Інструментальна оправка для оброблення глибоких отворів
Номер патенту: 108542
Опубліковано: 25.07.2016
Автори: Наумова Марія Ігорівна, Руденко Роман Олександрович, Фролов Володимир Костянтинович, Гладський Максим Миколайович

Формула / Реферат
1. Інструментальна оправка для оброблення глибоких отворів, виконана у вигляді стрижня, що має хвостовик для її закріплення, консольну частину та місце для встановлення інструмента, яка відрізняється тим, що консольна частина оправки виконана у формі зрізаного кубічного параболоїда, діаметр якого збільшується від місця встановлення інструмента до хвостовика оправки.
2. Інструментальна оправка для оброблення глибоких отворів за п. 1, яка відрізняється тим, що розміри зрізаного кубічного параболоїда визначають у співвідношенні:
![]()
де D - максимальний діаметр консольної частини інструментальної оправки (кубічного параболоїда);
L - довжина консольної частини інструментальної оправки (кубічного параболоїда);
d - мінімальний діаметр консольної частини інструментальної оправки (кубічного параболоїда).
Текст
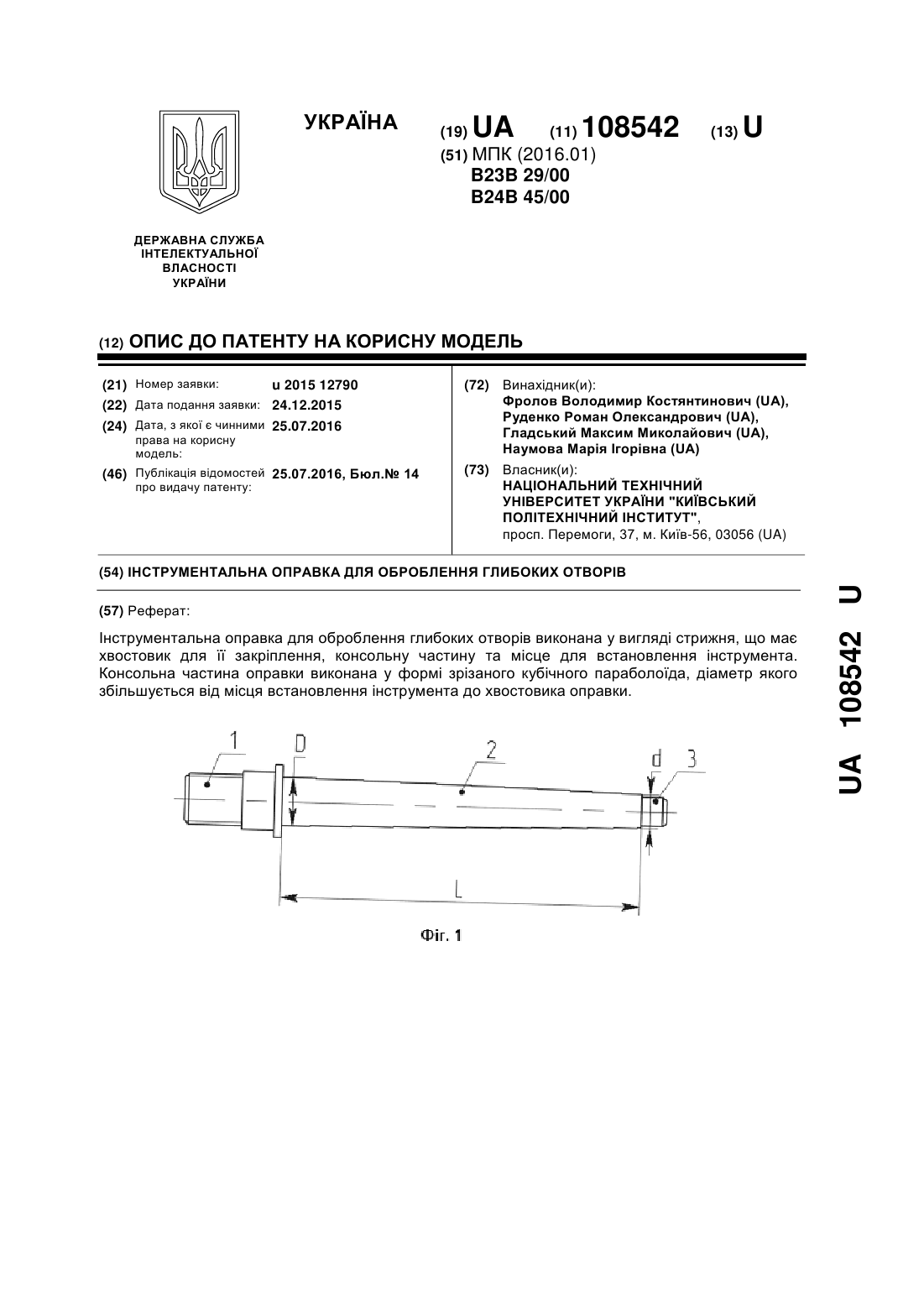
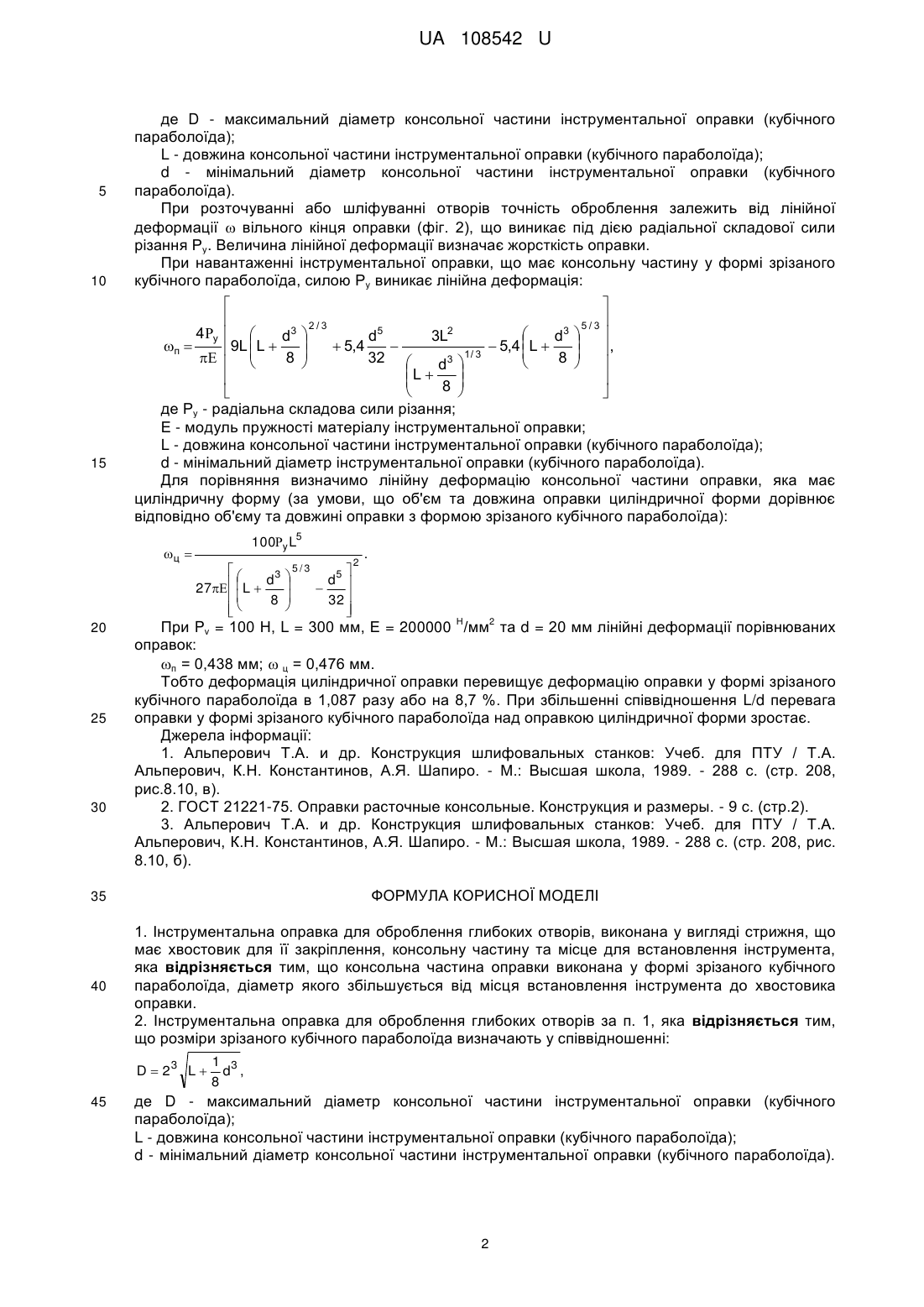
Реферат: Інструментальна оправка для оброблення глибоких отворів виконана у вигляді стрижня, що має хвостовик для її закріплення, консольну частину та місце для встановлення інструмента. Консольна частина оправки виконана у формі зрізаного кубічного параболоїда, діаметр якого збільшується від місця встановлення інструмента до хвостовика оправки. UA 108542 U (54) ІНСТРУМЕНТАЛЬНА ОПРАВКА ДЛЯ ОБРОБЛЕННЯ ГЛИБОКИХ ОТВОРІВ UA 108542 U UA 108542 U 5 10 15 20 25 30 35 Корисна модель належить до машинобудування і може бути використана для розточування та шліфування глибоких отворів різних діаметрів. При розточуванні та внутрішньому шліфуванні різальний інструмент закріплюється на вільному кінці інструментальної оправки, довжина консольної частини якої повинна бути не меншою за довжину оброблюваного отвору. Через велике співвідношення довжини консольної частини інструментальної оправки до її діаметра відбувається деформація оправки під дією радіальної складової сили різання, внаслідок чого її вільний кінець відхиляється від вихідного положення. Це призводить до зменшення точності оброблення. Відома «Оправка для закріплення шліфувального круга на шпинделі внутрішньошліфувального верстата» [Альперович Т.А. и др. Конструкция шлифовальных станков: Учеб. для ПТУ / Т.А. Альперович, К.Н. Константинов, А.Я. Шапиро. - М.: Высшая школа, 1989. - 288с. (стр. 208, рис. 8.10, в)]. Оправка виконана у вигляді стрижня, що має хвостовик для її закріплення, циліндричну консольну частину меншого діаметра та базові поверхні для встановлення шліфувального круга. Для підвищення жорсткості оправки на її циліндричну консольну частину встановлено керамічну гільзу, яка знаходиться в стиснуто-напруженому стані. Недоліками конструкції відомої оправки є складність її виготовлення та складання. Відома також «Оправка розточна консольна» [ГОСТ 21221-75. Оправки расточные консольные. Конструкция и размеры. - 9 с. (стр.2)]. Оправка виконана у вигляді стрижня, що має хвостовик для її закріплення, циліндричну консольну частину та місце для встановлення інструмента. Недоліками конструкції відомої оправки є недостатня жорсткість її циліндричної консольної частини, що призводить до зменшення точності оброблення глибоких отворів. Найбільш близьким аналогом є «Оправка для закріплення шліфувального круга на шпинделі внутрішньо-шліфувального верстата» [Альперович Т.А. и др. Конструкция шлифовальных станков: Учеб. для ПТУ / Т.А. Альперович, К.Н. Константинов, А.Я. Шапиро. - М.: Высшая школа, 1989. - 288 с. (стр. 208, рис. 8.10, б)]. Оправка виконана у вигляді стрижня, що має хвостовик для її закріплення, циліндричну консольну частину та місце для встановлення інструмента. Недоліком конструкції відомої оправки є недостатня жорсткість її циліндричної консольної частини, що призводить до зменшення точності оброблення глибоких отворів. В основу корисної моделі поставлена задача збільшення жорсткості оправки, що підвищить точність оброблення. Поставлена задача вирішується тим, що інструментальна оправка для оброблення глибоких отворів виконана у вигляді стрижня, що має хвостовик для її закріплення, консольну частину та місце для встановлення інструмента. Новим є те, що консольна частина інструментальної оправки виконана у формі зрізаного кубічного параболоїда, діаметр якого збільшується від місця встановлення інструмента до хвостовика оправки, причому розміри зрізаного кубічного параболоїда знаходяться у співвідношенні: D 23 L 40 45 50 55 1 3 d , 8 де D - максимальний діаметр консольної частини інструментальної оправки (кубічного параболоїда); L - довжина консольної частини інструментальної оправки (кубічного параболоїда); d - мінімальний діаметр консольної частини інструментальної оправки (кубічного параболоїда). Суть корисної моделі, яка заявляється, пояснюється кресленнями, де: на фіг. 1 зображено конструкцію інструментальної оправки; на фіг. 2 приведено схему навантаження консольної частини інструментальної оправки довжиною L радіальною складовою сили різання Ру, яка викликає лінійну деформацію CO вільного кінця оправки. Інструментальна оправка (фіг. 1) виконана у вигляді стрижня, що має хвостовик для її закріплення 1, консольну частину 2 та місце для встановлення інструмента 3. Консольна частина 2 оправки виконана у формі зрізаного кубічного параболоїда, діаметр якого збільшується від місця встановлення інструмента 3 до хвостовика 1 оправки. Розміри консольної частини інструментальної оправки (кубічного параболоїда) знаходяться у співвідношенні: D 23 L 1 3 d , 8 1 UA 108542 U 5 10 15 де D - максимальний діаметр консольної частини інструментальної оправки (кубічного параболоїда); L - довжина консольної частини інструментальної оправки (кубічного параболоїда); d - мінімальний діаметр консольної частини інструментальної оправки (кубічного параболоїда). При розточуванні або шліфуванні отворів точність оброблення залежить від лінійної деформації вільного кінця оправки (фіг. 2), що виникає під дією радіальної складової сили різання Ру. Величина лінійної деформації визначає жорсткість оправки. При навантаженні інструментальної оправки, що має консольну частину у формі зрізаного кубічного параболоїда, силою Ру виникає лінійна деформація: 2/3 5/3 4у d3 d5 3L2 d3 , п 5,4 5,4 L 9L L 1/ 3 8 32 8 d3 L 8 де Ру - радіальна складова сили різання; Е - модуль пружності матеріалу інструментальної оправки; L - довжина консольної частини інструментальної оправки (кубічного параболоїда); d - мінімальний діаметр інструментальної оправки (кубічного параболоїда). Для порівняння визначимо лінійну деформацію консольної частини оправки, яка має циліндричну форму (за умови, що об'єм та довжина оправки циліндричної форми дорівнює відповідно об'єму та довжині оправки з формою зрізаного кубічного параболоїда): ц 20 25 30 100y L5 5/3 d3 d5 27 L 8 32 2 . Н 2 При Pv = 100 Н, L = 300 мм, Е = 200000 /мм та d = 20 мм лінійні деформації порівнюваних оправок: п = 0,438 мм; ц = 0,476 мм. Тобто деформація циліндричної оправки перевищує деформацію оправки у формі зрізаного кубічного параболоїда в 1,087 разу або на 8,7 %. При збільшенні співвідношення L/d перевага оправки у формі зрізаного кубічного параболоїда над оправкою циліндричної форми зростає. Джерела інформації: 1. Альперович Т.А. и др. Конструкция шлифовальных станков: Учеб. для ПТУ / Т.А. Альперович, К.Н. Константинов, А.Я. Шапиро. - М.: Высшая школа, 1989. - 288 с. (стр. 208, рис.8.10, в). 2. ГОСТ 21221-75. Оправки расточные консольные. Конструкция и размеры. - 9 с. (стр.2). 3. Альперович Т.А. и др. Конструкция шлифовальных станков: Учеб. для ПТУ / Т.А. Альперович, К.Н. Константинов, А.Я. Шапиро. - М.: Высшая школа, 1989. - 288 с. (стр. 208, рис. 8.10, б). 35 ФОРМУЛА КОРИСНОЇ МОДЕЛІ 40 1. Інструментальна оправка для оброблення глибоких отворів, виконана у вигляді стрижня, що має хвостовик для її закріплення, консольну частину та місце для встановлення інструмента, яка відрізняється тим, що консольна частина оправки виконана у формі зрізаного кубічного параболоїда, діаметр якого збільшується від місця встановлення інструмента до хвостовика оправки. 2. Інструментальна оправка для оброблення глибоких отворів за п. 1, яка відрізняється тим, що розміри зрізаного кубічного параболоїда визначають у співвідношенні: D 23 L 45 1 3 d , 8 де D - максимальний діаметр консольної частини інструментальної оправки (кубічного параболоїда); L - довжина консольної частини інструментальної оправки (кубічного параболоїда); d - мінімальний діаметр консольної частини інструментальної оправки (кубічного параболоїда). 2 UA 108542 U Комп’ютерна верстка А. Крулевський Державна служба інтелектуальної власності України, вул. Василя Липківського, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут інтелектуальної власності”, вул. Глазунова, 1, м. Київ – 42, 01601 3
ДивитисяДодаткова інформація
МПК / Мітки
МПК: B23B 29/00, B24B 45/00
Мітки: глибоких, отворів, оправка, оброблення, інструментальна
Код посилання
<a href="https://ua.patents.su/5-108542-instrumentalna-opravka-dlya-obroblennya-glibokikh-otvoriv.html" target="_blank" rel="follow" title="База патентів України">Інструментальна оправка для оброблення глибоких отворів</a>
Розвертка для обробки глибоких отворів
Номер патенту: 71342
Опубліковано: 15.11.2004
Автори: Крепак Олександр Сергійович, Брижан Тетяна Михайлівна
МПК: B23F 21/00
Мітки: обробки, розвертка, отворів, глибоких
Формула / Реферат:
Розвертка для обробки глибоких отворів, що складається з робочої частини, шийки і хвостовика, яка відрізняється тим, що зуби робочої частини виконані різнопохилими, а шийка виконана у вигляді витягнутого еліпсоїда.
Розвертка для обробки глибоких отворів
Номер патенту: 71343
Опубліковано: 15.11.2004
Автори: Брижан Тетяна Михайлівна, Крепак Олександр Сергійович
МПК: B23F 21/00
Мітки: отворів, глибоких, розвертка, обробки
Формула / Реферат:
Розвертка для обробки глибоких отворів, що складається з робочої частини, шийки і хвостовика, яка відрізняється тим, що робоча частина виконана у формі сфери.
Спосіб прошивання дугою глибоких наскрізних отворів
Номер патенту: 59262
Опубліковано: 10.05.2011
Автор: Боков Віктор Михайлович
МПК: B23H 7/00, B23H 11/00
Мітки: отворів, дугою, глибоких, спосіб, наскрізних, прошивання
Формула / Реферат:
Спосіб прошивання дугою глибоких наскрізних отворів, при якому деталь, що обробляється, в області серцевини з'єднана з електропровідною підкладкою, який відрізняється тим, що прошивання здійснюють при пружному радіальному направленні консольної частини серцевини за електродотримачем (штоком).
Спосіб шліфування глибоких циліндричних отворів
Номер патенту: 105187
Опубліковано: 10.03.2016
Автори: Шуплєцов Данило Костянтинович, Соломенко Олексій Володимирович, Наумова Марія Ігорівна, Фролов Володимир Костянтинович
МПК: B24B 1/00
Мітки: циліндричних, спосіб, отворів, шліфування, глибоких
Формула / Реферат:
1. Спосіб шліфування глибоких циліндричних отворів, при якому твірна шліфувального круга паралельна твірній оброблюваної поверхні, який відрізняється тим, що вісь деталі повертають відносно осі шліфувального круга в площині розташування векторів поздовжньої подачі шліфувальної бабки та поперечної подачі передньої бабки за рахунок повороту передньої бабки на кут
Спосіб розмірної обробки дугою глибоких отворів
Номер патенту: 58024
Опубліковано: 25.03.2011
Автор: Боков Віктор Михайлович
МПК: B23P 13/00
Мітки: глибоких, обробки, спосіб, отворів, дугою, розмірної
Формула / Реферат:
Спосіб розмірної обробки дугою глибоких отворів, що включає нагнітання робочої рідини в торцевий міжелектродний зазор під технологічним тиском за напрямком від периферії до центру електрода-інструмента, який відрізняється тим, що обробку здійснюють при пружному радіальному направленні електродотримача (штока) відносно прошитого отвору.
Попередній патент: Водосховище сироти
Наступний патент: Система адаптивного управління верстатом з числовим програмним управлінням
Випадковий патент: Механічна модель для дослідження взаємодії коливальної системи з віброзбудником