Наумова Марія Ігорівна
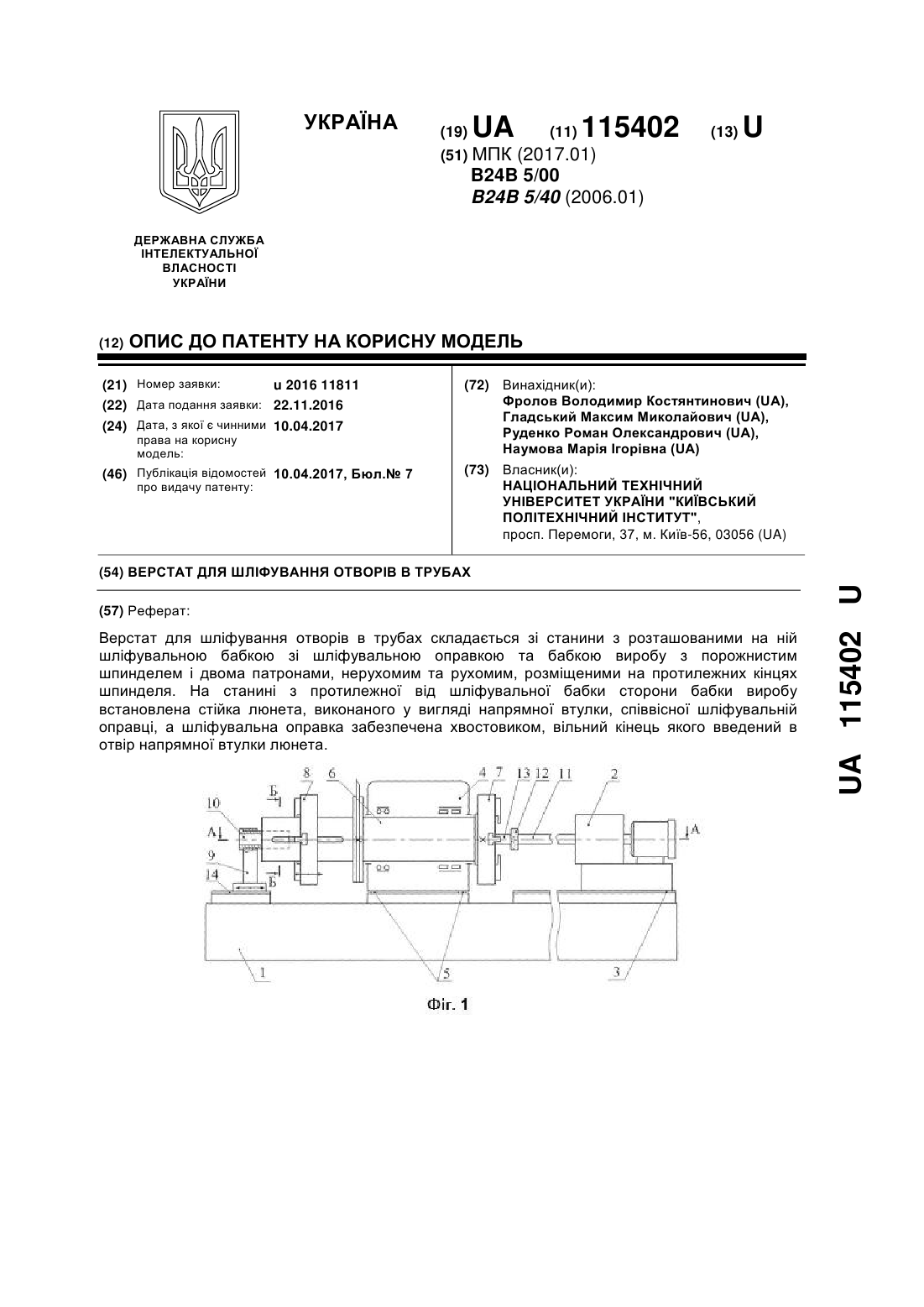
Верстат для шліфування отворів в трубах
Номер патенту: 115402
Опубліковано: 10.04.2017
Автори: Фролов Володимир Костянтинович, Руденко Роман Олександрович, Гладський Максим Миколайович, Наумова Марія Ігорівна
Мітки: шліфування, отворів, трубах, верстат
Формула / Реферат:
1. Верстат для шліфування отворів в трубах, який складається зі станини з розташованими на ній шліфувальною бабкою зі шліфувальною оправкою та бабкою виробу з порожнистим шпинделем і двома патронами, нерухомим та рухомим, розміщеними на протилежних кінцях шпинделя, який відрізняється тим, що на станині з протилежної від шліфувальної бабки сторони бабки виробу встановлена стійка люнета, виконаного у вигляді напрямної втулки, співвісної...
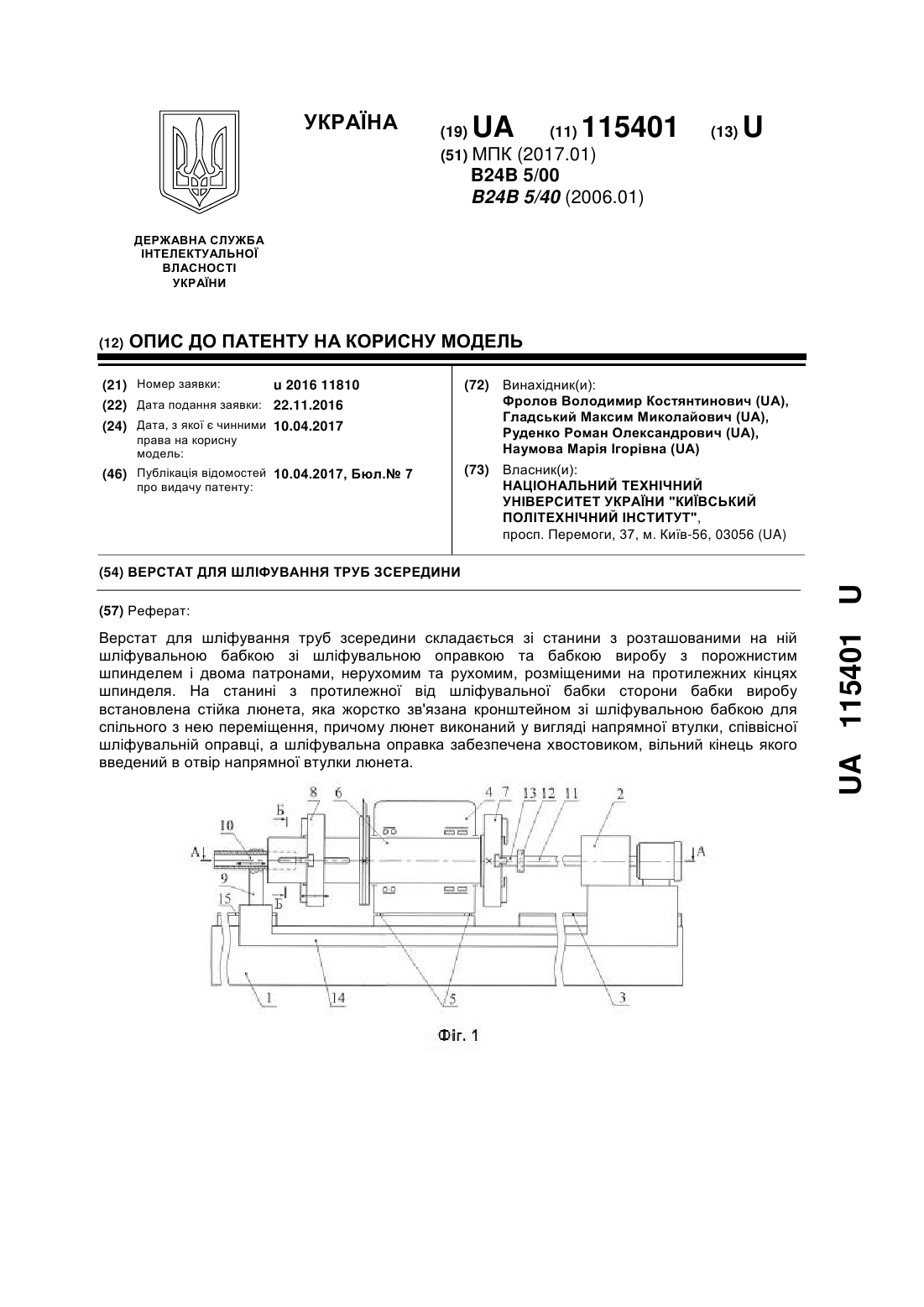
Верстат для шліфування труб зсередини
Номер патенту: 115401
Опубліковано: 10.04.2017
Автори: Руденко Роман Олександрович, Наумова Марія Ігорівна, Фролов Володимир Костянтинович, Гладський Максим Миколайович
Мітки: шліфування, верстат, зсередини, труб
Формула / Реферат:
1. Верстат для шліфування труб зсередини, який складається зі станини з розташованими на ній шліфувальною бабкою зі шліфувальною оправкою та бабкою виробу з порожнистим шпинделем і двома патронами, нерухомим та рухомим, розміщеними на протилежних кінцях шпинделя, який відрізняється тим, що на станині з протилежної від шліфувальної бабки сторони бабки виробу встановлена стійка люнета, яка жорстко зв'язана кронштейном зі шліфувальною бабкою...
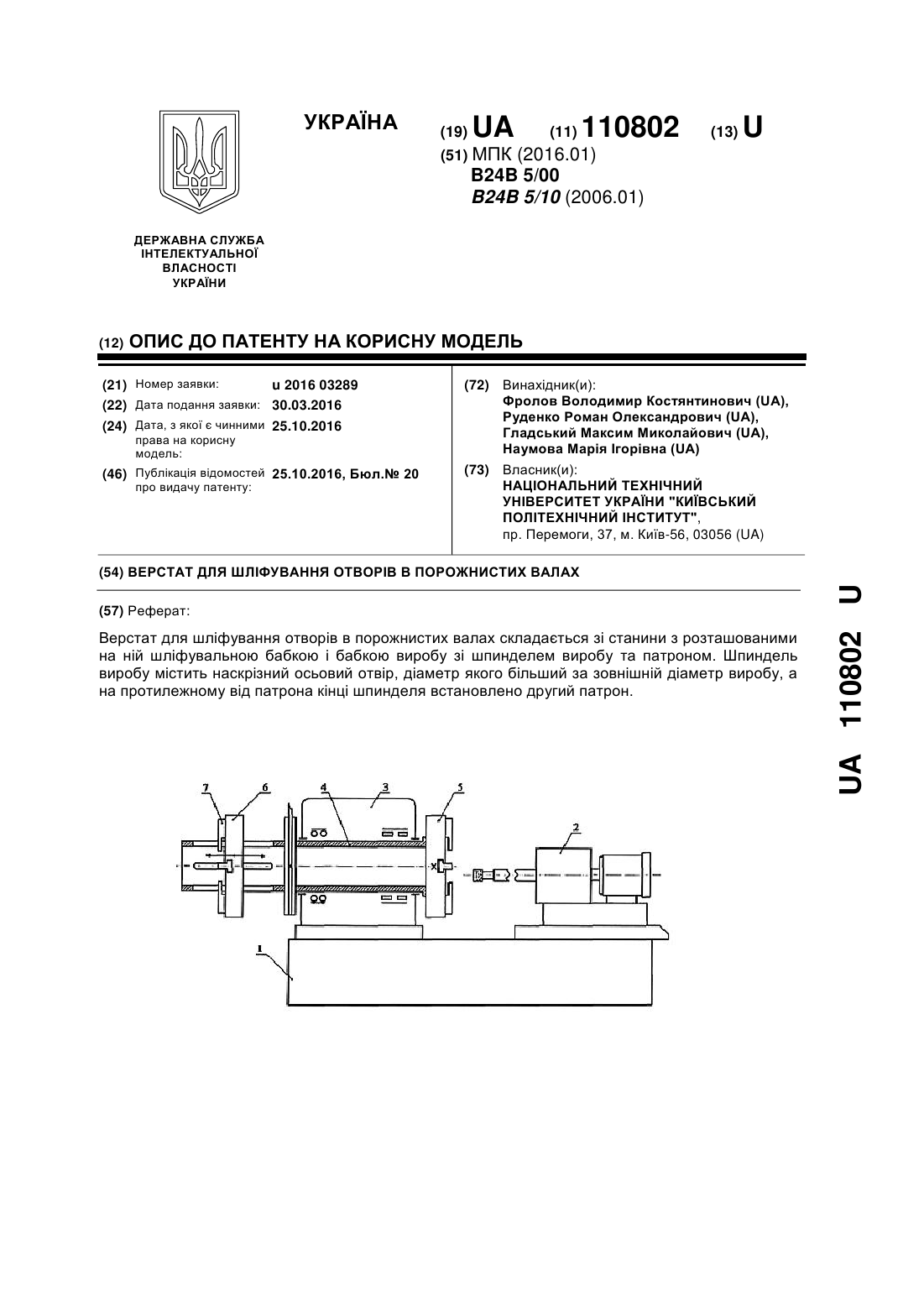
Верстат для шліфування отворів в порожнистих валах
Номер патенту: 110802
Опубліковано: 25.10.2016
Автори: Фролов Володимир Костянтинович, Наумова Марія Ігорівна, Гладський Максим Миколайович, Руденко Роман Олександрович
Мітки: верстат, порожнистих, отворів, шліфування, валах
Формула / Реферат:
1. Верстат для шліфування отворів в порожнистих валах, що складається зі станини з розташованими на ній шліфувальною бабкою і бабкою виробу зі шпинделем виробу та патроном, який відрізняється тим, що шпиндель виробу має наскрізний осьовий отвір, діаметр якого більший за зовнішній діаметр виробу, а на протилежному від патрона кінці шпинделя встановлено другий патрон.2. Верстат за п. 1, який відрізняється тим, що другий патрон має...
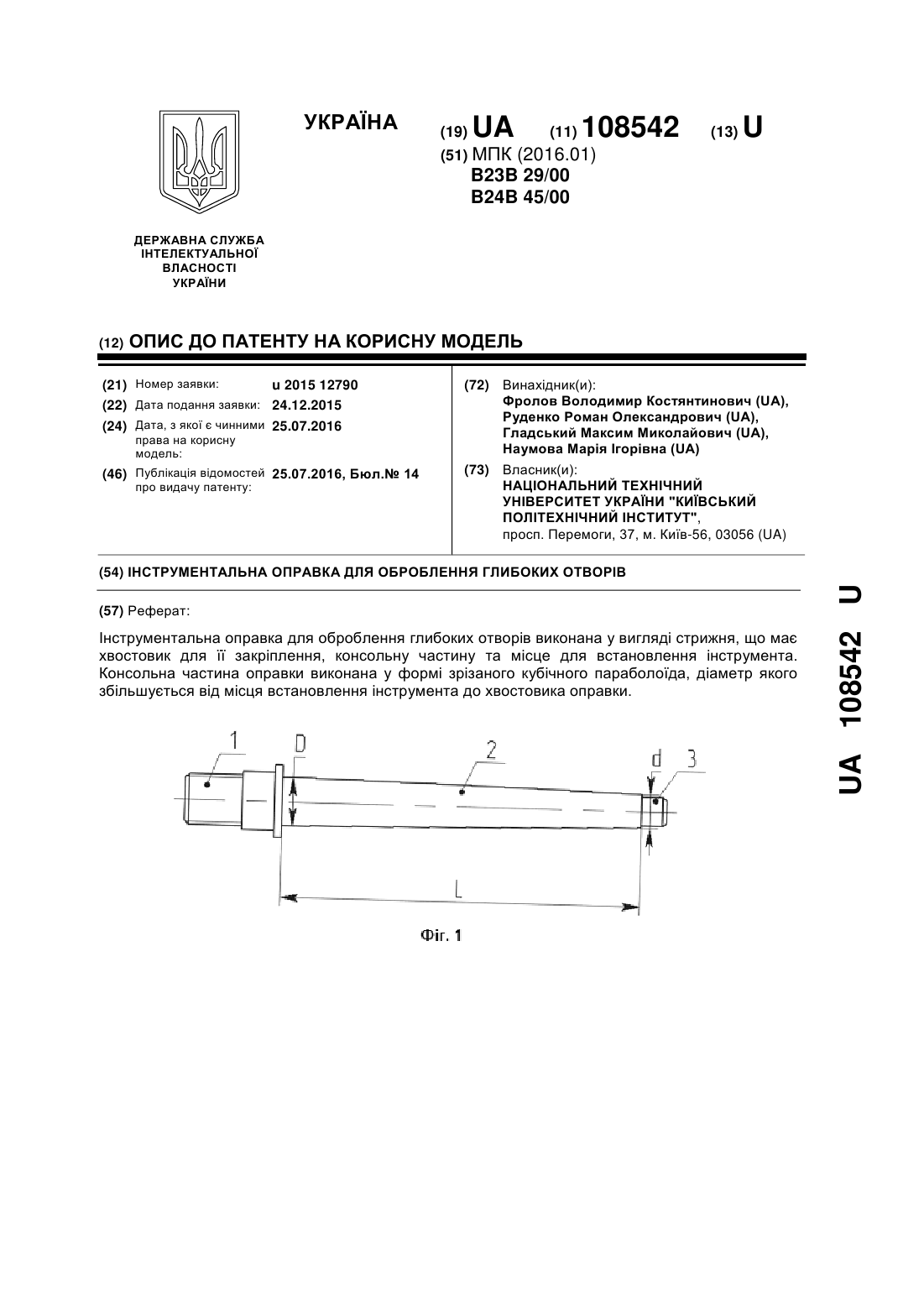
Інструментальна оправка для оброблення глибоких отворів
Номер патенту: 108542
Опубліковано: 25.07.2016
Автори: Наумова Марія Ігорівна, Гладський Максим Миколайович, Руденко Роман Олександрович, Фролов Володимир Костянтинович
МПК: B23B 29/00, B24B 45/00
Мітки: оброблення, інструментальна, отворів, глибоких, оправка
Формула / Реферат:
1. Інструментальна оправка для оброблення глибоких отворів, виконана у вигляді стрижня, що має хвостовик для її закріплення, консольну частину та місце для встановлення інструмента, яка відрізняється тим, що консольна частина оправки виконана у формі зрізаного кубічного параболоїда, діаметр якого збільшується від місця встановлення інструмента до хвостовика оправки.2. Інструментальна оправка для оброблення глибоких отворів за п. 1, яка...
Спосіб шліфування глибоких циліндричних отворів
Номер патенту: 105187
Опубліковано: 10.03.2016
Автори: Соломенко Олексій Володимирович, Шуплєцов Данило Костянтинович, Фролов Володимир Костянтинович, Наумова Марія Ігорівна
МПК: B24B 1/00
Мітки: шліфування, спосіб, циліндричних, глибоких, отворів
Формула / Реферат:
1. Спосіб шліфування глибоких циліндричних отворів, при якому твірна шліфувального круга паралельна твірній оброблюваної поверхні, який відрізняється тим, що вісь деталі повертають відносно осі шліфувального круга в площині розташування векторів поздовжньої подачі шліфувальної бабки та поперечної подачі передньої бабки за рахунок повороту передньої бабки на кут
Спосіб шліфування глибоких внутрішніх циліндричних поверхонь
Номер патенту: 105186
Опубліковано: 10.03.2016
Автори: Наумова Марія Ігорівна, Шуплєцов Данило Костянтинович, Фролов Володимир Костянтинович, Соломенко Олексій Володимирович
МПК: B24B 1/00
Мітки: внутрішніх, циліндричних, поверхонь, шліфування, спосіб, глибоких
Формула / Реферат:
1. Спосіб шліфування глибоких внутрішніх циліндричних поверхонь, при якому твірна шліфувального круга паралельна твірній оброблюваної поверхні, який відрізняється тим, що шліфувальному кругу надають форму зрізаного конуса, діаметр якого зменшується в напрямку шліфувальної бабки.2. Спосіб за п. 1, який відрізняється тим, що кут при вершині конуса визначається за формулою: