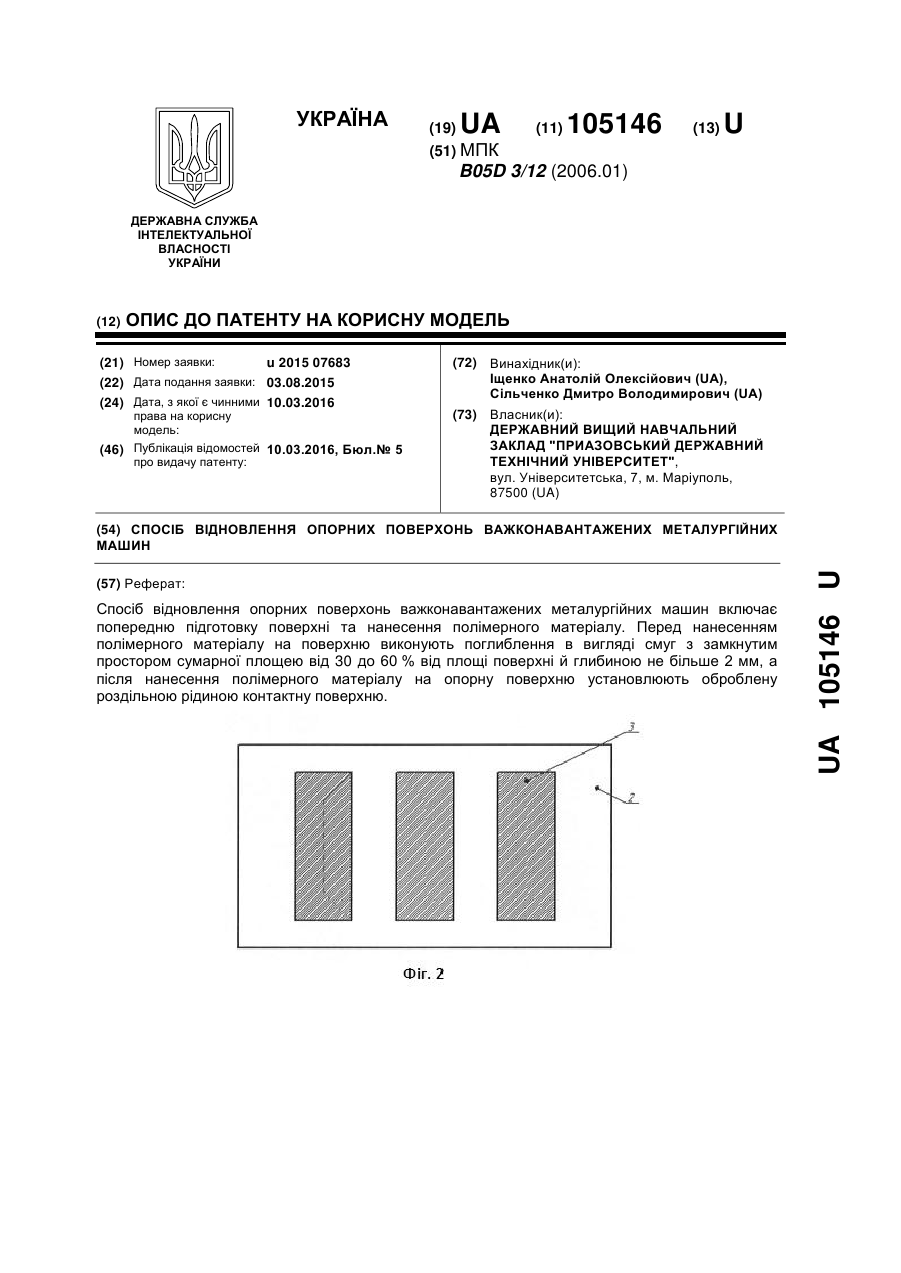
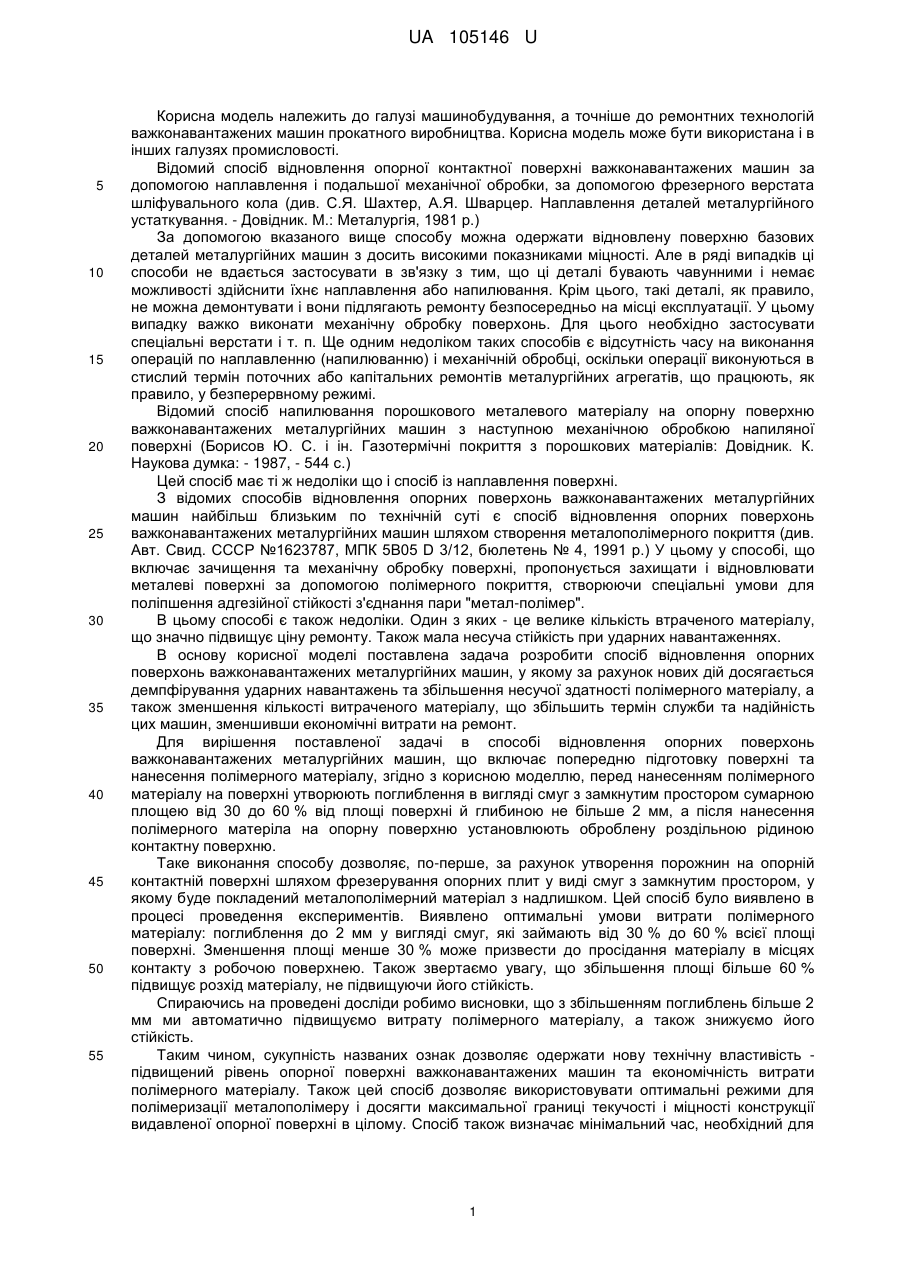
Спосіб відновлення опорних поверхонь важконавантажених металургійних машин, що включає попередню підготовку поверхні та нанесення полімерного матеріалу, який відрізняється тим, що перед нанесенням полімерного матеріалу на поверхню виконують поглиблення в вигляді смуг з замкнутим простором сумарною площею від 30 до 60 % від площі поверхні й глибиною не більше 2 мм, а після нанесення полімерного матеріалу на опорну поверхню установлюють оброблену роздільною рідиною контактну поверхню.
Текст
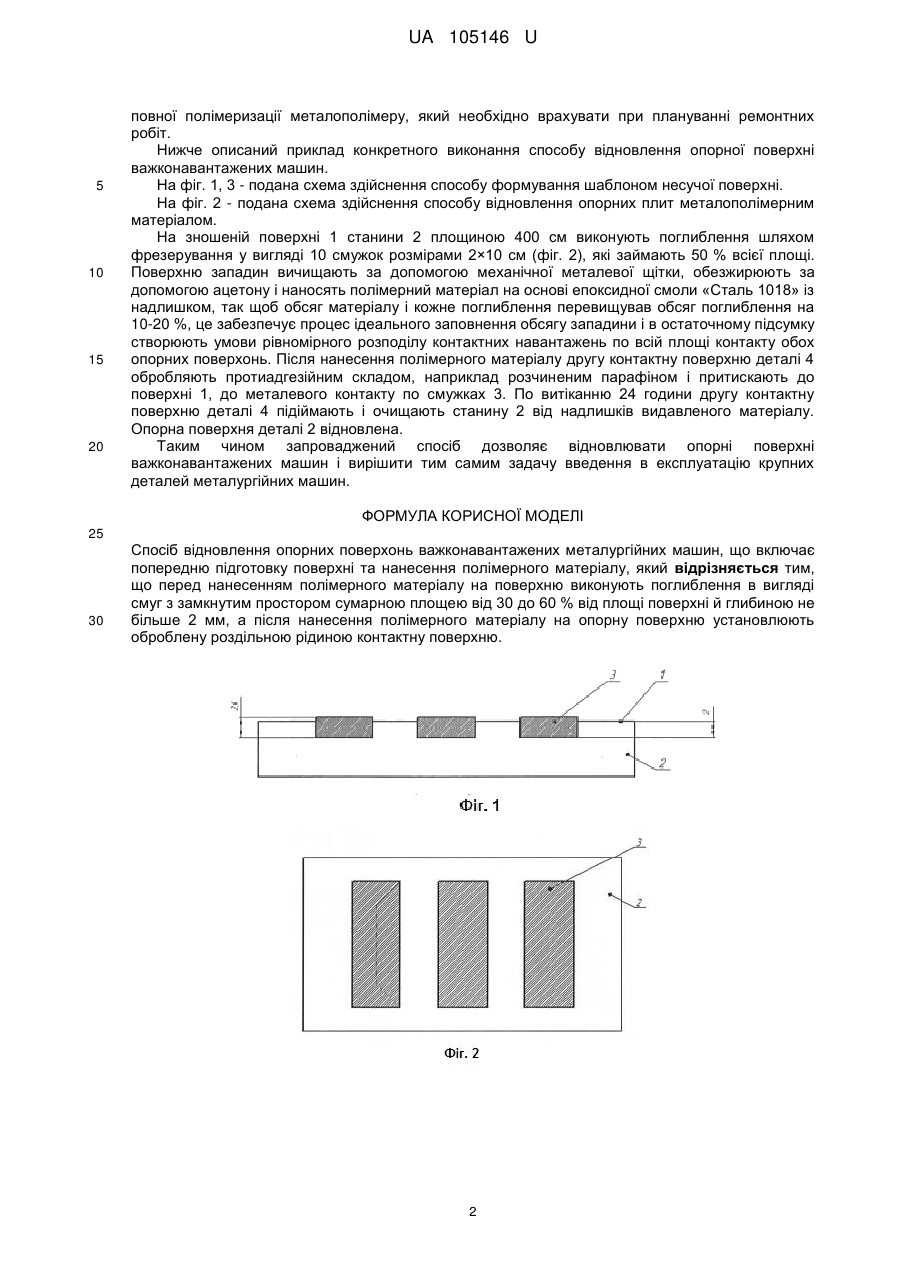
Реферат: Спосіб відновлення опорних поверхонь важконавантажених металургійних машин включає попередню підготовку поверхні та нанесення полімерного матеріалу. Перед нанесенням полімерного матеріалу на поверхню виконують поглиблення в вигляді смуг з замкнутим простором сумарної площею від 30 до 60 % від площі поверхні й глибиною не більше 2 мм, а після нанесення полімерного матеріалу на опорну поверхню установлюють оброблену роздільною рідиною контактну поверхню. UA 105146 U (54) СПОСІБ ВІДНОВЛЕННЯ ОПОРНИХ ПОВЕРХОНЬ ВАЖКОНАВАНТАЖЕНИХ МЕТАЛУРГІЙНИХ МАШИН UA 105146 U UA 105146 U 5 10 15 20 25 30 35 40 45 50 55 Корисна модель належить до галузі машинобудування, а точніше до ремонтних технологій важконавантажених машин прокатного виробництва. Корисна модель може бути використана і в інших галузях промисловості. Відомий спосіб відновлення опорної контактної поверхні важконавантажених машин за допомогою наплавлення і подальшої механічної обробки, за допомогою фрезерного верстата шліфувального кола (див. С.Я. Шахтер, А.Я. Шварцер. Наплавлення деталей металургійного устаткування. - Довідник. М.: Металургія, 1981 р.) За допомогою вказаного вище способу можна одержати відновлену поверхню базових деталей металургійних машин з досить високими показниками міцності. Але в ряді випадків ці способи не вдається застосувати в зв'язку з тим, що ці деталі бувають чавунними і немає можливості здійснити їхнє наплавлення або напилювання. Крім цього, такі деталі, як правило, не можна демонтувати і вони підлягають ремонту безпосередньо на місці експлуатації. У цьому випадку важко виконати механічну обробку поверхонь. Для цього необхідно застосувати спеціальні верстати і т. п. Ще одним недоліком таких способів є відсутність часу на виконання операцій по наплавленню (напилюванню) і механічній обробці, оскільки операції виконуються в стислий термін поточних або капітальних ремонтів металургійних агрегатів, що працюють, як правило, у безперервному режимі. Відомий спосіб напилювання порошкового металевого матеріалу на опорну поверхню важконавантажених металургійних машин з наступною механічною обробкою напиляної поверхні (Борисов Ю. С. і ін. Газотермічні покриття з порошкових матеріалів: Довідник. К. Наукова думка: - 1987, - 544 с.) Цей спосіб має ті ж недоліки що і спосіб із наплавлення поверхні. З відомих способів відновлення опорних поверхонь важконавантажених металургійних машин найбільш близьким по технічній суті є спосіб відновлення опорних поверхонь важконавантажених металургійних машин шляхом створення металополімерного покриття (див. Авт. Свид. СССР №1623787, МПК 5В05 D 3/12, бюлетень № 4, 1991 р.) У цьому у способі, що включає зачищення та механічну обробку поверхні, пропонується захищати і відновлювати металеві поверхні за допомогою полімерного покриття, створюючи спеціальні умови для поліпшення адгезійної стійкості з'єднання пари "метал-полімер". В цьому способі є також недоліки. Один з яких - це велике кількість втраченого матеріалу, що значно підвищує ціну ремонту. Також мала несуча стійкість при ударних навантаженнях. В основу корисної моделі поставлена задача розробити спосіб відновлення опорних поверхонь важконавантажених металургійних машин, у якому за рахунок нових дій досягається демпфірування ударних навантажень та збільшення несучої здатності полімерного матеріалу, а також зменшення кількості витраченого матеріалу, що збільшить термін служби та надійність цих машин, зменшивши економічні витрати на ремонт. Для вирішення поставленої задачі в способі відновлення опорних поверхонь важконавантажених металургійних машин, що включає попередню підготовку поверхні та нанесення полімерного матеріалу, згідно з корисною моделлю, перед нанесенням полімерного матеріалу на поверхні утворюють поглиблення в вигляді смуг з замкнутим простором сумарною площею від 30 до 60 % від площі поверхні й глибиною не більше 2 мм, а після нанесення полімерного матеріла на опорну поверхню установлюють оброблену роздільною рідиною контактну поверхню. Таке виконання способу дозволяє, по-перше, за рахунок утворення порожнин на опорній контактній поверхні шляхом фрезерування опорних плит у виді смуг з замкнутим простором, у якому буде покладений металополімерний матеріал з надлишком. Цей спосіб було виявлено в процесі проведення експериментів. Виявлено оптимальні умови витрати полімерного матеріалу: поглиблення до 2 мм у вигляді смуг, які займають від 30 % до 60 % всієї площі поверхні. Зменшення площі менше 30 % може призвести до просідання матеріалу в місцях контакту з робочою поверхнею. Також звертаємо увагу, що збільшення площі більше 60 % підвищує розхід матеріалу, не підвищуючи його стійкість. Спираючись на проведені досліди робимо висновки, що з збільшенням поглиблень більше 2 мм ми автоматично підвищуємо витрату полімерного матеріалу, а також знижуємо його стійкість. Таким чином, сукупність названих ознак дозволяє одержати нову технічну властивість підвищений рівень опорної поверхні важконавантажених машин та економічність витрати полімерного матеріалу. Також цей спосіб дозволяє використовувати оптимальні режими для полімеризації металополімеру і досягти максимальної границі текучості і міцності конструкції видавленої опорної поверхні в цілому. Спосіб також визначає мінімальний час, необхідний для 1 UA 105146 U 5 10 15 20 повної полімеризації металополімеру, який необхідно врахувати при плануванні ремонтних робіт. Нижче описаний приклад конкретного виконання способу відновлення опорної поверхні важконавантажених машин. На фіг. 1, 3 - подана схема здійснення способу формування шаблоном несучої поверхні. На фіг. 2 - подана схема здійснення способу відновлення опорних плит металополімерним матеріалом. На зношеній поверхні 1 станини 2 площиною 400 см виконують поглиблення шляхом фрезерування у вигляді 10 смужок розмірами 2×10 см (фіг. 2), які займають 50 % всієї площі. Поверхню западин вичищають за допомогою механічної металевої щітки, обезжирюють за допомогою ацетону і наносять полімерний матеріал на основі епоксидної смоли «Сталь 1018» із надлишком, так щоб обсяг матеріалу і кожне поглиблення перевищував обсяг поглиблення на 10-20 %, це забезпечує процес ідеального заповнення обсягу западини і в остаточному підсумку створюють умови рівномірного розподілу контактних навантажень по всій площі контакту обох опорних поверхонь. Після нанесення полімерного матеріалу другу контактну поверхню деталі 4 обробляють протиадгезійним складом, наприклад розчиненим парафіном і притискають до поверхні 1, до металевого контакту по смужках 3. По витіканню 24 години другу контактну поверхню деталі 4 підіймають і очищають станину 2 від надлишків видавленого матеріалу. Опорна поверхня деталі 2 відновлена. Таким чином запроваджений спосіб дозволяє відновлювати опорні поверхні важконавантажених машин і вирішити тим самим задачу введення в експлуатацію крупних деталей металургійних машин. ФОРМУЛА КОРИСНОЇ МОДЕЛІ 25 30 Спосіб відновлення опорних поверхонь важконавантажених металургійних машин, що включає попередню підготовку поверхні та нанесення полімерного матеріалу, який відрізняється тим, що перед нанесенням полімерного матеріалу на поверхню виконують поглиблення в вигляді смуг з замкнутим простором сумарною площею від 30 до 60 % від площі поверхні й глибиною не більше 2 мм, а після нанесення полімерного матеріалу на опорну поверхню установлюють оброблену роздільною рідиною контактну поверхню. 2 UA 105146 U Комп’ютерна верстка А. Крулевський Державна служба інтелектуальної власності України, вул. Василя Липківського, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут інтелектуальної власності”, вул. Глазунова, 1, м. Київ – 42, 01601 3
ДивитисяДодаткова інформація
МПК / Мітки
МПК: B05D 3/12
Мітки: спосіб, важконавантажених, металургійних, поверхонь, машин, відновлення, опорних
Код посилання
<a href="https://ua.patents.su/5-105146-sposib-vidnovlennya-opornikh-poverkhon-vazhkonavantazhenikh-metalurgijjnikh-mashin.html" target="_blank" rel="follow" title="База патентів України">Спосіб відновлення опорних поверхонь важконавантажених металургійних машин</a>
Спосіб відновлення опорних поверхонь важконавантажених металургійних машин
Номер патенту: 27340
Опубліковано: 25.10.2007
Автори: Грішко Василь Петрович, Іщенко Анатолій Олексійович, Донєв Кирило Валерійович, Калініченко Ірина Олександрівна
МПК: B05D 3/12
Мітки: машин, металургійних, спосіб, важконавантажених, відновлення, опорних, поверхонь
Формула / Реферат:
Спосіб відновлення опорних поверхонь важконавантажених металургійних машин, що включає зачищення, знежирення, нанесення полімерного матеріалу із надлишком на поверхню із заздалегідь виконаними заглибленнями та притискання до другої контактної поверхні, який відрізняється тим, що при притисканні між поверхнями залишають шар полімерного матеріалу товщиною не більше товщини шару полімерного матеріалу, розташованого в заглибленнях.
Спосіб відновлення опорних поверхонь важконавантажених металургійних машин
Номер патенту: 4804
Опубліковано: 15.02.2005
Автори: Калініченко Ірина Олександрівна, Грішко Василь Петрович, Єфімов Іван Костянтинович, Іщенко Анатолій Олексійович
МПК: B05D 3/12
Мітки: відновлення, спосіб, машин, важконавантажених, опорних, металургійних, поверхонь
Формула / Реферат:
Спосіб відновлення опорних поверхонь важконавантажених металургійних машин, що містить у собі зачищення, знежирення відновлюваної поверхні, нанесення з надлишком полімерного матеріалу в спеціально виконані на відновлюваній металевій поверхні поглиблення і притиснення до другої контактної поверхні, який відрізняється тим, що притиснення здійснюють при температурі +15°С...+20°С протягом 1,5...2 доби, а границю текучості матеріалу визначають за...
Спосіб відновлення опорних поверхонь важко навантажених металургійних машин
Номер патенту: 76179
Опубліковано: 25.12.2012
Автори: Просвєтова Ганна Миколаївна, Фесенко Євген Олександрович, Іщенко Анатолій Олексійович
МПК: B05D 3/12
Мітки: машин, навантажених, поверхонь, опорних, важкої, спосіб, відновлення, металургійних
Формула / Реферат:
Спосіб відновлення опорних поверхонь важко навантажених металургійних машин, що включає нанесення полімерного матеріалу з надлишком на попередньо підготовлену поверхню зі спеціально виконаними поглибленнями та його притиснення іншою контактною поверхнею, покритою адгезійним складом, який відрізняється тим, що після полімеризації полімерний матеріал піддають триразовому стиску до значення σ=0,8σв з подальшим розвантаженням після...
Спосіб відновлення опорних поверхонь важко навантажених металургійних машин
Номер патенту: 43031
Опубліковано: 15.12.2003
Автори: Іщенко Анатолій Олексійович, Семенюта Анатолій Ніканорович
МПК: B05D 3/12
Мітки: поверхонь, навантажених, спосіб, опорних, металургійних, відновлення, важкої, машин
Формула / Реферат:
1. Спосіб відновлення опорних поверхонь важко навантажених металургійних машин, що включає зачищення, обезжирювання і нанесення полімерного матеріалу, який відрізняється тим, що на одній з опорних контактних поверхонь виконують заглиблення, які заповнюють із надлишком полімерним матеріалом та притискають до другої контактної поверхні.2. Спосіб по п. 1, який відрізняється тим, що співвідношення між площею заглиблень і загальною площею...
Спосіб відновлення опорних поверхонь тяжко навантажених металургійних машин
Номер патенту: 43031
Опубліковано: 15.11.2001
Автори: Семенюта Анатолій Ніканорович, Іщенко Анатолій Олексійович
МПК: B05D 3/12
Мітки: опорних, поверхонь, навантажених, тяжкої, спосіб, металургійних, машин, відновлення
Формула / Реферат:
1. Спосіб відновлення опорних поверхонь важко навантажених металургійних машин, що включає зачищення, обезжирювання і нанесення полімерного матеріалу, який відрізняється тим, що на одній з опорних контактних поверхонь виконують заглиблення, які заповнюють із надлишком полімерним матеріалом та притискають до другої контактної поверхні.2. Спосіб по п. 1, який відрізняється тим, що співвідношення між площею заглиблень і загальною площею...
Попередній патент: Спосіб безгазової лапароскопії в лікуванні пухлин нирок
Наступний патент: Універсальний бар’єр для захисту сельбищної зони від шкідливостей автомагістралі
Випадковий патент: Спосіб інтенсивного вирощування мальків камбали калкан