Спосіб відцентрового лиття
Номер патенту: 105350
Опубліковано: 25.04.2014
Автори: Бобух Олександр Анатолійович, Клименко Олексій Анатолійович, Юрковський Володимир Васильович, Зімненко Віталій Анатолійович, Фельдман Юрій Олександрович, Фельдман Олександр Ісакович
Формула / Реферат
1. Спосіб відцентрового лиття шляхом обертання форми із горизонтальною віссю обертання на опорах і заливання металу у форму, що обертається, який відрізняється тим, що заливання металу проводять через 3-носикову заливальну чашу одночасно і дозовано одразу у три форми, розміщені паралельно одна до одної на відстані 1,2-1,4 їхніх рівних зовнішніх діаметрів, причому маси виливків є тотожними між собою, при цьому заливання проводять у антирезонансному режимі шляхом обпирання усіх трьох форм через привідні ролики на привідний барабан, армований шаром, що забезпечує стабільний фрикційний зв'язок, поглинаючий вібрацію, причому збурюючі дії від кожної із форм на привідний ролик спрямовані взаємно перпендикулярно.
2. Спосіб за п. 1, який відрізняється тим, що витягання одразу трьох виливків проводять одночасно.
Текст
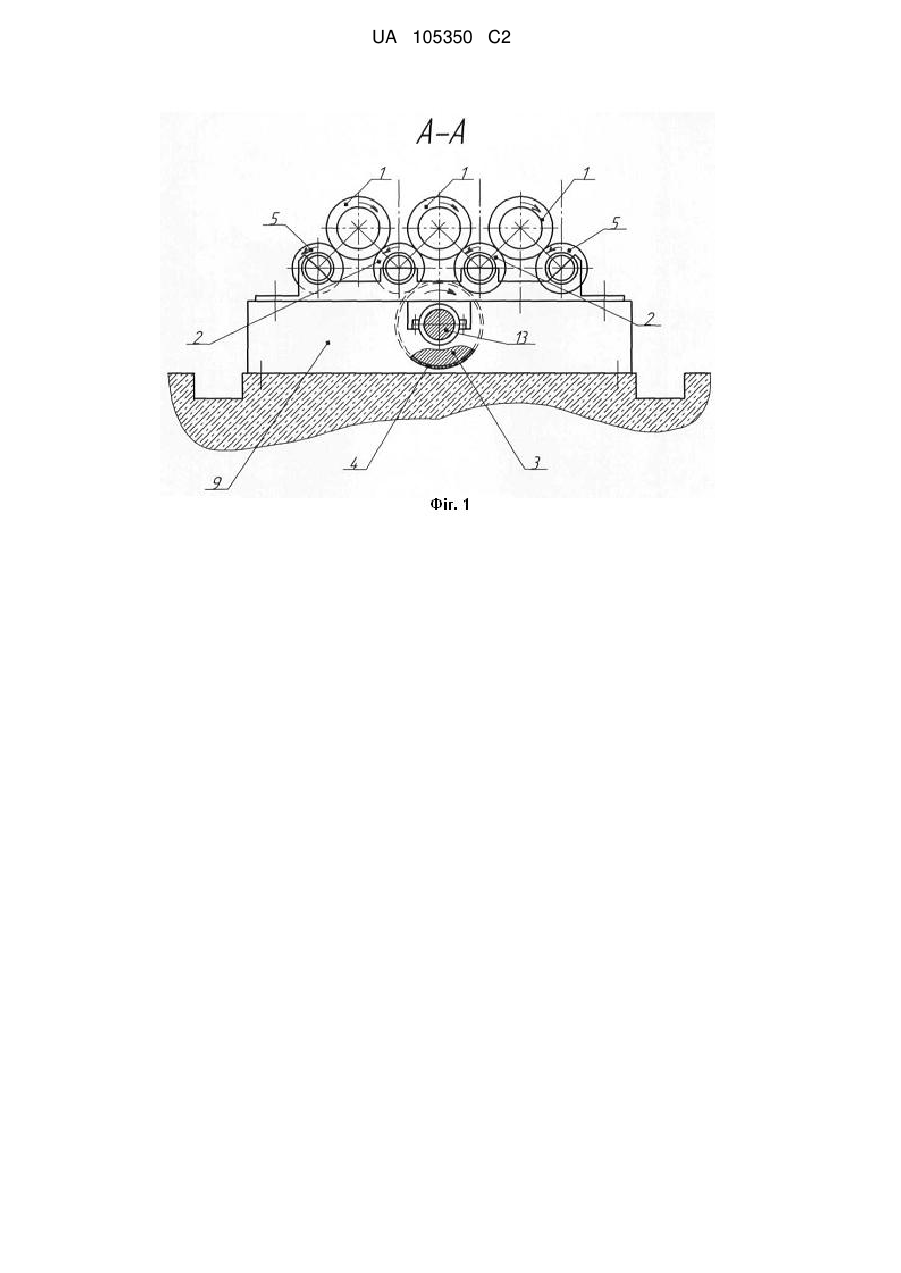
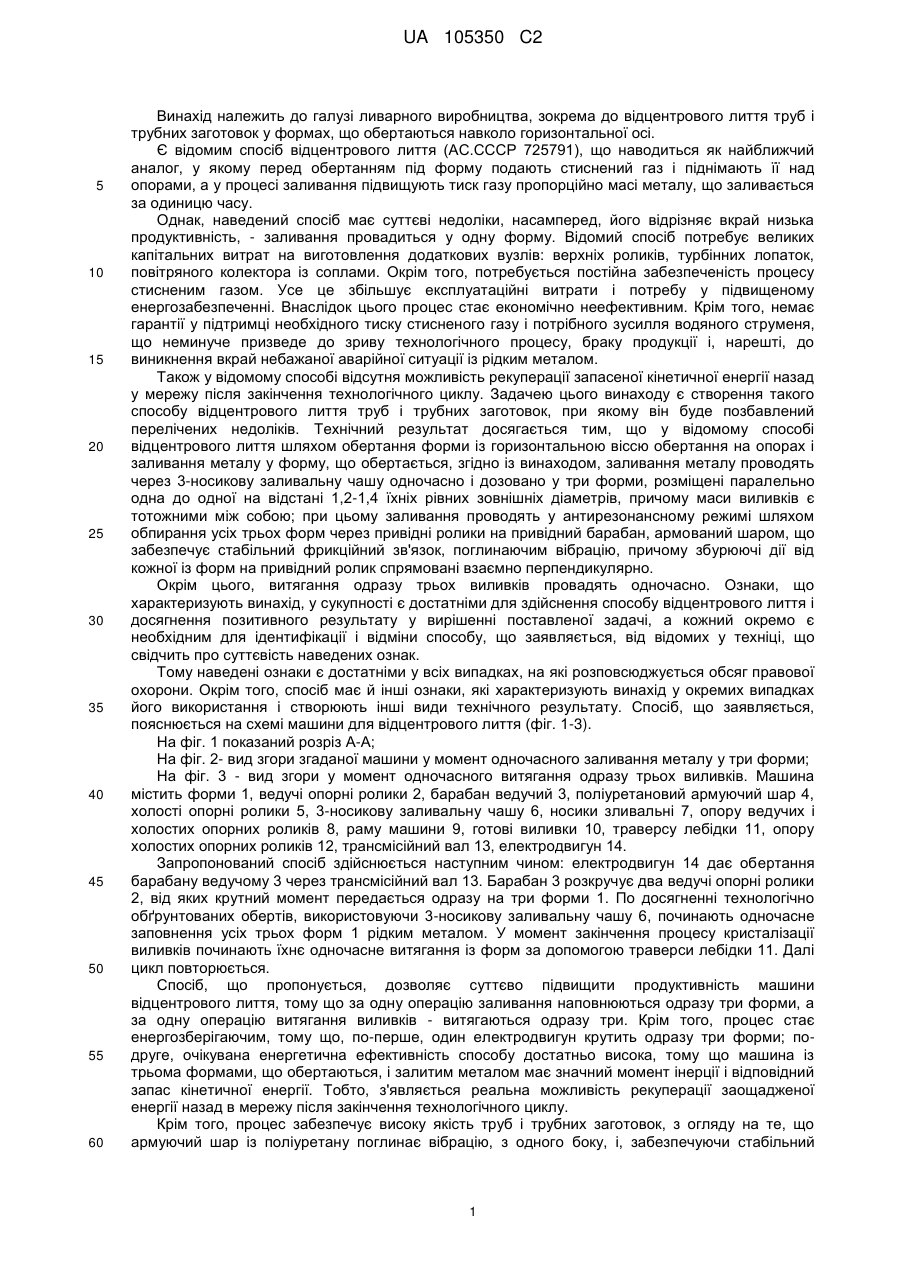
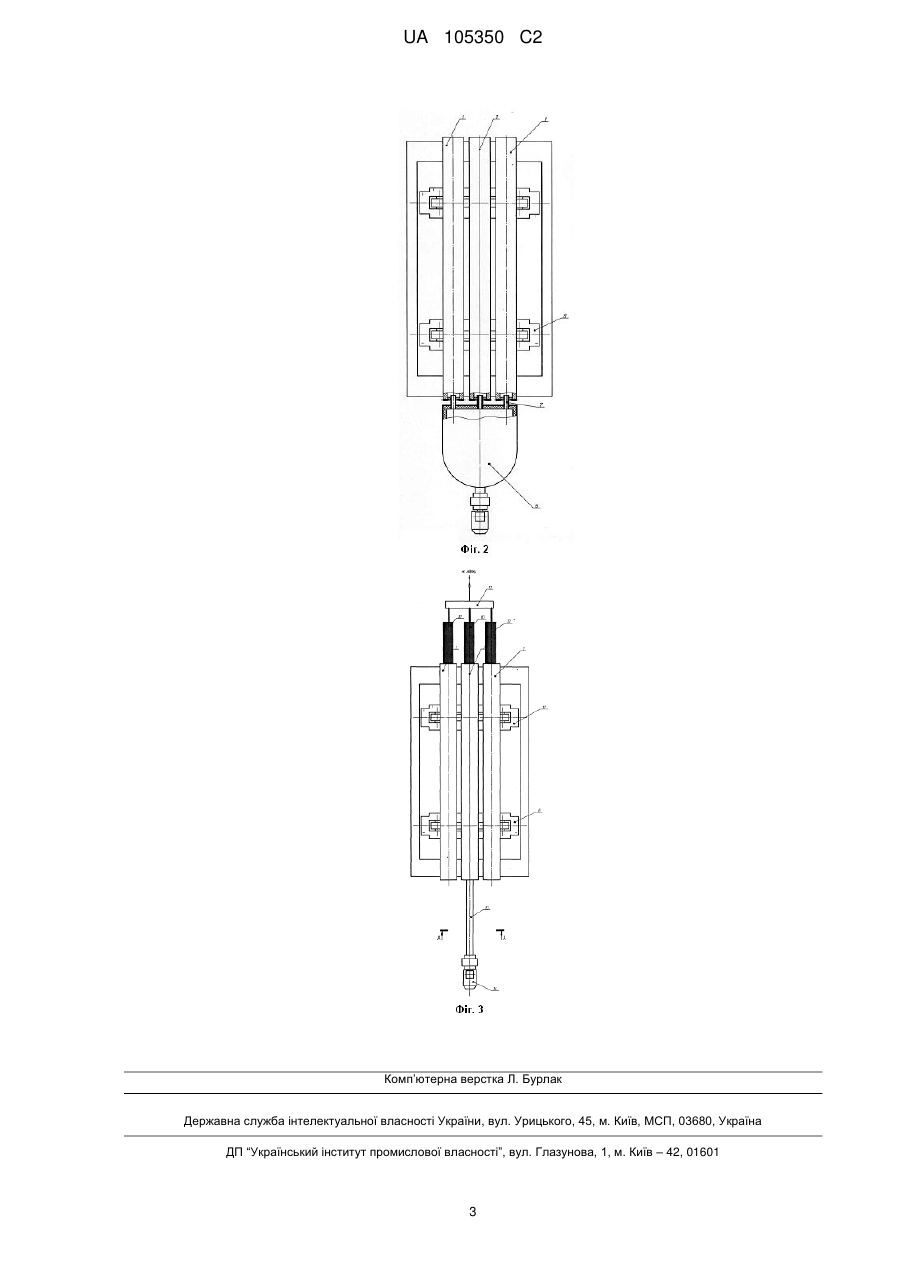
Реферат: Винахід належить до галузі металургії, зокрема для відцентрового лиття. Згідно з винаходом заливання металу у форму проводять через 3-носикову заливальну чашу одночасно і дозовано одразу у три форми, розміщені паралельно одна до одної на відстані 1,2-1,4 їхніх рівних зовнішніх діаметрів, причому маси виливків є тотожними між собою, при цьому заливання проводять у антирезонансному режимі шляхом обпирання усіх трьох форм через привідні ролики на привідний барабан, армований шаром, що забезпечує стабільний фрикційний зв'язок, поглинаючи вібрацію, причому збурюючі дії від кожної із форм на привідний ролик спрямовані взаємно перпендикулярно. Технічний результат: винахід дозволяє суттєво підвищити продуктивність машини відцентрового лиття, крім того процес стає енергозберігаючим та забезпечує високу якість продукції. UA 105350 C2 (12) UA 105350 C2 UA 105350 C2 5 10 15 20 25 30 35 40 45 50 55 60 Винахід належить до галузі ливарного виробництва, зокрема до відцентрового лиття труб і трубних заготовок у формах, що обертаються навколо горизонтальної осі. Є відомим спосіб відцентрового лиття (АС.СССР 725791), що наводиться як найближчий аналог, у якому перед обертанням під форму подають стиснений газ і піднімають її над опорами, а у процесі заливання підвищують тиск газу пропорційно масі металу, що заливається за одиницю часу. Однак, наведений спосіб має суттєві недоліки, насамперед, його відрізняє вкрай низька продуктивність, - заливання провадиться у одну форму. Відомий спосіб потребує великих капітальних витрат на виготовлення додаткових вузлів: верхніх роликів, турбінних лопаток, повітряного колектора із соплами. Окрім того, потребується постійна забезпеченість процесу стисненим газом. Усе це збільшує експлуатаційні витрати і потребу у підвищеному енергозабезпеченні. Внаслідок цього процес стає економічно неефективним. Крім того, немає гарантії у підтримці необхідного тиску стисненого газу і потрібного зусилля водяного струменя, що неминуче призведе до зриву технологічного процесу, браку продукції і, нарешті, до виникнення вкрай небажаної аварійної ситуації із рідким металом. Також у відомому способі відсутня можливість рекуперації запасеної кінетичної енергії назад у мережу після закінчення технологічного циклу. Задачею цього винаходу є створення такого способу відцентрового лиття труб і трубних заготовок, при якому він буде позбавлений перелічених недоліків. Технічний результат досягається тим, що у відомому способі відцентрового лиття шляхом обертання форми із горизонтальною віссю обертання на опорах і заливання металу у форму, що обертається, згідно із винаходом, заливання металу проводять через 3-носикову заливальну чашу одночасно і дозовано у три форми, розміщені паралельно одна до одної на відстані 1,2-1,4 їхніх рівних зовнішніх діаметрів, причому маси виливків є тотожними між собою; при цьому заливання проводять у антирезонансному режимі шляхом обпирання усіх трьох форм через привідні ролики на привідний барабан, армований шаром, що забезпечує стабільний фрикційний зв'язок, поглинаючим вібрацію, причому збурюючі дії від кожної із форм на привідний ролик спрямовані взаємно перпендикулярно. Окрім цього, витягання одразу трьох виливків провадять одночасно. Ознаки, що характеризують винахід, у сукупності є достатніми для здійснення способу відцентрового лиття і досягнення позитивного результату у вирішенні поставленої задачі, а кожний окремо є необхідним для ідентифікації і відміни способу, що заявляється, від відомих у техніці, що свідчить про суттєвість наведених ознак. Тому наведені ознаки є достатніми у всіх випадках, на які розповсюджується обсяг правової охорони. Окрім того, спосіб має й інші ознаки, які характеризують винахід у окремих випадках його використання і створюють інші види технічного результату. Спосіб, що заявляється, пояснюється на схемі машини для відцентрового лиття (фіг. 1-3). На фіг. 1 показаний розріз А-А; На фіг. 2- вид згори згаданої машини у момент одночасного заливання металу у три форми; На фіг. 3 - вид згори у момент одночасного витягання одразу трьох виливків. Машина містить форми 1, ведучі опорні ролики 2, барабан ведучий 3, поліуретановий армуючий шар 4, холості опорні ролики 5, 3-носикову заливальну чашу 6, носики зливальні 7, опору ведучих і холостих опорних роликів 8, раму машини 9, готові виливки 10, траверсу лебідки 11, опору холостих опорних роликів 12, трансмісійний вал 13, електродвигун 14. Запропонований спосіб здійснюється наступним чином: електродвигун 14 дає обертання барабану ведучому 3 через трансмісійний вал 13. Барабан 3 розкручує два ведучі опорні ролики 2, від яких крутний момент передається одразу на три форми 1. По досягненні технологічно обґрунтованих обертів, використовуючи 3-носикову заливальну чашу 6, починають одночасне заповнення усіх трьох форм 1 рідким металом. У момент закінчення процесу кристалізації виливків починають їхнє одночасне витягання із форм за допомогою траверси лебідки 11. Далі цикл повторюється. Спосіб, що пропонується, дозволяє суттєво підвищити продуктивність машини відцентрового лиття, тому що за одну операцію заливання наповнюються одразу три форми, а за одну операцію витягання виливків - витягаються одразу три. Крім того, процес стає енергозберігаючим, тому що, по-перше, один електродвигун крутить одразу три форми; подруге, очікувана енергетична ефективність способу достатньо висока, тому що машина із трьома формами, що обертаються, і залитим металом має значний момент інерції і відповідний запас кінетичної енергії. Тобто, з'являється реальна можливість рекуперації заощадженої енергії назад в мережу після закінчення технологічного циклу. Крім того, процес забезпечує високу якість труб і трубних заготовок, з огляду на те, що армуючий шар із поліуретану поглинає вібрацію, з одного боку, і, забезпечуючи стабільний 1 UA 105350 C2 5 фрикційний зв'язок із привідними опорними роликами, виключаючи пробуксовку між ними, з огляду на те, що армуючий шар із поліуретану поглинає вібрацію з одного боку, і, забезпечуючи стабільний фрикційний зв'язок із привідними опорними роликами, виключаючи пробуксовку між ними, попереджає її зародження із іншою. Спосіб забезпечує заливання у антирезонансному режимі, тому що збуджуючі дії від кожної із форм на привідний опорний ролик спрямовані взаємно перпендикулярно, що благодійно впливає на якість продукції, що випускається. ФОРМУЛА ВИНАХОДУ 10 15 20 1. Спосіб відцентрового лиття шляхом обертання форми із горизонтальною віссю обертання на опорах і заливання металу у форму, що обертається, який відрізняється тим, що заливання металу проводять через 3-носикову заливальну чашу одночасно і дозовано одразу у три форми, розміщені паралельно одна до одної на відстані 1,2-1,4 їхніх рівних зовнішніх діаметрів, причому маси виливків є тотожними між собою, при цьому заливання проводять у антирезонансному режимі шляхом обпирання усіх трьох форм через привідні ролики на привідний барабан, армований шаром, що забезпечує стабільний фрикційний зв'язок, поглинаючий вібрацію, причому збурюючі дії від кожної із форм на привідний ролик спрямовані взаємно перпендикулярно. 2. Спосіб за п. 1, який відрізняється тим, що витягання одразу трьох виливків проводять одночасно. 2 UA 105350 C2 Комп’ютерна верстка Л. Бурлак Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 3
ДивитисяДодаткова інформація
Автори англійськоюFeldman Oleksandr Isakovych, Feldman Yurii Oleksandrovych, Bobukh Oleksandr Anatoliiovych, Klimenko Oleksii Anatoliiovych, Yurkovskyi Volodymyr Vasyliovych
Автори російськоюФельдман Александр Исаакович, Фельдман Юрий Александрович, Бобух Александр Анатольевич, Клименко Алексей Анатольевич, Юрковский Владимир Васильевич
МПК / Мітки
МПК: B22D 13/02, B22D 13/00
Мітки: відцентрового, лиття, спосіб
Код посилання
<a href="https://ua.patents.su/5-105350-sposib-vidcentrovogo-littya.html" target="_blank" rel="follow" title="База патентів України">Спосіб відцентрового лиття</a>
Спосіб відцентрового лиття двошарових прокатних валків
Номер патенту: 40216
Опубліковано: 16.07.2001
Автори: Дяченко Юрій Васильович, Балаклієць Ігор Альбінович, Кондратенко Віктор Іванович, Гольдштейн Леонід Борисович, Будаг'янц Микола Абрамович
МПК: B22D 13/02
Мітки: валків, відцентрового, спосіб, прокатних, лиття, двошарових
Формула / Реферат:
Спосіб відцентрового лиття двошарових прокатних валків, що включає обертання ливарної форми навколо вертикальної осі, заливання металу робочого шару через виливну систему, витримку для затвердіння робочого шару, заливання першої порції металу серцевини і подальше заливання, який відрізняється тим, що при заливанні металу робочого шару і першої порції серцевини рідкий метал при витіканні з виливної системи розділяють на частини і безупинно...
Машина для відцентрового лиття

Номер патенту: 46449
Опубліковано: 15.05.2002
Автори: Хорліков Едуард Васильович, Адегов Олексій Валерійович
МПК: B22D 13/00
Мітки: машина, лиття, відцентрового
Формула / Реферат:
Машина для відцентрового лиття, що містить станину, механізм переміщення кокілів з приводом повороту, заливальний пристрій, механізм видалення виливків та пристрій для фарбування кокілів, яка відрізняється тим, що механізм переміщення кокілів виконаний у вигляді горизонтального поворотного багатококільного стола-каруселі, а кокілі встановлені у корпусі каруселі з можливістю обертання навколо вертикальної осі.
Спосіб відцентрового лиття двошарових прокатних валків з робочим шаром з високолегованого чавуну
Номер патенту: 31164
Опубліковано: 17.12.2001
Автори: Сирота Дмитро Олександрович, Гольдштейн Леонід Борисович, Дяченко Юрій Васильович, Кондратенко Віктор Іванович, Балаклієць Ігор Альбінович, Жижкіна Наталія Олександрівна, Будаг'янц Микола Абрамович
МПК: B22D 13/02
Мітки: чавуну, валків, робочим, спосіб, лиття, прокатних, відцентрового, шаром, двошарових, високолегованого
Формула / Реферат:
Спосіб відцентрового лиття двошарових прокатних валків з робочим шаром з високолегованого чавуни, що включає обертання ливарної форми навколо вертикальної осі, заливання металу робочого шару, витримку для затвердіння робочого шару, заливання першої порції металу серцевини, витримку для затвердіння перехідної зони і заливання залишку металу серцевини, який відрізняється тим, що заливання металу робочого шару ведуть із витратою 1,1-1,3 обсягу...
Спосіб відцентрового лиття двошарових заготовок
Номер патенту: 51179
Опубліковано: 15.11.2002
Автори: ШИНСЬКИЙ ІГОР ОЛЕГОВИЧ, Шинський Олег Йосипович, Богдан Кім Степанович, Санкін Анатолій Олексійович, Русаков Петро Володимирович
МПК: B22D 13/00
Мітки: відцентрового, двошарових, спосіб, заготовок, лиття
Формула / Реферат:
Спосіб відцентрового лиття двошарових заготовок шляхом послідовного заливання у виливницю, що обертається, заданих доз різних за хімічним складом металевих розплавів з необхідним інтервалом при неперервному контролюванні змінної маси і температури заготовки, який відрізняється тим, що після заливання першого розплаву визначають та запам'ятовують відхилення його фактичної дози від розрахункової, корегують задану дозу другого розплаву у...
Пристрій для відцентрового лиття
Номер патенту: 754
Опубліковано: 15.03.2001
Автори: Штань Ілона Владиславівна, Мітрус Олександр Володимирович, Суржанський Станіслав Костянтинович
МПК: B22D 13/06
Мітки: пристрій, відцентрового, лиття
Формула / Реферат:
Пристрій для відцентрового лиття, що містить корпус з приєднаним до нього двигуном, форму для заливки, тигель з шихтою, систему вакуумування, систему подачі інертного газу, систему управління роботою електричного двигуна, плавильне пристосування, який відрізняється тим, що він забезпечений відцентровим столом, установленим на валу двигуна з прикріпленою до нього касетою, всередені якої розміщені тигель-тримач, тигель з шихтою, металоприймач,...
Попередній патент: Спосіб визначення культури lactococcus lactis subsp. cremoris за допомогою специфічних праймерів методом полімеразної ланцюгової реакції
Наступний патент: Черв’як
Випадковий патент: Спосіб визначення часу згортання крові